
適配物聯網小型化趨勢:半孔PCB實操設計與車間生產要點
1 分鐘
- 一、半孔成型基礎製程邏輯
- 二、焊點加固原理:毛細爬升提升焊接可靠性
- 三、半孔PCB量產核心困難:公差管控門檻高
- 四、量產DFM實操設計準則
- 總結
當下物聯網穿戴產品、5G、Wi-Fi 6E高速模組市場需求持續走高,電子產品硬體整體設計全面走向輕薄化、模組化。硬體工程師日常最棘手的難題,就是整機厚度、PCB板面空間極度受限的前提下,如何實現子板與主機板高密度、高穩定的電氣對接,這也是PCB量產階段常見的製程卡點。
半孔PCB早年僅作為IPC標準裡小眾特殊工藝,隨著無連接器闆對板直連方案普及,現已成為各類模組化硬體的主流結構。此製程將電路板邊緣金屬化通孔對半銑切形成導電接觸面,省去外接連接器,反覆測試插拔壽命更長,射頻線路阻抗連續性更好,大量高端設備的底層互連設計都會選用此方案。
一、半孔成型基礎製程邏輯
PCB業所說半孔,是開設在電路板外形邊緣的金屬化通孔。標準加工流程為先完成通孔內壁鍍銅,待電路板整體外形銑削工序,數控銑刀沿通孔中心對半分割,板邊露出半圓或四分之一圓弧的金屬導電凹槽。
不同職位工程師對此叫法有差異:工業背板選型多稱鍍半孔,射頻模組佈線常叫城堡孔,EDA設計軟體與工廠光繪文件中兩種名稱都會標註。
二、焊點加固原理:毛細爬升提升焊接可靠性
子板透過半孔貼片焊接至主機板,焊點牢固度遠優於常規側邊焊盤。回流焊高溫環境下,熔融錫膏會沿著半孔圓弧金屬壁產生毛細爬升現象。錫膏不只是停留在主機板焊盤表面,還會沿著孔壁向上附著,形成立體包裹式焊點。這種結構大幅增加焊接接觸面積,形成卡扣式固定效果,模組經過長期震動、高低溫循環測試也不易脫焊虛焊,是普通貼片焊盤難以達到的性能。

圖1. SMT 焊锡毛细爬升剖面
三、半孔PCB量產核心困難:公差管控門檻高
半孔PCB電氣、機械性能優勢突出,但加工廠統一將其劃為高難度特殊過程。工程師設計時若不熟悉工廠加工極限,盲目縮小尺寸,批量生產極易出現大面積報廢。量產環節主要需要解決兩類缺陷問題:
- 銅毛刺引發隱性短路。銑刀高速切削半孔鍍銅層時,銅材料延展性強,刀具轉速異常、刀刃磨損都會造成銅層撕裂翻邊,在孔邊形成細小銅屑。脫落銅屑落在相鄰半孔間,會產生肉眼難察覺的微短路,同時誘發高頻訊號串擾,影響設備射頻效能。
- 銅皮剝離與板材分層。通孔銅膜與FR-4基材的附著力,對半切割後直接下降一半。銑削力過大、板材耐熱Tg參數不足時,切割瞬間孔壁銅皮極易翹起。一旦出現銅皮剝離,貼片階段錫膏無法爬升附著,模組直接電氣斷路,整塊電路板只能作廢。
四、量產DFM實操設計準則
想要穩定提升生產良率,工程師使用EDA佈線時,必須遵循貼合車間加工能力的設計規範:
- 1. 尺寸與間距硬性要求
- 半孔成品孔徑:最低不能小於0.6mm,若孔徑低於0.4mm,鑽孔、壓合多工序誤差疊加,銑切後的半孔圓弧會嚴重變形,孔壁鍍層完整性無法保障。
- 相鄰半孔中心間距:建議至少1.0mm,焊盤間淨空保留0.35mm以上;間距過小,銑削時中間基材支撐力不足,銑刀側向力會連帶刮起週邊銅皮,出現連片剝離不良。
2. 焊盤佈局與表面處理選擇
- 不等長設計:電路板頂層、底層邊緣焊盤不要對稱設計,頂層焊盤向內縮短,底層焊盤向板內延伸0.3~0.5mm,形成高低落差。回流焊接時錫膏表面張力會均勻吸附子板,焊接一致性顯著提升。
- 電鍍硬金的強制性:需要多次插拔、重複測試的半孔,禁止使用化學鎳金鍍層,圖面必須標示鈷合金電鍍硬金,鍍層厚度不低於30微英吋。硬金顯微硬度超過HV170,多次摩擦後接觸面依舊平整無氧化,確保高速串列訊號傳輸穩定。
3. 加工流程與內層避讓規範
- 專用銑刀 V-score 加工:針對1.25Gbps以上高速訊號半孔區域,生產文件需註明使用抗毛邊專用銑刀,採用二次銑削製程:先粗銑整體輪廓,再精修半孔金屬邊緣,將加工公差控制在±0.05mm。
- 內層銅箔避讓:受銑切偏移誤差影響,半孔對應內層線路銅箔需向內退讓0.5mm以上,避免刀具刮傷內層高速走線。
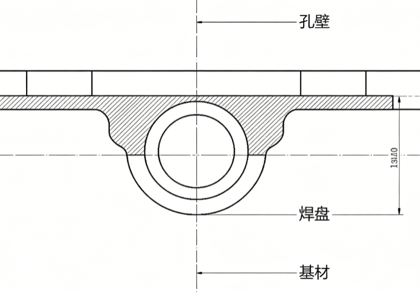
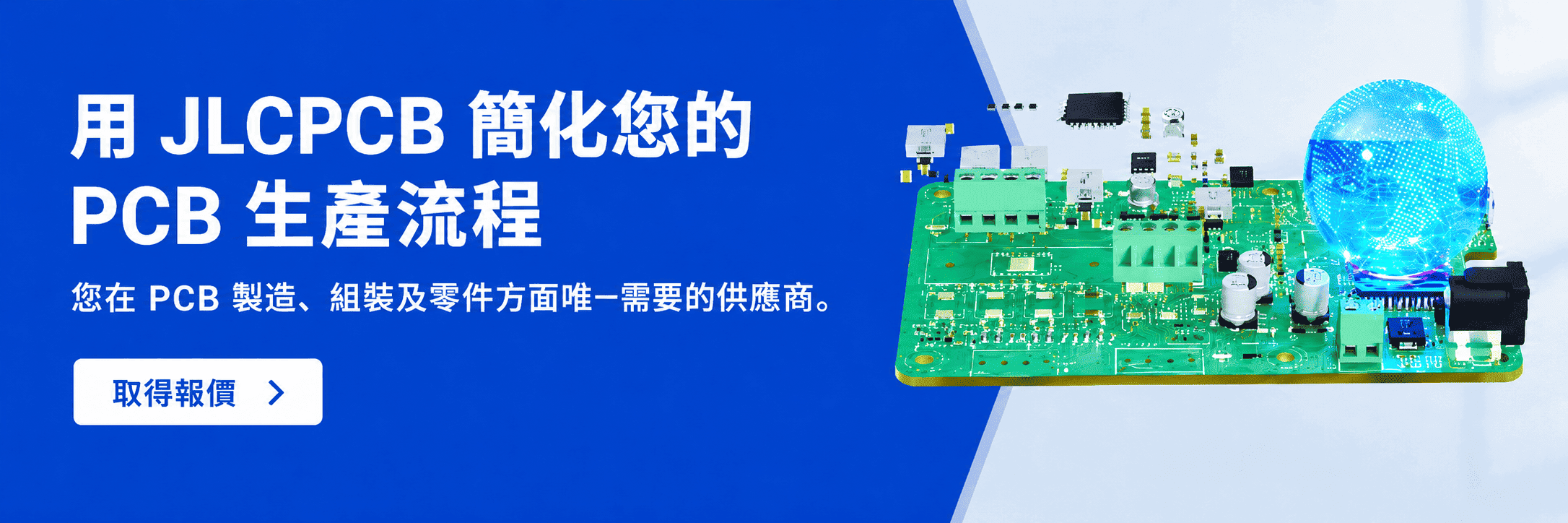
圖2.板邊半孔幾何結構
總結
如今高密度互連PCB廣泛應用,半孔早已不只是簡單導電接點,焊點長期承受震動、溫度衝擊,同時承載高頻訊號傳輸,結構設計需要兼顧力學與電氣雙重需求。成熟研發團隊不會把半孔規格全權交由工廠調整,專案前期設計階段,就要結合IPC產業標準,把孔徑、孔間距、硬金鍍層厚度納入DFM自我檢測流程。從源頭管控幾何公差,才能在實現設備輕薄小型化的同時,確保模組量產良率與長期使用穩定性。
持續學習
SMT批量生產PCB拼板設計、分板工藝與良率改善實務
重點摘要 拼板尺寸:需同時符合印刷機、貼片機及迴流爐的輸送範圍,並兼顧板材利用率與板面剛性。 單板排布:同向矩陣與正反面鏡像拼板各有適用場景,合理排布可縮短換線時間並平衡迴流熱負荷。 分板工藝:V-Cut邊緣整齊但分板應力較集中;郵票孔適合異形板,但需處理分板後的邊緣毛刺。 翹曲控制:正反面銅箔分布不均、工藝邊過窄及連接橋剛性不足,都可能引發翹曲、震動及貼片偏移。 量產檢查:完整基準點、定位工藝孔及分板禁布區,是提升SMT批量生產良率的重要基礎。 電路板完成電路、阻抗及訊號完整性設計後,若要投入全自動SMT產線批量生產,第一項需要處理的製程設計就是PCB拼板設計。許多研發人員只關注電路功能,忽略拼板佈局,後續容易出現貼片偏移、迴流翹曲、分板元件碎裂及產線稼動率偏低等批量不良。 合理的拼板方案可以同時提升板材利用率、穩定貼片吸嘴的行走路徑、平衡迴流爐內熱負荷,並直接改善整線生產良率。因此,拼板並非單純複製單板,而是連接PCB設計與SMT量產的重要製程工程。 拼板尺寸與單板排布的產線約束 設計拼板時,需要同時兼顧機台傳送極限與板材利用效率,主要分為拼板外框尺寸及內部單板陣列排布兩部分。 拼板尺寸上下限......
為什麼公差分析是可靠且具成本效益 PCB 生產的關鍵
重點摘要 公差分析能銜接 CAD 中的完美設計與實際製造變異,確保 PCB 組裝可靠。 請聚焦於關鍵區域:孔環、孔徑公差、線寬/線距、層間對位,以及防焊對位。 可使用 Worst-Case、RSS 或 Monte Carlo 方法,有效進行公差疊加分析。 適當分析可提升良率、減少重新改版與成本——可從 JLCPCB 的 DFM 審查開始。 您是否曾經把一片在電腦螢幕上看起來完美無缺的電路板送去製造,結果卻發現零件裝不上去?也許是壓入式連接器無法配合,或細間距 QFN 的落點稍微偏離目標。我也遇過這種情況,而且幾乎每一次,主要原因都與公差分析有關。CAD 模型在數學上是精確的,但工廠製程不是。沒有任何製造流程能完美做出與設計檔完全一致的複製品。孔可能稍微大一點或小一點,銅厚可能稍厚或稍薄,壓合過程中各層之間也可能出現幾微米的位移。這些偏差都很小,但會累積起來。 如果您沒有注意這些偏差如何累積,最後可能會得到技術上「符合規格」,但實際上無法組裝的電路板。在本文中,我想帶您了解什麼是公差分析、它如何應用於 PCB,以及工程師用來預測最壞情況的三種主要方法。我們也會說明現代製造商如何處理這個問題,確保您的......
PCB 銅箔平衡:透過 JLCPCB 實現最佳性能與高良率
重點摘要 銅箔平衡會策略性地在 PCB 各層分布銅箔,形成均勻密度,避免翹曲、電鍍不均、蝕刻不一致與訊號完整性問題。 理想銅密度目標落在 40%–60% 黃金比例,對稱層之間的密度差異應依 IPC-6012 標準控制在 15%–20% 以內。 盜銅/補償銅(點狀圖案或交叉網格)可在電鍍期間均衡電流密度,同時不會在稀疏訊號層上引入寄生電容。 JLCPCB 將銅箔平衡整合進自動化 DFM 檢查與拼板級製造流程,在高可靠性領域可實現低於 0.5% 的翹曲率。 常見錯誤包括忽略內層大面積空白區、將盜銅圖案放得太靠近高速走線(3W 規則),以及留下未連接任何網路的浮動銅島。 銅箔平衡是實現高良率、可靠印刷電路板時最重要卻又最常被忽略的要素之一。它是指在各層以及每一層內策略性地分布銅箔,以形成均勻密度。這可避免電路板翹曲、電鍍不均、蝕刻不一致與訊號完整性問題等製造缺陷。在 JLCPCB,我們將銅箔平衡原則整合到可製造性設計(DFM)檢查與精密製造流程中,確保從原型到量產都能獲得一致結果。 本完整指南將探討有效銅箔平衡背後的原理、挑戰、設計最佳實務與先進製造技術。本文結合實際製造經驗與產業標準,為希望最佳化性能......
PCB銑切成型與尺寸公差之機械對策
硬體研發後期時常會出現讓人頭痛的狀況:電子工程師看著全數通過的電性測試報告鬆一口氣,結構工程師拿到新打樣的PCBA卻滿臉難色—整塊主板完全塞不進高精度CNC鋁合金中框。若是強行壓入,板材會受力彎曲,片式MLCC電容也容易應力龜裂;拿銼刀手工打磨板邊,又會刮傷外層銅箔,甚至引發線路短路。 這種「電性功能全數合格,機構組裝直接報廢」的狀況,多半是研發團隊前期設計時,輕忽了電路板實體邊界的加工限制。在EDA軟體無限縮放的繪圖介面中,板框僅是一條理想、無粗細的數學線段;但實際製造流程中,要將單片板子從大片覆銅板分離,靠的是每分鐘數萬轉的高速機械銑刀。 只要牽涉機械切削,就一定伴隨摩擦、震動與尺寸誤差。完整弄懂PCB銑切成型的工藝原理,是確保軟硬結合板、整機組裝良率的必備基礎。 一、刀具與板材的受力交互:CNC銑切PCB的真實加工狀況 若要精準控制尺寸公差,必須先認識工廠實際加工流程。當板子完成曝光、壓合、電鍍所有工序後,整片拼板會送入電腦數控成型機(CNC Router)。 PCB銑切並非像剪刀一樣直接剪斷板材,而是依靠高速旋轉的硬質合金銑刀,持續切削FR-4玻纖樹脂基材,整個切削過程會產生多重干擾尺寸的......
孔環尺寸設計與PCB防破孔實操指南
PCB設計軟體裡畫出來的過孔、焊盤都是標準同心圓,理論上鑽孔中心和焊盤中心完全重疊。但圖面送到板廠量產,經過多層板高溫壓合、數控鑽機高速鑽孔後,實際做出來的板子總會出現位置偏差。 鑽孔機鑽頭高速轉動會產生輕微晃動,板材受熱後不同方向伸縮量不一樣,多層對位設備本身也存在固定機械公差,最終成型的孔洞很容易偏離焊盤中心。而孔洞外圍剩下的一圈銅皮,也就是業界常說的孔環(Annular Ring),就是防止線路斷路、孔壁銅皮脫落的關鍵結構。如果孔環預留寬度不足,一點點鑽孔偏移就會出現破孔問題,整塊板直接開路報廢,整批產品都可能返工。 一、基礎計算公式與實際生產取值 孔環指的是鍍通孔、普透過孔鑽孔完成後,鑽孔外沿到焊盤外圈之間剩餘銅箔的單邊寬度,直接決定板子加工後線路能否穩定導通。 1. 通用計算方式 單邊孔環寬度計算公式: 參數說明: AR:單邊孔環寬度 Dpad:過孔/元件焊盤整體外徑 Ddrill:工廠實際加工用的鑽頭直徑 重點區分:圖面標示的成品孔徑≠鑽頭尺寸。為了後續電鍍銅層覆蓋孔壁,鑽頭直徑一般會比最終成品孔徑大0.1~0.15mm。 舉個實際案例:8層伺服器背板設計過孔,焊盤外徑20mil,要求......
適配物聯網小型化趨勢:半孔PCB實操設計與車間生產要點
當下物聯網穿戴產品、5G、Wi-Fi 6E高速模組市場需求持續走高,電子產品硬體整體設計全面走向輕薄化、模組化。硬體工程師日常最棘手的難題,就是整機厚度、PCB板面空間極度受限的前提下,如何實現子板與主機板高密度、高穩定的電氣對接,這也是PCB量產階段常見的製程卡點。 半孔PCB早年僅作為IPC標準裡小眾特殊工藝,隨著無連接器闆對板直連方案普及,現已成為各類模組化硬體的主流結構。此製程將電路板邊緣金屬化通孔對半銑切形成導電接觸面,省去外接連接器,反覆測試插拔壽命更長,射頻線路阻抗連續性更好,大量高端設備的底層互連設計都會選用此方案。 一、半孔成型基礎製程邏輯 PCB業所說半孔,是開設在電路板外形邊緣的金屬化通孔。標準加工流程為先完成通孔內壁鍍銅,待電路板整體外形銑削工序,數控銑刀沿通孔中心對半分割,板邊露出半圓或四分之一圓弧的金屬導電凹槽。 不同職位工程師對此叫法有差異:工業背板選型多稱鍍半孔,射頻模組佈線常叫城堡孔,EDA設計軟體與工廠光繪文件中兩種名稱都會標註。 二、焊點加固原理:毛細爬升提升焊接可靠性 子板透過半孔貼片焊接至主機板,焊點牢固度遠優於常規側邊焊盤。回流焊高溫環境下,熔融錫膏會沿......