
PCB 蝕刻因子控制:精確掌握走線寬度
1 分鐘
- 蝕刻因子公式及其實際應用
- 蝕刻因子對 PCB 設計與效能的影響
- 實現理想蝕刻因子的專業製造技術
- JLCPCB 的蝕刻因子管理專業能力
- 蝕刻因子控制常見問題
- 結論
重點摘要
掌握蝕刻因子控制,是實現精確走線寬度與可靠 PCB 效能的關鍵。瞭解蝕刻因子公式,並在化學蝕刻製程中有效控制側蝕,可協助設計人員與製造商降低線寬偏差、維持準確阻抗並確保高良率生產;對精細線路、高速及阻抗控制設計而言尤其重要。
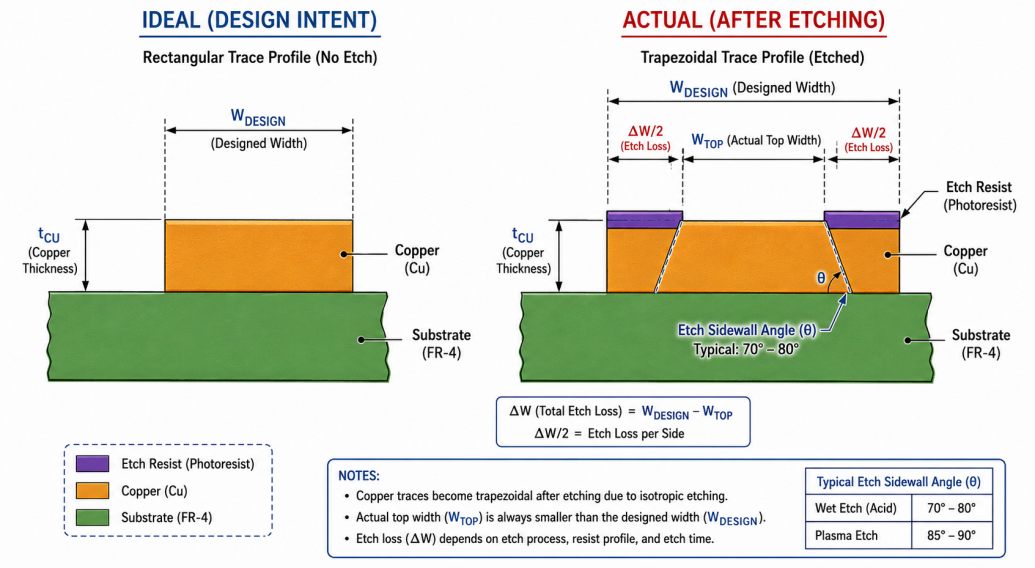
您是否曾精確計算 PCB 走線寬度,卻發現成品的走線比原先規劃略窄?幾乎總是造成此現象的參數就是「蝕刻因子」。蝕刻因子是 PCB 製造製程中的一項基本參數,決定設計圖形轉移至電路板銅層的準確程度。簡單來說,蝕刻因子是垂直蝕刻量(被蝕除的銅厚)與水平蝕刻量(蝕刻液侵入抗蝕層下方所造成的側蝕)之比。銅面接觸化學蝕刻液時,蝕刻液不只會向下蝕除銅,也會沿著抗蝕層下方向兩側侵蝕,因此走線截面會形成梯形,而非理想的矩形。
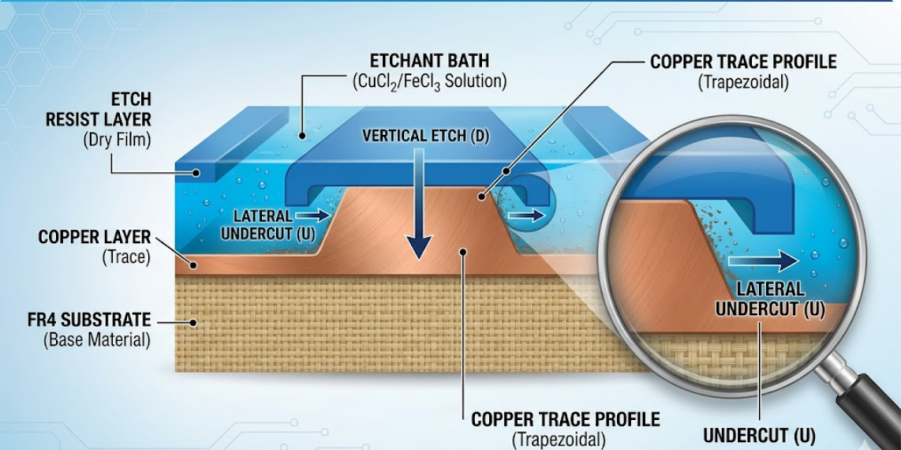
側蝕是減成法蝕刻中無法完全避免的現象,所有 PCB 製造商都必須加以控制;蝕刻因子就是用來衡量水平侵蝕量與預定垂直蝕刻量之間的關係。蝕刻因子越高,代表側蝕越少、側壁越陡直,這正是嚴格公差設計所需要的結果。
蝕刻因子與走線精度的關係
蝕刻因子與最終走線尺寸之間具有直接且可量測的關係。蝕刻 1 oz(35 µm)銅層時,蝕刻液必須向下穿透整個 35 µm 銅厚,同時也會從走線兩側水平侵蝕。舉例來說,若蝕刻因子為 3.0,則單側側蝕量為蝕刻深度除以 3,約為 11.7 µm。
換句話說,相較於底片圖形尺寸,走線總寬度會減少 23.4 µm。原本預計製作 150 µm(約 6 mil)的走線,成品可能只剩約 127 µm;這項差異已足以影響阻抗與載流能力。因此,在需要精密設計時,瞭解 PCB 製造中的蝕刻因子非常重要。藉此可判斷阻抗控制走線、細間距 BGA 扇出佈線及 RF 傳輸線能否達到目標規格。設計公差越嚴格,蝕刻因子的控制就越關鍵。
蝕刻因子公式及其實際應用
如何計算蝕刻因子
蝕刻因子公式雖然簡單,但必須正確解讀才能實際運用。
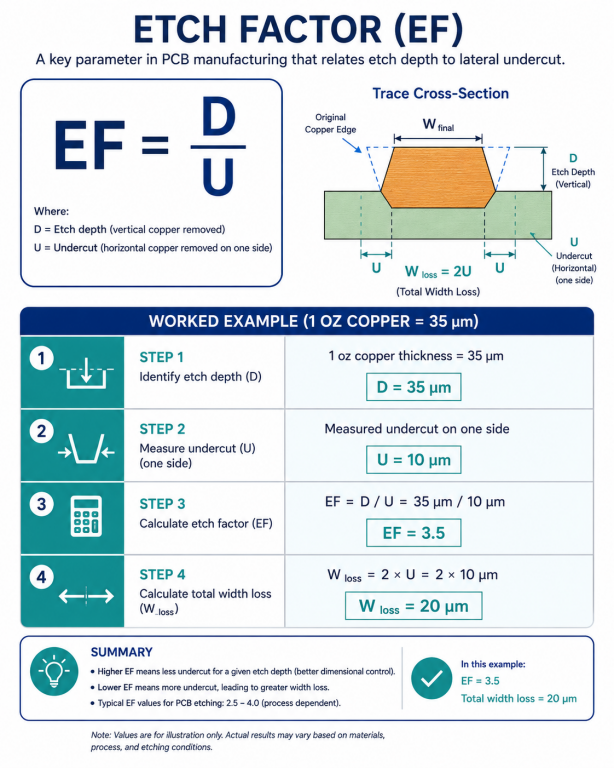
公式為:蝕刻因子(EF)=D/U
其中:
D=蝕刻深度(垂直方向)=需要移除的銅厚
U=單側側蝕量(水平方向),即蝕刻液從一側侵入抗蝕層下方的水平距離
將公式展開後,可直接用來計算走線寬度:
U=D/EF
走線總寬度損失=2 × U=2D/EF
最終走線寬度=設計寬度-(2D/EF)
以下進行實際計算。假設蝕刻 1 oz 銅(厚度 35 µm),蝕刻因子為 3.5:
- 蝕刻深度(D)=35 µm
- 單側側蝕量(U)=35/3.5=10 µm
- 總寬度損失=2 × 10=20 µm
- 若設計走線寬度為 200 µm,最終走線寬度=200-20=180 µm
製造商會依此計算結果對底片圖形進行補償。若最終需要的走線寬度為 180 µm,製造商就會將底片圖形寬度設定為 200 µm,預先補償側蝕量。任何專業 PCB 工廠都會在 CAM 處理階段進行這類補償。
生產中影響蝕刻因子的因素
蝕刻因子並非永遠固定不變,而會隨不同製程參數產生變化。能否精確控制這些參數,正是高精度製造商與一般製造商之間的重要差異。主要影響因素如下:
| 因素 | 對蝕刻因子的影響 | 典型範圍 |
|---|---|---|
| 銅厚 | 銅越厚=所需蝕刻時間越長=側蝕越多=EF 越低 | 0.5 oz 至 6 oz(17~210 µm) |
| 蝕刻液種類 | 鹼性與酸性蝕刻液會形成不同的側蝕輪廓 | 依藥液而異,EF 約 2.5~4.0 |
| 蝕刻液濃度 | 較高濃度可能改善蝕刻方向性 | 依應用而定 |
| 輸送帶速度 | 速度越快=停留時間越短=側蝕比例隨之改變 | 一般為 1.0~3.5 m/min |
| 噴灑壓力 | 較高壓力有助於將新鮮蝕刻液送達銅面 | 一般為 1.5~3.0 bar |
| 噴嘴設計 | 錐形與扇形噴嘴會影響蝕刻液分佈 | 依製造商而定 |
| 溫度 | 溫度越高=蝕刻越快,但也可能造成更多側蝕 | 一般為 45~55°C |
| 銅箔種類 | 電解銅箔與壓延銅箔的蝕刻特性不同 | 視晶粒結構而定 |
這些因素彼此交互作用,意味著要持續維持較高的蝕刻因子,就必須精確控制製程。即使蝕刻液溫度或噴灑壓力只有些微變化,也可能改變側蝕輪廓及最終走線尺寸。
蝕刻因子對 PCB 設計與效能的影響
對阻抗控制與訊號完整性的影響
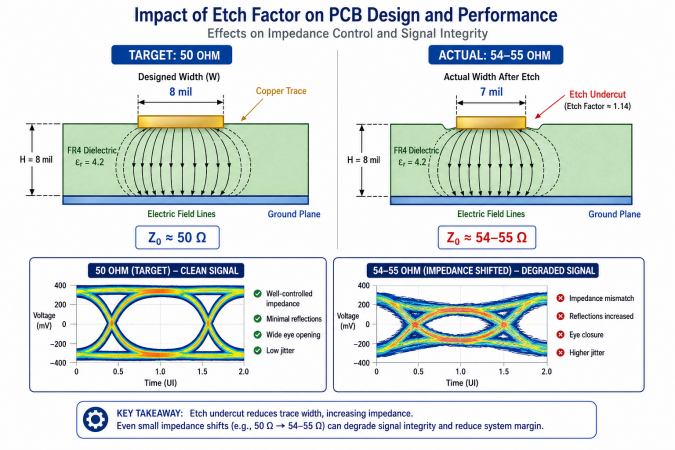
到了這個層面,蝕刻因子就不再只是製造參數,而是攸關設計成敗的重要參數。走線寬度是決定阻抗控制 PCB 特性阻抗的關鍵變數之一;即使實際線寬與目標值只有些微差異,也可能使阻抗超出容許公差。
側蝕所形成的梯形截面也會影響阻抗,其電氣特性不同於理想的矩形截面。由於實際蝕刻輪廓幾乎不可能是完美矩形,多數阻抗計算工具都已納入梯形走線模型。精確建模時,應同時考量走線上、下表面的實際寬度差異。差動對對此尤其敏感,因為蝕刻因子會同時影響走線寬度與線間距。當側蝕使走線變窄並使線間距增大時,差動阻抗的變化通常會比單端阻抗更為明顯。
蝕刻因子控制不佳所造成的常見問題
若未妥善控制蝕刻因子,各種問題可能一路從製造流程延伸至最終產品:
- 阻抗偏差:如上所述,線寬誤差會直接造成阻抗不匹配,進而在高速連線中引發訊號反射及眼圖劣化。
- 載流能力下降:走線比設計值更窄,導體截面積因而減少,可能造成過大壓降;在電源配送網路承受負載時,甚至可能燒毀走線。
- 尺寸規則偏差:走線寬度減少、線間距增加。間距增加本身未必有害,但實際尺寸已偏離設計值,而且走線寬度可能低於最低製程要求。
- 精細線路因側蝕而斷路:對極細走線(3~4 mil)而言,側蝕過多可能將狹窄線路完全蝕穿,造成斷路及功能失效。
- 生產拼板上的蝕刻因子不一致:這可能使同一片生產拼板上的不同 PCB 出現不同的線寬或阻抗。
- 良率損失與重工:因蝕刻因子異常而未通過阻抗測試或導通測試的電路板必須報廢,因而提高生產成本。
這並非只是理論上的問題,而是 PCB 製造商每天都會面對的實際製造挑戰;當走線與線距設計縮小至 4 mil 以下時,問題尤其明顯。
實現理想蝕刻因子的專業製造技術
先進蝕刻製程控制與參數最佳化
為了盡可能減少側蝕並提高走線精度,現代 PCB 製造製程採用了多項精密技術。首先是噴灑系統最佳化:蝕刻液噴嘴的角度、壓力及噴灑形狀,會直接影響蝕刻液與銅面的接觸狀況。採用最佳角度(通常偏離垂直方向 15~30°)的扇形噴嘴,可將新鮮蝕刻液送至反應前緣,同時帶走已反應的蝕刻液。擺動式噴嘴陣列則可進一步提高整片生產拼板的蝕刻均勻性。
蝕刻液管理系統會持續監測與控制藥液槽,關鍵參數包括:
- 蝕刻液比重(濃度),並透過自動加藥將其維持在狹窄的製程範圍內
- 溫度控制(通常設定為 50 ± 2°C,以維持均勻的反應速率)
- pH 值監測,使用鹼性蝕刻液(氨性氯化銅)時尤其重要
- 溶液中的溶銅濃度會影響蝕刻速率,因此必須透過藥液再生或更換加以控制
- 精確掌握蝕刻終點,避免過度蝕刻
輸送式處理設備可藉由可變速控制,精確調整電路板在蝕刻槽內的停留時間。若再搭配光學檢測系統的即時回饋,就能形成閉迴路製程,在生產過程中依條件變化即時調整。
運用材料與藥液選擇改善成果
蝕刻因子高度取決於所使用的蝕刻藥液。PCB 製造業普遍採用兩種蝕刻液系統,兩者各有不同特性:
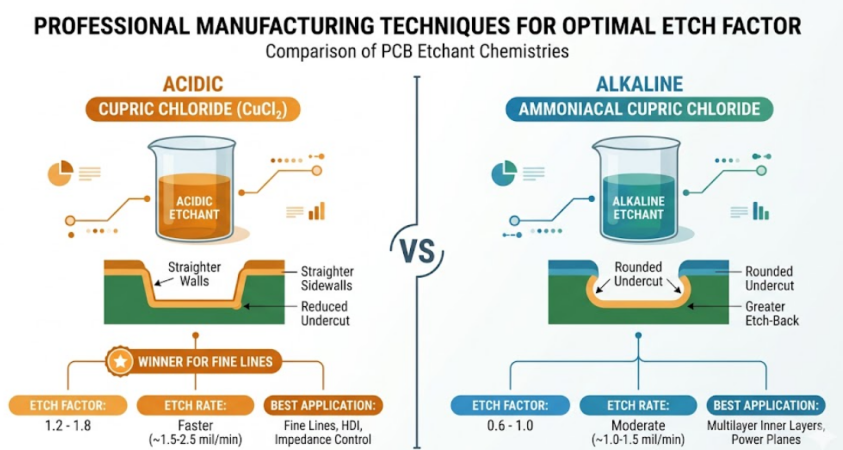
| 特性 | 酸性氯化銅 | 鹼性氨銅(氨性氯化銅) |
|---|---|---|
| 典型蝕刻因子 | 3.0~4.0 | 2.5~3.5 |
| 蝕刻速率 | 中等 | 快 |
| 側蝕輪廓 | 側壁較直 | 側蝕輪廓較圓弧 |
| 藥液再生 | 容易(鹽酸+氧化劑) | 較複雜(需控制氨平衡) |
| 適用範圍 | 內層、精細線路 | 採用錫或錫鉛抗蝕層的外層 |
| 環境處理 | 廢液處理較簡單 | 需要控制氨氣排放 |
| 抗蝕層相容性 | 可搭配各類抗蝕層 | 需要金屬抗蝕層(錫、錫鉛) |
以酸性氯化銅蝕刻精細線路內層時,通常可形成較直的側壁輪廓與較高的蝕刻因子。鹼性蝕刻液則較常用於外層製程;外層在線路圖形電鍍後,會以錫或錫鉛作為抗蝕層。
除了蝕刻藥液外,銅箔種類也很重要。反轉處理銅箔(RTF)與極低輪廓銅箔(VLP)的表面及晶粒結構更平整,使其水平蝕刻行為比標準電解銅箔更容易預測,因而能獲得較均勻的蝕刻效果。相較於標準銅箔,這些特殊銅箔可協助改善約 10%~15% 的蝕刻因子,適合走線/線距為 3/3 mil 或更精細的高密度互連(HDI)設計。
JLCPCB 的蝕刻因子管理專業能力
精密蝕刻設備與嚴格製程控制
若要將設計準確轉化為所需的銅線路圖形,JLCPCB 配備先進的蝕刻生產線與製程控制系統。其輸送式蝕刻設備採用最佳化噴嘴配置,並控制噴灑角度與壓力,使蝕刻液能均勻覆蓋整片生產拼板。
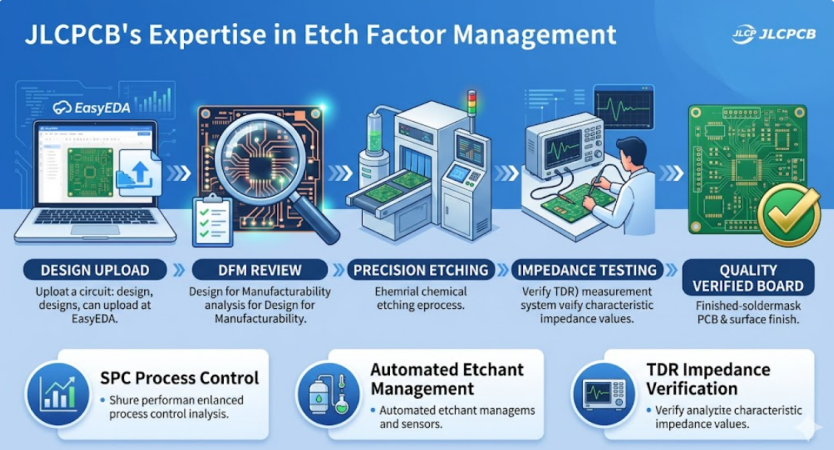
JLCPCB 的製程控制系統配備自動蝕刻液管理功能,可自動監測蝕刻液濃度、溫度及溶銅量。即時監測搭配統計製程管制(SPC),可將蝕刻因子維持在狹窄且可重複的管制界限內,確保各批量生產中的走線寬度一致。JLCPCB 與 EasyEDA 的整合也能簡化整體流程;您可以在同一個生態系統中完成 PCB 設計、設計規則檢查(DRC)並送交製造。即時報價系統會將銅厚、走線寬度及阻抗要求納入考量,並從一開始就把蝕刻因子補償納入製造方案。
穩定的高良率生產與可靠的走線尺寸
高品質設備、最佳化藥液及嚴謹製程控制,使 JLCPCB 能在各種生產數量下維持走線尺寸一致。無論是 5 片原型板,或 5,000 片量產板,皆採用一致的蝕刻因子控制標準。針對阻抗控制訂單,JLCPCB 會在生產拼板上配置阻抗測試片,並使用 TDR(時域反射量測)設備進行測試,以確認蝕刻後的走線寬度能達到目標阻抗。透過這項閉迴路驗證流程,即使出現蝕刻因子變異,也能在電路板出貨前加以偵測與修正。
蝕刻因子控制常見問題
問:PCB 製造中的蝕刻因子是什麼?
蝕刻因子是垂直蝕刻深度(被移除的銅厚)與走線單側水平側蝕量之比,用來量化化學蝕刻製程中的橫向侵蝕程度。蝕刻因子越高,代表側蝕越少,最終走線寬度也越準確。
問:如何計算蝕刻因子?
蝕刻因子公式為 EF=D/U,其中 D 是蝕刻深度(銅厚),U 是單側的水平側蝕量。例如,若蝕穿 35 µm 厚的銅,且單側側蝕量為 10 µm,蝕刻因子就是 35/10=3.5。
問:良好的蝕刻因子數值是多少?
實際生產中的典型蝕刻因子約為 2.5~4.0,會隨蝕刻藥液、銅厚及製程參數而異。對走線/線距低於 4 mil 的精細線路設計而言,蝕刻因子最好達到 3.5 以上,以維持走線寬度精度。
問:銅厚會影響蝕刻因子嗎?
會,銅厚是最重要的影響因素之一。較厚的銅需要更長的蝕刻時間,因此會累積更多水平側蝕。這也是精細線路設計通常選用較薄銅層(0.5 oz 或 1 oz),以獲得較佳蝕刻因子表現的原因。
問:蝕刻因子如何影響阻抗?
蝕刻因子會直接影響走線寬度,而線寬是阻抗計算的主要變數之一。蝕刻因子控制不佳可能使走線比設計值更窄,導致阻抗高於目標值。
結論
蝕刻因子雖然是隱藏在製造流程背後的參數,卻會顯著影響最終產品品質。從走線寬度精度、阻抗控制、訊號完整性到製造良率,電路板能否如預期運作都與蝕刻因子密切相關。熟悉蝕刻因子公式及其影響因素,有助於做出更完善的設計決策。針對線路尺寸選擇適當銅厚、在設計階段納入預期側蝕量,並選擇重視製程控制的製造商,即可縮小設計意圖與實際成品之間的差距。隨著 PCB 設計持續朝向更精細、更密集的方向發展,蝕刻因子控制的重要性也將日益提升。
持續學習
PCB 蝕刻因子控制:精確掌握走線寬度
重點摘要 掌握蝕刻因子控制,是實現精確走線寬度與可靠 PCB 效能的關鍵。瞭解蝕刻因子公式,並在化學蝕刻製程中有效控制側蝕,可協助設計人員與製造商降低線寬偏差、維持準確阻抗並確保高良率生產;對精細線路、高速及阻抗控制設計而言尤其重要。 您是否曾精確計算 PCB 走線寬度,卻發現成品的走線比原先規劃略窄?幾乎總是造成此現象的參數就是「蝕刻因子」。蝕刻因子是 PCB 製造製程中的一項基本參數,決定設計圖形轉移至電路板銅層的準確程度。簡單來說,蝕刻因子是垂直蝕刻量(被蝕除的銅厚)與水平蝕刻量(蝕刻液侵入抗蝕層下方所造成的側蝕)之比。銅面接觸化學蝕刻液時,蝕刻液不只會向下蝕除銅,也會沿著抗蝕層下方向兩側侵蝕,因此走線截面會形成梯形,而非理想的矩形。 側蝕是減成法蝕刻中無法完全避免的現象,所有 PCB 製造商都必須加以控制;蝕刻因子就是用來衡量水平侵蝕量與預定垂直蝕刻量之間的關係。蝕刻因子越高,代表側蝕越少、側壁越陡直,這正是嚴格公差設計所需要的結果。 蝕刻因子與走線精度的關係 蝕刻因子與最終走線尺寸之間具有直接且可量測的關係。蝕刻 1 oz(35 µm)銅層時,蝕刻液必須向下穿透整個 35 µm 銅厚,同......
智慧化 PCB 拼板設計:提高良率並降低生產成本
重點摘要 妥善規劃 PCB 拼板,是提高製造良率並大幅降低生產成本的關鍵策略。透過適當的板間距、V-CUT、銑槽連接橋與鼠咬孔來最佳化拼板,可將材料利用率大幅提高 20% 至 30%、增加生產量,並簡化搬運與分板作業,同時減少機械應力與缺陷。正確運用基準標記並謹慎保留元件安全間距,更能確保高品質成果,因此良好的 PCB 拼板設計對高效率大量生產不可或缺。 您是否曾想過,從原型製作轉向大量生產後,為什麼每片 PCB 的單位成本會大幅下降?其中一項攸關成本節省的重要決策,就是如何在生產面板上排列電路板。這稱為 PCB 拼板設計,也是量產能否獲利的關鍵;不良拼板可能浪費材料,並因分板失敗而持續造成損失。 無論是少量小型感測器模組,還是數千片 LED 驅動板,單片 PCB 在生產面板上的排列方式,都會直接影響產能、良率與單位成本。不良設計會浪費層壓板材料、造成拼板搬運問題,甚至可能在分板時對電路板造成機械損傷。本文將介紹 PCB 拼板設計的各項基礎知識,從 PCB 拼板的基本概念,到間距、V-CUT 與銑槽連接橋的最佳實務。 PCB 拼板設計為何對現代製造如此重要? 什麼是 PCB 拼板?它在面板化中的作......
PCB數控鑽孔加工公差:孔徑設計與生產流程的實操
用EDA軟體畫PCB時,加入過孔、插件焊盤只需要簡單操作,圖面上的孔尺寸規則、圓心完全重合。但一旦導出光繪圖文件交給PCB工廠,轉換成數控鑽床加工代碼後,圖面上理想化的幾何尺寸,就要面對工具機震動、鑽頭偏斜、電鍍化學處理帶來的尺寸偏差。 硬體調試裡很容易碰到一件糟心事:高價採購的高密度連接器接腳,組裝時根本插不進剛打樣完成的PCB。出現這類問題,大多是設計師沒分辨兩個基礎概念:軟體裡標註的孔徑,和工廠實際鑽孔使用的鑽頭尺寸。 想要做出穩定可靠的硬體產品,不管是高頻電路保證阻抗連續,還是大功率元件保證裝配牢固、載流穩定,硬體設計師都必須搞懂PCB鑽孔尺寸的定義,以及整套配套公差規則,打通設計端和生產工廠之間的認知差。 一、分清兩個基礎概念:成品孔徑≠實際鑽孔尺寸 這是新手設計師最容易踩踏的設計迷思。我們在繪圖軟體裡填寫的孔徑數值,指的是成品孔徑(FHS),也就是PCB加工完成、交付到手後,能夠直接組裝元件接腳的孔洞內徑。 工廠實際鑽孔時,不會直接選用和完成孔徑一樣大小的鑽頭加工,兩種孔的加工邏輯完全不同。 對於金屬化通孔(PTH),鑽孔完成後還要做沉銅、整板電鍍工序。為確保孔壁導電能力及結構強度,孔......
如何準備完美的 Gerber 檔案,確保 PCB 製造順利無誤
重點摘要 所有檔案都應使用 RS-274X 格式,並統一採用毫米單位。 務必包含完整層別:銅層、防焊層、絲印層、板外形與 NC 鑽孔檔。 上傳前請先使用 Gerber 檢視器檢查檔案,以便及早發現錯誤。 遵循 DFM 規則:適當的孔環、防焊開窗,以及走線間距。 使用清楚的檔案命名,並提供詳細的製造備註。 在花了好幾週完成理想的電路板佈局後,走線乾淨、DRC 也通過了,於是你按下「匯出」。兩天後,PCB 製造商打電話回來問:「為什麼你的檔案裡沒有 防焊層?為什麼你的鑽孔檔使用英寸,而銅層卻使用毫米?」聽起來熟悉嗎?幾乎所有這類問題,最後都會回到同一件事:Gerber 檔案。Gerber 檔案是你交給 PCB 製造商的關鍵交付資料,但許多工程師卻常把它當成最後才處理的小事。 如果 Gerber 檔案準備正確,你收到的電路板就會如同設計一樣。如果準備錯誤,你可能會遇到延誤、重做,甚至收到外觀看似正常但實際無法運作的板子。在本指南中,我將說明什麼是 Gerber 檔案、完整檔案組包含哪些層、哪些問題會悄悄毀掉量產,以及哪些進階習慣能讓交付過程順利或變得麻煩。讀完後,你將清楚知道如何準備能一次順利進入製造流......
導孔填充詳解:高效能 PCB 的關鍵技術、優勢與解決方案
PCB 孔填充(Via Filling)指南 隨著多層板設計朝向更多層數、更細間距與更高功率密度發展,Via Filling(孔填充)已成為可靠 PCB 製造的關鍵技術。多層板中的空孔若未填充,會造成組裝時空氣與助焊劑殘留、訊號高速下的阻抗不連續、以及功率元件下的熱瓶頸問題。 透過在初步電鍍後完全填滿 via 桶,工程師可以得到實心、平整的結構,不僅消除上述風險,還能支援高階設計,如 Via-in-Pad(VIP)布線。 什麼是 Via Filling 及其作用 定義與基本原理 Via Filling 是在電鍍完成後,將鑽好的通孔或盲孔完全填充特殊材料——非導電環氧樹脂或導電銅膠。填充後的 via 再經平整化與銅覆蓋(POFV),形成可焊接或布線的平整表面。 此流程將空心銅柱轉變為實心、無空洞結構,解決銅(約 17 ppm/°C)與 FR-4 基板(12–16 ppm/°C)熱膨脹係數不匹配的問題,避免熱循環時裂孔。在 HDI 設計中,填充 via 也可減少堆疊微孔的應力集中。建議完成孔徑 ≤0.5 mm,微孔長寬比 ≤1:1,以確保無空洞填充。 Via Filling 與 Via Pluggin......
如何為可靠的多層 PCB 選擇合適的半固化片材料
你是否曾經好奇,多層 PCB 橫截面中的那些銅層究竟是如何黏合在一起的?答案就是半固化片(Prepreg)材料,而且它的重要性遠超多數工程師的想像。若半固化片選錯,板子很可能註定會出現分層、阻抗漂移與長期可靠性問題。Prepreg 不只是「膠水」。它是一種經過設計的複合材料,會決定介電層間距、控制阻抗、影響訊號損耗,並決定電路板在熱應力下的表現。 隨著設計逐漸走向更多層數與更高速訊號,你所選擇的半固化片,已成為整個設計流程中最重要的材料選擇之一。本文將說明半固化片材料的本質、常見類型與其特性、選型時的主要考量,以及哪些製造流程依賴正確的半固化片性能。 半固化片材料在 PCB 製造中的關鍵角色 什麼是半固化片材料?它如何運作? 那麼,什麼是半固化片材料?Prepreg 是 pre-impregnated 的縮寫,意思是已經預先浸漬部分固化熱固性樹脂的編織玻璃纖維布。樹脂會被處理到半固化狀態,稱為 B-stage。這種狀態在室溫下呈硬質,但受熱時會熔融流動。在壓力與熱量下完全固化後,它會變成 C-stage,也就是永久性剛性黏結材料。在多層 PCB 中,內層銅箔通常已經黏合在完全固化的基材上,也就是芯......