
金手指PCB硬金電鍍工藝與DFM設計
1 分鐘
- 一、金手指表面處理:硬金電鍍的必要性
- 二、板邊倒角:機械加工關鍵控制
- 三、金手指DFM設計核心規範
- 四、高速場景阻抗最佳化
- 結論
金手指PCB是高速板、背板、功能模組卡的關鍵互連結構,插拔穩定性、接觸可靠性直接決定整機運作品質。實際生產中,化鎳金(ENIG)與硬金電鍍常被混用,板邊加工、佈局設計細節也易被忽視,這些問題會導致插拔失效、接觸不良、訊號異常。以下從製程選用、機械加工、設計規範、高頻優化四方面,說明實操要點。
一、金手指表面處理:硬金電鍍的必要性
金手指需重複插拔,表面鍍層的硬度、耐磨性為核心指標,化鎳金與硬金電鍍差異顯著。
化鎳金(ENIG)為置換反應鍍層,表層純金厚度僅為0.025~0.05μm,硬度低於90HV。這種軟金鍍層耐磨性差,插拔3-5次就會磨損露鎳,鎳層易氧化鈍化,接觸電阻急劇升高,造成高速訊號畸變,不適合頻繁插拔場景。
硬金電鍍為電化學工藝,電鍍液中添加0.1%~0.3%鈷或鎳合金元素,鍍層硬度提升至130~200HV,厚度達0.76~1.27μm。緻密合金鍍層耐磨,可承受數百次插拔,接觸電阻穩定在20mΩ以內,是工業、航空、高階設備金手指的必選製程。
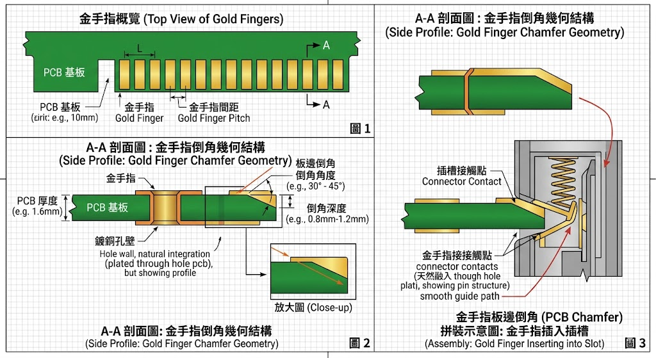
二、板邊倒角:機械加工關鍵控制
金手指PCB成型後需做板邊倒角,直角板邊會造成嚴重插拔損傷。90°直角板邊插拔時,鋒利邊緣會刮擦插槽鈹銅彈片,導致彈片變形、回彈失效;還會鏟起金手指前端銅箔與金層,造成板邊報廢。低插入力。業界常用:
- 倒角角度:為30°或45°,高速PCIe設備優先選30°,降低插入力。
- 殘留深度與厚度:1.6mm標準板厚,倒角深度控制在0.8~1.0mm,前端保留0.6~0.8mm鈍邊,確保插拔順暢。
三、金手指DFM設計核心規範
金手指良率依賴前端設計,以下四個設計要點直接影響生產可行性與使用可靠性。
1. 熱插拔不等長設計
支援熱插拔的模組卡(如SFP/QSFP),金手指引腳需分段設計。 GND腳延長0.5~1.0mm,電源、訊號接腳縮短。插入時GND先接觸,釋放靜電、建立電位基準;拔出時訊號、電源先斷開,避免電湧損壞晶片。
2. 電鍍引線與裁切控制
硬金電鍍需通過引線給金手指供電,設計時需預留電鍍引線,連接至板邊電鍍匯流排。外形銑切時必須完全切斷引線,殘留引線會形成銅屑,引發相鄰引腳微短路或電弧擊穿。
3. 三大禁布要求
金手指接觸區禁止放置過孔,過孔凸起、殘錫會破壞表面平整度,導致接觸不良;金手指下方內層走線需後移1.0mm以上,避免倒角加工切入損傷走線;引腳間禁止殘留浮空銅,防止電鍍時電流分佈不均,造成鍍層厚度異常。
4. 阻焊開窗規範
金手指區域需完全開窗,去除阻焊層。阻焊邊緣與金手指頂端保持0.25mm以上距離,防止溢油覆蓋接觸區,減小有效接觸面積。
四、高速場景阻抗最佳化
PCIe Gen5/6等高頻應用中,金手指易出現阻抗不連續問題。金手指焊盤寬0.6~0.7mm,遠大於普通走線,會產生寄生電容,導致阻抗從85Ω降至65Ω,引發訊號反射、眼圖閉合。
常用最佳化方法是局部地平面挖空,將金手指正下方第二層地平面挖除,參考層改為第三層。拉大介質厚度,降低寄生電容,使阻抗回歸85Ω±10%,確保高頻訊號穩定傳輸。
結論
金手指PCB的可靠性,取決於表面製程、機械加工與前端設計的協同。選用硬金電鍍保障耐磨,規範倒角製程避免機械損傷,落實熱插拔、禁布、開窗等DFM要求,優化高頻阻抗,才能減少插拔故障、訊號異常。忽視任一環節,都會埋下品質隱憂。設計階段嚴格把控細節,是金手指PCB穩定可靠的核心。
持續學習
最佳 PCB 防焊顏色:兼顧效能與外觀
重點摘要 防焊顏色會直接影響自動光學檢測(AOI)的準確度、散熱表現與 PCB 可靠度,並非只是外觀上的選擇。 綠色仍是業界基準,可提供最高的製造良率與最快的交期,而且不需額外付費。 白色可讓 LED 應用達到最大的光線反射效果,黑色則能為高階消費性產品帶來精緻質感。 紅色與黃色具有優異的視覺對比度,適合原型製作、除錯及安全關鍵檢驗。 JLCPCB 提供七種標準防焊顏色,皆採用相同的精密液態感光成像(LPI)製程,對位精度可達 ±0.025 mm,且多數訂單不收取額外的顏色費用。 防焊層的顏色絕不只是外觀上的選擇,還會直接影響自動光學檢測(AOI)的準確度、人工組裝檢查、散熱管理、長期可靠度,以及成品給市場的整體觀感。在 JLCPCB,專業工程師與設計人員可選用完整的防焊顏色,包括綠色、藍色、紅色、黑色、白色、紫色與黃色,並全部採用相同的高精度液態感光成像(LPI)製程。多數雙層板訂單不收取額外的顏色費用,5 片最低只要 2 美元起。 本文將從技術與數據角度深入說明防焊顏色的選擇,並納入實際製造條件與各種取捨因素。 防焊基礎知識:顏色選擇為何真的很重要 防焊層在保護及提升 PCB 性能方面的核心功......
預防 Black Pad 缺陷:確保專業 PCB 製造中的可靠 ENIG 表面處理
重點摘要 Black Pad 是在 ENIG 浸金步驟中鎳層過度腐蝕所造成,會導致脆弱的焊點,以及隱藏性的 BGA/QFN 失效。 主要預防方法包括:嚴格控制化學藥液條件(溫度、pH 值、時間)、維持穩定的磷含量,以及定期監控藥液槽。 高可靠性替代方案包括:ENEPIG(風險最低),或不含鎳的表面處理,例如浸銀與 OSP。 ENIG 一定要選擇具備嚴格製程管控的製造商。 你是否曾經拿到一塊外觀看起來很漂亮的電路板,仔細完成回流焊流程後,卻發現 BGA 焊點在很輕微的機械應力下就出現裂紋?焊盤看起來閃亮又平滑,焊料表面也像是正常發亮,但焊點幾乎沒有任何強度。如果你遇過這種情況,很有可能就是碰上了 PCB 製造過程中最惡名昭彰的失效模式之一——Black Pad。Black Pad 很隱蔽,因為它藏在漂亮的金色表面之下。原本應該提供平整、可焊、抗腐蝕焊盤的 ENIG 表面處理,可能會在底下悄悄形成脆弱且氧化的鎳層。 在焊點被 切片分析或剝開之前,它通常不會被發現;只有打開後,才會看到深色、龜裂的鎳層。但到那時,電路板可能早已出貨。本文將說明什麼是 Black Pad、為什麼它會在 ENIG 製程中發生......
摩擦力學與電磁學交界:PCB板邊連接器設計與金手指硬金工藝
高效能運算與伺服器硬體架構中,不論是GPU搭載的PCIe 5.0/6.0介面、資料中心高速網卡,還是模組化M.2 SSD,物理層都離不開同一個機電關鍵介面—PCB板邊連接器(Edge Connector)。 金手指電路板是子卡上最脆弱也最精密的區域:既要承受插拔時的動態摩擦與剪切應力,又要在數十GHz高速串列訊號傳輸時維持阻抗連續性。不少硬體專案量產初期,常出現插拔數次後接觸電阻飆升、高頻測試訊號反射嚴重的問題。要解決這類機械與高頻雙重失效風險,必須從冶金工藝與幾何DFM兩個維度,梳理金手指設計的核心邏輯。 一、冶金工藝選擇:硬金鍍層的硬度與耐磨邊界 板邊連接器設計最基礎的決策不在佈線拓撲,而在表面處理工藝。業內兩類鍍金工藝本質差異極大:化學鎳金(ENIG)與電鍍硬金,適用場景完全不同。 1. 為什麼貼片用ENIG不能用於金手指 ENIG透過置換反應在鎳層表面沉積薄層純金,金層純度超過99.9%,質地偏軟(維氏硬度通常低於90 HV),厚度僅0.025~0.05 μm。 這類工藝平整度高,適合細間距BGA焊接。但用於金手指時,連接器內的鈹銅彈片插拔摩擦會像銼刀一樣,兩三次插拔就磨穿薄金層,露出底層......
銅幣電路板:散熱解決方案
在快速發展的電子產業中,裝置變得越來越小、越來越快、越來越強大,同時也擁有緊湊的尺寸。電力不再是問題,但將裝置封裝到更小的外形尺寸中則帶來了嚴峻的挑戰。無論我們正在開發電源轉換器、 LED 照明模組、汽車 ECU 還是 5G 通訊裝置,過多的熱量都會降低效能。它會縮短元件壽命。這就是銅幣嵌入式 PCB 成為一種智慧、現代的散熱解決方案的原因。將固態銅塊直接嵌入 PCB 中,可作為散熱器,將熱通量從關鍵元件迅速轉移出去。在本次討論中,我們將探討什麼是銅幣外露板、它們的功能、製造流程,以及其優勢與應用。 什麼是嵌入式銅技術? 銅鑲嵌是一種冷卻 PCB 銅幣或晶片的方法,其中會構建一個凸起部分。大多數 PCB 材料,例如 FR4,都是散熱用的低導熱率材料。加入銅提供了一條短而低電阻的路徑,讓熱量傳遞到外層或散熱器。這降低了元件溫度並延長了產品生命週期。它非常適合緊湊、高功率和對熱敏感的電子設計。 什麼是銅幣 PCB? 銅幣嵌入式 PCB 是一種印刷線路板,其中在發熱元件處將一枚銅(幣或塊)整合到板中。這枚銅幣將實現與 PCB 另一側(或散熱器)的直接熱耦合,提供快速、低損耗的熱傳遞。 對於傳統的 PCB......
為什麼銅氧化在 PCB 設計中很重要以及如何防止它
核心要點 銅氧化是 PCB 設計中的一個關鍵問題,直接影響可焊性、接觸電阻和長期可靠性。透過了解氧化如何形成及損害銅表面,設計人員可以藉由適當的表面處理(如 HASL、ENIG 和 OSP)、策略性的防焊層應用,以及嚴格遵循 IPC-1601 指南的儲存和處理規範,來有效防止氧化。保護銅免受氧化可確保更好的組裝良率、卓越的電氣性能,以及產品在實際應用中的耐用性。 當我們談到 PCB 中的銅時,我們討論的是最關鍵的元件。它是承載我們訊號的載體。在涉及高功率和高速 PCB 設計時,對銅的考量變得更加關鍵。之所以使用銅,是因為它具有較高的 導熱性 和最低的整體電阻。由於銅可以轉換成稱為基板的薄片,因此可以輕鬆地整合到 PCB 中。現代 PCB 使用不同的芯板和半固化片。但導電走線始終是相同的材料——銅。銅適用於從低速類比電路板到 gigabit 射頻設計的所有領域。但如果銅未被妥善保存,它會透過環境變數而氧化。這就是為什麼我們要麼用焊料合金對銅焊盤進行鍍錫,要麼使用 錫膏 覆蓋它們。當銅氧化時,它會透過增加接觸電阻來間接影響焊接性能。因此,下次您設計自己的電路板時,了解為什麼銅氧化在 PCB 設計中很重......
金手指PCB硬金電鍍工藝與DFM設計
金手指PCB是高速板、背板、功能模組卡的關鍵互連結構,插拔穩定性、接觸可靠性直接決定整機運作品質。實際生產中,化鎳金(ENIG)與硬金電鍍常被混用,板邊加工、佈局設計細節也易被忽視,這些問題會導致插拔失效、接觸不良、訊號異常。以下從製程選用、機械加工、設計規範、高頻優化四方面,說明實操要點。 一、金手指表面處理:硬金電鍍的必要性 金手指需重複插拔,表面鍍層的硬度、耐磨性為核心指標,化鎳金與硬金電鍍差異顯著。 化鎳金(ENIG)為置換反應鍍層,表層純金厚度僅為0.025~0.05μm,硬度低於90HV。這種軟金鍍層耐磨性差,插拔3-5次就會磨損露鎳,鎳層易氧化鈍化,接觸電阻急劇升高,造成高速訊號畸變,不適合頻繁插拔場景。 硬金電鍍為電化學工藝,電鍍液中添加0.1%~0.3%鈷或鎳合金元素,鍍層硬度提升至130~200HV,厚度達0.76~1.27μm。緻密合金鍍層耐磨,可承受數百次插拔,接觸電阻穩定在20mΩ以內,是工業、航空、高階設備金手指的必選製程。 二、板邊倒角:機械加工關鍵控制 金手指PCB成型後需做板邊倒角,直角板邊會造成嚴重插拔損傷。90°直角板邊插拔時,鋒利邊緣會刮擦插槽鈹銅彈片,導致......