
PCB X 光檢測詳解:用於 PCB 組裝品質控制的非破壞性測試
3 分鐘
- 什麼是 PCB X 光檢測?
- 為何現代 PCB 不可或缺 X 光檢測
- PCB X 光檢測的運作原理
- 需要 X 光檢測的 PCB 元件
- PCB X 光檢測常見缺陷
- PCB X 光檢測 vs 其他檢測方法
- IPC 標準與 X 光檢測驗收準則
- PCB X 光檢測的限制
- SMT X 光檢測的技術規格與選型準則
- 選擇具 X 光能力的 PCB 組裝廠
- X 光檢測技術未來趨勢
- 總結:您的專案需要 PCB X 光檢測嗎?
- 常見問題
在微型化時代,現代印刷電路板(PCB)面臨一項看不見的挑戰:驗證藏在元件下方的焊點品質。球柵陣列(BGA)封裝的間距已縮小到 0.3 mm,而無引腳扁平封裝(QFN)元件又將關鍵的熱連接隱藏起來,傳統光學方法對這些最關鍵的失效點根本「視而不見」。
PCB X 光檢測應運而生,成為最終解決方案。本指南深入探討 X 光檢測的技術基礎、應用與驗收標準,讓工程師能確保製造可靠性。
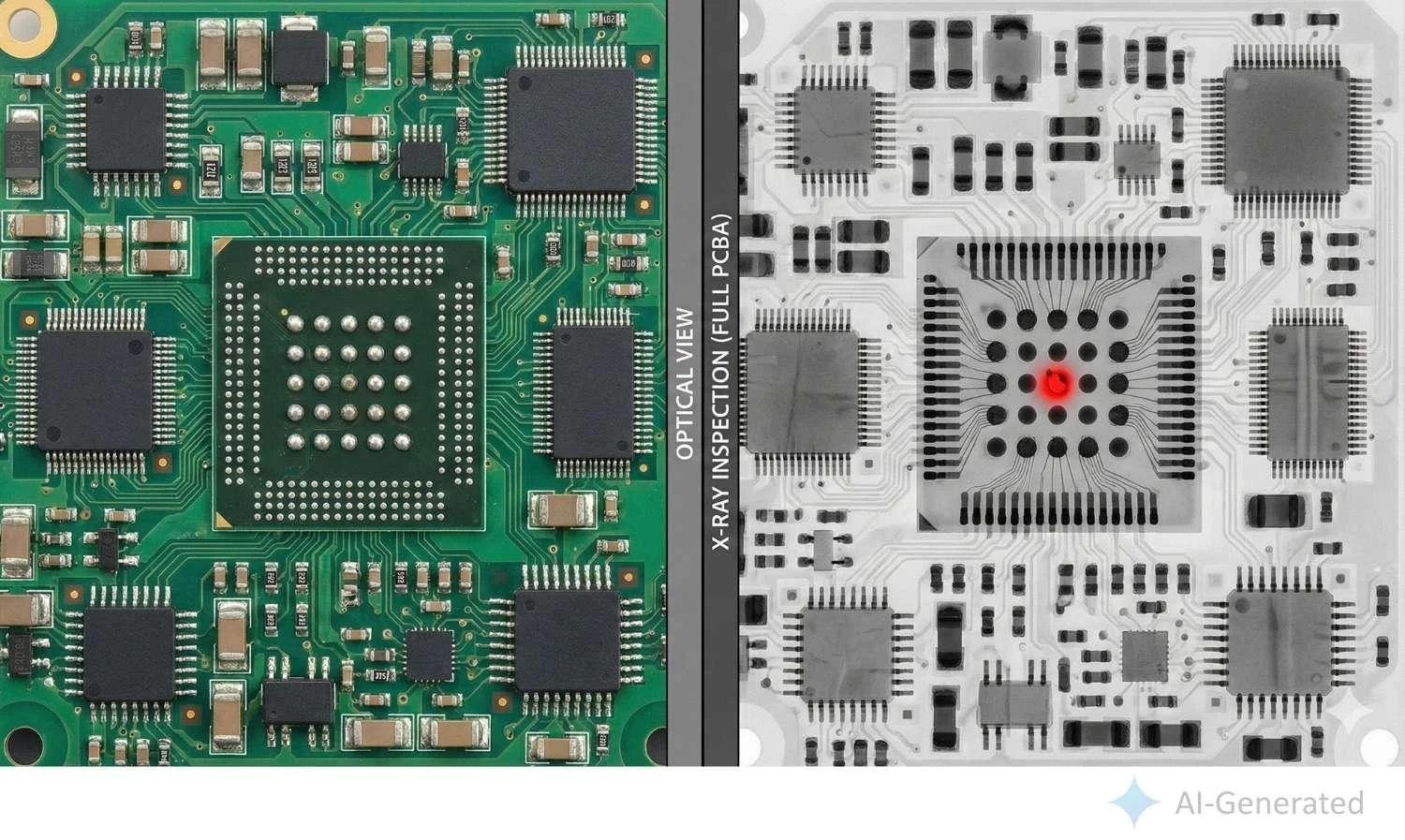
PCB X 光檢測可揭示 BGA 元件下方隱藏的焊點與氣孔。
什麼是 PCB X 光檢測?
PCB X 光檢測,亦稱自動 X 光檢測(AXI),是一種用於 PCB 組裝的非破壞性檢測(NDT)技術,可評估光學檢測無法看見的內部特徵。
AXI 利用 X 光穿透 PCB 材料與電子元件,產生透射影像,揭示 BGA、QFN 或 LGA 封裝下方隱藏的焊點、電鍍通孔內的焊料填充品質,以及內部打線等結構。
不同於自動光學檢測(AOI)僅利用反射光檢查可見表面,X 光檢測能發現次表面缺陷,包括氣孔、焊料不足、橋接與偏移。
因此,PCB X 光檢測在確保焊點可靠性方面扮演關鍵角色,尤其對高密度、細間距與先進封裝技術。
為何現代 PCB 不可或缺 X 光檢測
隨著密度提高,「視線」已消失。導入PCB X 光檢測可透過以下關鍵優勢提升製造品質:
● 隱藏焊點:BGA、CSP 與覆晶的焊點完全位於封裝下方,光學檢測無法看見。
● 高密度:01005 被動件與高密度互連(HDI)需要手動檢測無法達到的精度。
● 可靠性:對 JLCPCB 的工業與車用客戶,驗證氣孔百分比是防止熱失效的關鍵。
● 早期缺陷偵測與良率提升:在功能測試前發現氣孔或橋接等內部缺陷,可避免昂貴的報廢與重工,及早發現問題可顯著提升一次良率(FPY)。
● 製程優化的回饋循環:X 光數據為 SMT 產線提供量化回饋;若氣孔率上升,工程師可立即調整回焊曲線或鋼板開口,防止缺陷擴散。
PCB X 光檢測的運作原理
X 光成像基本原理
X 光 PCB 檢測基於 X 光的不同吸收率。當光子(30–160 keV)穿透 PCBA 時,材料依原子序(Z)與密度吸收光子。
● 高衰減(亮白):無鉛焊料合金(SAC305:錫–銀–銅)原子序為50(Sn)、47(Ag)與29(Cu)。
● 中等衰減(灰):銅導線(Z = 29)。
● 低衰減(暗):FR-4 基材與矽晶(Z = 14)吸收極低,在影像中呈現最暗。
衰減差異形成灰階影像,使焊點、元件引腳與內部結構可視化。影像對比遵循Beer-Lambert 定律:
其中 I 為穿透強度, I0 為入射強度, 𝜇 為線性衰減係數, x 為材料厚度。
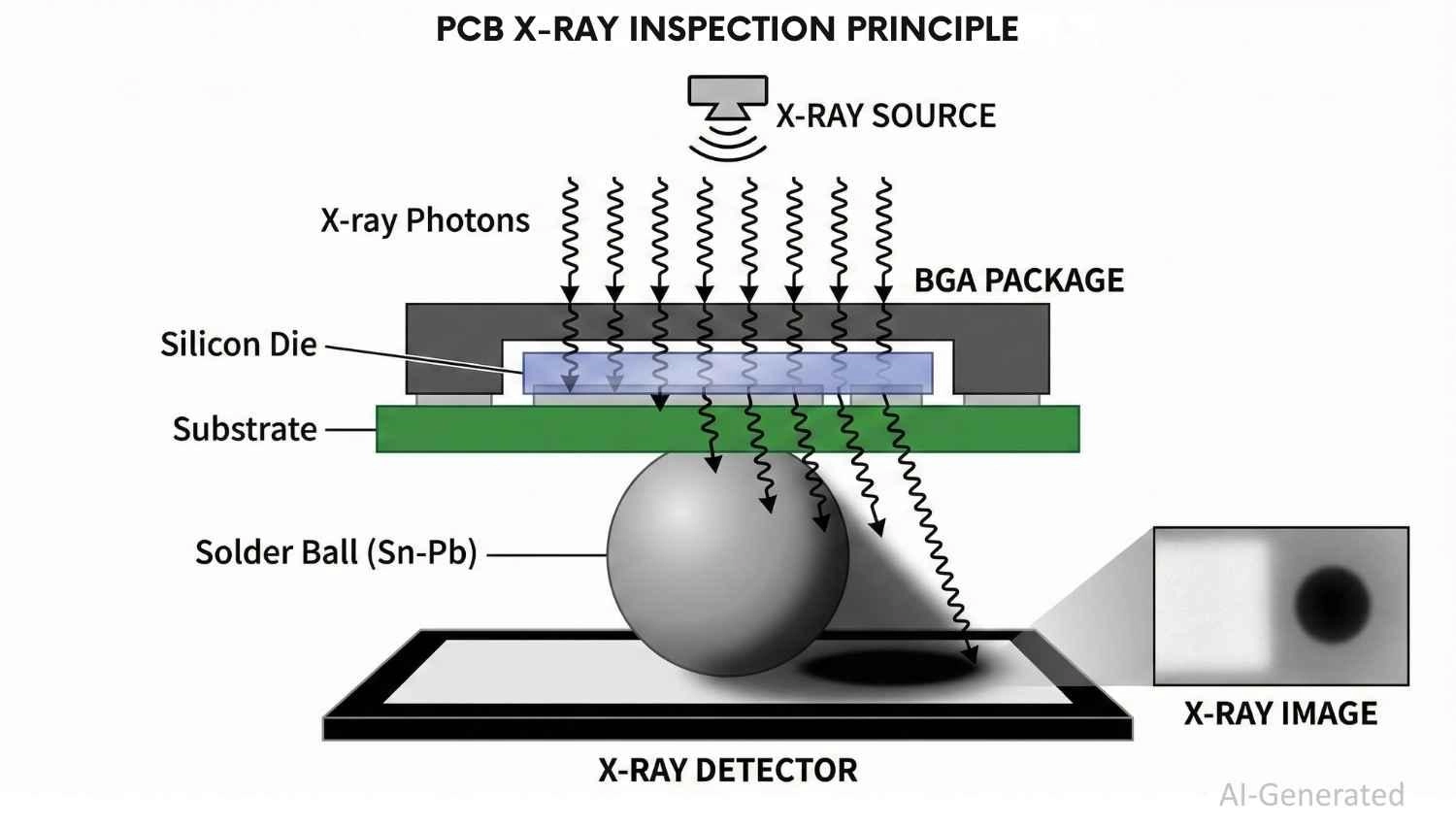
X 光檢測顯示矽晶與錫鉛焊點間的光子衰減差異。
2D X 光與 3D CT X 光檢測
| 特徵 | 2D X 光 | 3D X 光 / CT |
|---|---|---|
| 方法 | 單角度投影(陰影圖) | 多角度投影 + 體積重建 |
| 解析度 | 3–5 μm | 0.5–2 μm |
| 檢測速度 | 60–200 片/小時 | 5–20 片/小時 |
| 氣孔偵測精度 | ±3–5% | ±1–2% |
| 分層能力 | 有限(特徵重疊) | 優異(獨立切片) |
| 成本區間 | $80K – $250K | $350K – $800K+ |
| 最佳應用 | 大量連線檢測 | 失效分析、研發、複雜 PCBA |
需要 X 光檢測的 PCB 元件
BGA X 光檢測
球柵陣列是導入 X 光的主因。檢測驗證:
● 球體形狀:確保回焊塌陷均勻。
● 對位:檢查 BGA 球與 PCB 焊墊是否偏移。
● 氣孔:量化焊球內的氣泡。
QFN / LGA X 光檢測
無引腳封裝的關鍵在於散熱焊墊。
● 接地:確保中央大焊墊與 PCB 接地平面焊接良好。
● 填角檢查:驗證側面端點潤濕;X 光主要量測底部焊料體積。
通孔與多層板
X 光可穿透板材,檢查電鍍通孔(PTH)完整性。
● 孔內填錫:確認焊料填充 >75% 孔高(IPC Class 2)。
● 層間對位:在 JLCPCB 最高 32 層板中,X 光確保鑽孔與內層銅環完美對位。
PCB X 光檢測常見缺陷
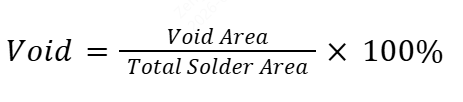
1. 焊料氣孔與氣孔率
氣孔為回焊時被困住的空氣。BGA 檢測是導入 X 光的主因,現代 0.4 mm 間距 BGA 的焊點完全無法以光學檢視。
● 風險:高氣孔率降低熱傳導與機械強度。
● 量測:
2. 開焊與枕頭效應(HiP)
開焊(不潤濕):焊點與元件端子或 PCB 焊墊完全分離,X 光下常呈現完美球體(未塌陷)或直徑明顯小於鄰近焊點。
枕頭效應(HiP):BGA 球置於錫膏上卻未融合,常因元件翹曲或氧化所致;與完全開焊不同,HiP 造成間歇性電氣連接。X 光可於焊點輪廓中辨識「腰線」或分離線,光學無法看見。
3. 焊料橋接與短路
橋接在 X 光下呈亮白带連接相鄰焊墊,是唯一能偵測 BGA 或屏蔽罩下方橋接的方法。
4. 焊料不足或過多
透過灰階密度(厚度)分析,演算法可判斷焊點「缺錫」或「過多」,避免短路風險。
5. QFN 散熱焊墊氣孔
QFN 將連接集中於中央接地焊墊,氣孔過多(>20–30%)會影響散熱。X 光可量測實際焊料體積與元件邊緣潤濕角度。
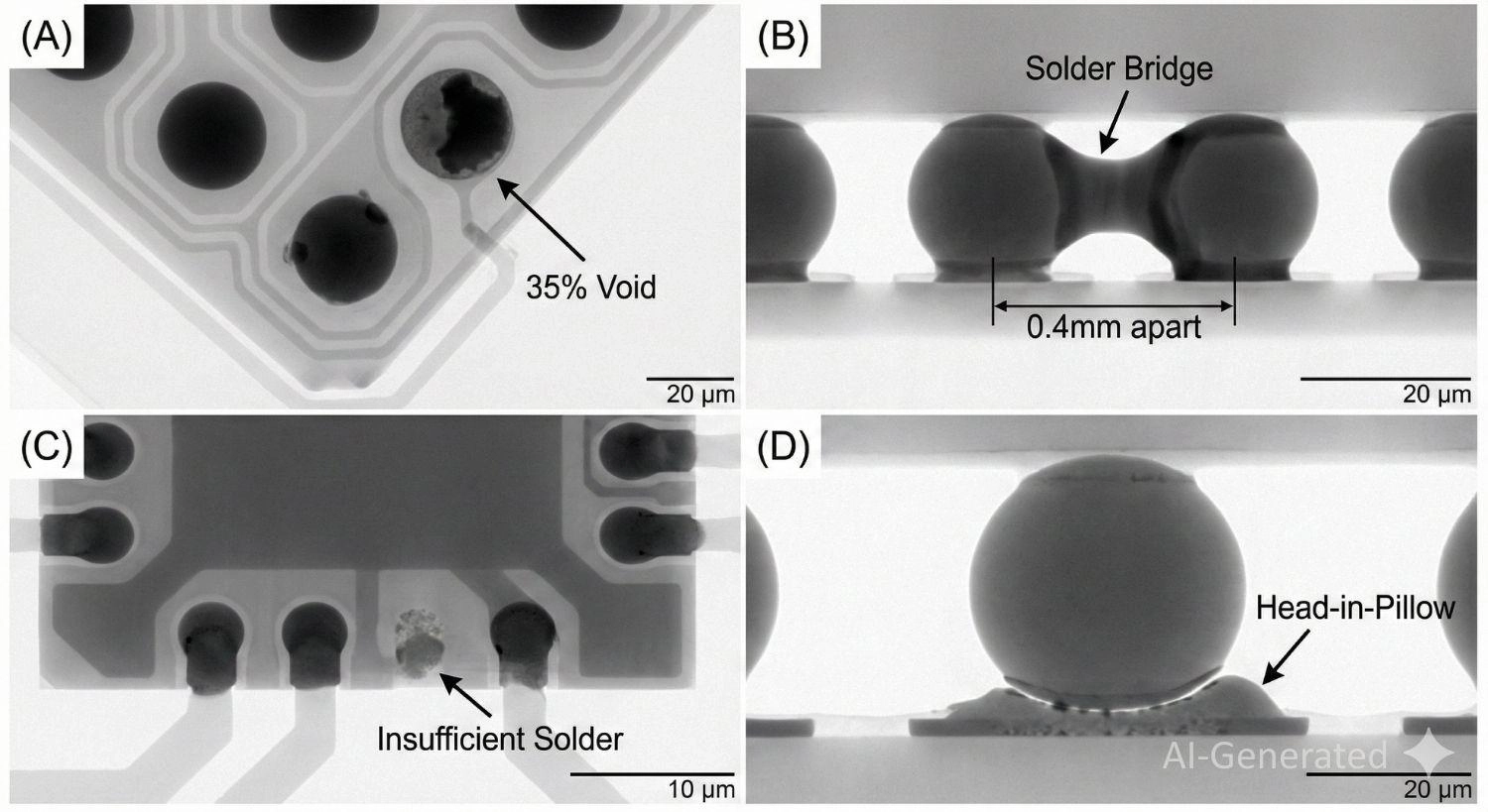
X 光影像展示典型 SMT 缺陷,包括 BGA 氣孔、焊橋與枕頭效應。
PCB X 光檢測 vs 其他檢測方法
X 光檢測 vs AOI(自動光學檢測)
● AOI:使用相機/光源,適合元件存在性、極性與可見焊點(0201、SOIC),無法看見封裝下方。
● X 光:使用光子,對 BGA/QFN 必不可少,速度較 AOI 慢。
X 光檢測 vs ICT(線上電測)
● ICT:使用電性探針,驗證電阻、電容與邏輯,找出「死掉」的零件或硬短路。
● X 光:驗證物理結構,找出「邊緣」焊點(如 HiP 或過多氣孔),這些可能電性通過 ICT 但日後機械失效。
何時需要 X 光檢測──何時不需要
● 需要:BGA、LGA、CSP、具散熱焊墊的 QFN、金屬屏蔽罩。
● 不需要:簡單 SMT(電阻/電容)與 SOIC 封裝,AOI 已足夠快速且低成本。
IPC 標準與 X 光檢測驗收準則
相關 IPC 標準
● IPC-A-610:「電子組件可接受性」。
● IPC-7095:「BGA 設計與組裝製程實施」。
BGA 與 QFN 氣孔驗收指引(IPC Class 2)
| 缺陷類型 | IPC Class 2(標準) | IPC Class 3(高可靠) |
|---|---|---|
| BGA 球氣孔 %(單一球) | <25% | <15% |
| BGA 球氣孔 %(累計) | <30% | <20% |
| 散熱焊墊氣孔 % | <30% | <20% |
| 焊橋 | 不接受 | 不接受 |
| 焊料不足(覆蓋率) | >75% 端子覆蓋 | >90% 端子覆蓋 |
| 元件偏移 | <50% 電極寬度 | <25% 電極寬度 |
JLCPCB 的品質控制標準遵循 IPC Class 2,並嚴格落實於所有組裝等級,從機器人到消費性應用,確保產品與服務品質。
PCB X 光檢測的限制
X 光無法偵測的項目
● 電氣邏輯:無法判斷晶片內部是否燒毀或空白,僅能確認焊接是否正確。
● 零對比材料:鋁線打線對鋁焊墊(某些 COB 技術)若無先進相位對比 X 光難以成像。
● 冷焊(有時):焊點外形完美但冶金結合弱,X 光可能遺漏(需物理拉力測試)。
成本與產能考量
● 瓶頸:X 光遠慢於 AOI,大量生產時通常僅對特定元件(BGA)執行 100% 檢測,而非整板,以維持產線產能。
● 判讀:雖 AI 持續進步,複雜影像(如 CT 重建)仍需熟練操作員覆判。
SMT X 光檢測的技術規格與選型準則
SMT X 光檢測系統關鍵性能參數
解析度:受 X 光焦斑尺寸(1–10 μm)與偵測器像素間距影響,最大可用放大倍率約為焦斑尺寸的 1000 倍。
管電壓:依樣品厚度選擇:
○ 30–50 kV:薄 PCB 組裝(<1 mm)低銅含量。
○ 60–90 kV:標準 SMT 組裝(1.6 mm FR-4)。
○ 100–160 kV:厚多層板(3–5 mm)高銅比例。
偵測器技術:非晶矽或 CMOS 平板偵測器因影像一致性與線性度佳,已取代舊式影像增強器。
以下為典型參考範圍,實際性能取決於系統架構、焦斑尺寸、偵測器解析度與檢測模式(2D vs. CT)。
| 應用 | 所需解析度 | 放大倍率範圍 | 管電壓 |
|---|---|---|---|
| BGA <0.4 mm 間距 | 2–3 μm | 500–1500× | 60–90 kV |
| 標準 SMT(>0.5 mm) | 5–8 μm | 100–800× | 50–80 kV |
| 高功率模組 | 5–10 μm | 50–500× | 80–130 kV |
| 航太/醫療(CT) | <1 μm | 1000–2000× | 90–160 kV |
選擇具 X 光能力的 PCB 組裝廠
當尋找PCB 組裝服務時,問對問題才能確保您的 BGA 設計安全。
關於 X 光檢測,您該問 PCB 組裝供應商的 5 件事
1. X 光檢測是 Inline 還是 Offline?
○ 為何問:Inline 可在量產時 100% 檢測關鍵零件,無瓶頸;Offline 多用於抽樣或詳細失效分析(NPI)。
○ JLCPCB:我們將自動檢測整合進品質流程,BGA 與 QFN 皆標配 X 光驗證。
2. 使用何種 X 光技術(2D vs. 3D/CT)?
○ 為何問:雙面板時,基礎 2D X 光易受背面元件「陰影」干擾,2.5D 或 3D CT 才能精準偵測複雜組裝缺陷。
○ JLCPCB:我們配備高解析系統,可處理複雜雙面佈局,缺陷影像清晰。
3. 報告能力如何?
○ 為何問:僅「PASS」不足,需確認供應商是否提供X 光影像、氣孔百分比熱圖,或僅文字「Pass/Fail」記錄;原始數據對調試回焊曲線至關重要。
○ JLCPCB:我們主張透明,客戶可索取 X 光影像與氣孔分析數據,「Pass」背後有 IPC-A-610 Class 2 客觀數據支撐。
4. 抽樣策略(100% vs. AQL)?
○ 為何問:部分廠商僅抽 1/50 片(AQL)節省時間;BGA 通常偏好 100% 檢測以捕捉隨機製程異常。
○ JLCPCB:所有 BGA 與 QFN 皆執行X 光檢測,驗證焊點品質,確保無板子帶隱藏缺陷出廠。
5. 操作員是否遵循 IPC 標準?
○ 為何問:自動系統仍會標註「邊緣」缺陷需人工判斷,操作員須受訓區分無害假影與真缺陷。
○ JLCPCB:品保團隊受訓於IPC-A-610與IPC-7095,可一致且準確地做出允收/拒收決定。


JLCPCB PCBA 品質流程,整合 SPI、AOI 與 X 光檢測環節。
X 光檢測技術未來趨勢
改變 PCB X 光檢測格局的新能力:
● AI 缺陷分類:深度學習模型以百萬缺陷影像訓練,準確率 >99%,減少誤報與操作員疲勞。
● 更高解析微焦斑:新管 <1 μm 焦斑,可達 5000–10000× 放大,對 Fan-Out WLP 至關重要。
● 即時 3D 成像:逆向幾何 X 光系統配多偵測器,數秒內完成 CT 數據採集,使量產真正 Inline 3D 檢測成為可能。
總結:您的專案需要 PCB X 光檢測嗎?
若設計含 BGA、QFN、LGA 或極細間距 CSP,PCB X 光檢測並非選配,而是強制。光學檢測無法驗證這些連接的可靠性。理解衰減物理與標準,才能更精準傳達品質需求。
從基礎 2D 氣孔分析到先進 3D CT 重建,X 光檢測提供確保可靠性所需的數據。無論消費電子或工業控制器,設計時即考慮可測試性,並選擇像 JLCPCB 這樣重視透明的製造商,是成功的關鍵。
準備採用專業級品質控制?立即探索JLCPCB 的 PCB 組裝服務,確保您的 BGA 與 QFN 設計經久耐用。
常見問題
Q1. X 光檢測會損壞敏感半導體元件嗎?
通常不會。現代 SMT 用 X 光系統輻射劑量遠低於矽元件損傷或 EEPROM/Flash 電荷捕獲閾值,可安全檢測主動元件。
Q2. BGA X 光檢測的 IPC 氣孔允收標準?
IPC-A-610 Class 2(JLCPCB 遵循)允許單一球 25% 氣孔,累計 30%;Class 3 更嚴格(單一球 <15%),需特殊製造協議。
Q3. 3D X 光(CT)與分層攝影(Laminography)差異?
CT 通常 360° 完整旋轉樣品進行體積重建;分層攝影無需完整旋轉即可掃描分層,速度更快,適合量產平板 PCBA。
Q4. X 光能偵測焊點微裂紋嗎?
高解析 X 光 CT 可偵測 1–2 μm 微裂紋,呈現亮焊料中的暗線。<1 μm 極細裂紋或分層需搭配 C-SAM 或破壞性切片。
Q5. 自動 X 光檢測(AXI)與手動檢測差異?
AXI 利用 CAD 座標與 AI 缺陷辨識,每小時可處理 60–200 片;手動靠操作員定位與判圖,每小時僅 10–30 片。手動適合打樣,AXI 為量產必需。
Q6. 厚多層板的最佳 X 光管電壓?
標準 1.6 mm FR-4 建議 60–80 kV;厚多層板(3–5 mm)含重銅需 90–130 kV。每增加 1 mm 厚度,約提高 10–15 kV 以獲得良好對比。
持續學習
使用萬用電表辨識電晶體腳位:完整逐步指南
正確辨識電晶體腳位,是每位工程師、電子愛好者與電機電子相關學生在將雙極性接面電晶體(BJT)放入電路前,最先需要檢查的事項之一。若基極、集極或射極判斷錯誤,可能會在第一次上電時損壞元件,或讓原型板在沒有明顯跡象的情況下完全無法運作。 本指南說明在沒有資料表可用時,如何使用萬用電表辨識電晶體腳位。這個方法之所以有效,是因為 BJT 內部由兩個共用同一個基極的 PN 接面構成,結構與二極體中的接面相同。也正因如此,萬用電表的二極體測試模式才是適合用來判斷腳位的工具。 讀完本文後,您將能夠: 找出未標示電晶體上的基極腳位 判斷電晶體是 NPN 還是 PNP 辨識集極與射極 了解 SOT-23 與其他 SMD 封裝所帶來的額外風險 圖:NPN 與 PNP 電晶體符號,顯示基極、集極與射極端子。 測試前先了解電晶體腳位 什麼是基極、集極與射極? BJT 有三個端子: 基極(B):控制端子。此處的小電流會使電晶體導通,並允許更大的電流在集極與射極之間流動。 集極(C):依電晶體類型不同,負責讓較大的電流流入或流出電晶體。 射極(E):電流在回到電源供應端的過程中,會從此端子流出(NPN)或流入(PNP)。 在......
3D錫膏檢測(SPI)技術應用與製程管控規範
一、從2D到3D SPI:檢測技術迭代 PCB錫膏印刷檢測(SPI)為SMT製程前置品質管控環節,直接影響後續焊點良率與產品可靠性。早期產業採用2D影像檢測,以頂置光源灰階對比成像為基礎僅能識別錫膏覆蓋面積、平面偏移量,無法量測垂直高度、立體體積、表面形貌等三維參數。 2D SPI不具備隱性缺陷識別能力,錫膏薄化、邊緣微塌陷、局部拉尖、微量缺錫等問題易流入回流工序,引發虛焊、冷焊、元件偏移等不良,增加返工成本與物料損耗。 隨電子產品小型化、高密度化,3D SPI已成高精密SMT產線標準配置。3D SPI採用相位測量輪廓術(PMP),設備輸出條紋結構光投射至錫膏表面,成像單元捕獲光柵變形資訊,經演算法重建三維輪廓,完成三項核心參數量化: 錫膏高度:量測堆疊垂直高度,驗證刮刀刮除、鋼網脫模不均異常,確保符合規格。 錫膏體積:計算微米級堆疊體積,為焊點潤濕性、機械強度的直接評估指標。 表面形貌:識別邊緣塌陷、尖角凸起、局部缺料、表面孔洞等異常。 二、SPI前置管控:錫膏印刷缺陷識別與根因 SMT製程數據顯示,超70%焊點不良源自錫膏印刷。SPI於回流前實施全板檢測,識別分類缺陷、攔截不良PCB,避免後續......
PCB 組裝常見焊點缺陷及改善對策
一、常見焊點缺陷(Solder Joint Defects)分析 1. 冷焊(Cold Solder Joint) 冷焊點為外觀檢測中易誤判的隱蔽缺陷。其特徵為焊點表面呈黯淡粗糙顆粒狀,金屬間化合物(IMC)層生長不充分。 成因:焊接過程局部峰值溫度未達錫膏完全共晶溫度;或大熱容量元件(大型電感、散熱塊)過度吸熱,導致錫膏熔融潤濕不充分。 風險:冷焊點機械強度不足,產品承受振動或熱循環(Thermal Cycling)時,焊點易萌生微裂紋,引發電路間歇性開路故障。 2. 焊錫橋接(Solder Bridging) 相鄰或多個焊點在非導通區域發生連接,即形成焊錫橋接(短路)缺陷。 成因:高發於細間距元件(如0.4mm pitch QFN、BGA),誘因包含鋼網開孔尺寸偏大、錫膏印刷對位偏移、回流焊升溫速率過快導致錫膏塌陷。 防範:製程端優化鋼網寬厚比;設計端增設阻焊橋(Solder Mask Dam),為阻斷錫膏延展的核心物理防護措施。 圖1.常見焊點缺陷圖 二、立碑效應(Tombstoning PCB):表面張力失衡缺陷 立碑效應為微型晶片元件(電容、電阻)典型SMT缺陷,表現為元件一端焊合、另一......
攔截隱形缺陷:PCB測試策略與品質控管技術全解析
在電子製造價值鏈中,“良品率”是一項至關重要的指標,直接影響利潤空間。隨著元件封裝尺寸不斷縮小至 01005 甚至更小,傳統的人工目視檢測(MVI)已愈發難以滿足現代電路板對品質控制的嚴苛要求。一塊電路板即便肉眼看似完美無瑕,其內部仍可能潛藏著微觀短路點,或是在 BGA 焊球下隱藏著肉眼不可見的空洞。在實際應用中,一套高效率的電路板偵測系統,本質上就是要在成本投入與故障風險之間尋求動態的平衡。 一、 第一道防線:基於 AOI 技術的視覺檢測創新 自動光學檢測(AOI)如今已成為表面貼裝技術(SMT)生產線上的標準配備。該系統透過利用多角度光源及高速工業相機,將待檢電路板與標準參考樣本(通常被稱為“金板”)進行比對,從而識別出兩者之間的差異或缺陷。 1. 從 2D AOI 到 3D AOI 的演進 早期的 2D AOI 系統僅能偵測平面缺陷,例如元件漏裝、極性反向或文字印刷錯誤等。相較之下,3D AOI 系統則採用了雷射掃描或結構光等技術,能夠精確檢測出焊點高度不均、板體翹曲以及焊點形態異常等缺陷。這些檢測數據對於預測焊點的長期可靠性具有至關重要的意義。 2. 演算法的進步:減少誤報與漏檢 在電路板......
焊膏檢測(SPI):SMT 組裝中製程控制的完整指南
在當今的表面貼裝技術(SMT)製造領域,焊膏沉積的一致性決定了組裝印刷電路板的電氣性能、機械剪切強度與長期可靠度。 焊膏是將元件端子與 PCB 銅墊結合的介質,因此不論體積、厚度或位置出現任何變異,都會嚴重影響最終產品的焊點品質。 什麼是焊膏檢測(SPI)? 焊膏檢測(SPI)是一種先進的品質管制流程,在鋼板印刷後、元件貼裝前立即執行。檢測項目包含 PCB 上所有焊墊的焊膏高度、面積、體積與位置精度,確保每筆沉積都在允差範圍內,並在缺陷顯現前提早揭示製程錯誤——遠在它變得昂貴之前。 良好的焊點始於正確的焊膏印刷;僅需極小的印刷偏差(如輕微偏移或體積不足),就會在回流後造成立碑、橋接、潤濕不良或開路等缺陷。主動排除印刷錯誤不僅能提高產品良率,也能避免日後的現場失效與保固成本。 現今最先進的 SPI 設備具備次微米精度的 3D 光學掃描能力,同時提供即時回饋與數據,協助工程師持續改善製程。工程師可近乎即時地調整刮刀壓力、速度與對位等多項參數,在生產過程中快速達成穩定與適應。 為何焊膏檢測(SPI)在 SMT 組裝中至關重要 在 SMT 組裝中,焊膏印刷是影響最終 PCB 可靠度的關鍵步驟之一。研究指出......
什麼是 PCBA 測試?檢測方法、流程與品質管制完整指南
在現代電子產品中,成品的性能與長期可靠性直接取決於其印刷電路板組裝(PCBA)的品質控管。即使只是板階微小的缺陷——如肉眼難見的焊點裂紋、元件偏移或被動元件數值錯誤——都可能演變成昂貴的現場失效、產品召回,並對品牌聲譽造成長遠損害。 高品質的 PCBA 並非僅靠最終檢驗就能達成;而是從第一盤元件上料前開始,到每片組裝板驗證功能完整為止,持續重複且系統化的測試流程所累積的結果。 對於複雜且高密度的設計,與導入先進檢測與測試方法的製造商合作至關重要。在 JLCPCB,我們在整個組裝流程中整合嚴謹且科技導向的 PCBA 檢驗,確保每片電路板都能達到最高性能與可靠性標準。 本指南概述 PCBA 測試流程中的最佳實踐與先進技術——從元件驗證到最終功能測試。 PCBA 測試:組裝前驗證 防止缺陷最有效的方法,就是確保只有完美的元件與 PCB 進入組裝線。這個基礎階段稱為進料品質控管(IQC),是關鍵的第一道防線。 #1 元件進料品質控管(IQC) 每一片印刷電路板組裝(PCBA)都始於物料清單(BOM),最終產品的完整性取決於所用元件的絕對正確性。元件的進料品質控管(IQC)是一套全面的驗證流程,可在組裝的任......