
感應硬化零件的回火處理:在不失控的情況下恢復韌性
1 分鐘
- 1. 硬度與微結構演變的機制
- 2. 未回火麻田散鐵的脆性現實
- 3. 管理殘留應力:表面與次表面動態
- 4. 韌性陷阱:避免脆化區間
- 5. 感應 vs. 爐內:參數轉換
- 6. 導入策略:實務方法
- 7. 進階均勻性控制:Fluxmanager 方法
- 8. 品質結論:脆性強度與衝擊韌性
- 感應硬化元件回火常見問題
重點整理
回火是必要步驟:淬火態麻田散鐵對實際服役而言過於脆硬。回火可恢復韌性並釋放殘留應力,同時保留感應硬化所帶來的大部分硬度提升。
避免脆化區間:在 200–370°C(TME)或 450–600°C(TE)之間回火,即使硬度降低,也可能造成韌性下降。製程設計人員必須選擇避開這些範圍的溫度。
感應回火可達到與爐內回火相同結果:透過較高溫度與較短保溫時間,感應回火可達到與多小時爐內回火週期相同的金相結果,並消除生產瓶頸。
應力重新分布很重要:回火會將危險的次表面拉伸應力峰值往材料更深處移動,遠離外部載荷作用區,進而顯著提升疲勞壽命。
在感應硬化領域中,焦點通常放在「淬火態」所產生的劇烈轉變。我們追求高硬度與高強度,但這些提升也伴隨代價:低延展性與低韌性。工程界普遍認為,未回火麻田散鐵對多數商業應用而言通常過於脆硬,容易提高缺口敏感性並促進裂紋發展。除了脆性之外,淬火態麻田散鐵還具有很高的內部殘留應力,可能導致形狀變形,甚至在服役期間發生延遲裂紋。
回火是在硬化後進行的關鍵次臨界熱處理,用於釋放這些應力並形成回火麻田散鐵微結構。透過將鋼材重新加熱到低於下臨界轉變溫度(Ac1)的溫度,我們希望取得理想折衷——恢復韌性與延展性,同時不犧牲過多硬度與強度。在許多現代產線中,這不只是金相需求,更是製程可靠性的必要條件,可防止由殘留應力造成的延遲裂紋。
1. 硬度與微結構演變的機制
回火的主要目標,是將麻田散鐵分解為含有碳化物顆粒分散相的 α-鐵基體。隨著溫度上升,此過程會分成數個彼此重疊的階段。對多數普通碳鋼與低合金鋼而言,回火溫度與硬度之間呈現單調關係:溫度越高,硬度與強度越低。典型的低溫回火,例如 120°C 至 250°C,可能只會讓硬度降低 1 至 4 個 HRC 點,但能帶來細微卻重要的穩定性提升。
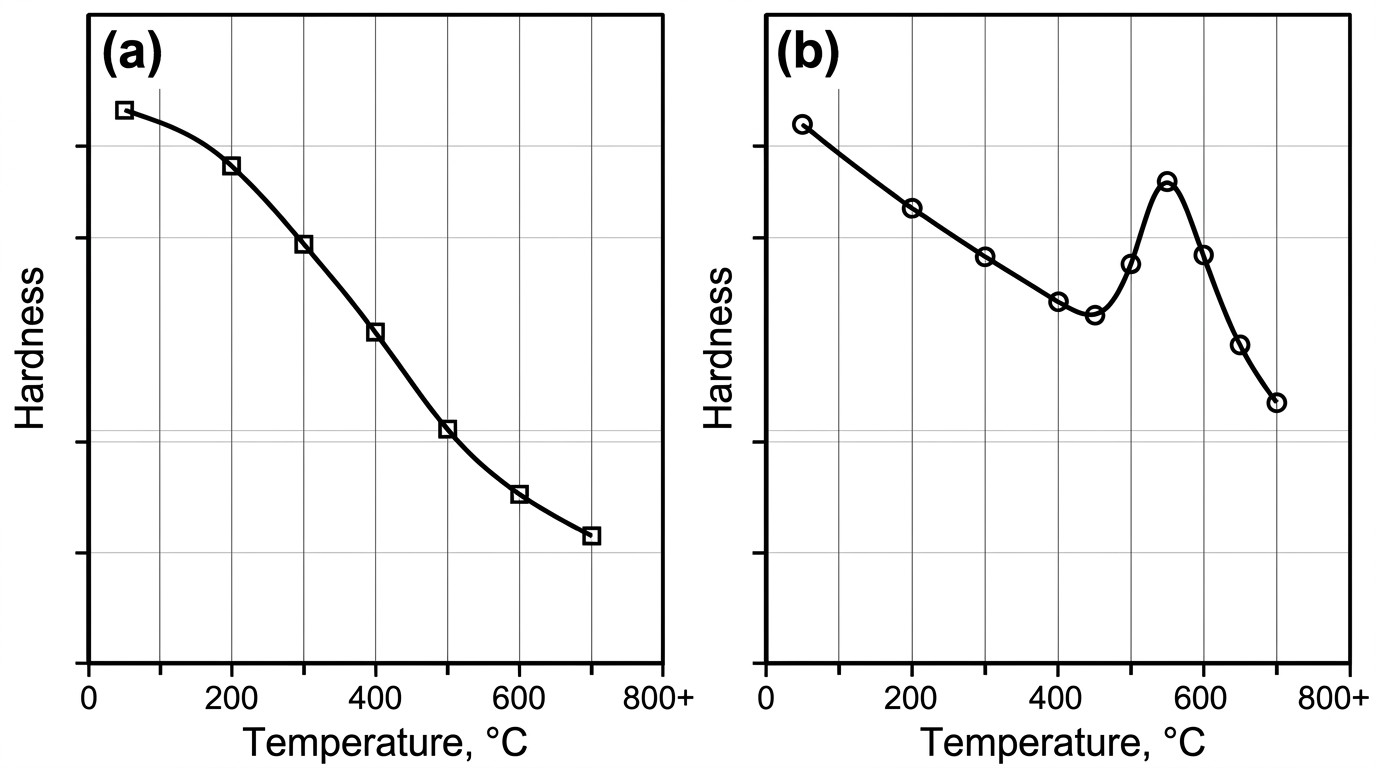
圖 1:普通碳鋼的硬度與回火溫度比較,呈現單調下降;以及含碳化物形成元素的合金鋼,呈現二次硬化現象。
然而,對於含有鉻、鉬或釩等強碳化物形成元素的合金鋼而言,兩者關係更為複雜。這些材料可能出現「二次硬化」現象,也就是合金碳化物在 500°C 至 600°C 之間析出,實際上造成局部硬度上升。此外,回火在分解殘留沃斯田鐵(RA)方面也扮演重要角色;否則這些殘留沃斯田鐵可能在元件服役期間轉變為未回火麻田散鐵,導致後期脆化與變形。
2. 未回火麻田散鐵的脆性現實
當元件經淬火形成麻田散鐵時,所得結構處於極度熱力學不穩定狀態。碳原子被困在體心正方(BCT)晶格中,產生巨大的內部應變。這種應變會帶來高硬度,但也使材料容易發生災難性失效。未回火麻田散鐵以脆性著稱;它缺乏塑性變形能力,代表任何應力集中點,例如缺口、刮痕或尖角,都可能成為裂紋快速擴展的位置。
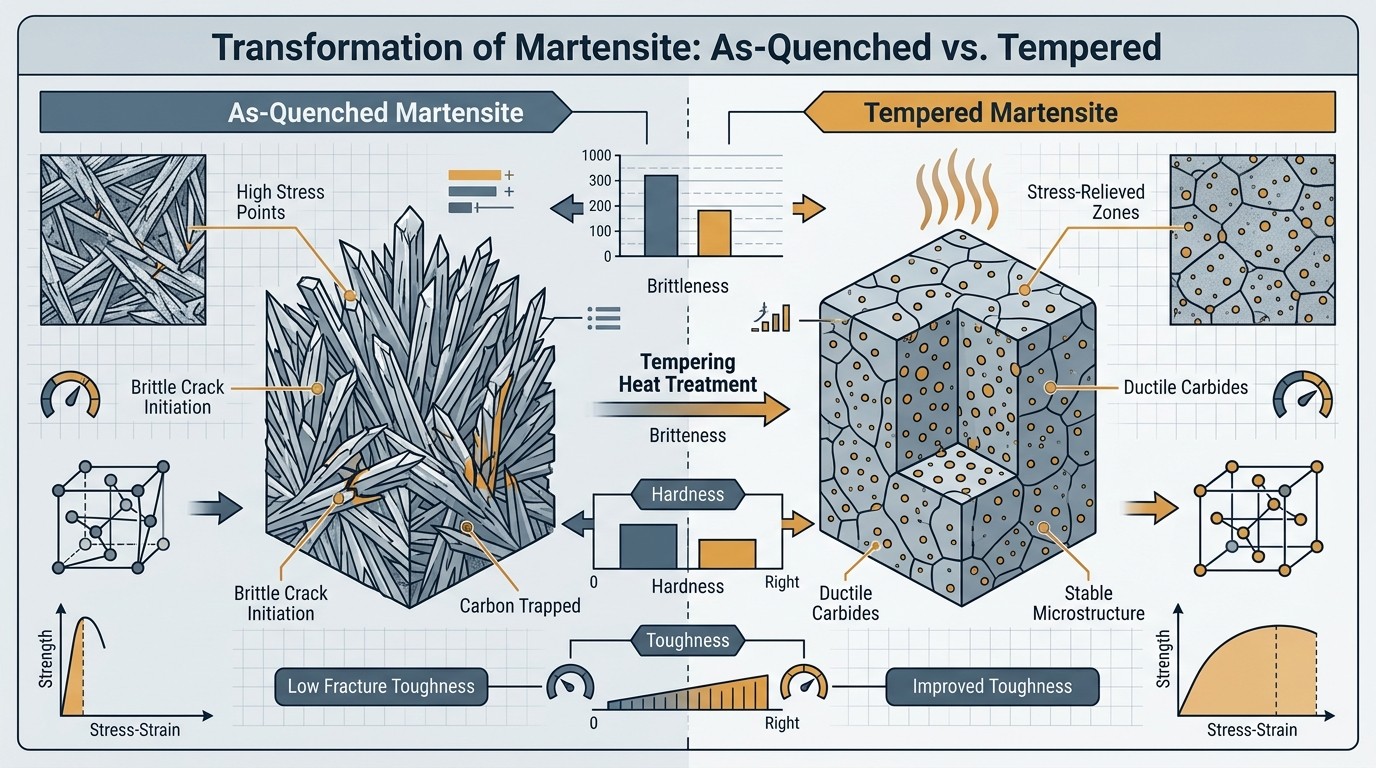
圖 2:資訊圖展示從脆性的淬火態麻田散鐵,轉變為更穩定的回火麻田散鐵。
此外,淬火過程本身會導入高程度的內部殘留應力。這些應力並不均勻;它們會從表面到心部產生變化,通常讓表面處於壓縮狀態,而次表面處於拉伸狀態。如果這些應力沒有透過回火釋放,就可能導致延遲裂紋。這種現象有時稱為「季裂」或「淬火裂紋」,可能在零件冷卻至室溫後數小時,甚至數天才發生。延遲裂紋的機率取決於多個因素:硬度等級、特定硬化層型態、合金化學成分,以及零件整體幾何形狀。
對於中碳鋼、高碳鋼與某些鑄鐵製成的元件,還存在殘留沃斯田鐵(RA)的問題。在淬火態下,一部分沃斯田鐵可能未能轉變為麻田散鐵。這些 RA 並不穩定,可能在元件服役期間轉變為未回火麻田散鐵,導致尺寸不穩定與後期脆化。回火提供必要熱能,使這些殘留沃斯田鐵分解為更穩定的相,確保元件長期完整性。
未回火結構的風險
- 高內部殘留應力會在服役期間造成形狀變形。
- 缺口敏感性會在外部載荷下促進裂紋快速發展。
- 淬火作業後數小時或數天,可能發生延遲裂紋。
- 殘留沃斯田鐵在後期轉變,可能導致尺寸不穩定。
3. 管理殘留應力:表面與次表面動態
熱處理中常見的一個誤解是,低溫回火可以消除所有內部殘留應力。事實上,它只會釋放其中一部分。更重要的是,回火會改變這些應力的分布。在表面硬化元件中,淬火過程通常會讓最大拉伸殘留應力出現在硬化層正下方,或硬度轉變區內。這個次表面區域,是服役載荷下裂紋起始的主要位置。
回火最關鍵的「任務」之一,就是將最大拉伸應力峰值往心部更深處移動,遠離表面;而表面通常是外部服役載荷,例如彎曲或扭轉,最高的區域。透過降低這些拉伸應力的幅度,並將其移往材料更深處,我們可以顯著改善零件的疲勞壽命與性能。即使只是細微的低溫回火,也能提供足夠的應力釋放,防止延遲裂紋,同時不會大幅犧牲高表面硬度所帶來的耐磨性。
4. 韌性陷阱:避免脆化區間
雖然工程師通常預期回火過程中硬度下降時,韌性會提升,但這種變化並不總是線性的。某些特定「脆化區間」中,儘管硬度下降,衝擊韌性反而可能降低。理解這些低谷對製程設計非常重要。某個配方對純拉伸受力零件有效,並不代表對承受扭轉或彎曲的零件也能提供相同效益。
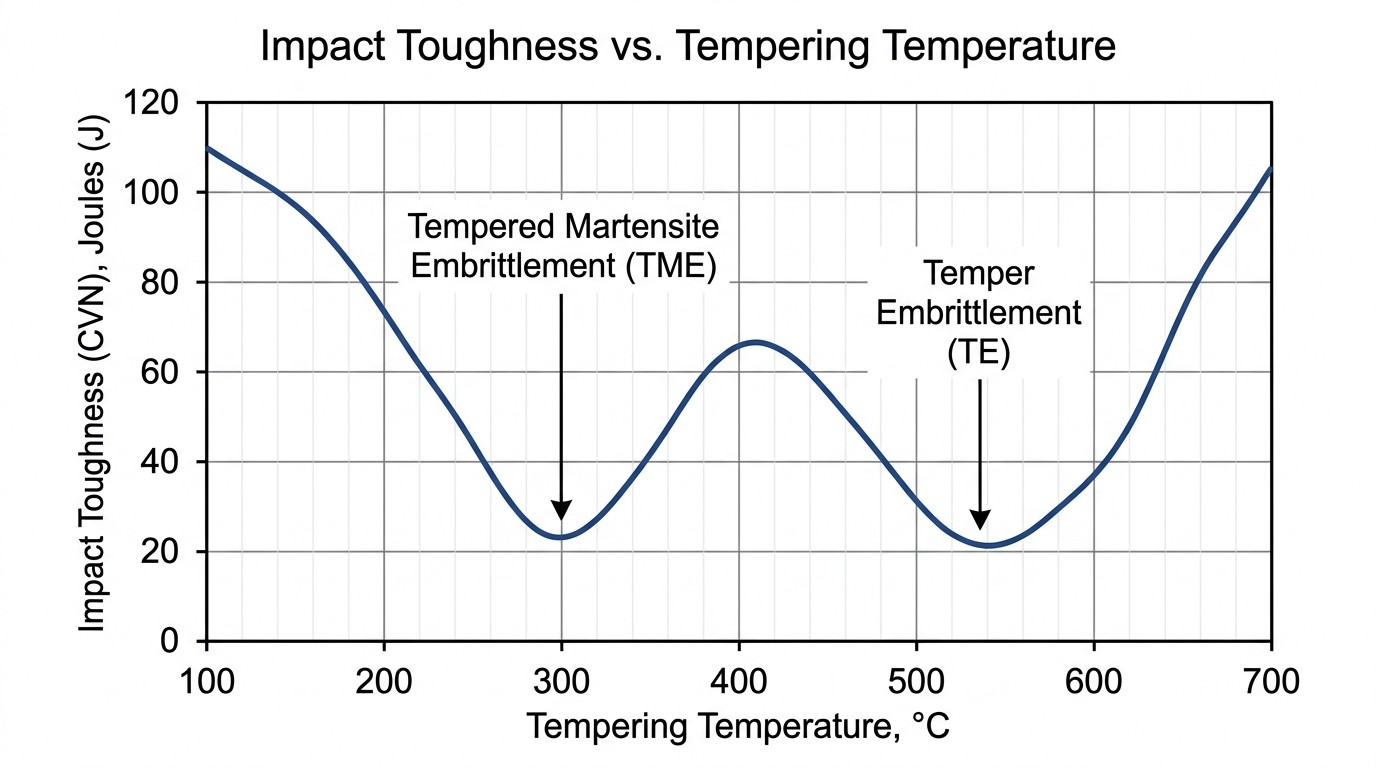
圖 3:衝擊韌性與回火溫度的關係,標示出關鍵脆化低谷。
回火麻田散鐵脆化(Tempered Martensite Embrittlement,TME)通常發生在零件於 200°C 至 370°C 範圍內回火時。這是一種不可逆現象;一旦發生 TME,恢復韌性的唯一方法,就是重新沃斯田鐵化並再次淬火。相較之下,回火脆化(Temper Embrittlement,TE)出現在較高溫度,通常為 450°C 至 600°C。與 TME 不同,回火脆化是一種可逆現象,有時可透過特定冷卻速率或後續熱處理週期來緩解。
5. 感應 vs. 爐內:參數轉換
傳統爐內回火是一個耗時製程。由於爐體依靠對流與輻射來加熱整批零件,通常需要 1 至 3 小時才能達到熱平衡並完成必要的擴散型轉變。在現代精實製造中,這會形成明顯瓶頸,而感應回火正是為了解決這個問題。
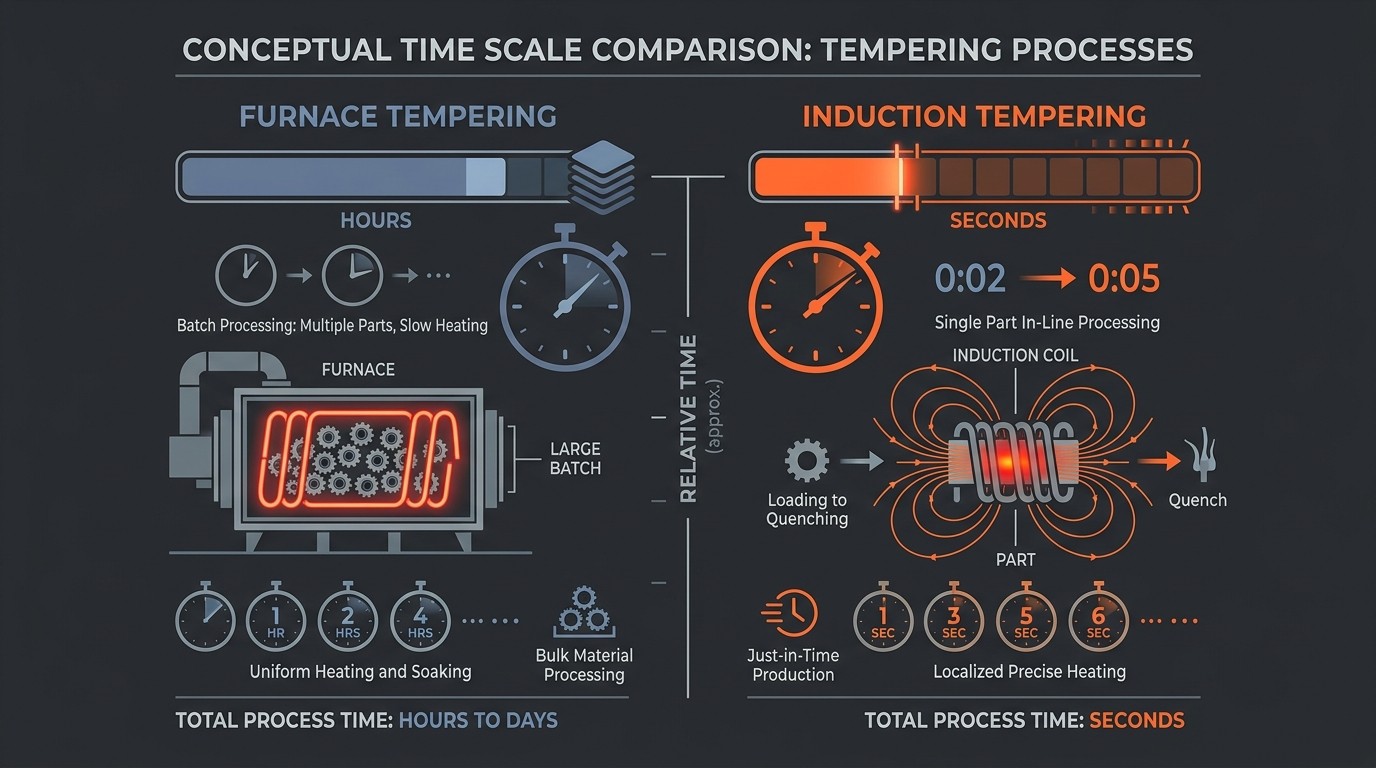
圖 4:爐內回火與線上感應回火在處理時間上的概念比較。
感應回火利用電磁加熱,在數秒或數十秒內達到目標溫度,提供高速替代方案。然而,這種速度需要參數轉換。由於回火是擴散驅動製程,它同時取決於時間與溫度。若要達到與長時間保溫爐內週期相同的金相結果與硬度,感應回火必須使用更高溫度。
Larsen-Miller 參數的實務應用
硬度可建模為以下函數:$P = T \times [C + \log_{10}(t)]$
T:絕對回火溫度(K)。
t:在溫度下的時間(小時)。
C:與合金相關的常數,對鋼材而言通常介於 10 至 18。
此關係可實現「短時間、高溫」週期,並匹配線上感應硬化機台的產能需求。
6. 導入策略:實務方法
在生產環境中,導入回火主要有三種方式,每一種都有其獨特優勢,也會面臨特定限制。
1自回火(Slack Quenching)
利用部分淬火後仍保留在零件心部的殘餘熱量。當淬火停止時,熱量會從心部回流到表面,使其溫度升高到回火範圍,汽車元件通常為 180°C 至 220°C。
2感應回火
透過電磁感應重新加熱已硬化零件。此方法具備精準可控性,並能對複雜零件的特定區域進行選擇性回火。
3爐內/烘箱回火
傳統批次式或連續式對流製程。可靠,但會消耗大量廠房空間與能源。
自回火具備很高能源效率,並可消除時間延遲,但它需要極高精度的淬火控制,且通常僅限於直軸等簡單幾何形狀。心部較冷的大型工件也可能產生過強的熱沉效應,阻止必要的溫度上升。對複雜零件而言,專用感應回火線圈是較佳選擇。這些線圈通常採用較鬆耦合設計,頻率也低於其硬化用線圈,以確保溫和且均勻加熱。不同於硬化,回火溫度永遠低於居里點,這表示鋼材仍保持磁性,且集膚效應非常明顯。
7. 進階均勻性控制:Fluxmanager 方法
在回火厚壁管件或複雜軸類零件時,達成徑向與縱向均勻性是最終挑戰。傳統高頻感應可能導致「表皮」加熱,也就是表面在內部達到目標溫度前先過熱。這種徑向溫度不均,可能造成不理想且不均質的應力釋放特性。
圖 5:用於最佳化縱向溫度均勻性的進階線圈設計概念。
Fluxmanager 這類技術會透過使用工頻(50-60 Hz)來解決此問題,以獲得更深穿透。透過將這些低頻與專有磁通集中器結合,能量可以被精準集中到所需位置——補償高質量區域中的「冷沉」,並避免邊緣或薄截面產生「熱點」。這種控制層級,使線上感應回火成為大型爐體設備的穩健、高品質替代方案,並確保更優異的重複性與品質。
8. 品質結論:脆性強度與衝擊韌性
任何生產製程的最終證明都是現場表現。雖然某些冶金學家可能仍偏好長時間保溫的爐內週期,但研究顯示,感應回火可提供相同,甚至有時更優異的脆性強度與衝擊韌性。例如,研究指出,在硬度相同的前提下,經較高溫、較短時間感應回火的碳鋼零件,其脆性強度可達低溫長時間爐內回火零件的三倍。
若製程執行正確,硬度的輕微降低會被以下效益大幅抵消:內部應力釋放、延展性或韌性提升、危險最大拉伸應力峰值遠離外部施加應力,以及可加工性提升。對「韌性恢復」階段的精準控制,與硬化本身同樣重要。掌握這些技術,可讓現代工程師防止延遲裂紋、改善疲勞壽命,並最佳化感應硬化元件的整體性能。
感應硬化元件回火常見問題
問:為什麼感應硬化零件不能不經回火直接使用?
未回火麻田散鐵極度脆硬,並含有高內部殘留應力。這會使零件在應力集中處容易發生災難性失效,也可能在淬火後數小時或數天造成延遲裂紋。回火可恢復韌性並釋放這些危險應力,同時保留硬化過程中獲得的大部分硬度。
問:感應回火如何在更短時間內達到與爐內回火相同的結果?
回火受 Larsen-Miller 參數控制,該參數顯示硬度同時取決於溫度與時間。感應回火使用較高溫度,並透過電磁加熱在數秒內達到目標溫度,以補償較短時間,進而達成原本需要在爐內 1–3 小時才完成的等效金相轉變。
問:「脆化區間」是什麼?為什麼重要?
脆化區間指的是特定溫度範圍,也就是 TME 的 200-370°C,以及 TE 的 450-600°C;在這些範圍內,儘管硬度降低,衝擊韌性反而會下降。在這些範圍內回火,可能讓零件變得更脆,而不是更韌。製程設計人員必須謹慎選擇避開這些區間的回火溫度,以確保最佳韌性恢復。
結論:感應硬化元件的回火
回火造成的輕微硬度降低,會被內部應力釋放、延展性與韌性提升、危險拉伸應力峰值遠離外部載荷區,以及可加工性改善等效益大幅抵消。無論採用自回火、感應回火或爐內方法,只要能精準控制韌性恢復階段,現代工程師就能防止延遲裂紋、改善疲勞壽命,並最佳化感應硬化元件的整體性能。