
如何為可靠的多層 PCB 選擇合適的半固化片材料
2 分鐘
- 半固化片材料在 PCB 製造中的關鍵角色
- 常見半固化片材料類型及其特性
- 選擇半固化片時的關鍵考量因素
- 依賴半固化片性能的製造流程
- JLCPCB 在半固化片材料選擇與製造方面的專業能力
- FAQ
你是否曾經好奇,多層 PCB 橫截面中的那些銅層究竟是如何黏合在一起的?答案就是半固化片(Prepreg)材料,而且它的重要性遠超多數工程師的想像。若半固化片選錯,板子很可能註定會出現分層、阻抗漂移與長期可靠性問題。Prepreg 不只是「膠水」。它是一種經過設計的複合材料,會決定介電層間距、控制阻抗、影響訊號損耗,並決定電路板在熱應力下的表現。

隨著設計逐漸走向更多層數與更高速訊號,你所選擇的半固化片,已成為整個設計流程中最重要的材料選擇之一。本文將說明半固化片材料的本質、常見類型與其特性、選型時的主要考量,以及哪些製造流程依賴正確的半固化片性能。
半固化片材料在 PCB 製造中的關鍵角色
什麼是半固化片材料?它如何運作?
那麼,什麼是半固化片材料?Prepreg 是 pre-impregnated 的縮寫,意思是已經預先浸漬部分固化熱固性樹脂的編織玻璃纖維布。樹脂會被處理到半固化狀態,稱為 B-stage。這種狀態在室溫下呈硬質,但受熱時會熔融流動。在壓力與熱量下完全固化後,它會變成 C-stage,也就是永久性剛性黏結材料。在多層 PCB 中,內層銅箔通常已經黏合在完全固化的基材上,也就是芯板(core,C-stage 材料)。
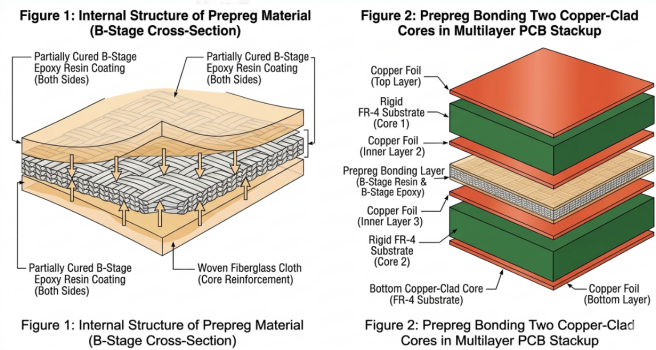
這些芯板會透過半固化片疊壓在一起,壓合溫度通常為 170–190°C,壓力為 250–400 PSI。B-stage 樹脂在此過程中熔融,流入銅特徵周圍並填補空隙,之後硬化並將所有層結合在一起。固化後的半固化片既是黏結劑,也是銅層之間的介電絕緣層。其厚度會直接決定介電間距,並影響相鄰訊號層走線的阻抗。
為什麼半固化片選型會直接影響板子可靠性
如果在 PCB 中選用了不正確的半固化片材料,可能會導致嚴重的現場失效。當玻璃轉移溫度(Tg)過低時,電路板可能在 245–260°C 的無鉛回流焊過程中分層。若樹脂含量過低,實心銅結構周圍會形成空洞,這些空洞會吸收水分並成為失效起點。
IPC-4101 定義了多層 PCB所用基材的認證與性能要求,其中也包含半固化片。選擇符合應用需求且匹配正確 IPC-4101 slash sheet 的半固化片,是建立可靠多層板堆疊的基礎。
常見半固化片材料類型及其特性
並非所有半固化片材料都相同。要選擇標準材料還是進階材料,取決於應用在熱性能、電氣性能與機械性能上的需求。
標準 FR4 半固化片 vs 高 Tg 與低損耗變體
標準 FR4 半固化片是以編織 E-glass 玻璃纖維布浸漬環氧樹脂製成。在多數消費電子與通用設計中,它能以具成本效益的方式提供可靠性能。然而,它的 Tg 通常只有 130–140°C,在無鉛回流焊中熱裕度較小;同時其損耗因子(Df)約為 0.017–0.025,在 1 GHz 以上的較高頻率會造成較明顯的訊號衰減。
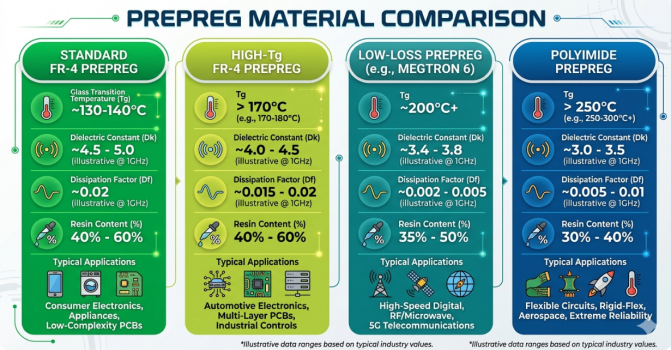
高 Tg FR4 半固化片使用改良樹脂系統,將 Tg 提升至 170–180°C。這在無鉛組裝時可提供明顯更大的熱裕度。它的電氣特性與標準 FR4 類似,因此使用高 Tg 半固化片的主要原因是提升熱可靠性。低損耗半固化片則針對高頻應用而設計。例如 Isola I-Speed(Dk 3.63,Df 0.0085)與 Panasonic Megtron 6(Dk 3.4,Df 0.002)這類材料,可大幅降低介質損耗,對 5 GHz 以上設計十分必要。
| 特性 | 標準 FR4 | 高 Tg FR4 | 低損耗(中階) | 超低損耗 |
|---|---|---|---|---|
| Tg(°C) | 130 - 140 | 170 - 180 | 180 - 200 | 200+ |
| Dk(1 GHz) | 4.2 - 4.7 | 4.2 - 4.6 | 3.5 - 3.9 | 3.0 - 3.5 |
| Df(1 GHz) | 0.017 - 0.025 | 0.016 - 0.022 | 0.005 - 0.010 | 0.002 - 0.005 |
| Td(°C) | 300 - 310 | 320 - 340 | 340 - 360 | 360+ |
| 典型用途 | 一般電子產品 | 無鉛組裝 | 5 - 15 GHz 設計 | 15 GHz 以上、毫米波 |
| 相對成本 | 1x(基準) | 1.2 - 1.5x | 2 - 4x | 5 - 10x |
進階應用中的複合半固化片材料
除了環氧樹脂系統外,複合半固化片材料也有特殊用途。PTFE 基半固化片常用於 RF 與微波電路;聚醯亞胺半固化片可承受超過 200°C 的長期工作溫度;混合式結構則可在同一堆疊中使用多種樹脂系統。Rogers 提供如 RO4450F(Dk 3.52,Df 0.004)這類 bondply 材料,用於在多層高頻板中黏結 Rogers 層壓芯板,同時保留黏結層的低損耗特性。
在成本與性能上,氰酸酯(cyanate ester)與 BT(bismaleimide-triazine)樹脂半固化片介於 FR4 與 PTFE 之間,常用於航太航電與 IC 載板封裝。
選擇半固化片時的關鍵考量因素
如何為特定設計縮小半固化片選型範圍?答案在於將幾個關鍵參數與你的應用需求相匹配。
Tg、樹脂含量、流動性與介電性能
每一次半固化片選型決策,都主要受以下四個參數主導:
1. 玻璃轉移溫度(Tg):固化樹脂從剛性狀態轉變為橡膠狀態的溫度。高於 Tg 後,Z 軸熱膨脹係數(CTE)會劇烈增加,對過孔產生應力。對無鉛組裝而言,強烈建議 Tg 至少達到 170°C。
2. 樹脂含量(RC):通常約占重量的 40% 到 65%。較高樹脂含量能提供更多流動性,適合壓合重銅(2 oz 或以上)結構。較低樹脂含量則可形成更薄的固化介電層。
3. 樹脂流動性:描述樹脂在壓合過程中的流動程度。流動性不足會造成空洞;流動性過高則可能導致樹脂不足或在板邊被擠出。
4. 介電常數(Dk)與損耗因子(Df):Dk 會影響阻抗與傳播速度;Df 則決定有多少訊號能量會以熱的形式損失。兩者都會隨頻率、溫度與樹脂含量變化。
依層數與應用需求匹配半固化片
每種半固化片玻璃布型號都會產生不同的標稱厚度,並具有不同的樹脂含量範圍。最常見的型號如下:
- 106(標稱 1.9 mil):非常薄,高樹脂含量(65% 到 75%)。用於薄介電層與細間距阻抗控制。
- 1080(標稱 2.8 mil):較薄,中等樹脂含量(60% 到 68%)。適用於許多堆疊配置。
- 2116(標稱 4.5 mil):中等厚度,中等樹脂含量(48% 到 56%)。常用於一般多層板壓合。
- 7628(標稱 7.0 mil):較厚,較低樹脂含量(42% 到 48%)。為厚板提供結構剛性。
常見起點是在外層訊號層與接地層之間使用單張 2116,在內層訊號層與接地層之間使用單張 2116,並在外層訊號層與內層訊號層之間也使用單張 2116。對於 6 層與 8 層板,會透過疊加不同半固化片來達到目標厚度。兩張 1080 壓合後約可得到 4.5–5.0 mil 的固化厚度,而一張 7628 壓合後約可得到 6.5–7.0 mil。
此外,也要考慮相鄰層的銅分布。高密度銅圖形需要更大的樹脂流動性。若樹脂含量不足以填補銅密度造成的空隙,就會形成空洞。這部分應由製造商 CAM 團隊審查,但理解這些關係能幫助你做出更好的堆疊決策。
依賴半固化片性能的製造流程
半固化片的最終性能不只取決於材料本身,也取決於讓它固化的製造流程。壓合製程是半固化片從柔性片材轉變成多層板剛性介電骨架的關鍵步驟。
壓合、壓力與溫度控制
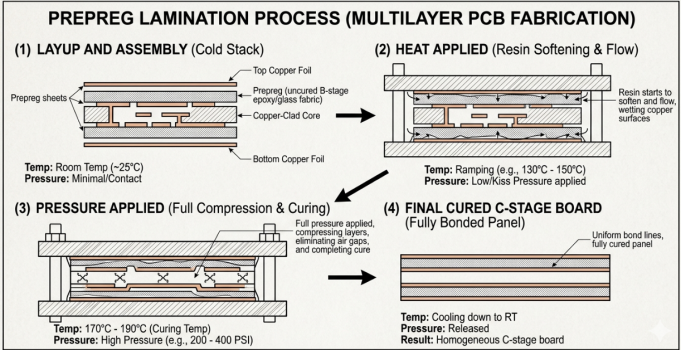
壓合循環會遵循精確控制的流程:
1. 疊合:內層芯板、半固化片與外層銅箔會被堆疊到壓合治具上,並透過定位孔確保精準對位。
2. 升溫:溫度升至樹脂最低黏度點,約 120–140°C,此時樹脂軟化並開始流動。
3. 施加全壓:在最低黏度點時施加全壓(250–400 PSI),迫使樹脂填入銅特徵周圍的所有空隙。時機非常關鍵,否則會困住空氣。
4. 固化:溫度升至 170–190°C,並保持 60–90 分鐘,使樹脂完全交聯。
5. 冷卻:壓機在持續加壓下以每分鐘 2–4°C 的速率冷卻,以防止翹曲。
確保均勻黏結與無空洞結果
銅平衡非常重要。若某一區域銅覆蓋率為 90%,另一區域只有 10%,半固化片會不均勻壓縮,導致介電厚度變化。非功能性銅填充可用於平衡密度。IPC-2221 建議所有層都應保持銅平衡。
壓合後的空洞檢測會使用多種方法:
- 截面微切片可揭示空洞、樹脂不足或分層
- 電氣測試可檢測由空洞相關黏結失效造成的開路
- 依 IPC-TM-650 2.6.8 進行熱應力測試,將試片暴露於 288°C 熔融焊料,以確認黏結能承受熱衝擊
現代製造廠會即時監控壓合參數,以提供完整製程追溯性。
JLCPCB 在半固化片材料選擇與製造方面的專業能力
多樣化認證半固化片選項與製程控制
JLCPCB 擁有合格的半固化片材料庫存,包括標準 FR4、高 Tg FR4 與特殊層壓材料,且均來自符合 IPC-4101 標準的認證供應商。每一種材料類型與板厚都使用經過認證的壓合製程配方。

當你上傳 Gerber 檔與層疊結構時,工程團隊會分析設計中可能存在的壓合問題,例如樹脂含量不足、不切實際的介電厚度目標、不均勻銅分布,以及阻抗不匹配。這種回饋流程可避免昂貴的重新打樣。
從原型到量產的一致高良率製造
JLCPCB 無論是 5 片原型還是 5,000 片量產,都使用相同的材料規格與製程控制。標準多層板生產時間可從 1 到 2 天開始,並提供指定配置的即時線上報價。

若要將這些原則落實到實際設計中,JLCPCB 的多層 PCB 製造服務可協助你選擇並處理符合應用需求的正確半固化片材料,讓你的堆疊設計轉化為量產品質的電路板。
FAQ
Q:PCB 製造中的半固化片材料是什麼?
Prepreg 是 pre-impregnated 的縮寫,指的是浸漬了部分固化(B-stage)熱固性樹脂的編織玻璃纖維布。在多層 PCB 中,半固化片會在壓合過程中將內層芯板黏合在一起,並形成銅平面之間的介電絕緣層。
Q:半固化片與芯板有什麼不同?
芯板是完全固化(C-stage)的層壓板,且一面或兩面已黏合銅箔。半固化片則是半固化(B-stage)材料,會在壓合過程中流動並固化,以黏合芯板。固化後,半固化片在結構上會與芯板材料相近。
Q:樹脂含量如何影響半固化片性能?
較高樹脂含量能提供更多流動性,用於填補銅特徵周圍空隙,降低空洞風險。較低樹脂含量可形成更薄的介電層,但填隙能力較弱。樹脂含量應始終與相鄰層銅密度相匹配。
Q:選擇半固化片時,為什麼 Tg 很重要?
Tg 定義了固化樹脂從剛性狀態轉變為橡膠狀態的溫度。高於 Tg 後,Z 軸熱膨脹係數會急劇增加並對過孔施加應力。對於峰值溫度為 245–260°C 的無鉛回流焊,建議使用 Tg 至少 170°C 的材料。
Q:複合半固化片材料用於哪些用途?
複合半固化片材料用於哪些用途?
持續學習
PCB 蝕刻因子控制:精確掌握走線寬度
重點摘要 掌握蝕刻因子控制,是實現精確走線寬度與可靠 PCB 效能的關鍵。瞭解蝕刻因子公式,並在化學蝕刻製程中有效控制側蝕,可協助設計人員與製造商降低線寬偏差、維持準確阻抗並確保高良率生產;對精細線路、高速及阻抗控制設計而言尤其重要。 您是否曾精確計算 PCB 走線寬度,卻發現成品的走線比原先規劃略窄?幾乎總是造成此現象的參數就是「蝕刻因子」。蝕刻因子是 PCB 製造製程中的一項基本參數,決定設計圖形轉移至電路板銅層的準確程度。簡單來說,蝕刻因子是垂直蝕刻量(被蝕除的銅厚)與水平蝕刻量(蝕刻液侵入抗蝕層下方所造成的側蝕)之比。銅面接觸化學蝕刻液時,蝕刻液不只會向下蝕除銅,也會沿著抗蝕層下方向兩側侵蝕,因此走線截面會形成梯形,而非理想的矩形。 側蝕是減成法蝕刻中無法完全避免的現象,所有 PCB 製造商都必須加以控制;蝕刻因子就是用來衡量水平侵蝕量與預定垂直蝕刻量之間的關係。蝕刻因子越高,代表側蝕越少、側壁越陡直,這正是嚴格公差設計所需要的結果。 蝕刻因子與走線精度的關係 蝕刻因子與最終走線尺寸之間具有直接且可量測的關係。蝕刻 1 oz(35 µm)銅層時,蝕刻液必須向下穿透整個 35 µm 銅厚,同......
智慧化 PCB 拼板設計:提高良率並降低生產成本
重點摘要 妥善規劃 PCB 拼板,是提高製造良率並大幅降低生產成本的關鍵策略。透過適當的板間距、V-CUT、銑槽連接橋與鼠咬孔來最佳化拼板,可將材料利用率大幅提高 20% 至 30%、增加生產量,並簡化搬運與分板作業,同時減少機械應力與缺陷。正確運用基準標記並謹慎保留元件安全間距,更能確保高品質成果,因此良好的 PCB 拼板設計對高效率大量生產不可或缺。 您是否曾想過,從原型製作轉向大量生產後,為什麼每片 PCB 的單位成本會大幅下降?其中一項攸關成本節省的重要決策,就是如何在生產面板上排列電路板。這稱為 PCB 拼板設計,也是量產能否獲利的關鍵;不良拼板可能浪費材料,並因分板失敗而持續造成損失。 無論是少量小型感測器模組,還是數千片 LED 驅動板,單片 PCB 在生產面板上的排列方式,都會直接影響產能、良率與單位成本。不良設計會浪費層壓板材料、造成拼板搬運問題,甚至可能在分板時對電路板造成機械損傷。本文將介紹 PCB 拼板設計的各項基礎知識,從 PCB 拼板的基本概念,到間距、V-CUT 與銑槽連接橋的最佳實務。 PCB 拼板設計為何對現代製造如此重要? 什麼是 PCB 拼板?它在面板化中的作......
PCB數控鑽孔加工公差:孔徑設計與生產流程的實操
用EDA軟體畫PCB時,加入過孔、插件焊盤只需要簡單操作,圖面上的孔尺寸規則、圓心完全重合。但一旦導出光繪圖文件交給PCB工廠,轉換成數控鑽床加工代碼後,圖面上理想化的幾何尺寸,就要面對工具機震動、鑽頭偏斜、電鍍化學處理帶來的尺寸偏差。 硬體調試裡很容易碰到一件糟心事:高價採購的高密度連接器接腳,組裝時根本插不進剛打樣完成的PCB。出現這類問題,大多是設計師沒分辨兩個基礎概念:軟體裡標註的孔徑,和工廠實際鑽孔使用的鑽頭尺寸。 想要做出穩定可靠的硬體產品,不管是高頻電路保證阻抗連續,還是大功率元件保證裝配牢固、載流穩定,硬體設計師都必須搞懂PCB鑽孔尺寸的定義,以及整套配套公差規則,打通設計端和生產工廠之間的認知差。 一、分清兩個基礎概念:成品孔徑≠實際鑽孔尺寸 這是新手設計師最容易踩踏的設計迷思。我們在繪圖軟體裡填寫的孔徑數值,指的是成品孔徑(FHS),也就是PCB加工完成、交付到手後,能夠直接組裝元件接腳的孔洞內徑。 工廠實際鑽孔時,不會直接選用和完成孔徑一樣大小的鑽頭加工,兩種孔的加工邏輯完全不同。 對於金屬化通孔(PTH),鑽孔完成後還要做沉銅、整板電鍍工序。為確保孔壁導電能力及結構強度,孔......
如何準備完美的 Gerber 檔案,確保 PCB 製造順利無誤
重點摘要 所有檔案都應使用 RS-274X 格式,並統一採用毫米單位。 務必包含完整層別:銅層、防焊層、絲印層、板外形與 NC 鑽孔檔。 上傳前請先使用 Gerber 檢視器檢查檔案,以便及早發現錯誤。 遵循 DFM 規則:適當的孔環、防焊開窗,以及走線間距。 使用清楚的檔案命名,並提供詳細的製造備註。 在花了好幾週完成理想的電路板佈局後,走線乾淨、DRC 也通過了,於是你按下「匯出」。兩天後,PCB 製造商打電話回來問:「為什麼你的檔案裡沒有 防焊層?為什麼你的鑽孔檔使用英寸,而銅層卻使用毫米?」聽起來熟悉嗎?幾乎所有這類問題,最後都會回到同一件事:Gerber 檔案。Gerber 檔案是你交給 PCB 製造商的關鍵交付資料,但許多工程師卻常把它當成最後才處理的小事。 如果 Gerber 檔案準備正確,你收到的電路板就會如同設計一樣。如果準備錯誤,你可能會遇到延誤、重做,甚至收到外觀看似正常但實際無法運作的板子。在本指南中,我將說明什麼是 Gerber 檔案、完整檔案組包含哪些層、哪些問題會悄悄毀掉量產,以及哪些進階習慣能讓交付過程順利或變得麻煩。讀完後,你將清楚知道如何準備能一次順利進入製造流......
導孔填充詳解:高效能 PCB 的關鍵技術、優勢與解決方案
PCB 孔填充(Via Filling)指南 隨著多層板設計朝向更多層數、更細間距與更高功率密度發展,Via Filling(孔填充)已成為可靠 PCB 製造的關鍵技術。多層板中的空孔若未填充,會造成組裝時空氣與助焊劑殘留、訊號高速下的阻抗不連續、以及功率元件下的熱瓶頸問題。 透過在初步電鍍後完全填滿 via 桶,工程師可以得到實心、平整的結構,不僅消除上述風險,還能支援高階設計,如 Via-in-Pad(VIP)布線。 什麼是 Via Filling 及其作用 定義與基本原理 Via Filling 是在電鍍完成後,將鑽好的通孔或盲孔完全填充特殊材料——非導電環氧樹脂或導電銅膠。填充後的 via 再經平整化與銅覆蓋(POFV),形成可焊接或布線的平整表面。 此流程將空心銅柱轉變為實心、無空洞結構,解決銅(約 17 ppm/°C)與 FR-4 基板(12–16 ppm/°C)熱膨脹係數不匹配的問題,避免熱循環時裂孔。在 HDI 設計中,填充 via 也可減少堆疊微孔的應力集中。建議完成孔徑 ≤0.5 mm,微孔長寬比 ≤1:1,以確保無空洞填充。 Via Filling 與 Via Pluggin......
如何為可靠的多層 PCB 選擇合適的半固化片材料
你是否曾經好奇,多層 PCB 橫截面中的那些銅層究竟是如何黏合在一起的?答案就是半固化片(Prepreg)材料,而且它的重要性遠超多數工程師的想像。若半固化片選錯,板子很可能註定會出現分層、阻抗漂移與長期可靠性問題。Prepreg 不只是「膠水」。它是一種經過設計的複合材料,會決定介電層間距、控制阻抗、影響訊號損耗,並決定電路板在熱應力下的表現。 隨著設計逐漸走向更多層數與更高速訊號,你所選擇的半固化片,已成為整個設計流程中最重要的材料選擇之一。本文將說明半固化片材料的本質、常見類型與其特性、選型時的主要考量,以及哪些製造流程依賴正確的半固化片性能。 半固化片材料在 PCB 製造中的關鍵角色 什麼是半固化片材料?它如何運作? 那麼,什麼是半固化片材料?Prepreg 是 pre-impregnated 的縮寫,意思是已經預先浸漬部分固化熱固性樹脂的編織玻璃纖維布。樹脂會被處理到半固化狀態,稱為 B-stage。這種狀態在室溫下呈硬質,但受熱時會熔融流動。在壓力與熱量下完全固化後,它會變成 C-stage,也就是永久性剛性黏結材料。在多層 PCB 中,內層銅箔通常已經黏合在完全固化的基材上,也就是芯......