
減少 CTE 不匹配壓力:建構更可靠 PCB 的實用方法
2 分鐘
- 了解 PCB 材料中的 CTE 不匹配
- CTE 不匹配如何影響 PCB 性能
- 降低 CTE 不匹配的設計策略
- 控制 CTE 不匹配的製造解決方案
- JLCPCB 在管理 CTE 不匹配方面的專業能力
- 關於 CTE 不匹配應力 的常見問題
重點整理
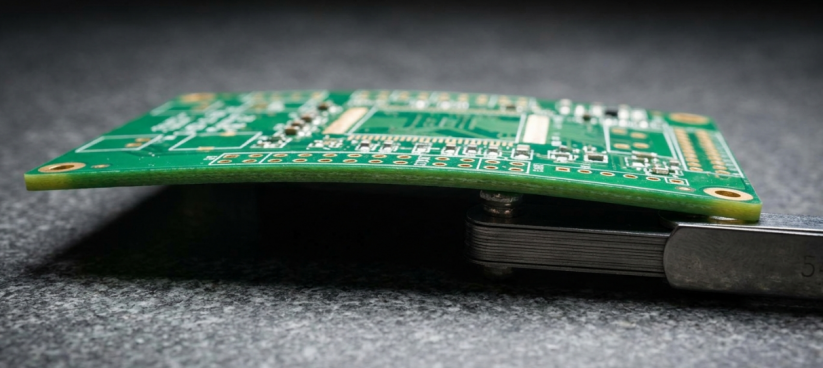
CTE 不匹配,也就是熱膨脹係數不匹配,會因 FR4 較高的 Z 軸 CTE 與銅之間的膨脹差異產生熱應力,進而造成 PCB 翹曲、導通孔裂紋、分層與焊點疲勞。在無鉛迴焊與熱循環條件下,這些問題會更加嚴重。可透過對稱疊構與銅平衡、較高 Tg/低 CTE 材料,以及嚴格的製程控制,例如壓合、冷卻、濕氣管理與一致的導通孔電鍍,來降低風險。
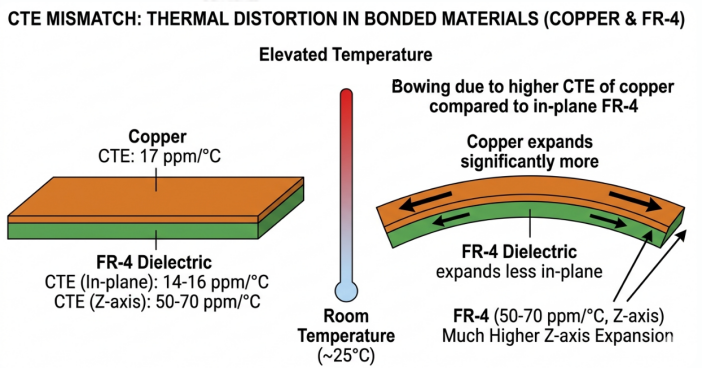
你知道嗎?標準 FR4 在 Z 軸方向的熱膨脹係數最高可達 70 ppm/°C,而銅只有約 17 ppm/°C。當電路板受熱時,這兩種材料的膨脹差異可達約四倍。這種差距稱為 CTE 不匹配,也就是熱膨脹係數不匹配,是印刷電路板中最常見的翹曲、焊點裂紋與分層根本原因之一。如果你的 PCB 在迴焊後出現彎曲,或電鍍通孔中出現難以解釋的孔壁裂紋,CTE 不匹配很可能就是原因。隨著電路板越來越薄、元件越來越小,以及無鉛迴焊溫度越來越高,管理這種熱膨脹差異比以往更加重要。
今天,我們將了解什麼是 CTE 不匹配、它如何影響電路板的長期可靠度,以及在設計與製造階段如何確保它受到控制。我們也會看看像 JLCPCB 這類現代製造商,如何透過進階製程控制與材料選擇來處理這個問題。
了解 PCB 材料中的 CTE 不匹配
什麼是 CTE 不匹配?為什麼會發生?
所有材料受熱時都會膨脹,冷卻時都會收縮。這種行為會以熱膨脹係數(CTE)來衡量,單位通常為每攝氏度百萬分之一(ppm/°C)。問題在於,PCB 並不是由單一材料構成。它是由銅箔、樹脂玻纖層壓板、焊料與矽晶片元件等多種材料組成的複合結構,而每種材料都有自己的 CTE 數值。當兩種已黏合的材料具有不同 CTE 時,在溫度變化期間,它們會想以不同程度膨脹或收縮。由於它們在物理上被固定在一起,因此會在界面內部產生機械應力。
以下是常見 PCB 相關材料的 CTE 數值快速比較:
| 材料 | X-Y 軸 CTE(ppm/°C) | Z 軸 CTE(ppm/°C) | 備註 |
|---|---|---|---|
| FR4 層壓板 | 14-17 | 50-70 | 高於 Tg 後,Z 軸 CTE 會明顯上升 |
| 銅 | 17 | 17 | 各向同性膨脹 |
| 無鉛焊料(SAC305) | 21-23 | 21-23 | 高於共晶 SnPb 焊料 |
| 矽(IC 晶粒) | 2.6-3.1 | 2.6-3.1 | CTE 非常低 |
| 陶瓷(BGA 載板) | 6-7 | 6-7 | 介於矽與 FR4 之間 |
| 鋁(散熱器) | 23 | 23 | 各向同性膨脹 |
| 聚醯亞胺(軟板) | 12-20 | 12-20 | 依配方而異 |
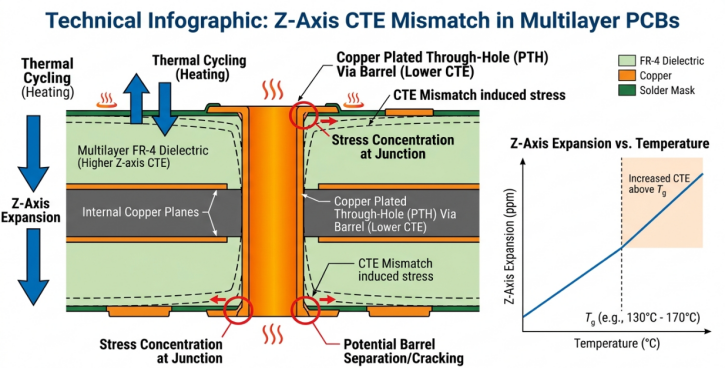
請注意,FR4 的 Z 軸 CTE 明顯高於其 X-Y 軸數值。這種各向異性是可靠度失效中的關鍵因素,特別是電鍍通孔必須承受反覆熱循環時更是如此。
對板翹與可靠度的常見影響
多層 PCB 在迴焊爐中進行無鉛焊接時,峰值溫度通常會達到 245-260 °C,而每一層都會以自己的方式膨脹。當溫度超過玻璃化轉變溫度(Tg)時,樹脂系統會軟化,Z 軸 CTE 也可能進一步增加。這種不均衡的膨脹會造成許多明顯與隱性的問題。最直觀的影響就是板翹。IPC-A-600 規範指出,表面黏著板的最大翹曲度應為 0.75%。這代表一片 100 mm 的板子,其彎曲量不能超過 0.75 mm。若銅含量較高與較低的區域之間存在明顯 CTE 不匹配,就很容易超出這個限制。
其他可靠度影響包括:
- Z 軸膨脹造成的應力,可能導致電鍍通孔孔壁裂紋。
- 銅箔與層壓板之間發生分層。
- 焊墊坑裂,也就是 BGA 焊墊下方樹脂破裂。
- 焊點在反覆熱循環中產生疲勞。
- 使用雷射鑽孔導通孔的 HDI 疊構中,微導通孔出現裂紋。
這些失效並不一定會立刻顯現。它們可能會在數百次或數千次熱循環後逐漸累積,因此在汽車、航太與醫療設備等高可靠度應用中尤其危險。
CTE 不匹配如何影響 PCB 性能
熱應力、分層與焊點失效
由 CTE 不匹配造成的機械應力具有可預測的模式。當兩種具有不同 CTE 的材料被黏合在一起,並承受溫度變化時,所產生的熱應力可根據兩種材料的 CTE 差異、溫度變化量,以及材料的彈性特性進行估算。在簡化案例中,兩種材料界面上的熱應變,會與 CTE 差值乘以溫度變化量成正比。公式可表示為:
熱應變 = (CTE1 - CTE2) × ΔT。
其中 CTE1 與 CTE2 是兩種材料在無約束狀態下的熱膨脹係數,ΔT 是溫度變化。這個公式提供基本驅動因素;實際應力則還會受到幾何形狀、彈性模數與約束條件影響。以 BGA 元件為例,陶瓷載板的 CTE 約為 6–7 ppm/°C,而 FR4 在 X-Y 平面的 CTE 約為 14–17 ppm/°C。當溫度從室溫升至迴焊峰值,變化約 200 °C 時,應變差可粗略估算為 (17 - 7) × 200 = 2000 微應變。這些應變會集中在焊點上,尤其是最外圈錫球,也就是距離中性點最遠的位置。
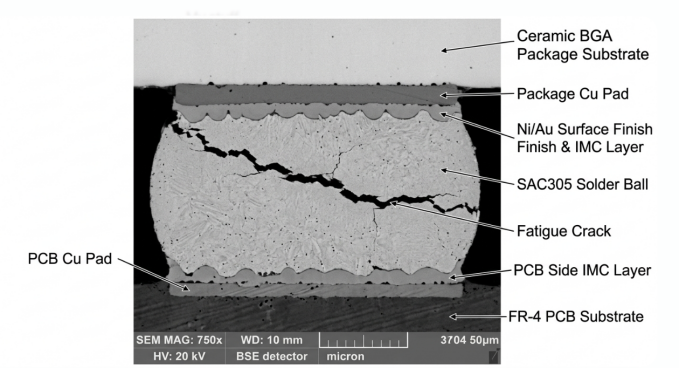
當界面應力超過層與層之間的結合強度時,就會發生分層。在多層 PCB 中,銅箔與預浸材樹脂之間的界面通常是較薄弱的位置。濕氣吸收會使這個問題更加嚴重,因為受困水氣會在迴焊溫度下快速膨脹,這種現象稱為爆米花效應。由 CTE 不匹配造成的焊點失效,主要來自疲勞。每一次熱循環都會讓焊料產生一定程度的塑性變形。隨著時間累積,微裂紋會形成並擴展,直到焊點斷裂。Coffin-Manson 關係式常用於根據循環應變範圍估算焊點疲勞壽命。
計算方法與預測工具
在投入製造前,工程師可以透過多種方式量化並預測 CTE 不匹配的影響。這些方法從基本手算到進階模擬工具皆有。
- 可使用層壓板理論,透過解析計算估算多層疊構的有效 CTE。經典層合板理論(Classical Laminate Theory,CLT)會將每一層視為具有已知特性的材料,並計算整體複合行為。
- 可使用 ANSYS、Abaqus 或 Siemens Simcenter 等有限元素分析(FEA)軟體,建立完整 3D 熱機械響應模型。這些工具可預測翹曲、應力集中與疲勞壽命。
- IPC-TM-650 Method 2.4.41 提供使用熱機械分析(TMA)測定層壓材料 CTE 的標準測試程序。
- Coffin-Manson 疲勞模型可根據循環應變幅度預測焊點壽命,修正版模型則會納入平均應力與潛變效應。
迴焊期間的翹曲模擬工具,也可以整合到 EDA 平台中,幫助設計者在早期階段識別問題區域。
降低 CTE 不匹配的設計策略
對稱疊構與銅分布平衡
降低 CTE 不匹配影響的最佳做法,是從一開始就確保層疊結構正確。對稱疊構代表電路板中心線上方的層排列,會以鏡像方式對應到中心線下方。這能確保上半部的熱膨脹力,被下半部相同的熱膨脹力抵消,進而大幅降低翹曲。
實務上,較合理的做法通常包括:
- 讓電路板中心兩側的銅層類型互相對應,例如 4 層板採用 signal-plane-plane-signal 結構。
- 中心芯板兩側的預浸材類型與厚度保持一致。
- 比較鏡像層對之間的銅覆蓋率百分比。
- 避免讓一側大量鋪滿接地銅,而另一側只有稀疏走線。
銅平衡同樣重要。如果頂層有 80% 銅覆蓋,而底層只有 20%,冷卻時電路板會朝低銅含量的一側彎曲。相較於樹脂,銅的 CTE 較低,因此銅含量較高的一側收縮較少,進而造成不對稱應力分布。一般經驗法則是,匹配層對之間的銅分布差異應維持在 10-15% 以內。多數 EDA 工具,例如 EasyEDA,都可加入銅填充來補足稀疏區域。即使是非功能性銅焊盤或內層網格填銅,也能幫助平衡分布。
選擇更具 CTE 相容性的材料
適當的層壓材料可在早期階段大幅降低 CTE 不匹配。FR4 適合大多數應用,但若設計需要更高熱可靠度,仍有更好的選擇。
| 材料 | Tg(°C) | Tg 以下 Z 軸 CTE(ppm/°C) | Tg 以上 Z 軸 CTE(ppm/°C) | 最適合應用 |
|---|---|---|---|---|
| 標準 FR4 | 130-140 | 50-60 | 250-300 | 通用用途 |
| Mid-Tg FR4 | 150-160 | 45-55 | 200-250 | 無鉛組裝 |
| High-Tg FR4 | 170-180 | 40-50 | 180-220 | 車用、工業應用 |
| 低 CTE 層壓材料 | 175-200 | 25-35 | 100-150 | 高可靠度應用 |
| 聚醯亞胺 | >250 | 40-55 | 50-60 | 極端溫度 |
| BT Epoxy | 185-210 | 40-50 | 150-200 | IC 載板 |
這裡最重要的是 Tg 選擇。當溫度高於玻璃化轉變溫度時,FR4 的 Z 軸 CTE 可能增加 4-5 倍。在 260 °C 無鉛迴焊中,典型 Tg 130 的板材會有很長時間處於 Tg 以上,因此會出現極高的 Z 軸膨脹。材料 Tg 越高,在迴焊過程中維持於轉變點以下的時間就越長,可降低最大膨脹量。
填充型樹脂系統可加入二氧化矽或陶瓷粒子等無機填料,將 Z 軸 CTE 降低至 25-35 ppm/°C。這類材料成本較高,但對於厚板、具有大量電鍍通孔的設計,或高層數 HDI 設計而言可能是必要選項。若設計具有高 BGA 密度,建議選用 X-Y CTE 更接近元件載板的層壓材料。這可降低熱循環期間焊點承受的剪切應力,並提升疲勞壽命。
控制 CTE 不匹配的製造解決方案
精密壓合與冷卻技術
即使材料選擇與設計實務都很完善,若製造執行不佳,仍可能破壞可靠度。多層疊構會透過壓合製程,在熱與壓力作用下結合成一體;這也是管理 CTE 不匹配的關鍵控制點。在壓合過程中,預浸材中的樹脂會熔融、流動,並在壓力下固化。溫度曲線、壓力分布與冷卻速率,都會影響成品板中殘留應力的大小。最重要的控制點包括:
- 壓合機均勻加熱,可確保整個 panel 的固化程度一致。熱點會導致局部應力集中。
- 受控壓力施加可避免某些區域樹脂不足,也避免其他區域樹脂溢流。常見壓合壓力依材料系統不同,約在 200 至 400 PSI 之間。
- 最佳化固化曲線應依樹脂製造商建議執行。未完全固化的樹脂,其 CTE 表現不穩定;過度固化的樹脂則會變脆。
- 受控冷卻速率可能是最容易被忽略的因素。快速冷卻會鎖入更多殘留應力,因為外層會比內層更早冷卻並固化。從固化溫度逐步、穩定降至室溫,有助於釋放應力。
降低殘留應力的製程控制
除了壓合之外,許多後續製程也可能增加或緩解 CTE 相關應力。能否以整體方式管理這些製程,往往決定了成品板是穩健可靠,還是僅勉強合格。鑽孔會產生局部熱量,可能損傷孔壁周圍的樹脂。現代 CNC 鑽孔機會控制主軸轉速、進給速度與切屑負載,以降低熱損傷。在厚板或小孔鑽孔時,啄鑽循環可排出碎屑並降低熱累積。
電鍍厚度的一致性很重要,因為導通孔中的厚銅必須能承受 Z 軸膨脹而不裂開。IPC-6012 Class 3 要求電鍍通孔孔壁銅厚達 25 微米或以上。均勻電鍍能提供更均勻的應力分布。
重要製程控制包括:
- 使用 TMA 檢查進料材料的 CTE 數值並驗證 Tg。
- 在壓合循環中使用嵌入式熱電偶監測溫度。
- 依 IPC-TM-650 檢查壓合後尺寸穩定性。
- 在上防焊前進行烘烤,以釋放濕氣與應力。
- 依 IPC-A-600 指南進行最終翹曲檢查。
位於插件焊盤周圍銅平面的熱緩釋圖案也有幫助。全連接焊盤雖然能有效傳熱,但也會成為應力集中點。採用輻條狀的熱緩釋焊盤,可降低焊接期間的溫度梯度,進而降低孔壁承受的最大 CTE 不匹配應力。
JLCPCB 在管理 CTE 不匹配方面的專業能力
進階材料選項與製程最佳化
在打造能承受熱循環的可靠電路板時,製造商的材料組合與製程能力非常重要。JLCPCB 提供多種層壓材料產品,並針對不同應用中的 CTE 不匹配問題進行策略性選擇。其標準 FR4 包含可支援無鉛組裝的中 Tg 至高 Tg 材料。進階選項則包括高 Tg 層壓材料(Tg 170 °C 以上)與特殊低 CTE 材料,適合要求嚴苛的應用。

即時報價系統可讓你指定材料需求,並查看其對成本與交期的影響,進而做出明確取捨。在製程方面,JLCPCB 的壓合設備具備可程式化的溫度與壓力曲線,並可依不同材料系統進行最佳化。其受控冷卻流程可協助降低多層板中的殘留應力,尤其在 6 層以上疊構中更為重要,因為 CTE 差異會透過更多界面累積影響。
嚴格測試與 DFM 支援,打造可靠電路板
管理 CTE 不匹配不能只靠良好意圖,而必須透過驗證。JLCPCB 的品質管制流程包含翹曲量測、導通孔完整性切片分析,以及依 IPC-TM-650 標準對高可靠度應用電路板進行熱應力測試。
其 DFM(可製造性設計)檢查可在製造開始前找出潛在 CTE 不匹配問題,包括:
- 可能導致翹曲的不對稱疊構設計。
- 層對之間的銅分布差異。
- 可能容易受到 Z 軸膨脹應力影響的通孔縱橫比。
- 與指定組裝迴焊曲線的適配性。
這種預防性措施可避免你在組裝後才發現 CTE 相關失效;到了那個階段,重工或報廢成本會高得多。JLCPCB 提供起價僅 $2 美元的 PCB 製造服務與組裝選項,讓你可以在投入大規模製造前,先測試並驗證熱可靠度策略。
高可靠度生產中的實證成果
JLCPCB 在車用、工業與消費性電子產業的經驗,證明其能針對不同應用需求處理 CTE 不匹配。其 IPC Class 2 與 Class 3 製程可確保電路板符合應用所需的可靠度標準。材料掌握、製程管理與嚴格測試的結合,能打造一個讓 CTE 不匹配成為受控議題,而非隨機風險的製造環境。
對於具有熱挑戰的設計而言,這種製造能力非常必要。如果你的電路板將暴露在極端熱條件下,或需要承受熱循環,建議在設計早期就考慮使用 JLCPCB 的進階材料選項與 DFM 審查服務。在設計階段找出 CTE 不匹配問題,永遠比在量產階段才發現更便宜也更快速。
關於 CTE 不匹配應力 的常見問題
Q: PCB 中的 CTE 不匹配是什麼?
CTE 不匹配是指 PCB 中黏合在一起的不同材料,其熱膨脹速率存在差異。由於電路板由銅、樹脂玻纖層壓板、焊料與矽晶片元件組成,而每種材料的 CTE 不同,因此在溫度變化期間會以不同速率膨脹與收縮。
Q: 如何計算 CTE 不匹配應力?
基本計算可從熱應變公式開始:應變 = (CTE1 - CTE2) × ΔT,其中 CTE1 與 CTE2 是兩種材料的膨脹係數,ΔT 是溫度變化。實際應力則是此應變乘以受約束系統的有效彈性模數。
Q: 為什麼 PCB 中 Z 軸 CTE 比 X-Y 軸 CTE 更值得關注?
FR4 的 Z 軸 CTE(50-70 ppm/°C)遠高於其 X-Y 軸 CTE(14-17 ppm/°C),因為玻纖補強會限制 X-Y 平面膨脹,但不會同樣限制板厚方向膨脹。這種高 Z 軸膨脹會對電鍍通孔與層間結合產生巨大應力,使其成為可靠度失效中最主要的關注方向。
Q: 為了降低 CTE 不匹配問題,應該指定什麼 Tg?
若採用峰值溫度 245-260 °C 的無鉛組裝,建議最低指定 Tg 150 °C;若是四層以上多層板,則更建議使用 Tg 170 °C 或更高的材料。較高 Tg 材料可在迴焊期間於更寬溫度範圍內維持較低 CTE,進而降低峰值 Z 軸膨脹。
持續學習
MCPCB 散熱指南:鋁基板結構、熱阻與 V-Cut 設計
當代電子硬體研發中,熱管理早已不再是設計完成後補救的附加環節,而是決定整套設備能否穩定運作的核心前置約束條件。高功率 LED、車載 IGBT 功率模組、工業電源等裝置工作時熱功率持續走高,傳統 FR-4 板材短板完全暴露:環氧玻纖基材導熱係數僅 0.25 W/m·K,熱量很難向外傳導,極易造成晶片結溫快速升高,帶來燈光衰減、電路性能下降,嚴重時還會出現熱失控元件。 為解決普通覆銅板導熱差的痛點,金屬芯印製電路板(MCPCB)應運而生。該板材以高導熱金屬基底取代玻纖絕緣基材,重新規劃電子裝置散熱通路,成為高功率設備電路板高效散熱的核心載體。 一、三層結構微觀特性:絕緣導熱介質性能取捨 市面上最常用的單面鋁基板屬於三層複合結構,由上至下分別是銅箔線路層、高導熱絕緣介質層、金屬鋁基底,每層承擔完全不同的導電、導熱、承重作用。 線路銅箔層:常規選用 1 oz~6 oz 電解銅箔,除承載電路走線以外,還能作為平面均熱層。大面積鋪銅可提前分散局部集中熱量,降低晶片下方單點熱負荷,緩解局部過熱問題。 鋁基支撐層:多採用 5052、6061 系列鋁合金,既是整板的結構支撐件也是主要散熱載體,導熱係數可達 138~......
低 Df 材料:提升高速 PCB 訊號完整性
重點摘要 低 Df 材料是現代高速 PCB 的重要基礎,可在多 Gigabit 頻率下顯著降低介電損耗與訊號衰減。選用 Panasonic Megtron 6、Rogers 或 Isola 等低損耗因數基板,設計人員可獲得更清晰的眼圖、支援最高 112G 的資料傳輸速率,並維持更佳的訊號完整性;同時也可透過混合疊構策略平衡成本。能否選擇正確的低 Df 材料,往往會決定高速設計可順利通過相容性測試,或必須付出昂貴成本重新改板。 所有通過 PCB 的訊號都在悄悄損失能量,而原因就存在於基板本身。電路板材料的損耗因數越高,訊號在介電層中傳播時,就有越多電磁能量轉換為熱。在低頻下,這項影響可能不明顯;但當資料傳輸速率進入多 Gigabit 範圍,材料資料表上看似不起眼的 Df 數值,可能會決定設計得到清晰眼圖,還是無法通過相容性測試。 較高的損耗因數會大量消耗連線損耗預算,可能迫使設計縮短走線、增加等化處理,甚至重新改板。本文將深入說明損耗因數的意義、量測方式,以及低 Df 材料對現代高速與 高頻 PCB設計的重要性。我們也會討論實用材料選項、比較其特性,並介紹 JLCPCB 如何協助使用這些先進基板的工......
高溫 PCB 為何首選高 Tg FR4
重點摘要 高 Tg FR4 是高溫 PCB 實現可靠效能的理想選擇。相較於標準 FR4,其玻璃轉移溫度可達 170°C 以上,具備更佳的熱穩定性、較低的 Z 軸熱膨脹係數(CTE),並可減少翹曲。高 Tg FR4 特別適合無鉛組裝,以及汽車、工業與 5G 等嚴苛應用,不僅能顯著提升長期可靠度,也可降低導通孔破裂與分層等缺陷。對重視耐用效能的工程師而言,只需增加有限成本,指定高 Tg FR4 即可獲得明確優勢。 您是否曾從無鉛迴焊爐中取出 PCB,卻發現電路板已經翹曲、分層或產生內部應力?如果有,問題可能出在標準 FR4。不過,另有一類稱為高 Tg FR4 的 基板材料,能在失去結構剛性之前承受更高溫度,已逐漸成為重視可靠度的工程師首選。隨著電子產品不斷微型化、密度與發熱量持續提高,PCB 基板的耐熱要求也隨之增加。汽車電子控制單元(ECU)、工業馬達驅動器、LED 電源模組及 5G 基礎設施設備,都是工作溫度可能超出標準 FR4 原始設計範圍的應用。 瞭解應在何時及為何指定高 Tg FR4 非常重要,否則原本預期可在實際環境中使用 10 年的產品,可能提早失效。本文將深入說明高 Tg FR4 的特......
PCB 介電常數:高速設計如何選擇合適的 PCB 材料
重點摘要 PCB 介電常數(Dk)是高頻設計中的關鍵因素,會直接決定訊號傳播速度、特性阻抗與傳輸損耗。依應用選擇適當材料,從一般用途的標準 FR4,到多 GHz 應用所需的低 Dk Rogers、PTFE 與 LCP,可提升效能、加強阻抗控制並減少訊號劣化。成功的關鍵,在於讓 Dk 符合頻率需求、最佳化板層疊構,並與具備相應能力的製造商合作,以獲得穩定一致的成果。 您是否曾想過,為什麼幾何結構相同的兩塊 PCB,在高頻下的效能可能大不相同?原因通常在於某項材料特性,它會在整塊電路板上默默影響訊號的速度、阻抗與損耗。這項特性就是 PCB 介電常數,也是設計可靠高效能電路時最重要的考量之一。介電常數(Dk,有時也稱為相對電容率 Er)用於衡量銅層之間的絕緣材料,相對於真空儲存電能的能力。 介電常數看似只是規格表上的一個數字,實際影響卻非常具體。每當訊號沿著走線傳輸時,周圍基板材料的 Dk 都會直接影響訊號速度、走線阻抗,以及沿途損失的能量。因此,本文將深入介紹 PCB 介電常數、說明其重要性,並比較 FR4、Rogers、PTFE 與聚醯亞胺等常見 PCB 材料的特性。 介電常數的定義及其在訊號傳播中......
如何選擇 PCB 層壓板,打造可靠的高性能電路板
重點摘要 選擇正確的 PCB 層壓板,是打造可靠高性能電路板的基礎。請依應用選擇材料——基本設計與 5 GHz 以下應用可使用標準 FR4;無鉛組裝可選高 Tg FR4;高速數位設計可選低損耗材料;RF 與毫米波應用則適合 Rogers/PTFE。請優先考量穩定 Dk、低 Df、高 Tg 與低 Z 軸 CTE,並重新計算疊層以確保準確的阻抗控制。與經驗豐富的製造商合作,能確保最佳製程處理,並讓原型到量產都維持一致結果。 您是否曾想過,在任何銅走線完成佈線、任何元件放置之前,電路板本身究竟是由什麼構成的?在每個封裝焊盤下方、每個導孔穿過的位置,都是 PCB 層壓板,也就是支撐整個設計的工程材料。它很容易被忽略,卻會默默決定您的電路板能否承受回焊、維持阻抗,並在現場長年可靠運作。多數工程師會把時間花在元件選型與佈線上,但一切其實都從層壓板開始。即使原理圖完美,錯誤材料選擇仍可能導致高頻訊號損失、熱應力下分層,或阻抗超出公差。 相反地,正確的層壓板能為設計提供穩定且可預測的基礎。本指南將解析什麼是 PCB 層壓板、從常見 FR4 到特殊高頻材料的各種類型,並逐步說明選擇正確層壓材料時需要考量的電氣與熱性......
掌握 BT 樹脂封裝:技術解析與 JLCPCB 能力
重點摘要 BT 樹脂是一種高性能熱固性聚合物,具備 180°C–210°C 的 Tg、超低 Dk/Df,以及低於 0.05% 的吸濕率——對先進 IC 封裝基板(BGA、CSP、SiP)至關重要。 其緻密交聯結構可提供優異的抗電遷移、抑制樹枝狀晶體生長,以及抗化學降解能力,非常適合細間距、高可靠性應用。 製造 BT 樹脂 PCB 需要專用鑽石塗層鑽針、UV/CO2 混合雷射系統,以及精準的化學除膠渣製程,以避免微裂紋與膠渣殘留。 表面處理必須採用 ENIG 或 ENEPIG——標準 HASL 無法滿足半導體接合所需的平整度與共面性。 JLCPCB 提供自動化 LDI、混合雷射鑽孔、AOI/AXI 檢測,以及從原型到量產的無縫擴展能力,支援 BT 樹脂與高可靠性 PCB。 全球半導體正朝向極致微型化、高頻訊號與高密度 3D 異質整合架構發展,這已將傳統基板材料推向物理極限。雖然標準 FR4 仍是一般電子產品中的主力材料,但下一代積體電路(IC)封裝,需要具備更佳尺寸穩定性、優異熱耐受性,以及極低訊號損耗的基板。 這正是雙馬來醯亞胺-三嗪樹脂,也就是普遍稱為 BT 樹脂的材料登場之處。作為高階 IC ......