
如何像專業人士一樣清潔烙鐵頭:工具、步驟與技巧
1 分鐘
- 常見烙鐵頭問題(發黑、氧化與燒焦的烙鐵頭)
- 清潔烙鐵頭必備工具
- 如何清潔烙鐵頭:逐步教學
- 清潔烙鐵頭時應避免的常見錯誤
- 如何延長烙鐵頭壽命(保養技巧與最佳實踐)
- 為何要清潔烙鐵頭?
在電子製造領域,從最簡單的 DIY 專案到複雜的航太原型製作,烙鐵頭(或稱「bit」)是最關鍵的介面。它是將熱能從加熱元件傳遞到焊點的最後一環。然而,它卻經常是工作台上最被忽視的工具。
許多工程師會仔細檢查他們的焊台品質——確認瓦數、溫度穩定性與升溫時間——卻忽略了烙鐵頭本身的狀態。氧化、凹陷或髒污的烙鐵頭會形成熱阻。無論你的焊台多昂貴,如果烙鐵頭無法良好潤濕,熱傳遞就會效率低落,導致焊點品質差與操作者挫折。
本指南將精確示範如何正確清潔烙鐵頭——不只是讓它看起來亮晶晶,而是恢復高效熱傳導並防止烙鐵頭過早失效。
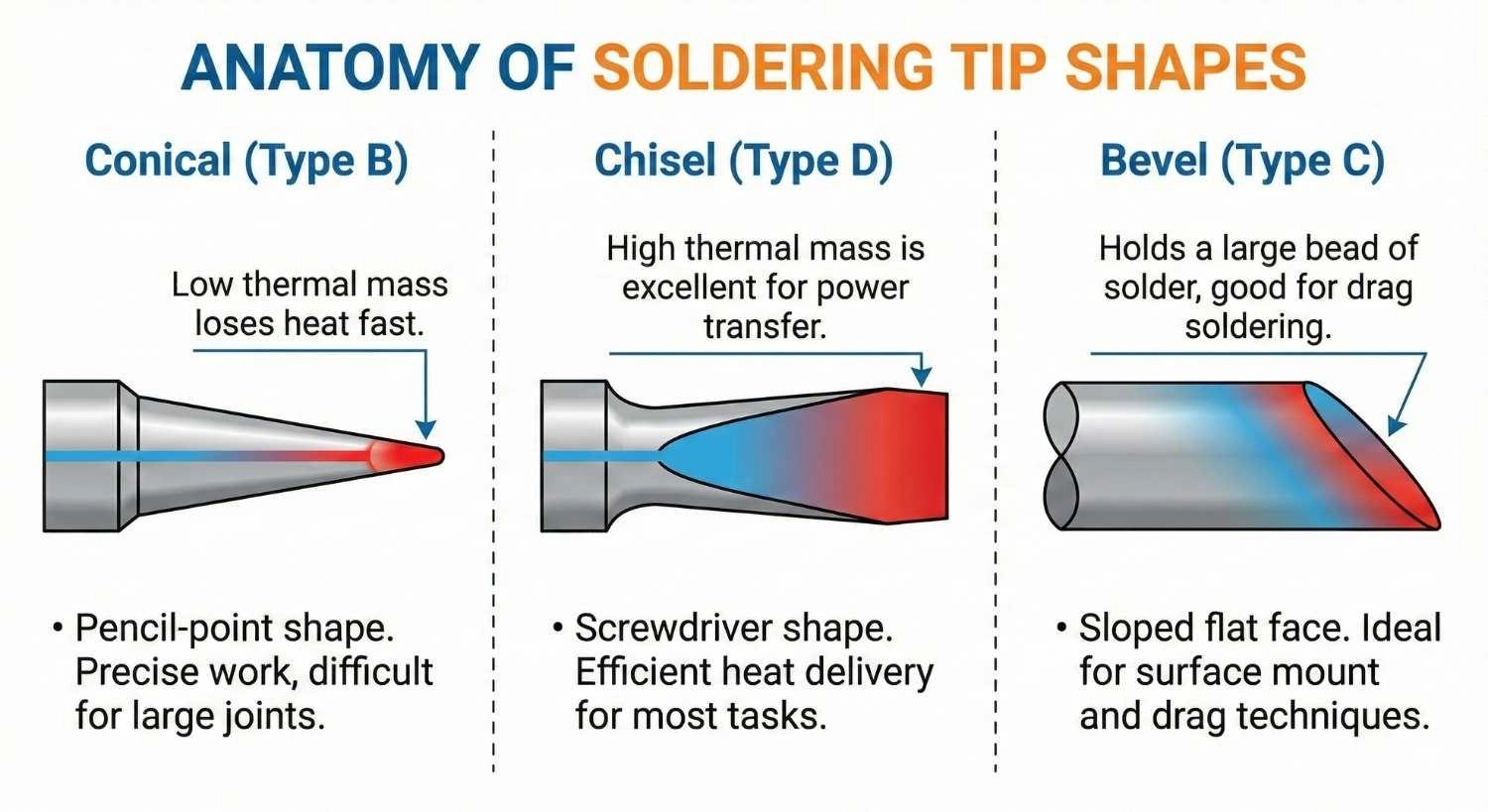
烙鐵頭形狀比較:圓錐形、鑿形與斜面型,展示不同的熱接觸面積。
備註:若想快速了解,請直接跳至下方逐步清潔章節。
常見烙鐵頭問題(發黑、氧化與燒焦的烙鐵頭)
辨識烙鐵頭狀態是修復的第一步。以下是你最常遇到的幾種情況。
「黑頭」(氧化)
這是最常見的問題。烙鐵頭呈現霧面黑色或深灰色。焊錫一接觸就縮成球並掉落,如同水珠落在疏水表面。這種現象稱為去潤濕。
● 原因:高溫閒置或收納前將烙鐵頭擦得太乾淨。
「凹坑頭」(腐蝕)
這是災難性失效。烙鐵頭表面可見孔洞、坑洞或粗糙被侵蝕的紋理。
● 原因:鍍鐵層被破壞。錫是銅的溶劑,一旦保護性鍍鐵層被刮傷(如砂紙)或侵蝕(如高錫無鉛焊料),熔錫會從內部溶解銅芯。此烙鐵頭無法挽救,必須報廢。
「燒焦助焊劑」烙鐵頭(烙鐵頭表面污染)
烙鐵頭靠近根部或軸部有厚實的黑色結塊,尖端可能還能用。
● 原因:過度使用助焊劑或將焊線推得太高,超出烙鐵頭軸部。
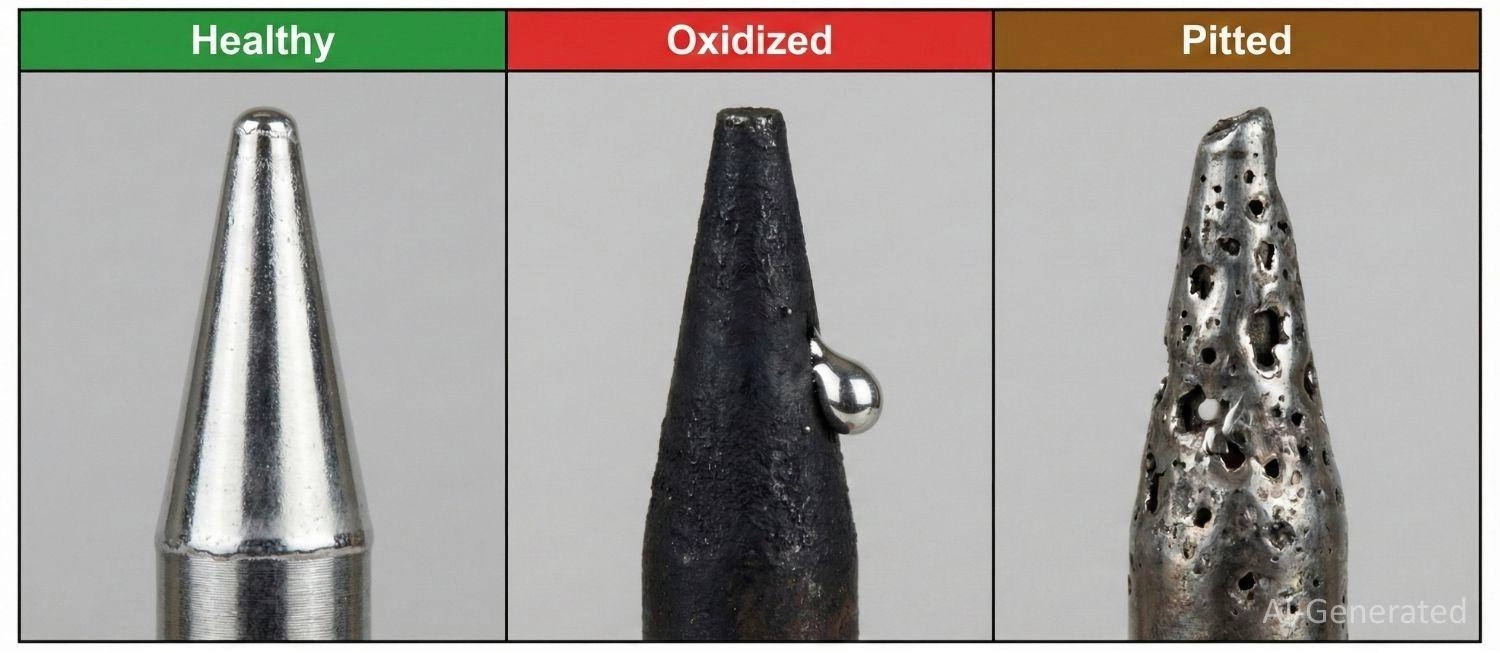
展示健康烙鐵頭、氧化去潤濕烙鐵頭與凹陷腐蝕烙鐵頭的對比。
清潔烙鐵頭必備工具
你無法用簡陋工具維護精密設備。開始焊接前,請確保工作台配備以下項目。
1. 黃銅或不鏽鋼絲球
現代清潔的黃金標準,尤其適用於無鉛焊料。
● 原理:低磨損性。金屬刨花比氧化物/助焊劑殘渣硬,但比烙鐵頭鍍鐵層軟。
● 熱優勢:與濕海綿不同,將烙鐵頭插入黃銅絲不會造成急遽溫降(熱衝擊),流程更穩定。

無需用水的黃銅絲烙鐵頭清潔器,可去除氧化。
2. 無硫纖維素海綿
傳統方法,仍適用於清除厚重助焊劑殘留。
● 要求:必須無硫(硫會腐蝕鐵),並搭配去離子水(自來水礦物質會結垢)。
● 警告:濕海綿的熱衝擊會讓烙鐵頭瞬間降溫 50℃–100℃。

無硫纖維素清潔海綿與去離子水瓶,用於焊接保養。
3. 烙鐵頭還原劑(活化劑)
小金屬罐內含焊錫粉與弱酸(常為磷酸銨)的固體膏狀混合物。
● 功能:你的「緊急重置鈕」。機械擦拭失效時,它可化學剝離氧化物。

化學烙鐵頭還原劑與活化劑,用於恢復氧化烙鐵頭。
4. 拋光棒
極端情況才用的專用研磨塊。清潔力強但會磨掉少量鍍層,請謹慎使用。
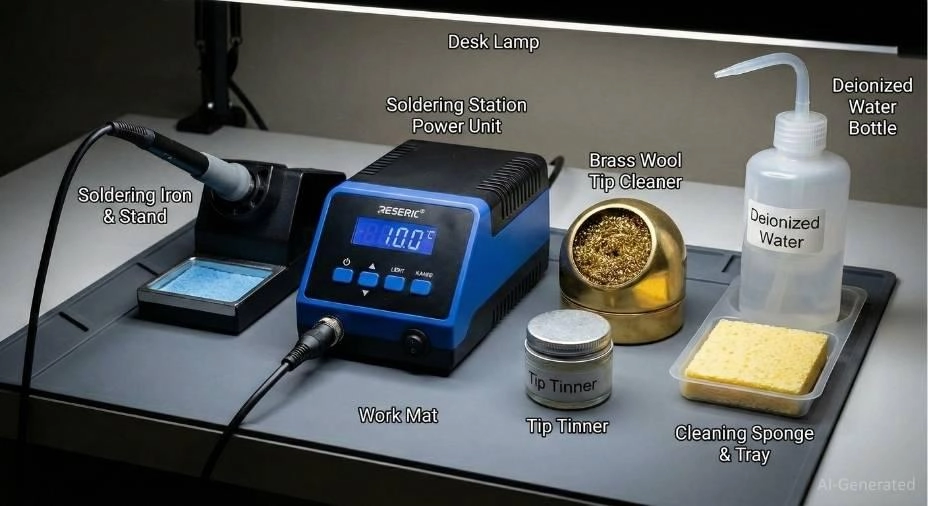
焊接保養必備工具:黃銅絲、纖維素海綿、烙鐵頭還原劑與去離子水。
如何清潔烙鐵頭:逐步教學
保養分兩類:每分鐘進行的例行循環,以及出問題時的深度清潔。
情況 1:例行烙鐵頭清潔(「工作中」循環)
目標:去除殘留助焊劑與舊焊錫,確保新鮮接觸。於焊接前立即執行。
步驟 1:加熱:讓烙鐵升至工作溫度(建議 350℃)。
步驟 2:擦拭:輕輕將烙鐵頭插入黃銅絲 2–3 次,稍微旋轉以清潔各面。
注意:勿暴力戳刺;要擦洗而非刺穿。

以旋轉方式用黃銅絲清潔烙鐵頭,去除氧化。
步驟 3:檢查:烙鐵頭應呈現亮銀色。

乾淨、光亮的烙鐵頭,展現良好潤濕性與鏡面效果。
步驟 4:焊接:立即移至 PCB 進行焊接。焊線內的助焊劑可在操作時保護烙鐵頭。
步驟 5:重新鍍錫:放回烙鐵架前,先給烙鐵頭上一小滴新焊錫。

收納前在烙鐵頭塗上新焊錫,形成抗氧化犧牲層。
情況 2:氧化烙鐵頭深度清潔(恢復黑頭)
目標:化學還原機械擦拭無法去除的氧化鐵層。
步驟 1:降溫:將焊台調至 250℃–300℃。
技術洞察:烙鐵頭還原劑為化學反應。400℃ 時化學物質會沸騰失效;280℃ 時可保持活性並清潔表面。
步驟 2:沾還原劑:將氧化的黑頭插入固體烙鐵頭還原劑/活化劑。會聽到嘶嘶聲並見到煙霧。

使用化學還原劑恢復氧化的黑色烙鐵頭。
步驟 3:旋轉停留:在熔融膏體中輕輕旋轉 3–5 秒,弱酸正在破壞氧鍵。
步驟 4:擦拭檢查:取出並在黃銅絲上用力擦拭,應呈現光亮。
步驟 5:封閉表面:立即給烙鐵頭上新的松香芯焊錫。暴露的鐵極易反應;若不用錫密封,幾秒內會再次氧化。
清潔烙鐵頭時應避免的常見錯誤
學會正確流程前,先戒掉這些會毀掉烙鐵頭的壞習慣。以下為手動組裝中導致烙鐵頭過早失效的最常見原因。
1. 收納前擦得太乾淨(潔淨悖論)
這是烙鐵頭的頭號殺手。使用者常在關機前用濕海綿把烙鐵頭擦得亮晶晶。
● 結果:你剝離了保護性焊錫層,讓裸鐵鍍層暴露於熱空氣中,冷卻時立即氧化。
● 解方:關機或放下烙鐵前,永遠在烙鐵頭留下一大滴焊錫作為「犧牲層」阻擋氧氣。
2. 使用砂紙或研磨劑
烙鐵頭是複合結構,不是純銅。表面有薄鍍鐵層(200–500 µm)。
● 結果:砂紙、銼刀或電動工具會在幾秒內磨穿鍍鐵層。銅芯一旦暴露,焊錫中的錫會溶解銅形成凹坑,烙鐵頭報廢。
● 解方:僅使用黃銅絲或化學還原劑。

錯誤清潔方式:用砂紙打磨烙鐵頭會剝離鍍層。
3. 海綿加自來水
● 結果:自來水含鈣、鎂等礦物質,煮沸後會在烙鐵頭形成硬質隔熱水垢。
● 解方:焊台海綿只使用蒸餾水或去離子水。
4. 過熱(溫度過高)
工程師常把溫度調到 400℃ 以上來焊大面積接地。
● 結果:超過 380℃ 後,氧化動力學呈指數加速。閒置幾分鐘烙鐵頭就會發黑。
● 解方:標準無鉛作業保持 350℃。若需更大功率,改用高熱容烙鐵頭(如鑿形),而非更高溫度。
5. 施加過大壓力
● 結果:用力壓焊盤不會加快導熱,只會折彎烙鐵頭並損傷 PCB 焊盤。
● 解方:清潔烙鐵頭恢復潤濕性。潤濕良好的烙鐵頭無需壓力即可瞬間導熱,讓焊錫橋接間隙。
6. 忽略助焊劑殘留(碳陷阱)
助焊劑必要,但也有腐蝕性。
● 結果:若「活性」(RA) 助焊劑殘留留在烙鐵頭軸部,會侵蝕鍍層。此外,用盡的助焊劑會碳化形成硬殼並向下蔓延至工作面。
● 解方:若見黑色殘留堆積,立即清除。日常使用中,選用RMA(弱活性松香)或免洗助焊劑以減少腐蝕。

烙鐵頭軸部堆積有害的碳化助焊劑殘留。
如何延長烙鐵頭壽命(保養技巧與最佳實踐)
通過 IPC 認證的專業技術員遵循嚴格協議,可讓烙鐵頭使用數月甚至數年。以下是他們的秘訣。
技巧 1:「犧牲層」策略
這是最重要習慣。放入烙鐵架前永遠不要將烙鐵頭擦得乾乾淨淨。
● 錯誤做法:許多使用者為了美觀把烙鐵頭擦到發亮後放入烙鐵架。亮鐵現在裸奔於熱空氣中,冷卻時立即氧化。
● 專業做法:關機或放下烙鐵前,永遠在烙鐵頭留下一大滴焊錫。
● 科學原理:這滴焊錫自我犧牲,外層形成氧化皮,內部熔錫將鍍鐵層密封隔氧。

烙鐵頭收納方式對比:錯誤乾燥收納導致氧化 vs 正確收納使用犧牲焊錫層。
技巧 2:溫度管理
焊台能到 450℃ 不代表你該用。
● 保持 350℃:標準無鉛焊接 (SAC305) 在此溫度是性能與氧化的最佳平衡。
● 啟用自動休眠:若焊台有「休眠」模式,請開啟,閒置時降溫至 200℃。
● 熱容優先於溫度:若焊大地線吃力,別再升溫,改用更大烙鐵頭(鑿形替換圓錐形)。大烙鐵頭儲熱多,可在更低、更安全的溫度焊接大焊點。
技巧 3:永遠不用研磨劑
烙鐵頭不是純銅,而是複合結構:
1. 銅芯:導熱。
2. 鍍鐵層:保護。
3. 鍍鉻層:限錫(僅在軸部)。若用砂紙、銼刀或電磨,會瞬間磨穿僅 200–500 µm 的鍍鐵層,銅芯一旦暴露,烙鐵頭即報廢。
技巧 4:選對助焊劑——並立即清除殘留
助焊劑是雙面刃:能清潔PCB 焊盤,也會腐蝕烙鐵頭。
● 避免「活性」助焊劑:高活性 (RA) 助焊劑含鹵素,會侵蝕鍍鐵層。日常組裝請用RMA(弱活性松香)或免洗助焊劑。
● 碳陷阱:助焊劑殘留若留在烙鐵頭太久會碳化變硬。若見軸部堆積黑色殘留,立即用濕海綿清除,避免硬化。
為何要清潔烙鐵頭?
烙鐵頭的主要功能是導熱。為達此目的,烙鐵頭鍍鐵層必須被焊錫「潤濕」。潤濕形成 Cu-Sn 金屬間化合物,讓熱量幾乎瞬間流入焊點。
當烙鐵頭髒污或氧化,這種金屬間鍵結被破壞。「黑色」氧化層成為強力熱阻,引發連鎖問題:
● 熱效率低:焊台設定 350℃,但氧化層阻擋下,實際到焊點可能僅 250℃。
持續學習
ESP32 與 Raspberry Pi:2026 年該如何選擇?
電池供電的智慧農業感測器與採用電腦視覺的工業檢測相機,雖然都屬於「物聯網(IoT)」範疇,但兩者的硬體需求截然不同。ESP32 與 Raspberry Pi 經常是硬體選型的核心,工程師卻常將它們視為可以直接替代的產品來比較。 實際上,前者專為超低功耗與確定性即時控制而設計,後者則將 Linux 多工處理及高運算效能帶到邊緣端。 本指南將說明: MCU 與 SBC 的架構差異 ESP32 與 Raspberry Pi 的效能及功耗比較 ESP32 與 Raspberry Pi 在物聯網及機器人領域的應用 ESP32 上的 TinyML 與 Raspberry Pi 上的邊緣 AI 同時採用兩種平台的混合式邊緣 AI 架構 ESP32 與 Raspberry Pi 專案的 PCB 設計注意事項 圖:ESP32-S3 與 Raspberry Pi 5 比較,並標示主要特色。 ESP32 與 Raspberry Pi 快速比較 若是電池供電的物聯網節點、即時感測器控制及裝置端 TinyML 推論,ESP32 是較合適的選擇。 Raspberry Pi 則適合 Linux 多工處理、電腦視覺及邊緣 AI ......
LED 符號指南:意義、電路圖、極性與類型
LED 符號是現代電路設計中最常用的電子符號之一。您會在電源指示燈、微控制器電路及 RGB 照明系統中看到 LED 符號。 無論是閱讀簡單電路圖,還是設計複雜的多層 PCB,瞭解 LED 電路圖符號都是正確閱讀及設計電子電路的基本能力。本指南將完整介紹發光二極體符號,從基本結構一路說明至實際 PCB 工作流程。 本指南將說明: LED 符號圖及其意義 極性:陽極與陰極 LED、一般二極體與光電二極體的差異 如何閱讀 LED 電路 符號方向規則 SMD 與 THT LED 符號 RGB LED 符號基礎 LED 封裝尺寸:0402、0603、5050 從電路圖到 PCB 圖:LED 電路圖符號,以及印刷電路板上發光中的實體 LED。 什麼是 LED 符號? LED 符號是在二極體符號旁加上兩個向外箭頭,用來表示光線向外發射。 更精確地說,它是發光二極體(Light Emitting Diode)的電路圖表示方式。 符號由指向垂直線的三角形,也就是標準二極體形狀,以及兩個代表光子發射的斜向箭頭組成。 此符號由最新版 IEC 60617 定義;這是目前仍有效的國際電路圖圖形符號標準。 注意事項 先前的 ......
如何讀懂 MOSFET 符號:NMOS、PMOS、箭頭與本體二極體
如果您曾經打開原理圖,看著 MOSFET 符號困惑哪個端子是源極、為什麼閘極中間有間隙,或為什麼兩個看似相同的符號箭頭方向卻不同——您並不孤單。 MOSFET 原理圖符號會在一個小圖形中包含四項獨立資訊:通道極性、工作模式、端子識別,以及元件類型。只要正確讀懂這四個線索,無論是在功率電子資料表、CMOS 邏輯圖,還是 EDA 元件庫中遇到 MOSFET 符號,都能立刻看懂。 本指南涵蓋內容: 如何識別 NMOS 與 PMOS 符號 IEEE/IEC 符號與簡化 IC 符號中的箭頭方向如何不同 增強型與耗盡型 MOSFET 符號 三端子與四端子 MOSFET 符號 功率 MOSFET 中的本體二極體方向 資料表、CMOS 原理圖與 EDA 工具中使用的 MOSFET 符號慣例 如何讀懂 MOSFET 符號:5 個視覺線索 圖:N 通道增強型 MOSFET 符號的原理圖拆解 特徵 意義 箭頭向內 NMOS(詳細樣式) 箭頭向外 PMOS(詳細樣式) 虛線通道 增強型(常關,Normally OFF) 實線通道 耗盡型(常通,Normally ON) 閘極泡泡 PMOS(IC 樣式) 這五個視覺線索,足......
斷路器符號解析:IEC、ANSI、MCB 與極數配置符號
電氣原理圖是電力系統、控制電路與印刷電路板的通用語言。在這些圖面中,斷路器符號是最關鍵的元素之一。正確理解它,對安全、故障排查與製造都至關重要。 即使只是把斷路器與手動開關或隔離開關混淆,也可能在工廠現場或維修作業中造成災難性的誤判。 本指南提供一份完整且技術準確的參考,協助您閱讀與繪製斷路器符號,重點涵蓋實際工業型錄、單線圖與標準 CAD 圖面配置。 電氣圖面中斷路器符號的意義 在診斷或安裝原理圖中,斷路器符號表示電力網路中的某個位置,在該處電流可以被手動切換,或在異常情況下自動切斷。它告訴工程師,依據基本接點上附加的限定符號,該電路分支可能受到熱過載、短路或接地漏電保護。 斷路器符號參考表 以下快速參考表,整理了住宅配線圖、工業控制盤與 PCB 設計中常見的標準符號。 IEC 斷路器符號 標準 IEC 帶叉開關:帶有叉號或星號限定符的斜向開關接點。這是標準歐洲原理圖符號。 具隔離功能的斷路器:帶有叉號/星號限定符的斜向接點,並在端子處加入垂直短線。 ANSI 斷路器符號 ANSI 方框符號:位於導線上的方形方框。這是北美標準單線圖符號。 ANSI 接點間隙:標準開關接點間隙,並帶有小型弧形圖形......
Arduino LED 驅動器教學:使用 74HC595 與 MAX7219 控制更多 LED
在較大型的 LED 專案中,Arduino GPIO 腳位很快就會不夠用。透過使用專用 LED 驅動器與擴充 IC,你可以大幅減少腳位使用量,消除占用處理器資源的多工掃描迴圈,並簡化顯示器接線。 在本指南中,你將了解 74HC595 移位暫存器與 MAX7219 LED 驅動器的運作架構、接線配置、級聯技巧與最佳化策略。 為什麼 Arduino 專案需要 LED 驅動 IC Arduino GPIO 與電流限制 基於 ATmega328P 的 Arduino Uno 具有實體限制,使其不可能直接驅動大規模 LED: 單一腳位最大電流:單一數位 I/O 腳位可安全連續供應或吸收的最大電流為 20 mA連續電流,絕對峰值限制為 40 mA。 整體封裝限制:流經微控制器主要 VCC 與 GND 腳位的總電流不得超過 200 mA。 實體腳位不足:Arduino Uno 只有 14 個數位 I/O 腳位與 6 個類比輸入腳位。 如果你嘗試同時驅動 16 顆標準 15 mA LED,就會要求微控制器封裝提供 240 mA 電流,這會違反安全工作範圍,並可能導致矽晶片瞬間熱損毀。 LED 多工控制與 LED ......
二極體測試終極指南:萬用表設定、讀值與診斷
快速答案:如何測試二極體 若要使用萬用表檢查二極體,請將裝置設定為二極體測試模式。 將紅色表筆接在陽極,黑色表筆接在陰極。 健康的矽二極體在正向偏壓下,良好讀值通常為 0.5V 至 0.8V;在反向偏壓下則會顯示 OL(Open Loop,開路)。 判斷二極體是否損壞其實很簡單:兩個方向都顯示 OL,代表二極體開路;兩個方向都接近 0V,則代表二極體短路。 了解如何測試二極體,是排查故障電源供應器、異常電路,或無法上電 PCB 的最快方法之一。使用數位萬用表,你可以快速判斷二極體是否正常工作、短路或開路。 本指南將說明如何將萬用表設定為二極體測試模式、讀取正向偏壓與反向偏壓數值、分辨良好二極體與開路或短路二極體、比較電路內與電路外測試,以及處理特定類型二極體,包括整流二極體、蕭特基二極體、齊納二極體、LED 與橋式整流器。 二極體極性:如何辨識陽極與陰極 了解二極體極性,是成功測試二極體的第一步: 電流方向:在正向偏壓下,電流會從陽極,也就是正端,流向陰極,也就是負端。 實體標記:軸向二極體上的印刷條紋或色環,標示的是陰極側。對表面黏著二極體而言,請尋找小橫線或雷射蝕刻線。 電路圖符號:符號由指向......