
焊料熔點指南:圖表、合金類型與回流焊注意事項
2 分鐘
- 焊錫的熔點是多少?
- 焊錫熔點對照表:常見合金比較
- 焊錫熔點物理:固相線、液相線與共晶合金
- 針對焊錫熔點最佳化 SMT 回焊溫度曲線
- 選擇焊錫熔點的關鍵因素
- 維修與手焊時的焊錫熔點
- 結論
- 常見問題
在電子製造這個講究精準的世界裡,僅僅幾度的差異,就可能決定焊點是完美可靠,還是成為災難性的「冷焊」失敗。雖然許多業餘玩家把焊接簡單視為「把金屬熔化黏在一起」,但專業的 PCB 組裝 需要對熱力學有細膩的理解。
焊錫熔點 並非規格書上單一數值那麼簡單;它是一道決定性界線,決定了元件選擇、PCB 基材 (FR-4 Tg) 的挑選,以及整個 表面黏著技術 (SMT) 回焊溫度曲線的制定。
不論你做的是消費性 IoT 裝置還是汽車控制單元,了解不同合金在熔點附近的行為,都是成功製造的關鍵。

圖:焊錫在 PCB 焊墊上熔化,展示固態到液態的相變過程。
焊錫的熔點是多少?
焊錫熔點取決於合金成分。常見焊錫從 138°C (Sn42Bi58) 到 183°C (Sn63Pb37),再到無鉛 SMT 常用的 217–220°C (SAC305)。
焊錫熔點對照表:常見合金比較
產業轉向 RoHS(有害物質限用指令)後,焊錫合金的選擇更多。選合金通常要在熔溫、機械強度與成本之間做取捨。
Sn63Pb37 熔點(含鉛焊錫)
● 熔點:183°C(共晶)
● 特性:熔點低、潤濕性佳,對元件與 PCB 基材的熱應力較小。但因含鉛毒性,現僅限醫療、航太、軍規等可靠度優先的應用。
SAC305 熔點(無鉛焊錫)
● 成分:Sn96.5% / Ag3.0% / Cu0.5%(錫銀銅)
● 熔點範圍:217°C – 220°C(固相線/液相線:217°C / 220°C)
● 特性:商用電子預設合金,熔點比含鉛高約 34°C,需更高回焊溫度,元件與 MSD 管理也得更嚴格。
Sn42Bi58 低溫焊錫熔點
● 熔點:138°C(共晶)
● 特性:含鉍,熔點極低,適合雙面製程(避免第二次回焊時底面重件掉落)或對熱敏感的 LED、塑膠連接器。但鉍接點較脆,耐機械衝擊(掉落測試)表現差。
Sn10Pb88 高溫焊錫熔點
● 熔點範圍:268°C – 290°C
● 特性:多用於晶片內部晶粒黏著等特殊應用,熔點夠高,可確保後續以 SAC305 組裝時內部接點不會重熔。
焊錫合金種類與熔點
| 合金類型 | 成分 | 熔點(固相線/液相線) | RoHS? | 最佳應用 |
|---|---|---|---|---|
| Sn63Pb37(含鉛共晶) | 63% Sn,37% Pb | 183°C(單點) | 否 | 航太、軍規、高可靠度 |
| SAC305(標準無鉛) | 96.5% Sn,3% Ag,0.5% Cu | 217°C – 220°C | 是 | 消費性電子、IoT、手機 |
| Sn42Bi58(低溫) | 42% Sn,58% Bi | 138°C(單點) | 是 | LED、階梯焊接、熱敏元件 |
| Sn99.3Cu0.7(低成本) | 99.3% Sn,0.7% Cu | 227°C(單點) | 是 | 波焊、低成本 SMT |
| Sn10Pb88(高溫含鉛,典型成分) | 10% Sn,88% Pb,2% Ag | 268°C – 290°C | 否 | 高功率晶粒黏著、汽車引擎室 |
焊錫熔點物理:固相線、液相線與共晶合金
要掌握焊錫熔點,首先得知道大多數焊錫不是單一元素,而是合金——錫 (Sn)、鉛 (Pb)、銀 (Ag)、銅 (Cu) 的混合物。這些混合物的熔化通常不是瞬間完成。
固相線 vs. 液相線溫度範圍
工程師分析焊錫合金時,會聚焦三個狀態:
1. 固相線:合金完全為固態的最高溫度,低於此點焊錫保有結構強度。
2. 液相線:合金完全為液態的最低溫度,高於此點焊錫自由流動並能「潤濕」銅墊。
3. 塑性區:許多非共晶合金在固相線與液相線之間存在「糊狀」區,焊錫呈半固態——部分晶體、部分液體。
工程風險:若焊點在塑性區受到機械擾動(如輸送帶震動),會形成顆粒狀、黯淡且電性不可靠的「擾動焊點」。
什麼是共晶焊錫?為何重要?
這就帶到共晶焊錫。共晶合金的金屬比例特殊,能消除塑性區,固相線與液相線溫度相同。
● 範例:經典 Sn63Pb37(63% 錫,37% 鉛)是共晶合金,在剛好183°C瞬間固轉液。
這種「瞬間凝固」特性在製造上極受歡迎,因為它能縮短冷卻階段缺陷生成的空窗期。
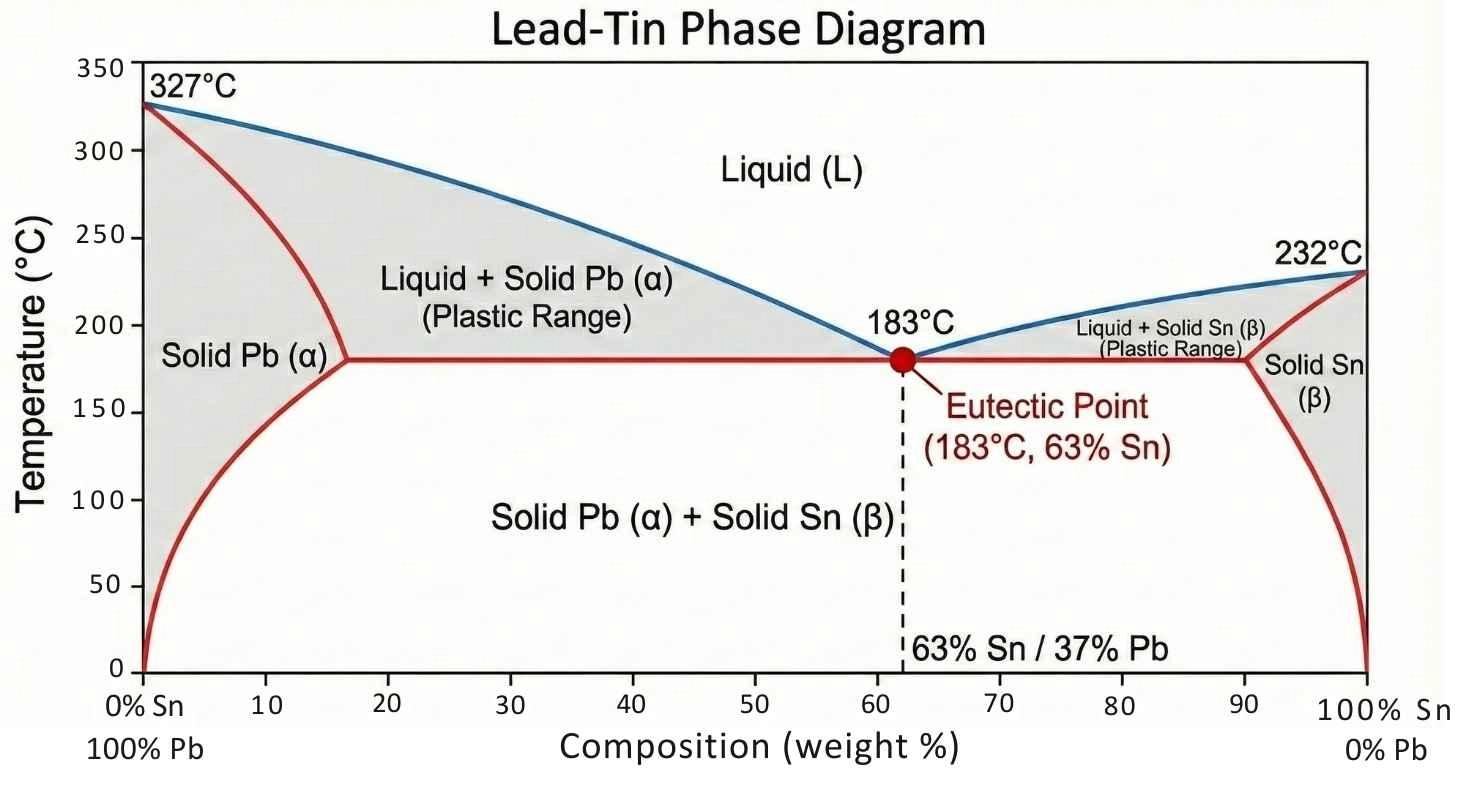
圖:錫鉛焊錫相圖,標示 183°C 共晶點及非共晶比例的塑性區。
針對焊錫熔點最佳化 SMT 回焊溫度曲線
在 JLCPCB 這類專業組裝廠,知道熔點只是第一步。你不能把烤箱設 217°C 就指望 SAC305 有好結果。整個回焊流程必須依特定熱曲線執行,才能活化助焊劑並確保焊接成功。
標準回焊曲線分四區,深受合金特性影響:
1. 預熱區:緩慢升溫以活化助焊劑並揮發溶劑。
2. 浸潤區:溫度在熔點以下保持穩定,讓大元件(如電感)與小元件(如 0402 電阻)同步升溫,避免立碑。
3. 回焊區 (TAL):關鍵峰值,溫度衝過液相線。
○ 峰值溫度:通常比熔點高 20–40°C(例如 SAC305 用 245°C)。
○ 液相線以上時間 (TAL):焊錫需維持熔融 60–90 秒;太短潤濕不足,太長則傷板材或生成脆性 IMC。
4. 冷卻區:快速冷卻,使焊點結晶細緻。
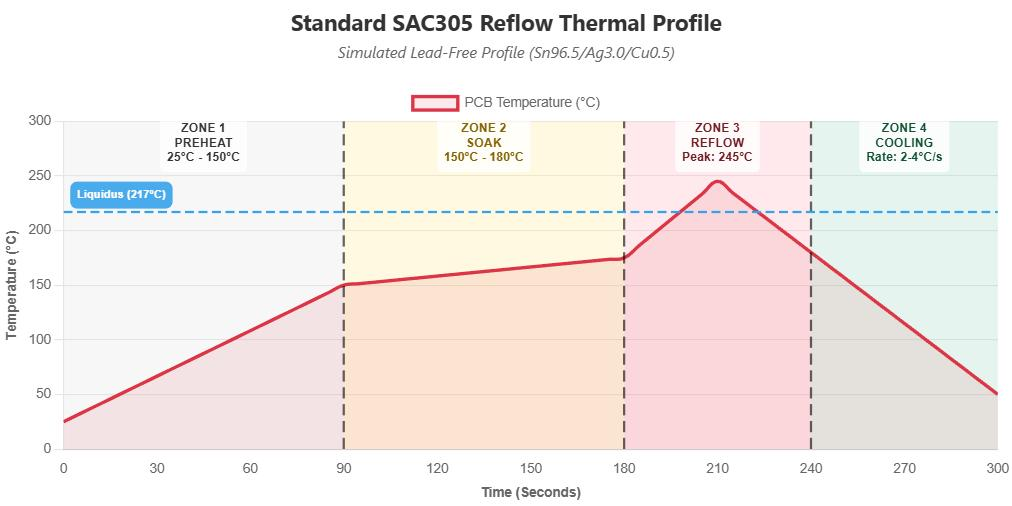
圖:SMT 回焊溫度曲線,標示 SAC305 液相線以上時間。
JLCPCB 的 SMT 產線採用先進 10 溫區回焊爐,工程師會依你下單時選的「含鉛」或「無鉛」自動調整熱曲線,確保熔點安全到達又不熱衝擊敏感元件。
選擇焊錫熔點的關鍵因素
為何不一律選最低熔點焊錫來省能源?以下技術因素決定選擇。
元件熱敏感度與熔點門檻
某些元件如塑膠 OLED 屏或特定電解電容無法承受 SAC305 所需的 245°C 峰值,此時就得用低溫錫鉍焊錫(138°C 熔點)。
PCB 基材 Tg 與焊錫熔點
FR-4 的玻璃轉移溫度 (Tg) 是板材開始軟化膨脹的點。
● 標準 FR-4 Tg:~130°C - 140°C。
● 高 Tg FR-4:>170°C。若無鉛回焊溫度高,板材在 Z 軸(厚度)膨脹劇烈,可能撕裂導通孔銅壁(桶裂)。高可靠度無鉛製程,JLCPCB 建議在報價時選高 Tg FR-4。
工作溫度與合金穩定性
產品使用環境也很重要。汽車引擎室感測器可能面臨 120°C 環溫,若用錫鉍(熔點 138°C)焊接,接點會在運作中軟化失效。工作溫度應遠低於合金固相線。
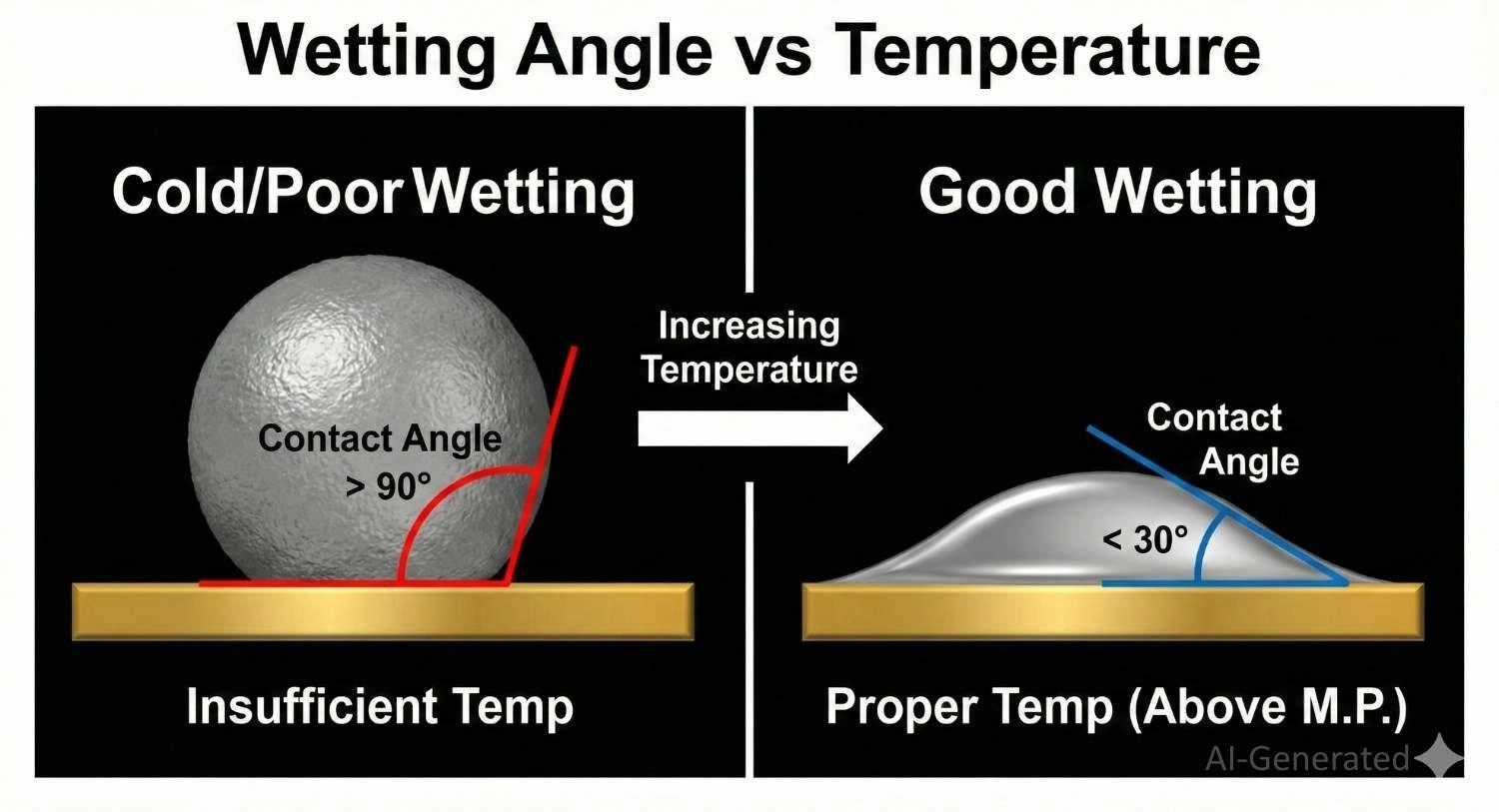
圖:焊錫潤濕角度示意;溫度低於最佳熔點導致潤濕不良。
維修與手焊時的焊錫熔點
焊錫熔點 也決定手動維修的方式。
● 烙鐵溫度:手焊時,烙鐵頭是熱庫,溫度須遠高於熔點才能快速傳熱——含鉛通常設350°C,無鉛380–400°C。
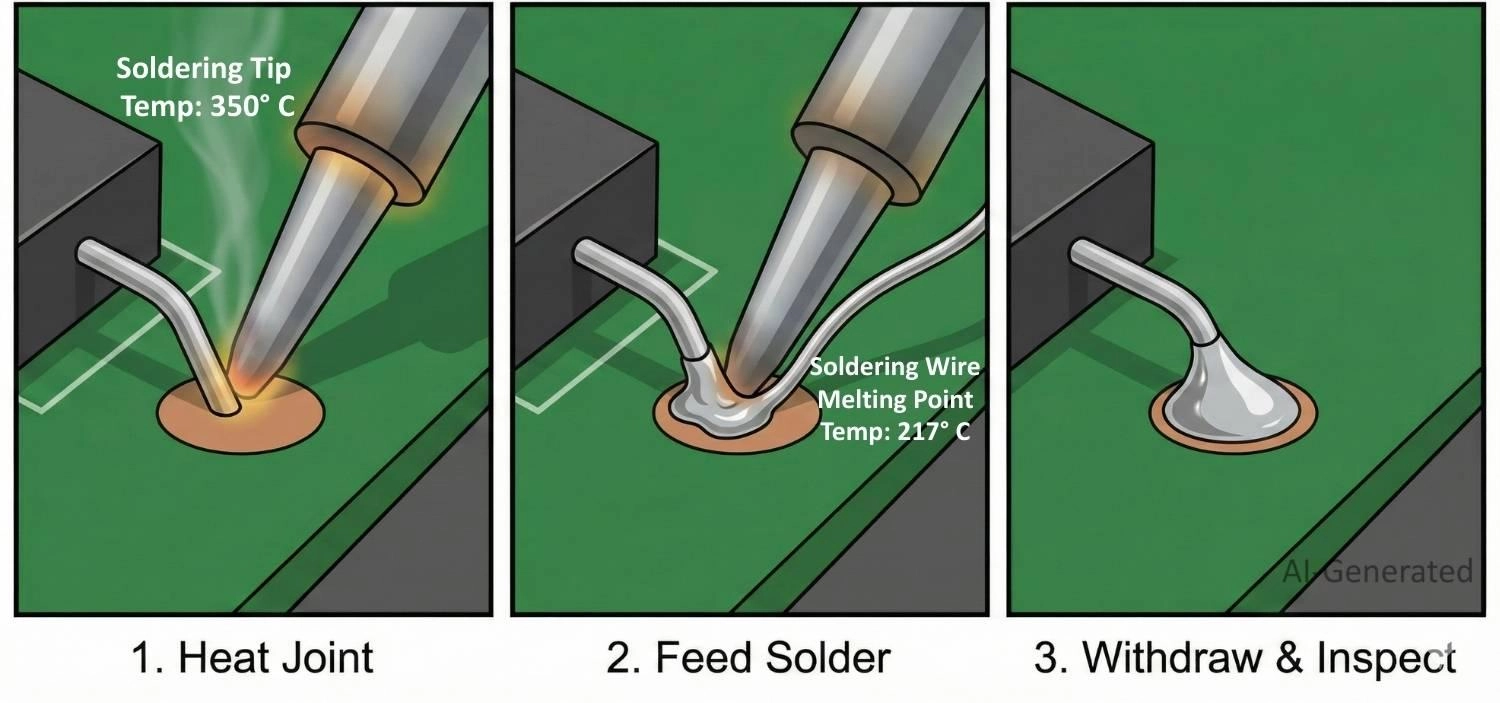
圖:正確烙鐵頭放置位置,確保高效傳熱超過焊錫熔點。
● 拆焊:技術員常把含鉛焊錫覆蓋在無鉛接點上,形成熔點較低的新合金,以便低溫拆件,減少焊墊熱應力。
若手焊易橋接或過熱,可使用 JLCPCB SMT 鋼網精準印刷焊膏,再用熱板或烤箱整板回焊,確保全板同時達到熔點。
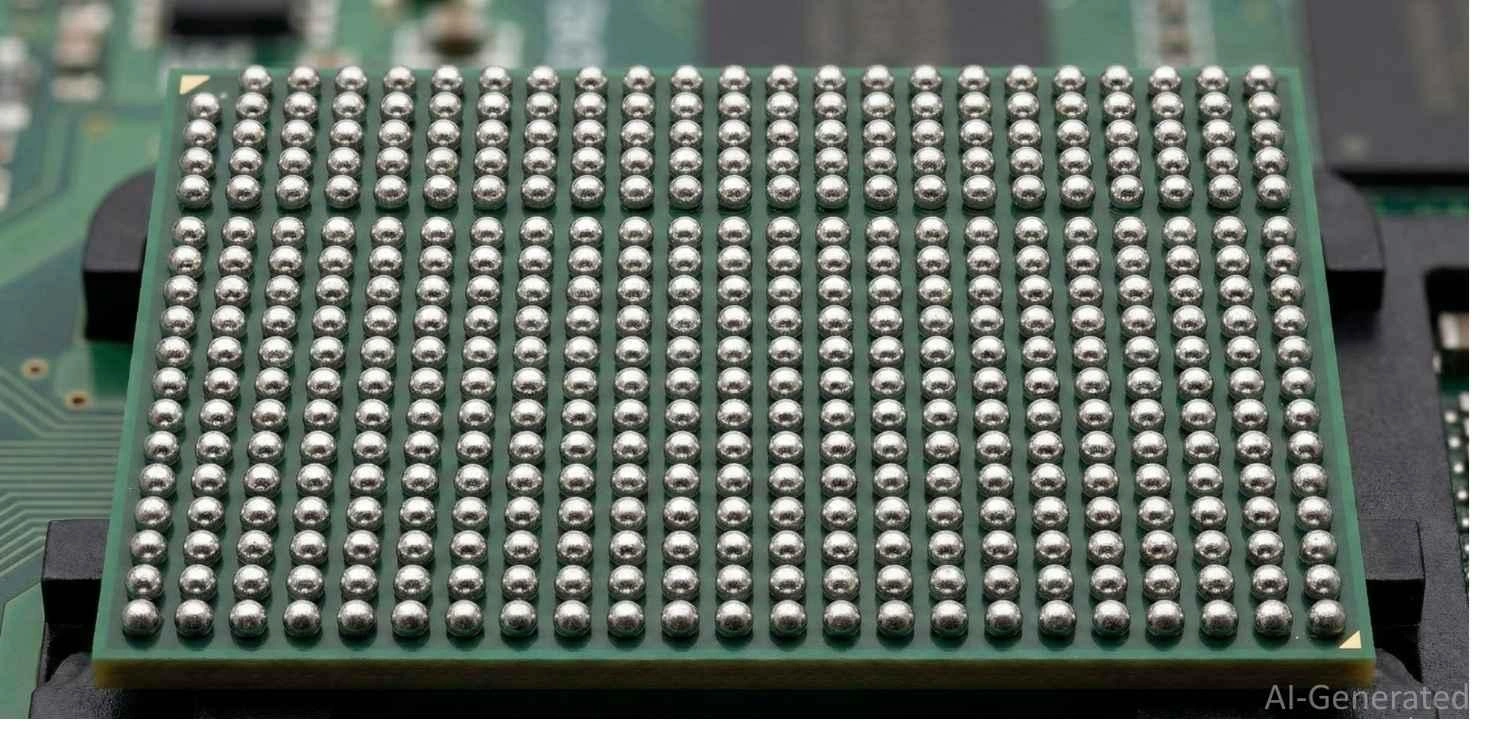
圖:BGA 焊球宏觀圖,需精準溫控使所有球同時達熔點。
結論
了解焊錫熔點是電子製造極重要的一環,它連結了材料科學與量產。不論你操作 Sn63Pb37 的銳利共晶點,還是面對 SAC305 的更高熱需求,精準度都是關鍵;只差幾度就可能冷焊、翹墊或毀晶片。
讓你的下一個專案符合最高業界標準。掌握這些熱特性,就能在設計端把製程風險降到最低。
準備實現設計?立即上傳 Gerber 到 JLCPCB,享受高可靠度製造與組裝服務,依你的材料需求量身打造。

常見問題
Q1. 維修時能混用含鉛與無鉛焊錫嗎?
技術上可行,但高可靠度產品不建議。SnPb 與 SAC305 混合會生成熔點不定的新三元合金(約 177°C),雖利於拆件,卻可能留下熱裂或相偏析,降低接點強度。
Q2. 為何我的無鉛焊點黯淡?是冷焊嗎?
不一定。冷焊(未達熔點)呈顆粒狀且黯淡,但正常的 SAC305 焊點本就比 Sn63Pb37 黯淡,這是高錫合金冷卻後的自然晶粒結構。目檢標準需隨無鉛製程調整。
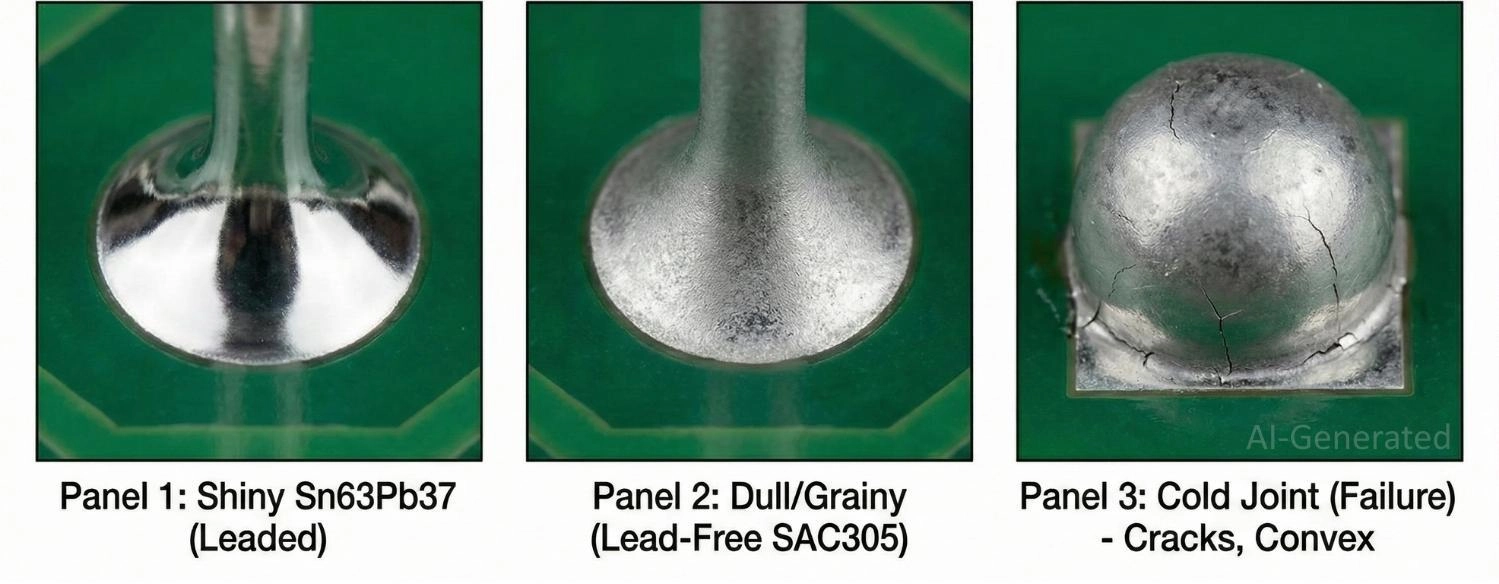
圖:目視焊點判斷指南,比較亮面含鉛、黯淡無鉛與缺陷冷焊。
Q3. 「熱質量」如何影響烤箱內的熔點到達?
焊錫熔點固定,但各焊墊到達該溫度的時間不同。小電阻墊 3 分鐘就達 217°C,而接大銅面的 USB 接地腳可能同時間只有 200°C。因此JLCPCB工程師會優化「浸潤區」,讓熱量平均,重銅區與小焊墊同時達到熔點。
Q4. 舊焊膏會影響熔點嗎?
金屬合金本身熔點不變,但助焊劑會劣化。助焊劑失效後無法去除氧化物,即使爐溫高於熔點,焊錫也只會成球(graping)而不潤濕。
Q5. 板子回焊兩次會怎樣?
雙面 SMT 需兩次回焊,第一面焊點會在第二 pass 重熔(除非用膠或低溫合金)。雖然接點會重新形成,但每多一次回焊,金屬間化合物 (IMC) 層會增厚,過多循環將使焊點變脆、易裂。
持續學習
SMD 重工指南:避免 PCB 損傷的工具、溫度與技巧
從更換燒毀的穩壓器、修正錯誤的元件數值,到移除細間距 IC 上的錫橋,SMD 重工是電子製造與原型製作中的一項必要技能。它能讓工程師修復組裝缺陷、導入設計變更,並在不必重新製作新板的情況下,挽救有價值的 PCB,避免額外成本與延誤。 在本指南中,您將學到: 什麼是 SMD 重工 常見重工場景 所需工具與溫度 安全拆除與安裝 依封裝類型區分的技巧 真實維修案例 常見失效與預防方式 何時應重工,何時應更換 什麼是 SMD 重工?為什麼它很重要? SMD 重工是指在保護 PCB 與周邊元件的前提下,使用局部加熱方式,受控地拆除、修復或更換表面黏著元件(SMD)的流程。它常用於修正組裝缺陷、更換故障元件,或在不重新製作整片電路板的情況下導入工程變更。 SMD 重工對以下情況非常重要: 原型驗證:在最初硬體 bring-up 階段修正發現的錯誤,並在設計定稿量產前完成驗證; 工程變更單(ECO)修改:立即導入設計微調或元件數值更新,讓正在進行的測試能繼續推進; 製造良率提升:修正檢查與測試中發現的組裝缺陷,例如錫橋、立碑、焊點錫量不足或元件偏位。 現場維修:透過更換特定故障元件,延長退回產品的使用壽命,並降......
迴流焊溫度曲線:階段、溫度曲線與優化指南
SMT 回流焊溫度曲線指南 在表面貼裝技術(SMT)中,熱管理是決定電路板成品良率的關鍵。精準的 回流焊溫度曲線直接影響每個焊點的機械強度與電氣可靠性。溫度曲線的微小偏差—僅幾度或幾秒—都可能導致板子失效、內部氣孔或元件熱損壞。 本指南將涵蓋: 回流焊溫度曲線定義及其對 SMT 組裝的重要性 回流曲線四個階段:預熱、浸泡、回流峰值、控制冷卻 無鉛焊錫的升溫速率、峰值溫度與液相時間(TAL)建議 PCB 熱容量、銅箔平面與元件密度對回流曲線的影響 使用熱電偶進行回流曲線測量、驗證與優化的方法 常見回流焊缺陷:氣孔、冷焊、墓碑效應、PCB 翹曲 穩定 SMT 良率與可靠生產的最佳實務 回流焊溫度曲線概覽 階段 典型溫度範圍 持續時間 / 升溫速率 預熱 室溫 → 150°C 1–3°C/sec 浸泡 150°C–200°C 60–120 秒 回流峰值 230°C–250°C 45–90 秒(液相時間 TAL) 冷卻 峰值 → 室溫 -2 至 -4°C/sec 什麼是回流焊溫度曲線? 回流焊溫度曲線是 PCB 通過回流爐時的預定控制溫度集合,定義板子升溫速度、保持時間與冷卻速度。 為何回流曲線對 SMT......
如何使用焊錫膏:鋼板、針筒與烙鐵方法
重點摘要:如何使用錫膏 錫膏必須在元件放置之前塗佈,並使用控制好的加熱曲線回流。 使用模板印刷提供最穩定可靠的結果。 手工方法(針筒或烙鐵)僅適合低密度或維修作業。 錫膏是現代電子裝配的基礎。簡單來說,它是微小錫球與助焊劑混合形成的乳狀物。不同於傳統線錫,它在元件放置前塗佈,作為臨時黏著劑,熔化後形成永久電氣連接。 正確使用極為重要,因為大多數 SMT 缺陷,例如橋錫、冷焊或元件移位,都是由於錫膏量不足或操作不當造成。JLCPCB 使用自動噴印與 3D SPI(錫膏檢測)確保品質。 在模板上塗佈錫膏 開始前:如何選擇與準備錫膏 在使用針筒前,請確保材料正確且已準備好使用。 如何選擇適合的錫膏 不同錫膏性質不同。一般 SMT 作業,SAC305 (Sn96.5/Ag3.0/Cu0.5) 是無鉛組裝標準。如果是低溫維修作業,可選用鉛錫膏 (Sn63/Pb37),操作簡單但有健康風險。 還需選擇適合的顆粒大小(Type): Type 3:大部分元件標準用 Type 4:更細粉末,適用於小元件(0402 或更小) 備註: JLCPCB SMT 組裝通常使用 Type 4 無鉛錫膏,適合細間距元件,確保模板......
BGA 焊接詳解:流程、工具與最佳實務完整指南
隨著電子元件在更小的封裝中需要更多的腳位數量,業界對球柵陣列(BGA)依賴日益增加。 BGA 是一種表面黏著封裝,使用元件底部的一系列微小焊球,而非傳統的引線,來與印刷電路板(PCB)連接。由於這些焊點隱藏在封裝本體下,無法進行標準的目視檢查。這使得 BGA 焊接成為表面黏著技術(SMT)中極為關鍵且複雜的工序。 對於 PCB 設計師和工程師而言,掌握這種組裝方法對於可靠的良率至關重要。把這篇文章當作你的完整 BGA 焊接教程。 本指南涵蓋完整的 BGA 焊接流程,從回流焊基礎到所需驗證工具。 什麼是 BGA 焊接? 如果你想知道什麼是 BGA 焊接,它指的是將球柵陣列元件附著到印刷電路板(PCB)上的特定過程。與使用引線的傳統元件不同,BGA 封裝焊接依賴熔化元件底部精確排列的微小焊球,以形成與 PCB 的電氣與機械連接。 BGA 封裝結構 BGA 是一種表面黏著封裝,使用 BGA 焊球陣列——通常為共晶 Sn63Pb37 或無鉛 SAC305——作為元件與 PCB 之間的接口。BGA 不使用周邊脆弱的引線,而是利用元件整個底面來連接,最大化可用空間。 現代電子產品廣泛使用 BGA 封裝的原因 ......
打線接合與覆晶技術:半導體封裝的主要差異
在快速發展的半導體封裝領域中,打線接合與覆晶技術之間的選擇不僅僅是一項機械決策——它是一個策略性的轉折點,決定了您產品的效能、散熱極限和利潤底線。 您是在尋找傳統互連技術那具有成本效益的可靠性,還是您的應用需要現代覆晶架構所具備的高 I/O 密度和卓越的訊號完整性? 在這份全面的指南中,我們將藉鑑多年的高階封裝工程經驗,為您剝離複雜性。我們將深入探討打線接合和覆晶技術的結構力學、成本取捨以及電氣特性。 在本文結束時,您將擁有一張清晰、有工程依據的路線圖,來判斷打線接合或覆晶技術哪一個符合您的特定設計要求和市場目標。 打線接合 vs 覆晶:主要差異 打線接合依賴使用細金屬線(金、銅或鋁)進行周邊連接,而覆晶技術則是將晶粒「翻轉」使其正面朝下,透過分佈在整個晶片表面的導電「凸塊」直接連接到基板。 下表提供了一個高層次的技術比較,幫助您區分這兩大半導體封裝支柱: 特點 打線接合 覆晶 互連方法 細金屬線迴路(金、銅、鋁) 焊料凸塊或銅柱 連接類型 周邊式(通常在邊緣周圍) 面積陣列(整個晶粒表面) I/O 密度 有限(較低的引腳數) 高(單位面積最大 I/O 數) 訊號完整性 較高的電感(由於線長) 低......
選擇合適電路板清潔劑的全面指南
簡介 在電子產品維護領域,選擇合適的電路板清潔劑對於確保最佳效能、使用壽命和可靠性至關重要。無論您是經驗豐富的技術人員還是DIY愛好者,了解如何選擇和使用正確的清潔劑,都能對電子元件的健康狀況產生顯著影響。 選擇合適的電路板清潔劑 面對琳瑯滿目的選擇,挑選合適的電路板清潔劑可能令人卻步。以下是一個逐步指南,幫助您做出明智的決定: ⦁ 檢查相容性:確保清潔劑可安全用於PCB和電子元件。尋找標示為對敏感電子產品安全的清潔劑。 ⦁ 污染物類型:考慮您需要去除的污染物類型。不同的清潔劑配方針對特定物質,如助焊劑殘留、油脂或一般污垢。 ⦁ 不導電配方:選擇不導電的清潔劑,以防止短路和損壞電子元件。 ⦁ 無殘留:選擇揮發快且不留下殘留物的清潔劑。殘留物會干擾電氣訊號並導致長期問題。 ⦁ 易於施用:評估施用方法。氣霧噴罐、擦拭布或浸泡液各有其優缺點,取決於施用場景。 ⦁ 安全性與環境影響:考慮清潔劑的安全面向,包括毒性等級和環境影響。尋找符合安全標準的清潔劑。 ⦁ 使用者評價與推薦:閱讀其他使用者和專業人士的評價,以評估清潔劑的有效性和可靠性。 透過仔細考量這些因素,您可以選擇一款不僅滿足清潔需求,還能保護電子......