
幾何公差下的製造邏輯:PCB厚度選型與高速阻抗控制
1 分鐘
- 一、板厚規格的產業演變與場景分化
- 二、壓合製程公差對高速阻抗的影響機制
- 三、薄型板的工藝挑戰與結構優勢
- 四、分場景板厚設計與工藝配置指南
- 結語
在訊號邊緣速率進入皮秒級、硬體結構不斷輕薄化的當下,硬體架構師不能再將板厚視為圖紙上固定的靜態數值,而必須將其當作帶有分佈參數的動態物理變數,納入整體訊號完整性設計考量。
一、板厚規格的產業演變與場景分化
1. 1.6mm標準厚度的產業慣性
印刷電路板產業發展初期,基材多採用酚醛樹脂紙質層壓板(電木板),這類材料最早廣泛用於工業設備的絕緣墊片與配電盤,當時市場供應最穩定的公稱厚度即為1/16英吋。後續環氧樹脂玻纖基材(FR-4)成為產業主流,下游的自動化傳送軌道、板邊連接器卡槽、波峰焊夾具乃至元件引腳長度,都已圍繞1.6mm厚度形成了成熟的產業鏈配套體系,這一規格也因此沿用至今。
2.多層板時代的厚度分化趨勢
隨著硬體架構從雙面板發展到8層、12層甚至24層以上的高階多層板,固守單一板厚規格已無法滿足設計需求。為在有限的垂直空間內佈置更多訊號層與電源參考平面,板厚選型開始根據應用場景出現明顯分化:
- 消費性通訊終端:為配合外殼結構與Type-C等標準連接器介面,大多維持1.6mm或1.2mm的常規厚度
- 高速運算背板:需厚銅箔承載大電流、厚介質層拉開層間距,總厚度通常達2.0mm、2.4mm甚至3.2mm
- 微型穿戴與感測模組:優先追求輕薄化與低熱阻,全面轉向薄型板技術路線

圖1. PCB 板厚分場景應用示意圖
二、壓合製程公差對高速阻抗的影響機制
1.板厚公差的行業驗收標準
不論是Polar Si9000還是ANSYS HFSS的阻抗計算邏輯,傳輸線特徵阻抗與線寬、銅箔厚度呈負相關,與走線至下方參考地平面的介質層厚度呈正相關。
實際製造中,板厚並非恆定的理想值,必然存在對應的公差範圍。依據IPC-6012驗收規範,常規Class 2等級的成品板厚公差為±10%。也就是說,訂購1.6mm的標準電路板,成品厚度落在1.44mm至1.76mm區間內,都屬於符合驗收標準的合格品。
2.壓合流膠引發的局部厚度不均
厚度波動與局部偏差的根源,來自多層板的壓合製程。多層板由多片內層核心板、半固化片(預浸樹脂膠片)與外層裸銅箔疊合後,送入真空熱壓機經高溫高壓壓製成型。
高溫環境下,半固化片內的環氧樹脂會熔融流動,若板面不同區域的走線密度差異過大、殘銅率分佈不均,熔融樹脂會優先流向無銅箔的低壓區域,最終造成板面各區域的介質層厚度不一致。
3.厚度偏差對訊號完整性的破壞
若厚度偏差剛好出現在高速訊號走線區域,例如傳輸速率32 GT/s的PCIe Gen5核心差分對,介質厚度若較設計值降低10%,該段傳輸線的特徵阻抗可能下降3~5Ω。
這種局部阻抗不連續會引發嚴重的訊號反射,造成回波損耗惡化、波形畸變與碼間干擾,最終導致眼圖閉合、數據傳輸丟包。
4.阻抗管控的DFM優化措施
為避免厚度公差影響高速訊號完整性,研發團隊輸出製造文件時,不能直接沿用默認規範,需主動提出兩項工程要求:
- 收窄板厚公差等級:針對高速電路板,將成品板厚公差從標準±10%收斂至±7%甚至±5%,倒逼板廠採用高精度雷射測厚壓合設備與流膠穩定的開纖半固化片
- 落實銅箔平衡設計:佈局階段對空曠無走線區域鋪設網格補銅,讓整板殘銅率分佈均勻,確保壓合時板面受力與樹脂流動阻力一致,從根源減少局部厚度塌陷
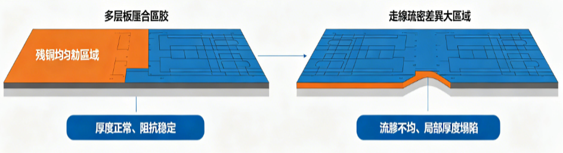
圖2. 多層板壓合流膠原理圖
三、薄型板的工藝挑戰與結構優勢
1.高溫回流下的板翹失效風險
隨著智慧穿戴、醫療植入感測器與微型無人機產品發展,薄型電路板應用占比快速提升,成品厚度常壓縮至0.6mm、0.4mm甚至0.2mm級別。
薄型板最突出的問題是結構剛性顯著下降—板厚減半時,板材抗彎強度會隨厚度三次方關係大幅衰減。SMT無鉛回流焊峰值溫度可達260℃,此時FR-4基材超過玻璃化轉變溫度進入高彈態,基材與銅箔的熱膨脹係數差帶來的內應力集中釋放。若頂底層走線分佈不對稱、兩面元件熱容量差異過大,薄板出爐冷卻後容易出現V型或鞍型翹曲。
2.微孔加工的天然工藝紅利
薄型板在微孔加工上具備天然工藝優勢。電路板的縱橫比為總厚度與最小鑽孔徑的比值,3.2mm厚背板搭配0.2mm過孔時,縱橫比高達16:1,電鍍液難以深入孔道中心,需高頻脈衝電鍍工藝保障孔壁鍍層均勻性,製造成本偏高。
而0.4mm薄板搭配同樣孔徑時,縱橫比僅為2:1,電鍍液可在孔內順暢流動置換,孔壁鍍銅均勻性更易保障,也更適合搭載雷射盲孔的高密度互連架構。
四、分場景板厚設計與工藝配置指南
1.薄型板(0.2-0.6mm)設計要點
- 佈局階段避免大面積實心鋪地,優先採用網格鋪銅結構釋放熱應力
- SMT加工要求中明確指定專用過爐載板,通過合成石或鋁合金載板夾持板邊,抑制高溫下的板件變形
2.厚型板(2.0-3.2mm)設計要點
厚板熱容量大,焊接過程中會快速吸收熱量。因此連接至電源平面的元件引腳必須設計熱焊盤(花焊盤)結構,禁止引腳直接大面積連接電源層,防止局部散熱過快導致冷焊、錫膏熔融不充分等焊接缺陷。
結語
板厚選擇並非單純的機械尺寸參數,而是牽涉訊號阻抗、結構可靠性與製程良率的核心設計環節。高速電路設計不能只依賴EDA模擬的理想數值,必須結合壓合製程特性與板廠加工能力,從公差管控、銅箔平衡到結構優化全鏈路考量,才能將設計指標轉化為穩定的量產良率。
持續學習
如何降低高速 PCB 設計中的插入損耗
重點摘要 降低插入損耗,是確保高速 PCB 可靠運作的關鍵。選用損耗因數(Df)較低的低損耗材料、最佳化走線與疊構設計、減少導通孔轉換、採用表面較平滑的銅箔,並運用精密製造技術,可顯著降低介電損耗與導體損耗。這些方法有助於維持良好的訊號完整性、擴大眼圖開口,並在多 Gigabit 設計中支援更高的資料傳輸速率。 您是否曾設計一條理論上看似完美的高速 PCB 通道,實際量測時卻發現接收端訊號與發射端相差甚遠?這種令人困擾的訊號功率衰減稱為「插入損耗」。它是現今高速 PCB 設計中最重要的效能指標之一,若未納入考量,資料連線可能在不知不覺中失效。插入損耗表示訊號沿傳輸線從一點傳至另一點時的總功率損失,通常以 S 參數表示,單位為分貝(dB);正向傳輸使用 S21,反向傳輸則使用 S12。插入損耗最簡單的公式為: 插入損耗(dB)=10 log10(Pout/Pin) 其中 Pout 是傳送至負載的功率,Pin 是輸入傳輸線的功率。由於被動通道不會使功率增加,依此公式計算的傳輸值必定為負值。-3 dB 代表訊號功率已降低 50%。 插入損耗如何影響訊號品質與資料傳輸速率 插入損耗增加時,接收端的訊號振幅......
低損耗 PCB:適用於 5G、RF 與高速設計的 Rogers 和 PTFE
重點摘要 採用 Rogers RO4003C、RO4350B 與 PTFE 層壓板等先進材料的低損耗 PCB,可大幅降低多 GHz 頻率下的介電損耗,進而提供優異的訊號完整性。這類電路板非常適合 5G、毫米波、RF 與高速數位設計;與標準 FR4 相比,插入損耗明顯較低、阻抗更加穩定,散熱效能也更出色。選擇合適的低損耗層壓板,並與 JLCPCB 等經驗豐富的製造商合作,工程師便能從原型製作至大量生產,持續獲得可靠的高頻效能。 訊號每通過 PCB 的一個區段,都會損失少量能量。對大多數消費性電子產品而言,這些損耗並不顯著;但如果電路需要在多 GHz 頻率下運作、應用於雷達系統,或用來建置 5G 網路基礎設施,每英吋多出數 dB 的額外損耗,都可能決定設計成敗。低損耗 PCB 正是為此改變整體設計條件。近年來,市場對低損耗材料的需求大幅成長;面對超過 25 Gbps 的資料速率,以及進入毫米波頻段的 RF 應用,標準 FR4 已難以跟上發展速度。 這些損耗會使訊號振幅衰減、眼圖偏斜,並產生會降低接收器靈敏度的帶內雜訊底限。對長距離走線與高工作頻率而言,工程師需要能維持良好訊號保真度的材料。本指南將說明......
電磁屏蔽與板邊側輻射:高頻高速PCB包邊銅製程及可製造性落地實操
普通低速設備、常規工業電路板,板材四周只是簡單裁切出來的裸邊,露出FR-4環氧玻璃基材。但如今數位訊號上升沿縮短到皮秒等級、工作頻率進入毫米波頻段,或是軍工、車載產品要通過嚴苛EMC輻射測試時,這塊不起眼的裸露板邊,就會變成輻射電磁幹擾的縫隙天線,向外部持續洩漏電磁雜波。 想要把外洩的電磁能量約束在多層板內部,同時搭建低阻抗的整機共地平面,PCB側邊鍍銅(Edge Plating)工藝,現在已經是通訊基地台、雷達主機板、高階伺服器硬體裡必不可少的設計方案。把電路板垂直側邊做成連續導電銅壁,不只是單純的結構補強,更是把電磁場邊界理論落地到三維電路板上的實用手段。 一、板邊電磁原理:高階產品為什麼一定要做側邊金屬化 想搞懂PCB側邊鍍銅的必要性,先理清多層板內部電磁場分佈規律。高速多層電路板裡,電源層、地層組合形成平行板波導結構。高速訊號跨層走線、電源迴路出現高頻瞬時雜訊時,電磁波會在電源層和地層之間來回反射震盪。 結合電磁場邊界條件分析:電磁波傳導到電路板物理邊緣時,FR-4板材介電常數約4.4,外部空氣介電常數僅1,兩者阻抗差異龐大。大部分電磁波會反射回板內,但仍有一部分電磁場會順著板材側邊向外洩......
幾何公差下的製造邏輯:PCB厚度選型與高速阻抗控制
在訊號邊緣速率進入皮秒級、硬體結構不斷輕薄化的當下,硬體架構師不能再將板厚視為圖紙上固定的靜態數值,而必須將其當作帶有分佈參數的動態物理變數,納入整體訊號完整性設計考量。 一、板厚規格的產業演變與場景分化 1. 1.6mm標準厚度的產業慣性 印刷電路板產業發展初期,基材多採用酚醛樹脂紙質層壓板(電木板),這類材料最早廣泛用於工業設備的絕緣墊片與配電盤,當時市場供應最穩定的公稱厚度即為1/16英吋。後續環氧樹脂玻纖基材(FR-4)成為產業主流,下游的自動化傳送軌道、板邊連接器卡槽、波峰焊夾具乃至元件引腳長度,都已圍繞1.6mm厚度形成了成熟的產業鏈配套體系,這一規格也因此沿用至今。 2.多層板時代的厚度分化趨勢 隨著硬體架構從雙面板發展到8層、12層甚至24層以上的高階多層板,固守單一板厚規格已無法滿足設計需求。為在有限的垂直空間內佈置更多訊號層與電源參考平面,板厚選型開始根據應用場景出現明顯分化: 消費性通訊終端:為配合外殼結構與Type-C等標準連接器介面,大多維持1.6mm或1.2mm的常規厚度 高速運算背板:需厚銅箔承載大電流、厚介質層拉開層間距,總厚度通常達2.0mm、2.4mm甚至3.2......
馴服吉赫茲級訊號:高頻電路板選材與射頻設計DFM核心準則
隨著5G-Advanced、Wi-Fi 7與車載77GHz/79GHz毫米波雷達陸續進入大規模商用,電子硬體的工作頻率已全面步入吉赫茲乃至微波頻段。在這類高頻傳輸場景下,消費電子常用的FR-4基材,會因為介質損耗偏高、介電常數穩定性不足,成為訊號衰減的主要來源。 對射頻工程師來說,高頻PCB設計早已脫離傳統「走線導通即可」的基本要求,每一段走線本質上都是帶有分佈參數的電磁波導結構。要讓訊號穿過複雜的封裝結構與過孔後,仍維持良好的眼圖與訊號完整性,從基材本身的物理特性到板上佈局的幾何細節,每一環節都不能馬虎。 一、高頻訊號在傳輸線中的傳播特性與設計挑戰 談具體製程與設計規範前,得先建立高頻電磁波在電路板介質中傳遞的物理模型。當訊號頻率突破1GHz後,傳輸線的總衰減量(Total Attenuation, α)主要由兩種機制決定: 其中αc為導體損耗,αd為介質損耗。 1. 趨膚效應帶來的導體損耗 高頻交流環境下,導線內的電流不會均勻分佈在整個導體截面,而是會集中在導體表面極薄的一層;頻率越高,這個趨膚深度就越淺。 這時候銅箔的表面粗糙度就會對訊號產生顯著影響。一旦銅箔表面的微觀起伏幅度超過趨膚深度,......
背鑽導孔:提升高速 PCB 中的訊號完整性
重點摘要 背鑽過孔可從鍍通孔中移除未使用的銅質孔樁,將殘留孔樁縮短至 0.15 mm(6 mil)以下。這能消除 5–10 Gbps 以上高速訊號中的阻抗不連續、反射與諧振問題。背鑽能帶來更佳的回波損耗、插入損耗、更低抖動與更清晰的眼圖,同時仍可保留簡單堆疊結構,成本也遠低於盲孔/埋孔。對任何孔樁長度超過 15 mil(0.381 mm)的設計,尤其是板厚超過 1.2 mm 的電路板,都應考慮使用背鑽,以確保 PCIe、5G 與 25G+ 設計中的可靠性能。 在 10 Gbps 及以上的高速 PCB 設計中,過孔孔樁會產生阻抗不連續,並透過反射與諧振劣化訊號品質。背鑽過孔透過在初始電鍍後,以機械方式移除未使用的銅質孔壁,只保留真正需要的電氣導通路徑,從而解決這個問題。這項製程可恢復傳輸線連續性,而不需要改變層疊結構或走線幾何。工程師會在製造說明中指定背鑽過孔,以在 5G、PCIe 與 SerDes 等多層板應用中獲得更乾淨的眼圖、更低抖動與可靠性能。 高速 PCB 需求持續成長 訊號傳輸面臨的挑戰 5 GHz 以上的高速訊號會將鍍通孔視為一段短傳輸線。當過孔只連接內層時,未使用的部分——也就是孔樁......