
PCB 板框設計:關鍵技巧與實用指南
2 分鐘
- 什麼是 PCB 板框?為什麼如此重要?
- 板框對產品配合度、機械強度與組裝效率的影響
- PCB 板框的關鍵設計考量
- 板框如何影響可製造性與拼板
- 完整 PCB 製造流程中的板框
- PCB 板框常見問題
- 結論:實施完善的板框設計策略
重點摘要
- 板框定義:繪製於機械層 1 的封閉多邊形輪廓,用來定義 PCB 的最終實體邊界,包括內部挖空、槽孔及安裝孔。
- 重要性:板框會直接影響機殼配合度、機械穩定性、組裝效率及生產良率;完善的設計可降低成本並縮短交期。
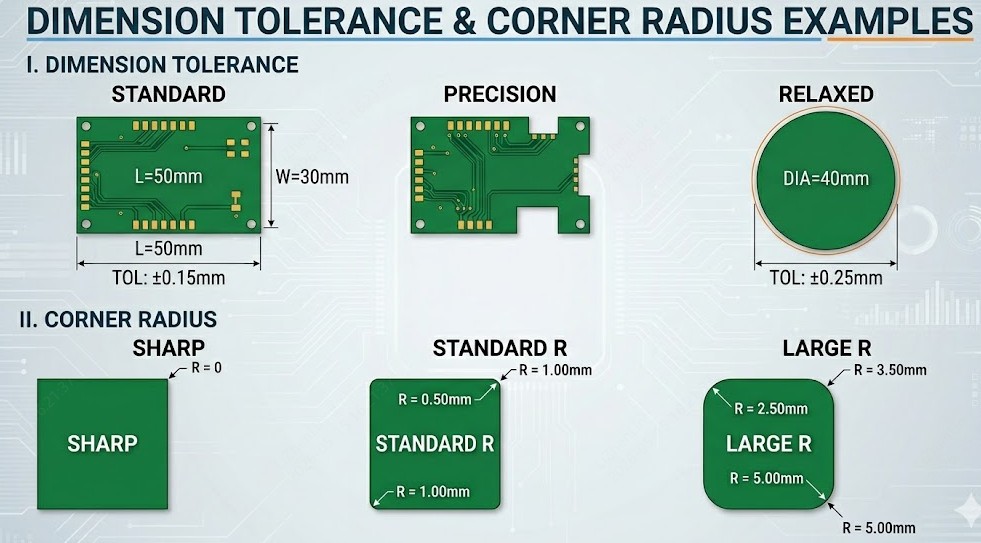
- 關鍵參數:板邊間距至少應為 0.2 mm,圓角半徑至少為 0.5~1.0 mm,並依外型加工方式選擇適當公差(精密加工 ±0.1 mm,一般加工 ±0.2 mm)。
- 拼板方式:矩形陣列適合採用 V-CUT,成本較低且速度較快;複雜或不規則外形則適合採用連接橋銑削,彈性較高但成本也較高。
- DFM 不可或缺:正式生產前務必執行設計規則檢查,並使用 JLCPCB 線上 DFM 檢查工具找出板框問題。
什麼是 PCB 板框?為什麼如此重要?
板框的明確定義與核心元素
板框定義成品印刷電路板的實際形狀、尺寸及周邊特徵。它相當於機構藍圖,會引導後續每一道製造步驟,包括拼板、外型銑削及最終成型。經過周詳設計的板框,可確保電路板正確裝入機殼、維持機械穩定性、提高組裝效率並獲得最佳生產良率。
經驗豐富的工程師都知道,板框絕不只是一個簡單的矩形,它會直接影響成本、交期、可靠度及產品整合。精密板框加工是 JLCPCB 製造能力的重要基礎,背後有先進 CNC 外型加工設備、嚴格 DFM 分析,以及從原型到大量生產的豐富經驗作為支援。
板框通常繪製於機械層 1,在 Gerber 輸出中常標示為 GM1 或 Dimension 層,並包含外圍輪廓、內部挖空、槽孔、缺口及安裝孔。JLCPCB 會優先採用編號最小且包含完整封閉輪廓的機械層。若機械層已有有效板框,禁佈層上的輪廓將不會被採用。
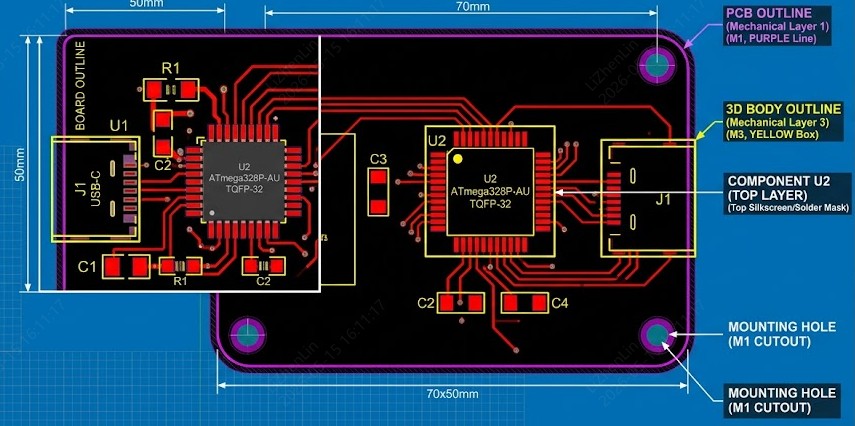
核心元素包括:
- 外圍輪廓:必須形成單一、不自我交叉的封閉形狀。
- 內部挖空與槽孔:為連接器、天線或散熱需求預留的內部結構。
- 安裝孔與光學定位點:對機構組裝及自動化製程至關重要。
- 建議線寬:約 0.15 mm,以便清楚辨識及處理。
最終外形所包含的所有特徵都應放在同一機械層,以免產生歧義。若輪廓彼此重疊,處理時通常會採用較小的尺寸。將完整定義放在正確設計層,可避免製造錯誤,確保成品電路板準確符合機構需求。
板框對產品配合度、機械強度與組裝效率的影響
精確的板框可確保 PCB 正確裝入機殼、對準配接連接器,並能承受成品中的機械應力。不規則外形或不足的圓角半徑容易形成應力集中,可能在振動或熱循環下造成裂紋。適當的尺寸公差可在允許材料膨脹的同時維持結構完整性。
板框特徵也會影響自動化組裝時的電路板搬運。板邊間距不足,可能在分板時損壞元件,或造成板邊附近的防焊附著不良。妥善設計安裝結構及禁佈區,可提高對位精度並減少組裝缺陷。對於半孔板邊或金屬化半孔,板框必須與鑽孔順序精確配合。整體而言,穩健的板框設計有助於提高一次通過良率並提升成品可靠度。
JLCPCB 典型尺寸公差:
| 參數 | 一般 CNC 外型加工 | 精密 CNC 外型加工 | V-CUT |
|---|---|---|---|
| 尺寸公差 | ±0.2 mm | ±0.1 mm | ±0.4 mm |
| 最小板尺寸 | 3 × 3 mm | 相同 | 拼板 ≥70 × 70 mm |
| 最大尺寸(雙層 FR-4) | 最高 670 × 600 mm | 相同 | 受拼板尺寸限制 |
這些數值可在維持高良率的同時支援廣泛應用。設計定稿時,請務必前往 jlcpcb.com 確認最新規格。
忽略板框設計的常見問題
常見問題
- 缺少輪廓或輪廓未封閉,會造成訂單遭退回並延誤生產。
- 線條重疊或特徵放置於錯誤設計層,會產生非預期的板材尺寸。
- 槽孔或挖空放在錯誤設計層,或未放入機械層,會導致成品不完整或無法使用。
- 未在設計初期考量拼板,會降低材料利用率並提高單板成本,對複雜或不規則外形尤其明顯。
- 元件距離板邊太近,容易在外型加工及分板時受損。
工程師有時會忽略元件與板邊的距離,導致外型加工時損壞元件。及早納入 DFM 考量,可預防這些問題並簡化從設計到量產的流程。
PCB 板框的關鍵設計考量
選擇形狀、尺寸與精確公差
應在 CAD 工具(EasyEDA、KiCad 或 Altium)中及早定義板框。矩形電路板成本最低且良率最高,不規則多邊形、圓角或客製化外形則適合穿戴式產品、物聯網裝置及空間受限的應用。請指定合理公差:JLCPCB 的精密外型加工可為要求嚴格的設計達到 ±0.1 mm,一般外型加工則採用 ±0.2 mm。
設計時應將機殼公差、連接器突出量及熱膨脹納入考量。涉及機械配合處應增加 0.2~0.5 mm 餘量。對於非常小的電路板(小於 10 × 10 mm),可考慮拼板,或與製造商討論可行方案,以維持製造及組裝時的搬運穩定性。
加入挖空、槽孔、缺口及安裝結構
內部挖空可容納連接器、開關、天線或散熱元件。所有這類特徵都應與外圍輪廓一起繪製在主要機械層上。非金屬化銑槽的最小槽寬通常為 1.0 mm,與常用刀具尺寸相符;金屬化槽孔則需要配合鑽孔製程。
安裝孔若採用金屬化設計,應保留足夠的孔環,建議至少為 0.1~0.2 mm。孔邊與附近走線或銲墊之間應保持至少 0.5 mm 間距,以避免短路或機械強度不足。缺口與倒角可讓組裝更容易或改善外觀,但必須仔細指定半徑。
實用建議:
- 內角採用半徑至少 0.5~1.0 mm 的圓弧,以配合銑刀加工能力並降低應力。
- 避免使用過窄的槽孔,以免銑刀斷裂或清除不完全。
- 在設計中清楚標示非金屬化及金屬化特徵。
板邊間距、禁佈區與元件配置最佳化
板框與銅箔特徵及元件之間應保持足夠距離。JLCPCB 建議銑削板邊至少保留 0.2 mm;高可靠度設計若採用 0.3~0.5 mm 或更大間距,則可獲得更安全的餘量,並改善板邊防焊及絲印品質。
應在安裝區域、板邊連接器及高應力區域周圍建立禁佈區。佈局初期便應鎖定關鍵元件相對於板框的位置,包括重型連接器、振盪晶體或天線,以確保修改設計後仍能維持對位。元件配置還應兼顧訊號完整性、散熱表現及機構限制。
CAD 工具與檔案輸出(Gerber 及 DXF)最佳實務
請在機械層 1 使用一致線寬繪製單一、連續且封閉的輪廓,並在輸出 Gerber 時將板框明確指定為 GKO/GM1。若機構定義極為複雜,可另附 DXF 檔案。提交前務必執行完整的設計規則檢查(DRC),並使用專業 Gerber 檢視器查看輸出檔案。
JLCPCB 的線上上傳及 DFM 檢查工具會立即回報板框完整性,有助於在生產開始前找出問題。
板框如何影響可製造性與拼板
對製造良率及生產效率的影響
板框複雜度會直接影響外型加工時間、材料利用率及整體良率。簡單矩形輪廓可提高拼板密度,在最佳化陣列中,材料利用率通常能超過 90%。大量內部挖空或高度不規則的周邊輪廓,則會增加 CNC 外型加工時間與廢料比例。JLCPCB 的自動拼板演算法會分析板框,在符合設計限制的前提下建議有效率的排列方式。
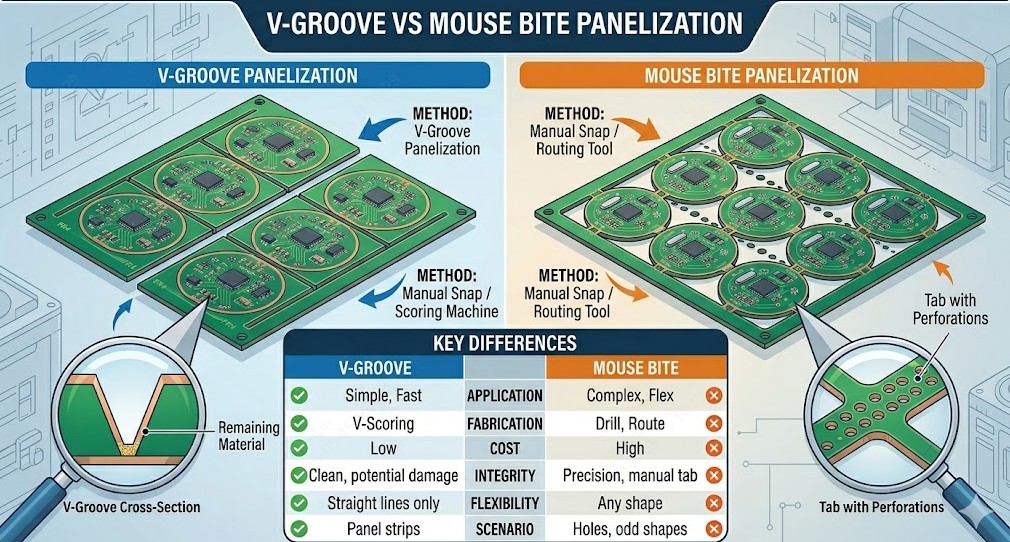
有效的拼板方式:V-CUT 與連接橋銑削
V-CUT 會沿直線切出 V 形溝槽,JLCPCB 通常採用 25° 角度,並保留薄層板材,以便用手或滾輪分板。這種方式適合矩形陣列,成本低且速度快,但只能使用水平或垂直直線。最小拼板尺寸為 70 × 70 mm,元件與板邊也必須保留足夠距離;元件應距 V-CUT 中心線至少 0.4 mm,連接邊寬度則依板厚保留 3~5 mm。
連接橋銑削可搭配鼠咬孔或實心連接橋,對不規則板框、曲線板邊或同一拼板中的混合設計提供最大彈性。連接橋能在組裝期間維持穩定,但分板後需要進一步修整。
比較表:
| 方式 | 最適合的設計 | 板邊品質 | 成本與速度 | 主要限制 |
|---|---|---|---|---|
| V-CUT | 矩形陣列 | 斷面整齊 | 成本較低、速度較快 | 只能使用直線;需保留板邊間距 |
| 連接橋銑削 | 複雜/不規則外形 | 銑削板邊 | 成本較高 | 需要較多後續處理;連接橋設計很重要 |
關鍵因素:圓角半徑、公差及材料相容性
內角半徑應等於或大於銑刀直徑,通常至少為 0.5~1.0 mm。FR-4 是加工彈性最高的標準材料,軟板、軟硬結合板或金屬基板則會帶來額外的外形限制。雖然可以達到 ±0.1 mm 的嚴格公差,但可能會影響交期。材料選擇應始終符合成品的機械及散熱需求。
完整 PCB 製造流程中的板框
-
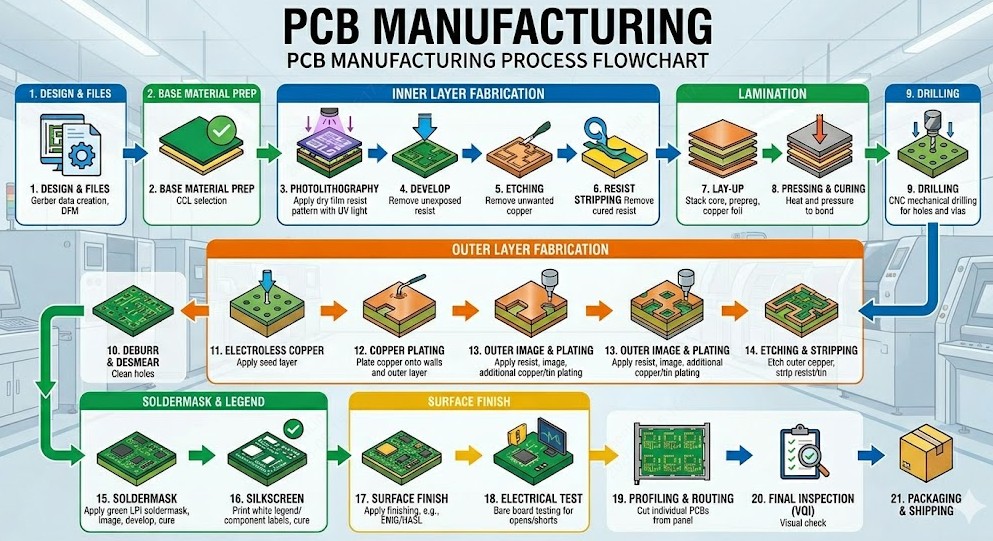
從檔案準備到成像、蝕刻及壓合
檔案上傳後,JLCPCB 會針對板框完整性執行自動及人工DFM 審查。通過驗證的檔案會用於設定拼板。內層接著經過成像、紫外光曝光及蝕刻。壓合時,半固化片與銅箔會在高溫高壓下黏合,而板框資料在整個過程中都會作為固定參考。
-
精密鑽孔、電鍍與外型加工
高速 CNC 鑽孔機會以優異精度製作導通孔及元件孔,接著進行通孔電鍍以建立層間連接。最終成型會使用精密 CNC 銑床準確沿著板框加工,在指定公差內形成平整板邊。此步驟會將拼板分割成個別電路板。
-
表面處理選擇與板邊品質控制
化金(ENIG)、噴錫(HASL)或有機保焊膜(OSP)等表面處理可保護銅面並影響可銲性。對於細間距或高可靠度應用,ENIG 可提供優異平整度及板邊保護。JLCPCB 會執行包括板邊品質在內的完整最終檢驗,確保電路板符合尺寸與外觀標準。
-
板框特徵與組裝製程的相容性
板框設計會影響 SMT 與 THT 製程。半孔板邊必須在最終外型加工前先完成半孔鑽削,足夠間距則有助於鋼板對位及迴焊。連接橋或 V-CUT 的位置必須考量鄰近元件,以免分板時造成損壞。JLCPCB 的完整 PCBA 服務可與完善的板框設計順利整合。
PCB 板框常見問題
問:板框與其他特徵之間至少應保留多少板邊間距?
JLCPCB 建議銑削板邊與銅箔特徵之間至少保留 0.2 mm。高可靠度設計若採用 0.3~0.5 mm 或更大的間距,可獲得額外安全餘量並改善板邊品質。
問:板框應使用哪一個機械層?
請一律使用機械層 1,在 Gerber 輸出中通常標示為 GM1 或 Dimension 層。JLCPCB 會優先採用編號最小且包含完整封閉輪廓的機械層。所有板框特徵都應放在同一設計層,以免產生歧義。
問:拼板應選擇 V-CUT 還是連接橋銑削?
若是矩形陣列,且成本與速度最重要,可選擇 V-CUT,最小拼板尺寸為 70 × 70 mm。若是具有曲線板邊的不規則外形或混合設計,則可選擇連接橋銑削;它的彈性較高,但成本也較高,分板後還需進行修整。
問:板框應指定多少公差?
JLCPCB 的一般 CNC 外型加工可達到 ±0.2 mm,精密外型加工則可為要求嚴格的設計達到 ±0.1 mm。V-CUT 的公差範圍較大,為 ±0.4 mm。請選擇符合應用需求的公差;更嚴格的公差可能影響交期。
問:如何正確定義內部挖空與槽孔?
所有挖空、槽孔、缺口及安裝孔都應與外圍輪廓放在同一機械層。非金屬化銑槽的最小槽寬通常為 1.0 mm。內角應採用 ≥0.5~1.0 mm 的圓角半徑,並清楚標示金屬化與非金屬化特徵。
結論:實施完善的板框設計策略
完善的板框設計策略,可以銜接創新的電路設計與可靠且具成本效益的製造。在專案初期就將板框視為基礎元素、採用適當的間距與圓角半徑、選擇合適的拼板方式,並運用專業 DFM 工具,工程師便能顯著降低風險、縮短交期並提升整體產品品質。與 JLCPCB 等經驗豐富的製造商合作,還能透過先進加工能力與專業指引進一步擴大這些優勢。開始下一個專案時,請上傳設計以取得免費 DFM 審查,將完善的板框設計轉化為可直接投入生產的 PCB,並確實滿足效能、預算及時程目標。
持續學習
PCB 板框設計:關鍵技巧與實用指南
重點摘要 板框定義:繪製於機械層 1 的封閉多邊形輪廓,用來定義 PCB 的最終實體邊界,包括內部挖空、槽孔及安裝孔。 重要性:板框會直接影響機殼配合度、機械穩定性、組裝效率及生產良率;完善的設計可降低成本並縮短交期。 關鍵參數:板邊間距至少應為 0.2 mm,圓角半徑至少為 0.5~1.0 mm,並依外型加工方式選擇適當公差(精密加工 ±0.1 mm,一般加工 ±0.2 mm)。 拼板方式:矩形陣列適合採用 V-CUT,成本較低且速度較快;複雜或不規則外形則適合採用連接橋銑削,彈性較高但成本也較高。 DFM 不可或缺:正式生產前務必執行設計規則檢查,並使用 JLCPCB 線上 DFM 檢查工具找出板框問題。 什麼是 PCB 板框?為什麼如此重要? 板框的明確定義與核心元素 板框定義成品印刷電路板的實際形狀、尺寸及周邊特徵。它相當於機構藍圖,會引導後續每一道製造步驟,包括拼板、外型銑削及最終成型。經過周詳設計的板框,可確保電路板正確裝入機殼、維持機械穩定性、提高組裝效率並獲得最佳生產良率。 經驗豐富的工程師都知道,板框絕不只是一個簡單的矩形,它會直接影響成本、交期、可靠度及產品整合。精密板框加工是......
為高效能 PCB 最佳化走線間距
重點摘要 走線間距與安全間距:走線間距是指同一層上銅導體之間的邊緣到邊緣距離;而安全間距則涵蓋更廣泛的安全範圍,包括走線與板邊、安裝孔等非走線特徵之間的距離。 3W 規則:對高速訊號而言,中心線之間至少應保持 3 倍走線寬度,也就是邊緣到邊緣至少 2W 的距離,以將串擾最多降低約 70%。 IPC-2221 標準:業界標準的安全間距數值取決於電壓等級、海拔高度,以及導體位於內層、未塗覆外層,或有防焊層覆蓋的外層。 製造限制很重要:過窄的走線間距會增加化學蝕刻過程中產生銅橋與銅屑的風險,直接影響生產良率與可靠性。 JLCPCB 製造能力:JLCPCB 支援多層板設計中最小線寬與線距低至 3.5 mil(0.09 mm),並建議以 4 mil 作為量產基準,以取得最佳良率與成本。 在現代硬體工程中,產品不斷朝更小外形尺寸與更高資料速率發展,已經從根本上改變印刷電路板的工程設計方式。當訊號頻率逐漸進入 GHz 範圍、功率密度持續上升時,過去被視為可忽略寄生異常的電氣特性,如今已成為關鍵效能瓶頸。 這場典範轉移的核心,正是 PCB 走線間距。你如何安排電路板上的銅箔路徑間距,會決定電子系統能否完美運作,或......
了解導熱墊在電子設備散熱中的作用
介紹 在各種電子系統中維持理想溫度,關鍵取決於導熱墊,它們也是有效冷卻電子設備的基本組成部分。 作為一種導熱介面材料 (TIM),這些導熱墊能確保熱量在散熱器或其他冷卻系統與電子元件之間有效傳遞。鑑於當代電子產品日益增長的功率密度和精巧設計,導熱墊在維持設備可靠性和效能方面的重要性,再怎麼強調也不為過。本文將探討導熱墊的價值、其種類、用途以及放置和選擇的最佳實務。 什麼是導熱墊? 導熱墊 導熱墊是一種柔軟、可順應的聚合物,旨在填補電子元件與散熱元件(如散熱器或金屬外殼)之間的空隙。它們能確保 CPU、GPU 和功率電晶體產生的熱量有效傳輸至冷卻系統,從而防止過熱。與導熱膏不同,導熱墊是固態的,這使得處理和應用更加簡便。它們在整個接觸面上提供均勻的導熱性,因此在需要填補較大或不規則間隙的情況下特別有用。 導熱墊的種類 市面上有幾種導熱墊,每種都因其材料構成和預期用途而具有特定的優點: 矽膠基導熱墊: 最常使用的導熱墊類型,矽膠基導熱墊的特點是其靈活性、易於應用和良好的導熱性。它們在效能和成本效益之間取得平衡,因此在消費性電子產品中相當受歡迎。 石墨導熱墊: 石墨導熱墊具有優異的導熱性,非常適合高效熱......
什麼是 PCB 導孔?您應該選擇哪種類型?
印刷電路板(PCB)設計是電子產品開發中的關鍵環節。PCB 為電子元件提供了井然有序且緊湊的佈局,實現高效的信號傳輸,並將電氣干擾的風險降至最低。PCB 設計中的一個基本要素是導孔(via),它是在電路板上鑽出的小孔,用於實現電路板不同層之間的電氣連接。 在本文中,我們將全面概述 PCB 導孔,包括其類型、設計考量與應用。我們還將討論為 PCB 設計選擇正確導孔類型的重要性,以及它如何影響產品的效能和可靠性。 什麼是導孔? 導孔是在 PCB 上鑽出的小孔,用於連接電路板的不同層。導孔內壁襯有導電材料(如銅),允許電流通過孔洞,從而在各層之間建立連接。導孔在多層 PCB 設計中至關重要,因為它們為電路板不同層之間的電氣和熱連接提供了途徑。 導孔可以貫穿電路板的整個厚度,連接所有層,也可以僅部分鑽穿電路板,只連接其中幾層。導孔的尺寸和形狀取決於具體的應用和設計要求。導孔可以是圓形或非圓形,其直徑可以從幾密耳到幾百密耳不等。 導孔的放置位置在PCB 設計中也很關鍵。導孔通常放置在沒有關鍵元件或走線的區域,因為它們可能會干擾信號或產生電氣雜訊。此外,導孔的位置會影響電路板的散熱效能,因此在放置導孔時,考慮......
電路板維修入門指南
電路板是現代電子產品的骨幹,懂得如何維修它們是一項寶貴的技能。在這份初學者指南中,我們將提供詳細的說明,協助您成功維修電路板。無論您是需要對故障裝置進行疑難排解,還是想挽救一塊貴重的電路板,本指南都將賦予您能力。從了解電路板元件到掌握焊接技術,您將獲得自信地處理電路板維修所需的知識。 了解電路板元件 要有效維修電路板,了解不同的元件至關重要。電阻、電容、電晶體和積體電路是電路板上常見的一些元件。每個元件都有特定的功能,當其發生故障時,都可能導致電路失效。 範例: 在檢查電路板時,您可能會遇到一個鼓包的電容器。這表示該電容器已失效,需要更換。了解電容器的角色有助於您識別此問題並採取適當的措施。 識別常見的電路板問題 診斷常見問題是電路板維修的關鍵步驟。一些常見問題包括短路、損壞的走線或焊盤、故障元件以及電源相關問題。透過使用萬用表和示波器等各種測試方法和工具,您可以準確地識別這些問題。 範例:假設您正在對一塊沒有產生任何聲音的電路板進行疑難排解。透過使用示波器,您可以測量音訊電路中不同點的輸出訊號,以精確定位訊號在哪裡丟失或失真。 電路板維修的工具與設備 擁有正確的工具和設備對於成功的電路板維修至關......
PCB 板類型:規格與應用場景終極指南
印刷電路板(PCB)由絕緣層與導電層壓合而成,用於連接多個電子元件。可以把 PCB 想像成玻璃纖維與環氧樹脂疊成的複合板材,上面蝕刻出銅線路,作為訊號與電源的導電路徑。PCB 可以是單層、雙層(兩層導電層)或多層(三層以上導電層),在極小空間內容納大量電路。根據 IPC 的定義,PCB 是由導電與非導電材料經壓合後,形成電氣組件所需的電路。 官方 IPC 定義與層次結構 實務上,PCB 是由交替的介電層與銅箔層構成。銅層上佈有線路、平面、焊墊與通孔,用於連接元件。典型的 4 層 PCB 疊構可能如下: 銅層 – 預浸料或芯材 – 銅層 – 芯材 – 銅層 所有層次都經壓合固定。樹脂/玻璃基材提供機械強度與絕緣。IPC-2221 與 IPC-4101 標準規範了疊構幾何與材料特性。簡單來說,PCB 就是一塊多層三明治板,銅片(線路)負責導電,而非起司。 12 種核心 PCB 類型(2025 版) 工程師通常依結構與用途分類 PCB。以下為 2025 年最常見的 12 種基礎 PCB 類型: 單面 / 雙面 / 多層 單面板:僅有一層銅線路,成本最低,用於基本消費電子,如玩具、簡單電源電路。 雙面板:......