
熱傳導的鋼鐵骨架:為何機械設計遠比你想像的重要
1 分鐘
- TEMA:專家
- ASME:法律
- 常見問答
當我們談論熱交換器——那些在發電廠、煉油廠與化工廠中負責能量傳遞的龐大工業器官——話題幾乎總是圍繞著熱力性能打轉。工程師會問:「這玩意兒能多快冷卻?」或「每小時能回收多少百萬焦耳?」效率圖表被畫出,傳熱係數被爭論,然後大家心滿意足地收工。
但這些機器背後還有更黑暗、更關鍵的一面。熱力設計決定設備運作得多好,機械設計卻決定它能否活下來。
熱交換器本質上是一個加壓容器,隨時等待弱點被利用。它內含極端溫度與高壓的揮發性流體,運行不是幾小時,而是幾十年。機械設計這門學問,就是把熱力需求轉化為實體——確保這些工業巨獸不僅表現優異,還能長久耐用。
核心使命:壓力鍋裡的安全
想像一輛校車大小的壓力鍋,連續運轉 20 年,經歷地震、颶風級強風,以及可能具腐蝕性、易燃或根本爆炸性的內部流體。這就是機械設計的挑戰。
目標構成工程「聖三一」:
安全與合規是絕對優先。洩漏或爆炸不只是營運小插曲,而是人命威脅,甚至可能拉出方圓一英里的封鎖區。所有決策都從這根基出發。
耐久性代表對抗無形敵人:腐蝕從內部悄悄啃蝕金屬,侵蝕在流速最高處磨損管壁,以及熱循環——像來回折迴紋針直到斷裂那樣無情的膨脹收縮。
可維護性是最常被忽略、也最讓人後痛的設計考量。若無法打開單元清洗、檢查或更換墊片,它就變成負債而非資產。優秀的機械設計得顧及多年後、常在凌晨兩點非計畫停機時與機器搏鬥的人們。
規則書:設計不是自由搏擊
你無法在餐巾紙上畫完熱交換器就動工。產業受嚴格的國際規範管轄——機械工程不成文卻白紙黑字的憲法。
TEMA:專家
管式交換器製造商協會(TEMA)為殼管式交換器制定專門規則,依服役嚴苛度分級:
Class R(煉油):重量級。為油煉製的嚴苛環境打造,一旦故障可能釀成連鎖災難。
Class C(通用):一般工業的可靠戰馬——成本效益高且經驗證。
Class B(化工):特殊單元,常需哈氏合金或鈦等異材應對特定化學工況。
ASME:法律
ASME 鍋爐與壓力容器規範(第八卷)是全球安全標準的重量級冠軍,規範壁厚與銲接品質的數學。
第 1 分卷採「規則設計」——保守、歷經考驗的公式,得出更厚、本質上更安全的壁。第 2 分卷允許「分析設計」——用先進電腦模擬優化每一克材料,給願意用數據證明的工程師更輕、更精準的設計。把第 1 分卷想成謹慎的將軍,第 2 分卷則是需為每一步辯解的聰明戰術家。
流程:從概念到鋼材
工程師如何從滿是製程數據的試算表走到製造圖?這是一道循序邏輯閘,早期錯誤會在後期痛苦放大。
定義輸入。我們不只針對正常操作壓力設計——而是設計壓力,通常比最高操作壓力高 10–15%,外加緊急工況緩衝。還要加上腐蝕裕量:明定額外幾毫米鋼材,唯一目的就是讓它在 20 年壽命內被鏽蝕犧牲。
識別所有載重。內壓只是開頭。地震來了怎辦?連接的大管線重量壓在噴嘴上?高聳立式容器的風載,或冷流體衝進熱殼體的熱震?每種載重都需被識別、量化並設計對策。
選材。金屬得匹配流體。碳鋼便宜又充足,但海水要求鈦。氫氣服役需嚴格控制化學成分以防脆化。選錯不會立刻出事——而是緩慢、無形的劣化,在多年後最糟的時刻顯現。
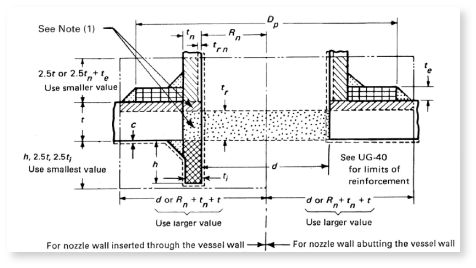
計算厚度。用規範公式精確算出殼體、封頭與噴嘴需多厚,才能讓應力低於材料的容許限值——永久變形開始的臨界點。
驗證銲道。銲道被賦予接頭效率係數。若每吋銲道都經 X 光檢測(全射線),規範更信任它,允許稍薄壁厚。跳過 X 光,規範就用更重容器懲罰你。這是檢驗成本與材料成本間直接而優雅的權衡。
應力:無形敵人
並非所有應力都一樣,區分它們正是區分稱職與危險機械工程師的關鍵。
一次薄膜應力是壓力造成金屬平均拉伸——「氣球效應」。它危險且非自限,一旦超過材料降伏強度,容器不會回彈,而是鼓脹最終破裂。我們用 3.5 倍以上的安全係數防範。
一次彎曲應力像折尺般作用,造成變形,允許限值略高於薄膜應力,但在噴嘴連接與鞍座處仍被嚴格控管。
二次應力來自金屬受熱想膨脹,卻被周圍結構物理限制。關鍵在於它是自限的:金屬局部降伏並重新分載後,應力即獲紓解。規範在此較寬容,認知局部降伏並非災難。
尖峰應力最陰險,潛伏在尖角、銲趾與幾何突變處——圖面看不見,金屬裡卻很真實。它不會立即導致失效,但在數千次壓力循環與溫度起伏下,會種下微米裂紋,逐毫米擴展,直到某天容器在設計壽命前很久就失效。這就是疲勞,防範它不只要想今天的載重,還要考慮容器一生將遭遇的每一次載重。
管板:瑞士乳酪悖論
管板大概是殼管式交換器中最迷人的單一元件:一塊厚金屬板鑽了數百甚至數千孔,用來承接管端。根本悖論就在此。
為抵抗殼程與管程壓差,你需要巨大、剛性板;但為容納管子,你又得鑽掉大量材料。這就是「束帶效率」問題:孔越多,板越弱。工程師必須在「夠剛抗彎」與「不會貴到離譜」之間走鋼索。
熱行為讓問題更深。U 管設計中,管子彎成髮夾形,可相對殼體自由膨脹——優雅的機械方案,大幅降低熱應力。固定管板設計則把管板直接銲在殼體,形成剛性組件;當殼與管溫度不同、膨脹速率各異時,雙方像各拉繩子兩端的倔人,產生巨大結構載重,每個計算都得納入。
幾何很重要:封頭與殼體
殼體是簡單圓筒,但兩端得封住。選擇形狀是物理、經濟與幾何定律的混戰。
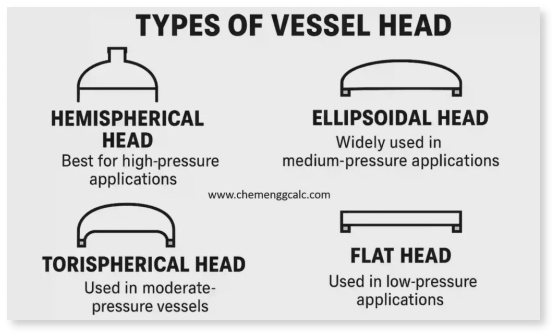
半球形封頭是理論理想。球體完美均勻分壓,所需壁厚僅同徑圓筒一半。壞處:把鋼板壓成完美半球昂貴又耗時,只留給最極端壓力。
橢圓形(2:1)封頭是業界日常戰馬——曲線平滑,兼顧強度、內容積與製造成本。看過丙烷槽的圓頂,就是這幾何。
碟形封頭更便宜,卻暗藏代價:碟面與圓柱法蘭交界處的「折邊」半徑銳利,應力集中,使碟形封頭不適高壓。製造廠省下的成本,可能在維護費上加倍奉還。
平蓋幾何上最弱——平板純靠彎曲抗壓,像活板門擋洪水,得極厚才能承受有效壓力。但它有「可進入」優點:鬆開螺栓,整個容器內部立即敞開。對需頻繁清洗或檢查的熱交換器,這便利值得付出重量代價。
期末考:現實檢驗
任何設計在放行製造前,都得通過一系列不華麗卻關鍵的「常識檢查」,那是模擬無法完全複製的。
它真的做得出來嗎?公差現實嗎,還是得在六米長殼體上要求毫米級對準?吊耳能否承受維修抽管束時的總重?一個無法製造或維護的漂亮設計,不是好設計——只是被推給別人的昂貴問題。
最後,水壓試驗。熱交換器在接觸一滴製程流體前,先灌滿水——刻意用不可壓縮、失效時不會爆炸釋能的液體——加壓到設計限值的 1.3 或 1.5 倍。每道銲道、法蘭與接頭都在此高載下被檢視。水會從針孔滲出。法蘭面若墊片沒裝好會出現水漬。水壓試驗抓住計算可能遺漏的缺陷,一個多世紀以來一直是機械完整性的最終守護者。
只有當金屬撐住、法蘭密封、銲道滴水不漏,機械設計師的工作才真正結束。
機械設計終究是預測未來的藝術——預見 20 年的壓力循環、熱震、腐蝕與地震,並打造一個把這些極端當作日常上班的容器。它不如熱力優化光鮮,極少在研討會被提起,工廠順利運轉時更從不被提及;只有出錯時才進入話題。正因如此,它必須一次就做對。
常見問答
Q1:回熱器與復熱器的主要差異?
復熱器透過金屬壁連續傳熱(像汽車水箱),回熱器則循環運作——先在一階段把熱存於固體基體,再在另一階段釋放。可視為「蓄熱電池」,在極端條件下可達 85–95% 效率。
Q2:為何無塵室或食品加工不能用回熱器?
回熱器固有污染問題:同一基體先接觸髒排氣再接新鮮進氣,會造成 1–5% 殘留氣體混攙。對鋼廠、玻璃爐可接受,對醫院或半導體廠等需嚴格純度的場合卻是致命缺陷。
Q3:為何機械設計與熱力性能同等關鍵?
熱交換器本質是在極端條件下運行數十年的加壓容器。熱力設計決定效率,機械設計確保存活。工程師須考量內壓、腐蝕、熱膨脹、地震與疲勞。機械設計不良不僅降低性能,還可能導致災難性失效。因此 ASME、TEMA 等嚴格規範管轄每項計算,從壁厚到銲接品質無一例外。