
錫膏印刷缺陷:精密鋼網如何避免組裝失效
1 分鐘
- 常見錫膏印刷缺陷及其影響
- 根本原因:為什麼會發生錫膏印刷缺陷?
- 鋼網工程如何影響錫膏印刷良率
- 使用錫膏檢查(SPI)量化缺陷
- 為什麼選擇 JLCPCB 精密鋼網以提升 FPY?
- 錫膏印刷缺陷常見問題
- 結論:使用精密鋼網預防 SMT 缺陷
重點摘要
70% 規則:約 70% 的 SMT 缺陷源自錫膏印刷階段,因此這是最需要最佳化的關鍵製程。
根本原因:橋接、錫膏不足、對位偏移與塌陷等缺陷,通常來自鋼網張力、製程參數(壓力、速度),以及錫膏化學特性/環境條件。
面積比很重要:依 IPC-7525,維持開孔面積比(AR)高於 0.66,是確保錫膏轉移效率、避免長期錫量不足的必要條件。
SPI 是關鍵:自動錫膏檢查會量測高度、覆蓋率與體積,在回焊前捕捉缺陷,實現以數據驅動的製程控制。
鋼網品質:具備電拋光、奈米塗層與 304 HTA 不鏽鋼的高品質鋼網,是提升一次通過率(First Pass Yield)的最具成本效益方案。
70% 規則已在產業實務中得到驗證:約 70% 的 SMT 缺陷來自印刷機。如果錫膏沉積本身不良,即使後續貼裝與回焊選項正確,也無法修正問題。元件越小,容錯空間就越低。越早掌握印刷製程,就越能提高良率並降低重工成本。
本指南將討論會影響焊料行為的機械與環境因素,例如鋼網張力與環境濕度。您將理解精密治具背後的概念,以及它如何將印刷製程從變動因素轉化為可重複流程。
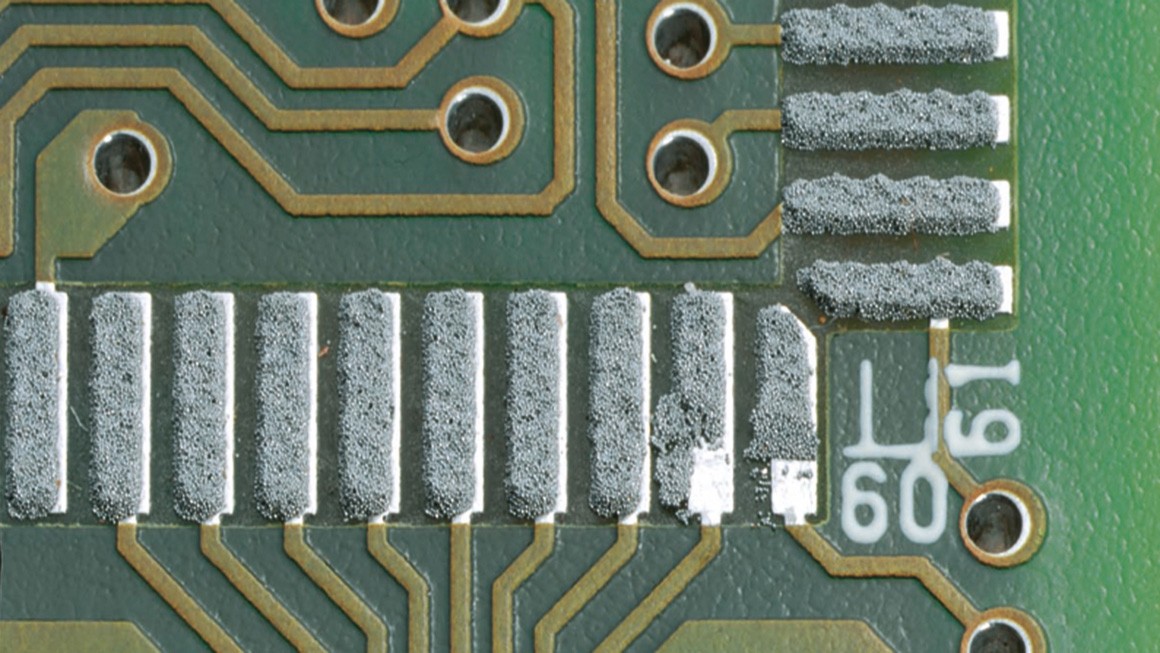
常見錫膏印刷缺陷及其影響
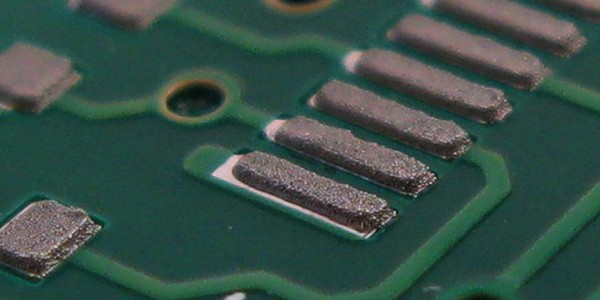
良好的錫膏沉積,可用來預測焊點可靠性。每一種缺陷類型,都會帶來不同的後續風險。
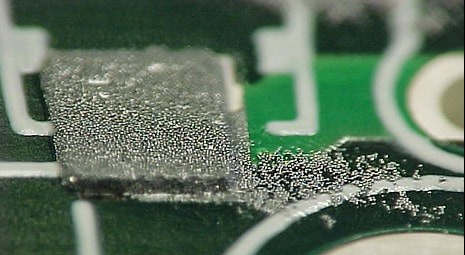
焊錫橋接與錫膏拖 smear
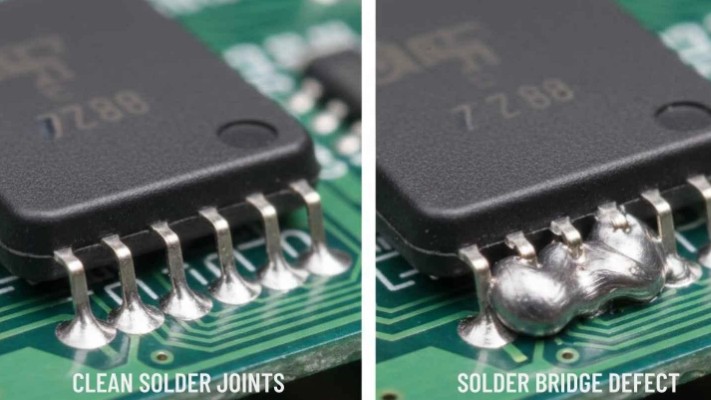
焊錫橋接,也就是兩個導體之間出現多餘焊錫,會形成短路。對細間距封裝(QFN 與 micro-BGA)而言,微小導體間隙會讓這個問題變得非常嚴重。
橋接通常有前兆,也就是拖 smear。當鋼網與 PCB 之間的密封不良時,錫膏會滲出,導致下一片板上出現錫珠,或在防焊層上留下焊料殘留。
更多修正策略可參考 JLCPCB 的防止焊錫橋接指南。
錫膏不足
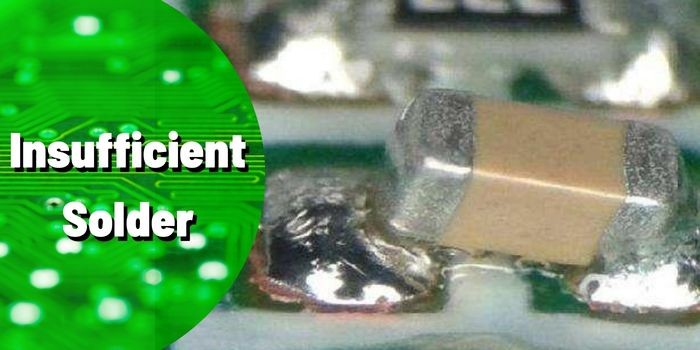
錫膏不足可能造成開路焊點,也可能產生能通過電性測試、卻在熱應力或振動應力下失效的焊點。對 BGA 元件而言,這是非常嚴重的情況,因為焊點同時是唯一的機械與電氣連接。
5 球規則(IPC-7525)
最小開孔尺寸應至少為最大焊粉顆粒直徑的 5 倍。以顆粒最大 38 µm 的 Type 4 錫膏為例,最小開孔約為 0.19 mm;Type 5(顆粒最大 25 µm)則約為 0.125 mm。低於此比例時,表面張力會讓錫膏留在開孔內,而不是乾淨釋放到焊盤上,導致細間距元件出現錫膏不足。
偏移與對位不良
當錫膏沉積未正確形成,並且偏離 PCB 焊盤時,就稱為對位不良。若焊盤偏移超過焊盤寬度的 20%,對細間距元件而言通常會被視為品質問題,也是製程控制中常見的管控指標。
在回焊過程中,雙端元件若其中一側焊盤先潤濕,兩側表面張力差異就會成為墓碑效應最常見的原因。
塌陷與刮挖效應
如果錫膏在鋼網分離後向側邊塌陷,就稱為「塌陷」。其結果是焊盤之間的間距縮小,並在回焊時造成橋接。助焊劑在冷態(室溫)下黏度較高,在熱態(回焊爐中)黏度較低。
造成錫膏量不足的另一個原因是「scooping」(也稱 scavenging,刮挖效應),也就是刮刀太軟或刮刀壓力過大,導致刮刀挖入大型開孔,把錫膏帶走,而不是乾淨刮過鋼網表面。結果是錫膏沉積中央呈凹陷,高度降低,進而導致功率元件與大型焊盤上的焊錫量不足。改用較硬的金屬刮刀,或降低刮刀壓力,通常可以修正此問題。
| 缺陷 | 外觀特徵 | 後續風險 |
|---|---|---|
| 焊錫橋接 | 導體之間連在一起 | 電氣短路、元件失效 |
| 錫膏不足 | 缺少沉積或沉積過薄 | 開路、焊點薄弱 |
| 對位不良 | 錫膏沉積偏離中心 | 墓碑效應、潤濕不良 |
| 拖 smear | 焊盤區域外出現殘留 | 錫珠、隨機短路 |
| 刮挖效應 | 錫膏表面呈凹陷 | 焊點體積不足 |
| 塌陷 | 錫膏邊緣擴散 | 回焊期間橋接 |
可選有框/無框、電拋光、奈米塗層、階梯鋼網、SMD 點膠鋼網等多種選項。最低 $3 起。無 MOQ。最快 12 小時生產。
立即領取 $11 優惠券 >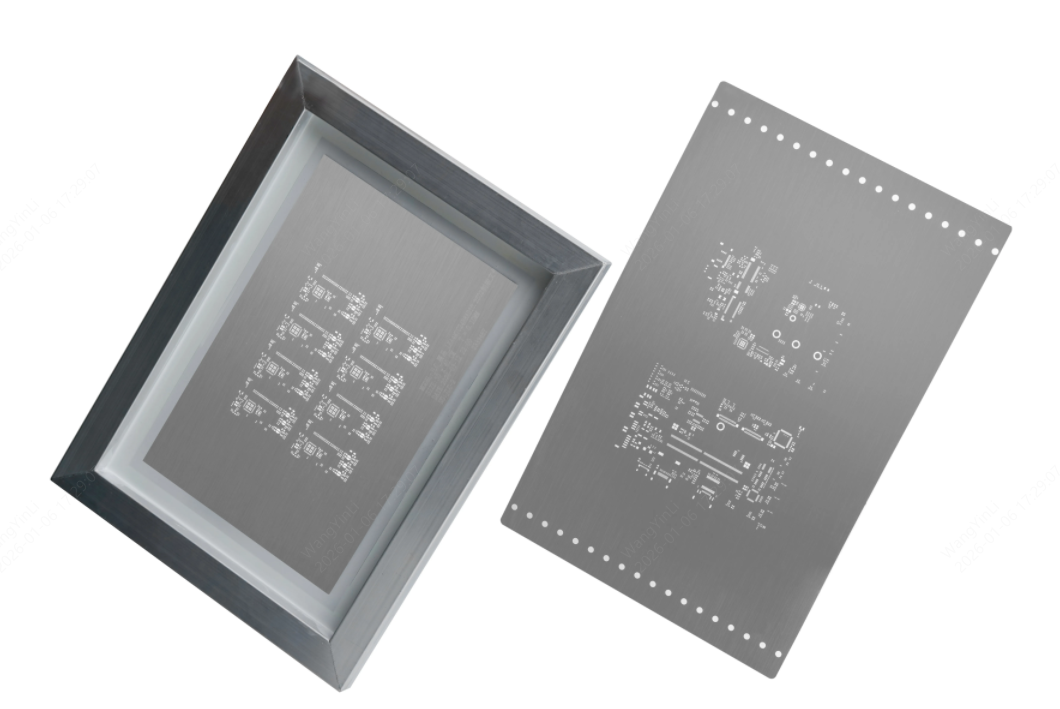
根本原因:為什麼會發生錫膏印刷缺陷?
完整診斷分析時,必須同時考量印刷機硬體、鋼網工程、錫膏材料科學與周圍環境,因為這些因素都可能讓製程更接近受控狀態,也可能讓製程偏離控制。
鋼網變數:張力與幾何
如果刮刀行程期間鋼片張力不足,鋼網與 PCB 之間的密封就會受損,進而造成錫膏拖 smear。
實際沉積錫膏體積與理論開孔體積之比稱為轉移效率(Transfer Efficiency,TE)。它受面積比(Area Ratio,AR)影響,而 AR 是開孔開口體積與開孔壁面積之間的比例。
最低面積比(IPC-7525)
產業最低 AR 值為 0.66(依 IPC-7525)。低於此閾值時,錫膏對開孔壁的附著力會大於對 PCB 焊盤的附著力,因此在鋼網抬起時,錫膏會留在開孔內,而不是釋放到焊盤上。這是細間距元件錫膏不足的主因,也是追查長期漏印或低錫量缺陷時,最先需要檢查面積比的原因。
製程參數:壓力、速度與分離
- 刮刀壓力:通常為每毫米刮刀長度 0.3–0.5 N,細間距元件偏好較低壓力。過高壓力會造成「刮挖效應」,也就是刮刀把錫膏從大型開孔中擠走,而不是乾淨轉移到焊盤上。
- 刮刀速度:25–50 mm/s。較慢速度(接近 25 mm/s)有助於細間距開孔完整填充;較快速度(接近 50 mm/s)適合較大元件與更高吞吐量,但窄開孔可能出現填充不足風險。
- 分離速度:細間距作業通常為 0.1–3 mm/s。速度過高會產生高而細的錫膏尖峰,導致塌陷或彼此干擾。
錫膏化學特性與環境
錫膏具有觸變性,也就是受到應力時會變稀,而在不受應力時會重新形成膏狀。溫度應維持在 22°C–26°C;若溫度過高,錫膏會變稀並出現塌陷。濕度則應維持在 45% ± 5%。
當濕度過高時,助焊劑吸濕性會增加,並在回焊期間造成錫珠。由於冷凝可能造成化學失衡,從冰箱取出的錫膏必須先在室溫下回溫 2–4 小時,再打開容器。
雖然多種因素都會影響錫膏印刷良率,但最根本的限制仍是鋼網品質。
鋼網工程如何影響錫膏印刷良率
印刷機參數可以設定,但如果鋼網工程設計不佳,機台仍然會產生缺陷。
鋼網品質是印刷良率的最終上限,因此專業治具是避免 SMT 焊接缺陷最具成本效益的方法。
304 HTA 不鏽鋼與鋼片張力
高品質鋼網會使用 304 HTA(Tension Annealed,張力退火)不鏽鋼,這種材料專為高應力應用而設計,可在數千次印刷循環中維持高平整度與內部張力。
此材料可避免鋼網下垂,確保與 PCB 形成均勻密封,並消除對位不良與拖 smear 等錫膏印刷問題。
開孔幾何與開孔製程標準
透過雷射切割,開孔精度可達 ±0.003 mm,且開孔會依焊盤尺寸調整。開孔製程標準通常會將大型焊盤縮小 10–20%,以避免錫膏量過多;或增加小焊盤開孔,以確保適當沉積量。
遵循嚴格的開孔製程標準,是避免細間距元件錫膏不足的必要條件。
表面處理
鋼網表面處理也會對錫膏印刷製程造成巨大影響。
電拋光
電拋光是一種使用電化學製程去除開孔壁微小毛邊的方法。經處理後,開孔壁會更平滑,可降低摩擦,並提供接近 100% 的錫膏釋放效果。
奈米塗層
鋼網底面與開孔壁會經過疏水/疏油塗層處理。它可抵抗助焊劑與焊料顆粒附著,有助於減少鋼網下方滲錫,並將鋼網底部清潔間隔從每 1–3 次印刷延長到每 20–50 次印刷。這對高產量生產而言,是巨大的吞吐量改善。
使用錫膏檢查(SPI)量化缺陷

「無法量測,就無法管理。」自動 SPI 是連結印刷製程健康狀態與可量測、可行動數據之間的計量橋樑。
SPI 機台會針對每個錫膏沉積點量測三個關鍵指標:
- 高度(Z 軸):可偵測刮挖效應或錫膏沉積過厚。
- 橋接和/或焊盤覆蓋率(X-Y footprint)偵測。
- 體積:最關鍵的量測項目,根據高度與面積資料計算,用於確保焊點形成所需的焊料量足夠。
SPI 的診斷能力強大之處在於它可以「讀取」趨勢。如果多片板上的錫膏體積逐漸下降,可能代表刮刀磨耗或鋼網逐漸堵塞。若所有焊盤點突然出現一致 X-Y 偏移,則代表板夾持或視覺系統存在機械對位問題。
透過在電路板進入回焊爐前捕捉錫膏檢查缺陷,SPI 可避免回焊後重工所帶來的更高成本。
實作指南可參考 JLCPCB 完整錫膏檢查(SPI)指南。
為什麼選擇 JLCPCB 精密鋼網以提升 FPY?
無論是快速原型還是量產,鋼網供應商的品質都是印刷良率的主要決定因素。JLCPCB 提供專業級鋼網,其工程設計可針對本指南中討論的所有變數進行最佳化。
技術規格
- 雷射精度:±0.003 mm 公差,確保開孔完全符合設計規格。
- 材料:304 HTA 不鏽鋼,可維持鋼片張力與密封效果。
- 厚度:0.06 mm 至 0.3 mm,分別適用於超細間距元件與高功率電子;涵蓋大多數產業標準。
- 製程:奈米塗層、電拋光、階梯鋼網,以及適用於複雜多元件電路板的抗超音波膠材。
物流優勢
- 製作時間:業界領先,最快 12 小時交付。
- 價格:最低 $3 美元起,無最低訂購量。
- 全球運送:支援 180+ 國家與地區。
- 訂購:上傳 Gerber 或 DXF 檔案,最快 5 分鐘即可取得報價。
錫膏印刷缺陷常見問題
Q:有框鋼網與無框鋼網有什麼差異?
有框鋼網安裝在剛性鋁框中,可為自動 SMT 產線提供最佳穩定性與重複性。無框鋼網(鋼片)則需要搭配張網系統使用,適合原型製作,成本較低且容易收納;但也更容易受損,如果處理不當,印刷時可能無法正確對位。
Q:印刷應使用哪種焊粉?
顆粒尺寸必須匹配鋼網上的最小開孔。5 球規則(依 IPC-7525)指出,最小開孔應至少為最大焊粉顆粒直徑的 5 倍。對多數現代 SMT 作業,直到 0.5 mm pitch,Type 4 錫膏(顆粒最大 38 µm)是預設選擇。對 0201、01005 與 0.4 mm pitch BGA,則應改用 Type 5(顆粒最大 25 µm),讓錫膏能從極小開孔中乾淨釋放。顆粒過大可能阻塞開孔,導致錫膏不足。
Q:什麼時候需要階梯鋼網?
階梯鋼網是具有多種鋼片厚度的鋼網。當同一片板上的不同元件需要不同錫膏量時,就需要使用它。例如,細間距 BGA 元件可能需要 0.1 mm 錫膏厚度,而大型電源連接器可能需要 0.15 mm 錫膏厚度,才能提供足夠支撐。
Q:鋼網底面應多久清潔一次?
在沒有表面處理的情況下,細間距作業的標準做法是每 1–3 次印刷清潔一次。具備奈米塗層的鋼網可將清潔間隔延長至每 20–50 次印刷。如果 SPI 數據顯示錫膏體積逐漸下降,代表鋼網底面可能正在累積錫膏,此時也應提高清潔頻率。
結論:使用精密鋼網預防 SMT 缺陷
錫膏缺陷並非不可避免。透過以 70% 規則作為指南,並最佳化鋼網工程,企業可以大幅提高一次通過率。
成功需要平衡鋼網張力與濕度等變數。投資精密治具仍是最具成本效益的改善方式。它能將一個容易波動的製程階段,轉化為穩定且可重複的操作。
持續學習
SMD 組裝 vs THT 組裝:實用指南
每一個 PCB 設計最終都會面臨同樣的分岔點:這個零件應該使用 SMD 還是 THT?而這個選擇對製造產線實際代表什麼? SMD 與 THT 組裝的差異,遠不只是元件選型而已。它們需要兩套完全不同的製造工具鏈,也會引入截然不同的缺陷模式。 對混合技術佈局而言,一個關鍵的中間步驟是底面點膠製程。這個階段會點塗精準的熱固性環氧樹脂膠點,將表面黏著元件固定在基板上,確保電路板進入波峰焊前元件保持穩固。若沒有這一步,劇烈流動的熔融焊錫波會把元件沖掉。 本指南將說明每種組裝流程實際如何運作、鋼網在 SMD 良率中扮演什麼角色、混合技術板暗中依賴哪些關鍵步驟,以及該如何在兩者之間做出選擇。 SMD vs THT 組裝快速總覽 SMD 組裝使用表面黏著技術,透過錫膏、精密鋼網與回焊,將元件安裝到表面焊盤上。 THT 組裝會將有引腳元件插入電鍍孔中,再透過波峰焊、選擇性焊接或手工焊接形成接點——不需要錫膏鋼網。 現代電路板幾乎都是混合技術:SMD 用於高密度設計,THT 則用於連接器、變壓器與較重的零件。 混合板底面的 SMD 元件需要使用 SMD 點膠鋼網,在波峰焊前固定元件——這是多數文章會略過的步驟。 60......
手動取放:具成本效益的 SMT 替代方案
手動取放重點摘要 手動取放使用手持式真空吸筆與定位平台,透過人工方式放置 SMD 元件,可在原型組裝中取代鑷子。 它最適合 1 到 50 片電路板的生產批次;在這種數量下,自動 SMT 貼片機超過 $10,000 的設定成本通常不具經濟效益。 完整的手動工作站成本約為 $300 至 $500,相較於入門級自動貼片機超過 $10,000 的成本更低。 SMT 鋼網品質是影響手動放置精度的最大因素:均勻的錫膏沉積可穩定元件,並防止回焊期間位移。 最常見的四類缺陷——吸嘴釋放問題、錫膏拖 smear、放置疲勞與墓碑效應——都可追溯到真空調整或錫膏沉積控制。 具備電拋光開孔與奈米塗層的精密雷射切割鋼網,可讓手動流程在 0603 與 0402 元件上接近工業級重複性。 原型組裝常會暴露 SMT 流程中的效率不足問題。使用鑷子時,對位與放置流程容易產生多種誤差。而工業用貼片機的投資與安裝成本又相當高。 如果您正在製作小批量產品,可能需要使用手動取放。取放方式——也就是輔助放置工具——可提高精度與重複性。如果您不需要進階自動化,結構化的手動配置也能達到良好結果。 放置品質取決於最佳化的人體工學,以及高精度 SM......
錫膏印刷缺陷:精密鋼網如何避免組裝失效
重點摘要 70% 規則:約 70% 的 SMT 缺陷源自錫膏印刷階段,因此這是最需要最佳化的關鍵製程。 根本原因:橋接、錫膏不足、對位偏移與塌陷等缺陷,通常來自鋼網張力、製程參數(壓力、速度),以及錫膏化學特性/環境條件。 面積比很重要:依 IPC-7525,維持開孔面積比(AR)高於 0.66,是確保錫膏轉移效率、避免長期錫量不足的必要條件。 SPI 是關鍵:自動錫膏檢查會量測高度、覆蓋率與體積,在回焊前捕捉缺陷,實現以數據驅動的製程控制。 鋼網品質:具備電拋光、奈米塗層與 304 HTA 不鏽鋼的高品質鋼網,是提升一次通過率(First Pass Yield)的最具成本效益方案。 70% 規則已在產業實務中得到驗證:約 70% 的 SMT 缺陷來自印刷機。如果錫膏沉積本身不良,即使後續貼裝與回焊選項正確,也無法修正問題。元件越小,容錯空間就越低。越早掌握印刷製程,就越能提高良率並降低重工成本。 本指南將討論會影響焊料行為的機械與環境因素,例如鋼網張力與環境濕度。您將理解精密治具背後的概念,以及它如何將印刷製程從變動因素轉化為可重複流程。 常見錫膏印刷缺陷及其影響 良好的錫膏沉積,可用來預測焊點......
焊珠預防:PCB 鋼板設計與製程控制如何實現零缺陷迴焊
在現代 SMT 組裝中,焊點品質早在迴焊爐啟動之前,就已經由錫膏印刷階段決定。當這一步沒有被妥善控制時,迴焊後就會出現後果:在元件焊墊周圍散落著細小球狀焊錫顆粒,也就是錫珠。 對於處理高密度組裝的工程師來說,這類缺陷既熟悉又令人挫折,因為只要某個製程變數偏離最佳範圍,它們就會再次出現。本指南將以工程角度切入錫珠預防,聚焦於根本原因、高精度鋼網設計原則與製程最佳化。 快速解答:如何預防錫珠 如果你正在尋找能立即降低 SMT 組裝中錫珠的方法,請優先關注以下關鍵製程控制: 最佳化鋼網開孔:將開孔尺寸縮小至焊墊面積的 80–90%,尤其是晶片型元件。 升級鋼網表面處理:使用電解拋光或奈米塗層,以確保錫膏乾淨釋放。 控制環境:將車間濕度維持在 60% 以下,以避免助焊劑吸收水分。 管理錫膏曲線:確保迴焊升溫速率低於 3 °C/s,以避免溶劑飛濺。 選擇合適錫膏:Type 4 或 Type 5 錫膏可改善細間距組裝的印刷解析度,間接減少過量錫膏擴散與錫珠形成。 實施這些預防措施的第一個關鍵步驟,就是使用高品質 PCB 鋼網。JLCPCB 提供以高精度雷射切割製造的客製化鋼網,這對控制錫膏量至關重要。 什麼是......
如何使用 BGA 鋼板進行 SMT 組裝與錫球重置(設計與製程指南)
只要在實驗室待過一段時間的人,都知道那種感覺。你把一顆 BGA 晶片翻過來,看著它的底部。平的。沒有明顯特徵。沒有腳。沒有引腳。只有一整排細小的銀色凸點。 第一個念頭通常是:我到底要怎麼焊這東西? Ball Grid Array(BGA,球柵陣列)封裝本質上是一種取捨。你可以在極小的封裝面積中獲得驚人的 I/O 密度。但每一個連接點都被藏在下面。你看不到它們,也無法用烙鐵去碰它們。老實說,在我掀掉過比自己願意承認還多的焊墊之後,我學到一件事:學會處理 BGA 元件,重點不是擁有外科醫師般穩定的雙手,而是控制錫膏體積。 唯一能提供這種體積控制的工具,就是精密的 BGA 鋼網。一旦你有了正確的鋼網,無論是用於初次電路板組裝,還是晶片重植球,BGA 作業就不再像賭博,而會變成可重複的製程。 快速解答:BGA 鋼網設計與選擇指南 若要避免 BGA 元件下方發生橋接短路與空洞,請確保你的鋼網符合以下基礎參數: 鋼網厚度:標準 BGA pitch(0.5 mm - 0.8 mm)建議使用 0.10 mm 至 0.12 mm。超細間距(0.4 mm)則建議使用 0.08 mm。 開孔尺寸: 開孔可設計為與 PC......
熱風表面貼裝焊接:逐步指南
重點整理 熱控制就是關鍵:熱風 SMD 焊接可同時將均勻熱量傳遞到所有焊墊,避免使用烙鐵焊接細間距元件時常見的焊墊掀起與冷焊問題。 氣流會吹飛小零件:針對 0402/0201 被動元件,請將氣流設定在 10–20%,以避免白努力效應讓微小電阻變成「飛射物」。 鋼網精度可防止墓碑效應:精密切割的 SMT 鋼網可在兩側焊墊上沉積等量錫膏,平衡迴焊時的表面張力扭矩,避免單側翹起。 銀色閃光就是你的訊號:觀察錫膏由暗灰色轉為亮銀色的瞬間,這代表已達到峰值液相狀態。之後 30 秒內不要移動板子。 預熱可保護板子:60–120 秒的均熱階段可活化助焊劑、平衡熱質量,並防止 FR4 基材出現爆米花效應。 任何曾經嘗試用烙鐵焊接 0402 電阻或細間距 QFN 的人,都懂那種痛苦:焊墊被掀起、冷焊,以及一開始焊接前根本不存在的橋接。 熱風表面黏著焊接能消除這些問題,因為它會將受控且一致的熱量傳遞到元件的整個表面接觸區,而不是像烙鐵式 SMD 焊接那樣只加熱單一接觸點。 就操作門檻而言,它介於烙鐵與工業迴焊爐之間;不像烙鐵那麼容易上手,但在重複性方面遠比單純使用熱風槍更接近工業迴焊結果。不過,要達到工廠級品質,關鍵......