
進階感應接合與組裝指南
1 分鐘
- 1. 感應膠接:接合異質材料
- 2. 瓶蓋感應封口:適用於大量生產的氣密包裝
- 3. 熱套配合:利用熱膨脹形成機械接合
- 4. 馬達轉子加熱:最佳化電動馬達組裝
- 5. 感應接合與組裝的通用試車檢查表
- 感應接合與組裝常見問題
重點摘要
感應膠接:利用經感應加熱的金屬零件將熱量傳遞至黏著劑,使其完成固化,進而在塑膠、陶瓷與金屬等異質材料之間形成高強度接合。
瓶蓋感應封口:這是一種非接觸式感應製程,藉由加熱瓶蓋內的鋁箔封口墊片,於高速生產線上形成氣密且具防拆封功能的封口。
熱套配合:利用材料的熱膨脹特性,在不使用緊固件或填充材料的情況下形成高強度過盈配合,而且通常可透過重新加熱進行拆卸與維修。
馬達轉子加熱:使用感應加熱取代傳統爐式加熱來進行轉子軸裝配,可減少多達 95% 的設備占地,並將原本需要數小時的製程縮短至數秒。
試車驗證:透過涵蓋功率驗證、治具確認、溫度曲線量測及破壞性測試的四項檢查程序,可確保各類感應組裝製程已具備可靠的量產條件。
在現代製造業中,組裝作業的精度與速度往往決定整條生產線的整體競爭力。感應加熱已成為接合與組裝製程的重要技術,可透過非接觸且高度可重複的方式,整合由各種不同材料製成的零組件。相較於傳統爐式或火焰加熱方式,感應加熱可針對局部區域施加熱能、縮短製程週期,並能順利整合至自動化作業流程。本文將探討四種重要的感應組裝應用,包括黏著劑膠接、瓶蓋封口、熱套配合及馬達轉子加熱,並提供一套可在生產環境中通用的系統試車驗證架構。
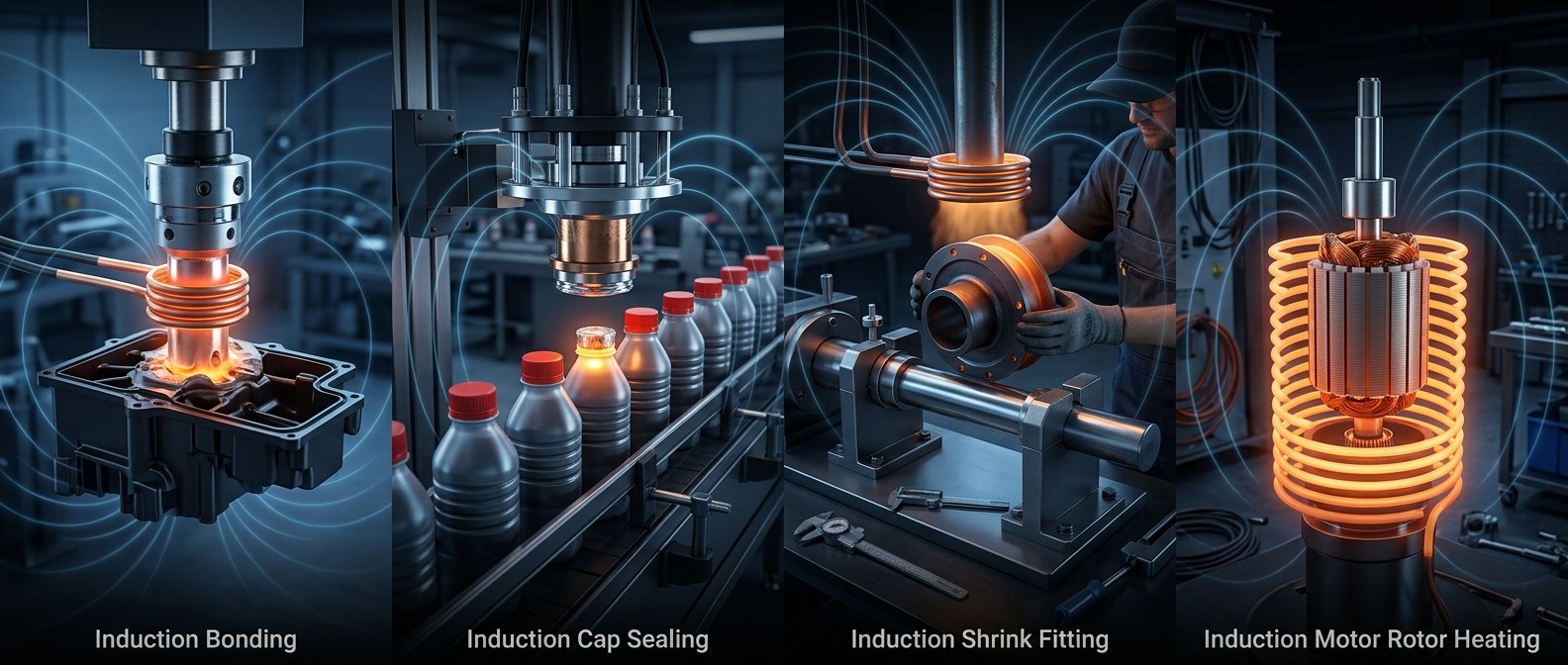
感應膠接、瓶蓋封口、熱套配合及馬達轉子加熱的應用概覽。
1. 感應膠接:接合異質材料
感應膠接是一種通用接合技術,利用黏著劑在兩個或多個零組件之間形成接合。此方法的一項重要優點,是能將塑膠、陶瓷、玻璃及複合材料等非金屬材料接合至金屬結構。這對汽車與航太等產業尤其重要,因為製造商可使用較輕的材料取代較重的金屬零件,達到減輕重量的目的。由於黏著劑通常不具導電性,因此膠接所需的熱量,是由經感應加熱且與黏著劑接觸的金屬零件透過熱傳導提供。在許多情況下,固化或軟化階段還需要施加壓力,才能確保接合介面牢固可靠。
製程原理與設備
此製程可使用熱塑性或熱固性黏著劑。熱塑性黏著劑受熱時會軟化,冷卻後則會硬化;熱固性黏著劑則會進行聚合反應,而加熱可加速此化學反應。感應加熱能迅速提升溫度,因此兩種類型的黏著劑都適用。典型設備包括電源供應器,功率通常介於 5 至 10 kW、依接合部位幾何形狀設計的感應加熱線圈,以及用來維持零件對位的治具。例如,煞車踏板支架系統可使用頻率為 30 kHz 的電源,在短短 4 秒內以熱壓方式將橡膠墊片固定於金屬支架上。
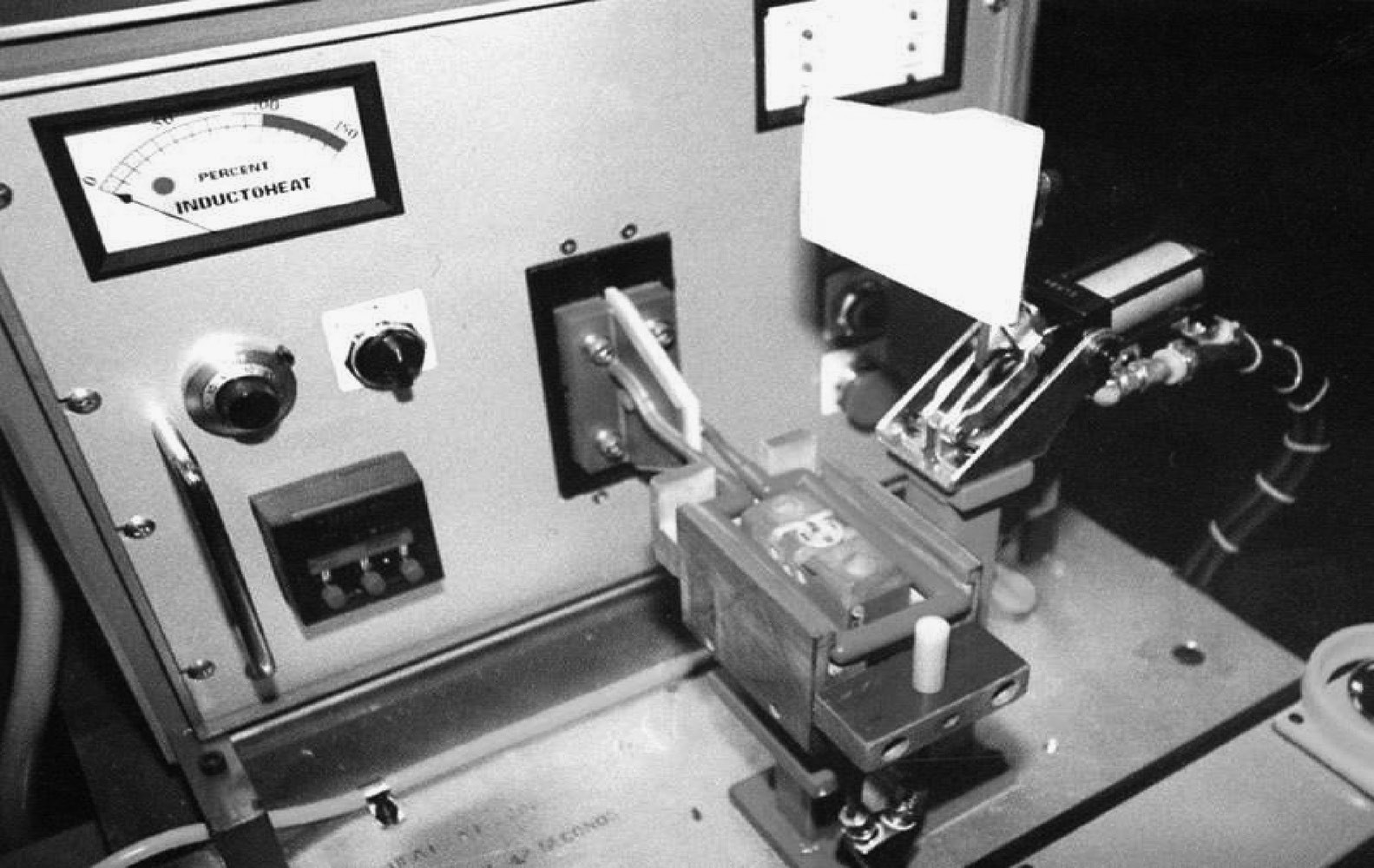
用於將橡膠墊片接合至金屬支架的感應膠接系統。
製程控制與失效模式
膠接屬於低溫應用,操作溫度通常低於 230°C,因此所需功率並不高。不過,仍必須依零件尺寸及材料特性,最佳化加熱頻率與功率密度。未能精確控制溫度可能造成多種問題。溫度過高可能使非金屬零件發生熱劣化,例如橡膠變脆,或塑膠在接合區域以外熔化。相反地,加熱不足會使熱固性黏著劑無法完全固化,導致接合強度不足,並可能在後續搬運或組裝時失效。若線圈設計無法使整條膠接線均勻受熱,也可能因應力分布不均而產生失效。
2. 瓶蓋感應封口:適用於大量生產的氣密包裝
瓶蓋感應封口是一種專門用於包裝產業的膠接製程,主要用來在容器上形成氣密且具防拆封功能的封口。塑膠瓶蓋或玻璃容器瓶蓋內會放置一片鋁箔圓形墊片,其表面通常帶有熱封塗層。已旋緊瓶蓋的容器沿輸送帶移動時,會從感應封口頭下方通過。電磁場可穿透不導電的瓶蓋,並在鋁箔內感應出渦電流,使其幾乎瞬間升溫。熱量會活化熱封塗層,並在冷卻後使其黏合至容器口緣。此非接觸式製程對食品、藥品及化學品產業維持產品完整性至關重要。
設備與治具配置
主要硬體包括安裝於輸送帶產線上的感應電源供應器,以及可使電磁場均勻分布於瓶蓋表面的專用封口頭。現代化產線通常還會整合瓶蓋檢測器等監控系統,以確認鋁箔墊片是否存在,以及瓶蓋是否正確旋緊與定位。由於製程不需要實體接觸,因此效率相當高,可支援速度極快的生產線,而且不會產生熱傳導式加熱器常見的機械磨耗。
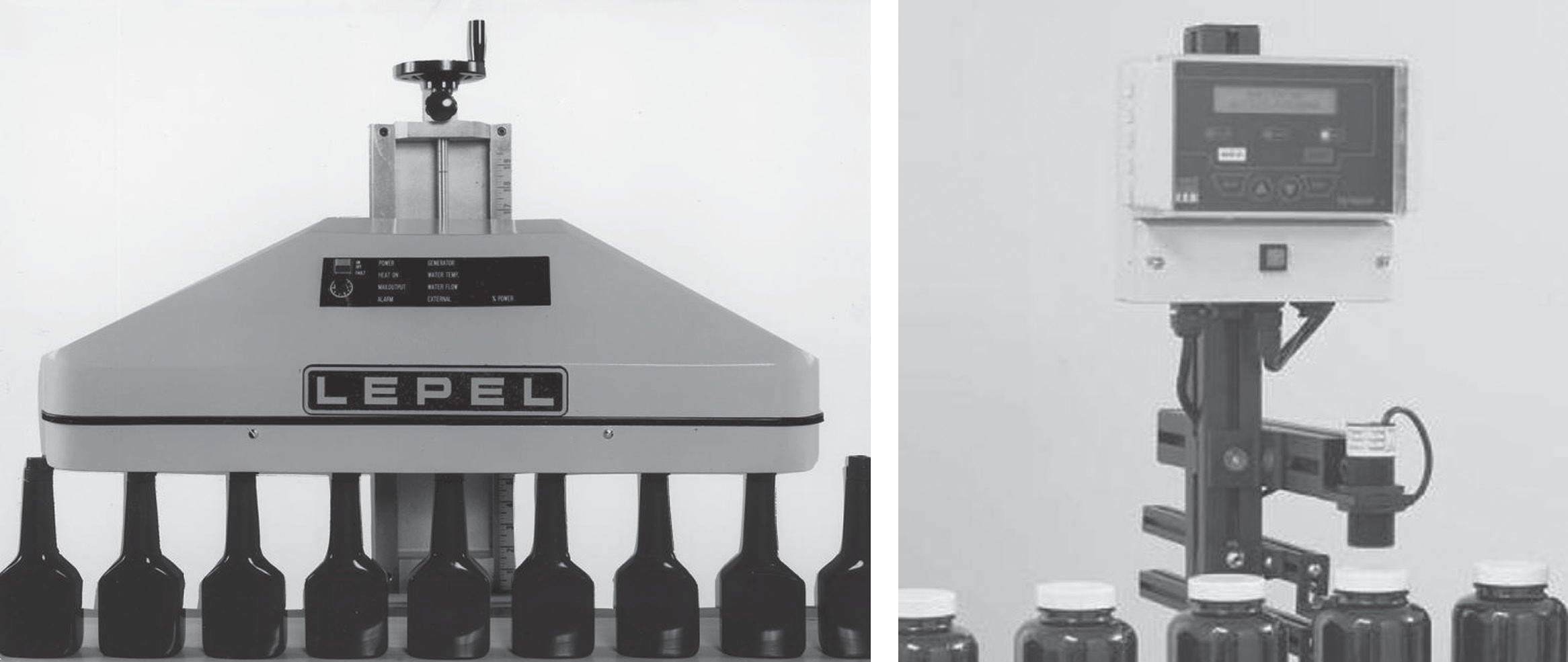
高速瓶蓋感應封口頭與產線監控系統。
製程窗口與常見失效
瓶蓋封口的製程窗口相當狹窄。如果感應場強度過高或輸送帶速度過慢,鋁箔可能過熱,造成封口墊片焦化或塑膠容器口緣變形,進而破壞封口完整性。如果功率過低,則可能無法完整黏合,導致內容物滲漏或失去防拆封功能。常見失效模式包括因瓶蓋傾斜而產生的「滲漏品」。瓶蓋傾斜會使鋁箔與封口頭之間的空氣間隙不均,進而造成加熱不均勻。定期檢查瓶蓋位置及鋁箔墊片是否存在,是重要的製程管制措施。
3. 熱套配合:利用熱膨脹形成機械接合
熱套配合利用金屬熱脹冷縮的特性,在不使用填充材料或緊固件的情況下接合零組件。首先加熱齒輪、軸承或轉向節等外部零件,使其內孔膨脹,再將軸或心軸等內部零件插入。組件冷卻至室溫後,外部零件會收縮並形成高強度的機械過盈配合。此製程通常具有可逆性;重新加熱外部零件後,即可在維修時將零件拆開,而且不會產生高壓壓入裝配可能造成的永久變形。
設備與治具配置
進行熱套配合時,通常需要加熱整個零件或大範圍的環形區域。因此應採用較低的功率密度及較低的頻率,頻率範圍可從市電頻率至 10 kHz,以確保熱量能深入且均勻地分布。常用的感應器包括螺線管型線圈或 C 型鐵心感應器。自動化系統通常會採用具備多個工作站的旋轉分度裝置,分別進行預熱、最終加熱及壓入裝配。例如,卡車轉向節可使用由市電頻率供電的 C 型鐵心感應器加熱至 370°C,接著經過均熱階段,確保溫度分布均勻後再插入心軸。
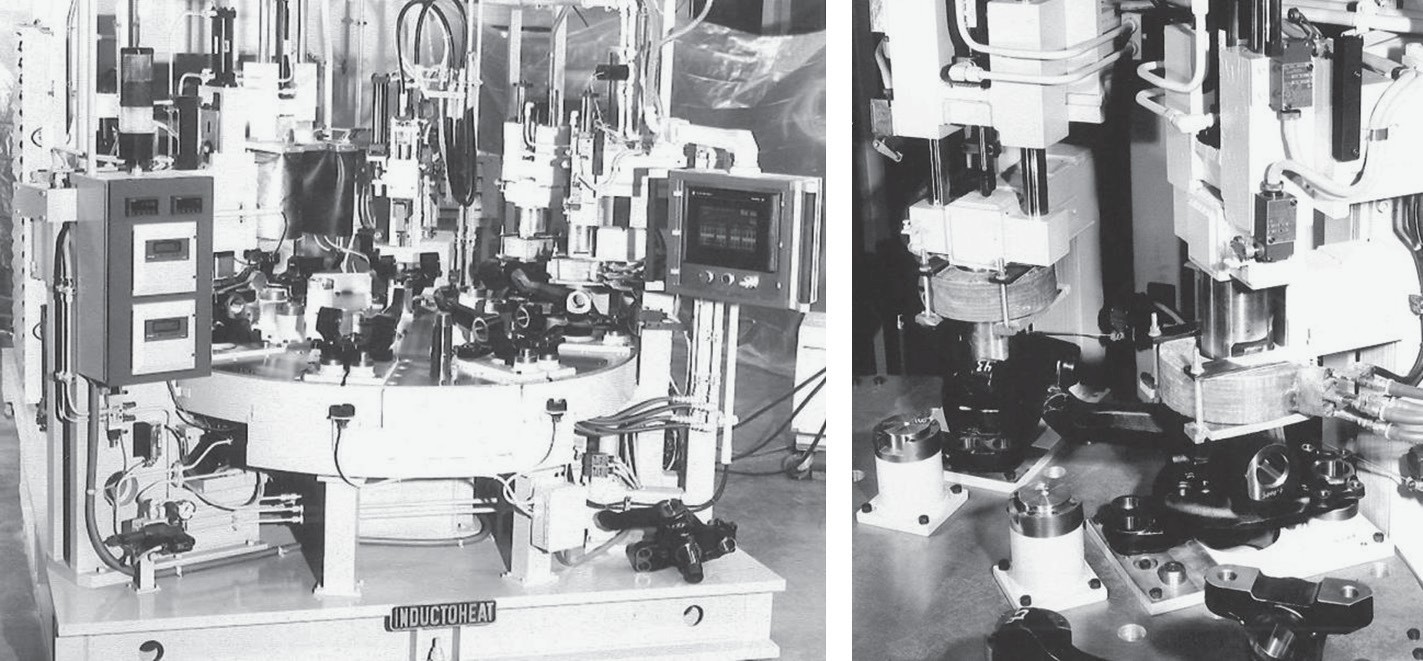
用於轉向節感應熱套裝配的自動旋轉分度系統。
製程控制與失效模式
溫度控制是熱套配合最關鍵的參數。如果零件加熱不足,內孔便無法充分膨脹,可能使零件在組裝過程中卡死,甚至損壞兩側零件。另一方面,過度加熱可能改變鋼材的冶金性質,例如降低硬度或造成不必要的變形。製程通常會使用光學高溫計即時監測零件溫度。自動化產線常見的一種失效模式是「加熱時間不足」,也就是零件尚未達到目標溫度就提前進入下一工作站,進而造成組裝卡料。
4. 馬達轉子加熱:最佳化電動馬達組裝
在電動馬達製造中,感應加熱可用來加熱轉子,以利馬達軸插入。此應用是熱套配合的一種特殊形式,但由於轉子是由疊片與壓鑄鋁等不同材料組成,因此製程更加複雜。除了插入轉軸以外,感應加熱還可用於破除壓鑄鋁與鐵芯之間的局部結合,以提升馬達效率,也可用於疊片藍化防鏽處理及環氧樹脂固化。從傳統烘爐改用感應加熱後,製造商可減少多達 95% 的設備占地,並將原本需要數小時的加熱時間縮短至數分鐘。
設備與治具配置
轉子加熱設備通常使用螺線管型封裝線圈。系統可直接整合於生產線中,並搭配可調式料匣及電動致動器,以處理不同直徑及疊厚的轉子。高功率系統例如頻率 1 kHz、功率 200 kW 的設備,可將轉子加熱至 425°C 至 485°C,最快每 7 秒即可完成一件。使用可程式邏輯控制器(PLC)及人機介面(HMI),可在不同零件的製程參數配方之間快速切換,確保每一種轉子設計都能獲得正確的輸入能量。
製程窗口與品質影響
設定製程窗口時,必須將轉子與定子之間極小的間隙納入考量,其典型範圍約為 0.05 mm 至 0.08 mm。傳統爐式加熱可能因氣體逸出而造成鋁材起泡,相較之下,感應加熱能提供較容易控制的加熱條件,降低這類缺陷。主要品質指標是內孔膨脹的一致性。加熱不當可能導致軸心偏斜或夾持力不足,進而造成轉速差異,甚至在實際使用時發生機械故障。研究也顯示,加熱後進行淬冷可降低不同馬達之間的轉速差異,進一步提升整體產品品質。
5. 感應接合與組裝的通用試車檢查表
任何感應接合或組裝製程若要成功導入,都必須進行嚴謹的試車驗證。雖然不同應用所使用的溫度與頻率有所差異,但其基本工程原理仍然一致。以下檢查表可提供一套通用架構,協助工程師在正式量產前驗證感應系統。
-
電源供應器與線圈驗證
確認電源供應器的頻率(kHz)及額定功率(kW)符合製程所需的穿透深度與週期時間。檢查線圈相對於工件的位置是否正確對準並保持置中,以確保加熱均勻。檢查所有水冷迴路是否洩漏,並確認線圈與電源供應器的冷卻水流量符合製造商規格。
-
治具與對位
確認治具進入感應場的部分採用不導電材料,例如陶瓷或專用工程塑膠,以避免產生寄生加熱。驗證零件定位的重複精度;即使空氣間隙只有微小變化,也可能顯著影響熱量分布。確認膠接所需的夾持壓力或熱套配合所需的插入力已完成校正,且每個製程週期均保持一致。
-
溫度曲線與控制
初始設定期間,應使用熱影像設備或多點熱電偶,繪製接合區域的溫度分布。使用已知標準基準校正光學高溫計或紅外線感測器,以確保溫度監測結果準確。應在 PLC 中設定溫度「上限」及「下限」警報,使系統可自動剔除超出已驗證製程窗口的零件。
-
品質與完整性測試
對首批生產零件進行破壞性測試,例如膠接件的剝離測試或熱套配合件的拉拔測試,以驗證接合強度。封口應用則應進行真空或壓力測試,以確認氣密完整性。此外,還應查核製程是否造成變形、冶金性質改變或相鄰零組件熱損傷等次生影響。
感應接合與組裝常見問題
問:為什麼感應膠接適合將塑膠與金屬等異質材料接合?
感應膠接使用熱塑性或熱固性黏著劑作為接合介質,因此可將非金屬材料接合至金屬零件。感應場會先加熱金屬零件,再由金屬透過熱傳導將熱量傳遞至黏著劑。如此一來,汽車及航太應用便可使用塑膠、陶瓷或複合材料等輕量化材料取代較重的金屬零件,同時維持良好的接合強度。
問:瓶蓋感應封口如何在不接觸容器的情況下形成防拆封封口?
瓶蓋感應封口會產生可穿透不導電瓶蓋的電磁場,並在瓶蓋內部的鋁箔墊片中感應出渦電流。鋁箔會幾乎瞬間升溫,並活化表面的熱封塗層,使其黏合至容器口緣。這種非接觸式製程可應用於高速生產線,並為食品、藥品及化學品包裝建立氣密且具防拆封功能的封口。
問:與傳統烘爐相比,使用感應加熱組裝馬達轉子的主要優點是什麼?
感應加熱可減少多達 95% 的設備占地,並將原本需要數小時的加熱時間縮短至數分鐘。它能提供精確且局部的加熱,避免傳統爐式加熱常見的鋁材起泡缺陷。受控的熱膨脹可讓轉軸在極小間隙下精確插入,典型間隙約為 0.05 mm 至 0.08 mm。此外,快速加熱製程容易整合至自動化生產線,並可在不同轉子設計之間迅速切換製程參數。
結論:感應接合與組裝指南
在膠接、封口及熱套配合等作業中建立一致的標準化控制方式,工程師便能充分運用感應技術,打造速度更快、流程更精實且可靠度更高的組裝生產線。從人工或爐式組裝改用自動化感應製程,不只是更換設備,更代表製造精度的根本提升。