
PCB 組裝常見焊點缺陷及改善對策
1 分鐘
- 一、常見焊點缺陷(Solder Joint Defects)分析
- 二、立碑效應(Tombstoning PCB):表面張力失衡缺陷
- 三、焊錫不足(Insufficient Solder):隱性品質隱患
- 四、SMT缺陷的製程量化管控與根除
一、常見焊點缺陷(Solder Joint Defects)分析
1. 冷焊(Cold Solder Joint)
冷焊點為外觀檢測中易誤判的隱蔽缺陷。其特徵為焊點表面呈黯淡粗糙顆粒狀,金屬間化合物(IMC)層生長不充分。
- 成因:焊接過程局部峰值溫度未達錫膏完全共晶溫度;或大熱容量元件(大型電感、散熱塊)過度吸熱,導致錫膏熔融潤濕不充分。
- 風險:冷焊點機械強度不足,產品承受振動或熱循環(Thermal Cycling)時,焊點易萌生微裂紋,引發電路間歇性開路故障。
2. 焊錫橋接(Solder Bridging)
相鄰或多個焊點在非導通區域發生連接,即形成焊錫橋接(短路)缺陷。
- 成因:高發於細間距元件(如0.4mm pitch QFN、BGA),誘因包含鋼網開孔尺寸偏大、錫膏印刷對位偏移、回流焊升溫速率過快導致錫膏塌陷。
- 防範:製程端優化鋼網寬厚比;設計端增設阻焊橋(Solder Mask Dam),為阻斷錫膏延展的核心物理防護措施。
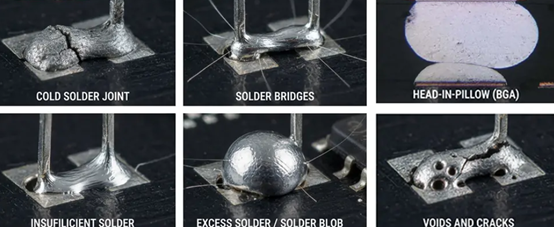
圖1.常見焊點缺陷圖
二、立碑效應(Tombstoning PCB):表面張力失衡缺陷
立碑效應為微型晶片元件(電容、電阻)典型SMT缺陷,表現為元件一端焊合、另一端直立懸空,外觀類似墓碑。
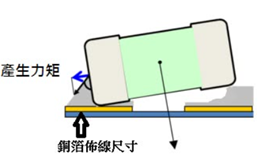
圖2.立碑效應示意圖
1. 缺陷本質:表面張力失衡機制
立碑效應核心為元件兩端熔融錫膏表面張力失衡。當單側張力大於另一側張力與元件自重之和時,元件被牽拉直立,形成缺陷。
2. DFM設計誘因
· 散熱不對稱:元件一端焊盤連接大面積銅箔(接地平面),另一端連接細走線;細走線端升溫更快、錫膏先熔融,單側拉力牽引元件翹起。
· 焊盤尺寸異常:兩端焊盤設計不對稱或間距超標,造成錫膏潤濕速率時序差,誘發張力失衡。
三、焊錫不足(Insufficient Solder):隱性品質隱患
焊錫不足指焊點錫量未達IPC標準規定的最小爬錫高度(如晶片元件端頭高度25%)。
- 印刷製程異常:超70%缺陷源自錫膏印刷(SPI)工序,成因含鋼網開孔堵塞、刮刀壓力過大導致錫膏刮除。
- 燈芯效應(Wicking Effect):過孔(Via)與焊盤間距過小且未做阻焊覆蓋(Via Tenting),熔融錫膏因毛細作用吸入過孔,造成焊盤錫量短缺。
四、SMT缺陷的製程量化管控與根除
業界以百萬機會缺陷數(DPMO)量化評估SMT產線製程能力。
將DPMO控制至雙位數,需構建三道品質防線:
1. 錫膏印刷檢測(SPI):回流焊前篩查錫膏面積、體積、高度異常,為低成本前置攔截工序。
2. 回流曲線動態優化:高密度混裝PCB需以即時測溫設備(如KIC)調整預熱段時長,縮小板面元件溫差(ΔT),抑制冷焊與立碑。
3. AOI與X-Ray聯動檢測:光學AOI排查外觀缺陷;X-Ray檢測BGA內部空洞與隱蔽焊點,實現全覆蓋檢測。
結論:高良率取決於前端設計
PCB組裝缺陷管控的關鍵在設計階段,而非後端返修。掌握立碑效應熱對稱原理、精算細間距元件阻焊開窗尺寸、佈線避開燈芯效應誘因,為成本最優的品質策略。2026年高封裝密度製造背景下,落實DFM規範與精細化SMT製程,是實現產線零缺陷的必要條件。
持續學習
使用萬用電表辨識電晶體腳位:完整逐步指南
正確辨識電晶體腳位,是每位工程師、電子愛好者與電機電子相關學生在將雙極性接面電晶體(BJT)放入電路前,最先需要檢查的事項之一。若基極、集極或射極判斷錯誤,可能會在第一次上電時損壞元件,或讓原型板在沒有明顯跡象的情況下完全無法運作。 本指南說明在沒有資料表可用時,如何使用萬用電表辨識電晶體腳位。這個方法之所以有效,是因為 BJT 內部由兩個共用同一個基極的 PN 接面構成,結構與二極體中的接面相同。也正因如此,萬用電表的二極體測試模式才是適合用來判斷腳位的工具。 讀完本文後,您將能夠: 找出未標示電晶體上的基極腳位 判斷電晶體是 NPN 還是 PNP 辨識集極與射極 了解 SOT-23 與其他 SMD 封裝所帶來的額外風險 圖:NPN 與 PNP 電晶體符號,顯示基極、集極與射極端子。 測試前先了解電晶體腳位 什麼是基極、集極與射極? BJT 有三個端子: 基極(B):控制端子。此處的小電流會使電晶體導通,並允許更大的電流在集極與射極之間流動。 集極(C):依電晶體類型不同,負責讓較大的電流流入或流出電晶體。 射極(E):電流在回到電源供應端的過程中,會從此端子流出(NPN)或流入(PNP)。 在......
3D錫膏檢測(SPI)技術應用與製程管控規範
一、從2D到3D SPI:檢測技術迭代 PCB錫膏印刷檢測(SPI)為SMT製程前置品質管控環節,直接影響後續焊點良率與產品可靠性。早期產業採用2D影像檢測,以頂置光源灰階對比成像為基礎僅能識別錫膏覆蓋面積、平面偏移量,無法量測垂直高度、立體體積、表面形貌等三維參數。 2D SPI不具備隱性缺陷識別能力,錫膏薄化、邊緣微塌陷、局部拉尖、微量缺錫等問題易流入回流工序,引發虛焊、冷焊、元件偏移等不良,增加返工成本與物料損耗。 隨電子產品小型化、高密度化,3D SPI已成高精密SMT產線標準配置。3D SPI採用相位測量輪廓術(PMP),設備輸出條紋結構光投射至錫膏表面,成像單元捕獲光柵變形資訊,經演算法重建三維輪廓,完成三項核心參數量化: 錫膏高度:量測堆疊垂直高度,驗證刮刀刮除、鋼網脫模不均異常,確保符合規格。 錫膏體積:計算微米級堆疊體積,為焊點潤濕性、機械強度的直接評估指標。 表面形貌:識別邊緣塌陷、尖角凸起、局部缺料、表面孔洞等異常。 二、SPI前置管控:錫膏印刷缺陷識別與根因 SMT製程數據顯示,超70%焊點不良源自錫膏印刷。SPI於回流前實施全板檢測,識別分類缺陷、攔截不良PCB,避免後續......
PCB 組裝常見焊點缺陷及改善對策
一、常見焊點缺陷(Solder Joint Defects)分析 1. 冷焊(Cold Solder Joint) 冷焊點為外觀檢測中易誤判的隱蔽缺陷。其特徵為焊點表面呈黯淡粗糙顆粒狀,金屬間化合物(IMC)層生長不充分。 成因:焊接過程局部峰值溫度未達錫膏完全共晶溫度;或大熱容量元件(大型電感、散熱塊)過度吸熱,導致錫膏熔融潤濕不充分。 風險:冷焊點機械強度不足,產品承受振動或熱循環(Thermal Cycling)時,焊點易萌生微裂紋,引發電路間歇性開路故障。 2. 焊錫橋接(Solder Bridging) 相鄰或多個焊點在非導通區域發生連接,即形成焊錫橋接(短路)缺陷。 成因:高發於細間距元件(如0.4mm pitch QFN、BGA),誘因包含鋼網開孔尺寸偏大、錫膏印刷對位偏移、回流焊升溫速率過快導致錫膏塌陷。 防範:製程端優化鋼網寬厚比;設計端增設阻焊橋(Solder Mask Dam),為阻斷錫膏延展的核心物理防護措施。 圖1.常見焊點缺陷圖 二、立碑效應(Tombstoning PCB):表面張力失衡缺陷 立碑效應為微型晶片元件(電容、電阻)典型SMT缺陷,表現為元件一端焊合、另一......
攔截隱形缺陷:PCB測試策略與品質控管技術全解析
在電子製造價值鏈中,“良品率”是一項至關重要的指標,直接影響利潤空間。隨著元件封裝尺寸不斷縮小至 01005 甚至更小,傳統的人工目視檢測(MVI)已愈發難以滿足現代電路板對品質控制的嚴苛要求。一塊電路板即便肉眼看似完美無瑕,其內部仍可能潛藏著微觀短路點,或是在 BGA 焊球下隱藏著肉眼不可見的空洞。在實際應用中,一套高效率的電路板偵測系統,本質上就是要在成本投入與故障風險之間尋求動態的平衡。 一、 第一道防線:基於 AOI 技術的視覺檢測創新 自動光學檢測(AOI)如今已成為表面貼裝技術(SMT)生產線上的標準配備。該系統透過利用多角度光源及高速工業相機,將待檢電路板與標準參考樣本(通常被稱為“金板”)進行比對,從而識別出兩者之間的差異或缺陷。 1. 從 2D AOI 到 3D AOI 的演進 早期的 2D AOI 系統僅能偵測平面缺陷,例如元件漏裝、極性反向或文字印刷錯誤等。相較之下,3D AOI 系統則採用了雷射掃描或結構光等技術,能夠精確檢測出焊點高度不均、板體翹曲以及焊點形態異常等缺陷。這些檢測數據對於預測焊點的長期可靠性具有至關重要的意義。 2. 演算法的進步:減少誤報與漏檢 在電路板......
焊膏檢測(SPI):SMT 組裝中製程控制的完整指南
在當今的表面貼裝技術(SMT)製造領域,焊膏沉積的一致性決定了組裝印刷電路板的電氣性能、機械剪切強度與長期可靠度。 焊膏是將元件端子與 PCB 銅墊結合的介質,因此不論體積、厚度或位置出現任何變異,都會嚴重影響最終產品的焊點品質。 什麼是焊膏檢測(SPI)? 焊膏檢測(SPI)是一種先進的品質管制流程,在鋼板印刷後、元件貼裝前立即執行。檢測項目包含 PCB 上所有焊墊的焊膏高度、面積、體積與位置精度,確保每筆沉積都在允差範圍內,並在缺陷顯現前提早揭示製程錯誤——遠在它變得昂貴之前。 良好的焊點始於正確的焊膏印刷;僅需極小的印刷偏差(如輕微偏移或體積不足),就會在回流後造成立碑、橋接、潤濕不良或開路等缺陷。主動排除印刷錯誤不僅能提高產品良率,也能避免日後的現場失效與保固成本。 現今最先進的 SPI 設備具備次微米精度的 3D 光學掃描能力,同時提供即時回饋與數據,協助工程師持續改善製程。工程師可近乎即時地調整刮刀壓力、速度與對位等多項參數,在生產過程中快速達成穩定與適應。 為何焊膏檢測(SPI)在 SMT 組裝中至關重要 在 SMT 組裝中,焊膏印刷是影響最終 PCB 可靠度的關鍵步驟之一。研究指出......
什麼是 PCBA 測試?檢測方法、流程與品質管制完整指南
在現代電子產品中,成品的性能與長期可靠性直接取決於其印刷電路板組裝(PCBA)的品質控管。即使只是板階微小的缺陷——如肉眼難見的焊點裂紋、元件偏移或被動元件數值錯誤——都可能演變成昂貴的現場失效、產品召回,並對品牌聲譽造成長遠損害。 高品質的 PCBA 並非僅靠最終檢驗就能達成;而是從第一盤元件上料前開始,到每片組裝板驗證功能完整為止,持續重複且系統化的測試流程所累積的結果。 對於複雜且高密度的設計,與導入先進檢測與測試方法的製造商合作至關重要。在 JLCPCB,我們在整個組裝流程中整合嚴謹且科技導向的 PCBA 檢驗,確保每片電路板都能達到最高性能與可靠性標準。 本指南概述 PCBA 測試流程中的最佳實踐與先進技術——從元件驗證到最終功能測試。 PCBA 測試:組裝前驗證 防止缺陷最有效的方法,就是確保只有完美的元件與 PCB 進入組裝線。這個基礎階段稱為進料品質控管(IQC),是關鍵的第一道防線。 #1 元件進料品質控管(IQC) 每一片印刷電路板組裝(PCBA)都始於物料清單(BOM),最終產品的完整性取決於所用元件的絕對正確性。元件的進料品質控管(IQC)是一套全面的驗證流程,可在組裝的任......