
板坯感應加熱:邊緣控制與均勻加熱
1 分鐘
- 非圓柱工件的感應加熱:概述
- 集膚效應與頻率選擇
- 板坯加熱中的電磁端部效應
- 電磁橫向邊緣效應
- 板坯加熱的線圈設計考量
- 熱管理與製程控制
- 板坯感應加熱常見問題
重點整理
邊緣控制至關重要:板坯、鋼胚與矩形棒材會呈現複雜的電磁邊緣效應與端部效應,並直接影響加熱均勻性與產品品質。
頻率選擇很重要:對非磁性板坯而言,最佳集膚深度與厚度比($d/\delta$)約為 3–3.5,可在穿透深度、加熱均勻性與線圈電氣效率之間取得平衡。
線圈懸伸量最佳化:約 $\sigma/d \approx 0.7$ 的標準化線圈懸伸量,可在板坯端部形成平衡的功率分布,避免局部過熱或欠熱。
數值建模不可或缺:使用等效圓柱進行解析近似可能導入 6–10% 誤差;準確的線圈與製程設計需要電磁與熱模擬。
感應加熱(IH)是一種廣泛用於加熱非圓柱金屬工件的方法,例如板坯、鋼胚、板材、矩形鋼胚與棒材。在本文語境中,這些形狀統稱為板坯。相較於圓柱形零件,這類工件因其幾何形狀與電磁行為而帶來獨特挑戰。在感應加熱過程中達到均勻溫度分布,對後續加工步驟與產品品質至關重要。本文將探討控制板坯加熱的電磁現象,重點說明邊緣控制的關鍵角色,並討論用於最佳化加熱均勻性的設計與操作策略。
非圓柱工件的感應加熱:概述
不同於圓柱形工件,板坯具有矩形橫截面,其特徵尺寸包括長度($a$)、寬度($b$)與厚度($d$),且通常 $a, b \gg d$。所使用的感應線圈多為矩形螺線管,設計目的在於沿板坯長度方向產生縱向磁通。這種線圈幾何形狀會誘發複雜的電磁效應,影響感應電流分布,進而影響板坯內部產生的熱量。
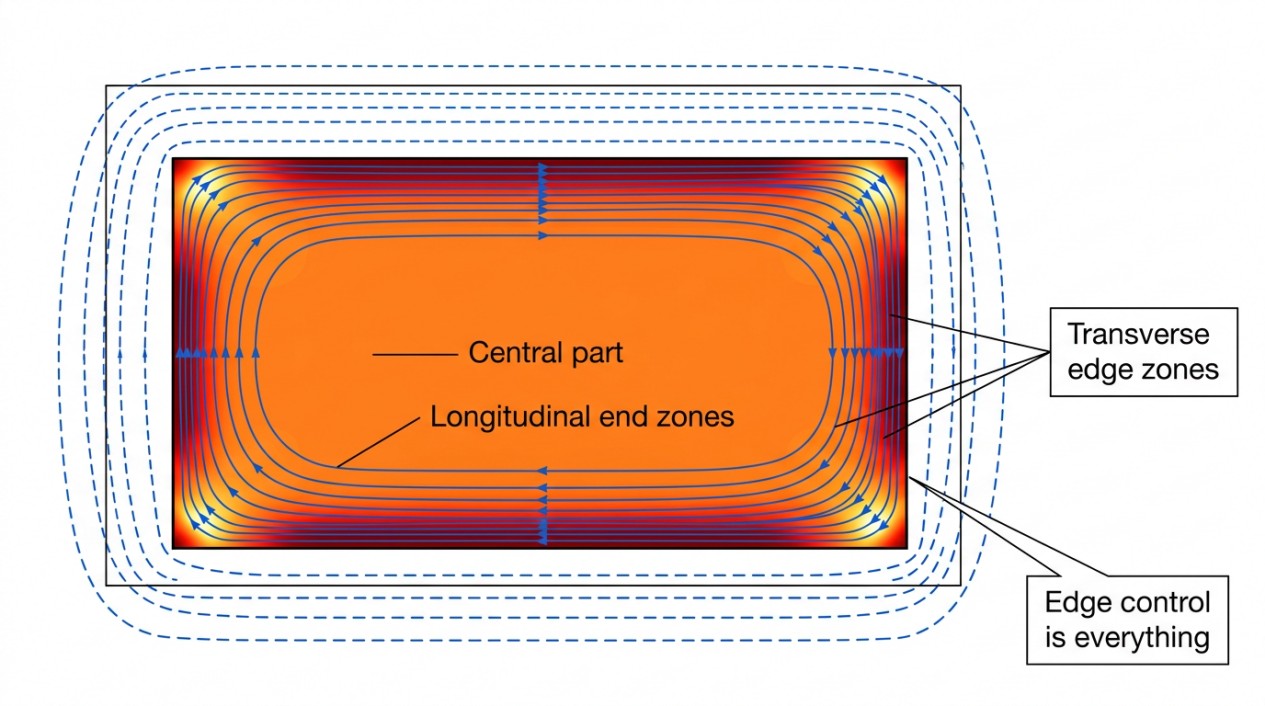
板坯內的電磁場可概念性地分為三個區域:
- 中央區域:行為類似無限平板,具有均勻的電磁場分布。
- 縱向端部區域:靠近板坯端部的位置,電磁場會因線圈幾何形狀與邊界條件而發生扭曲。
- 橫向邊緣區域:靠近板坯邊緣的位置,磁場與感應電流會受到板坯有限寬度與厚度影響。
理解並控制這些區域,是達成均勻加熱的關鍵。
集膚效應與頻率選擇
集膚效應是感應加熱中的基本現象,描述交流電流傾向集中於導體表面附近的行為。集膚深度 $\delta$ 用來量化感應電流的穿透深度,並與頻率 $f$、電導率 $\sigma$ 與磁導率 $\mu$ 的平方根成反比:
$$\delta = \sqrt{\frac{2}{\omega \mu \sigma}} = \sqrt{\frac{2}{2\pi f \mu \sigma}}$$
其中 $\omega = 2\pi f$。
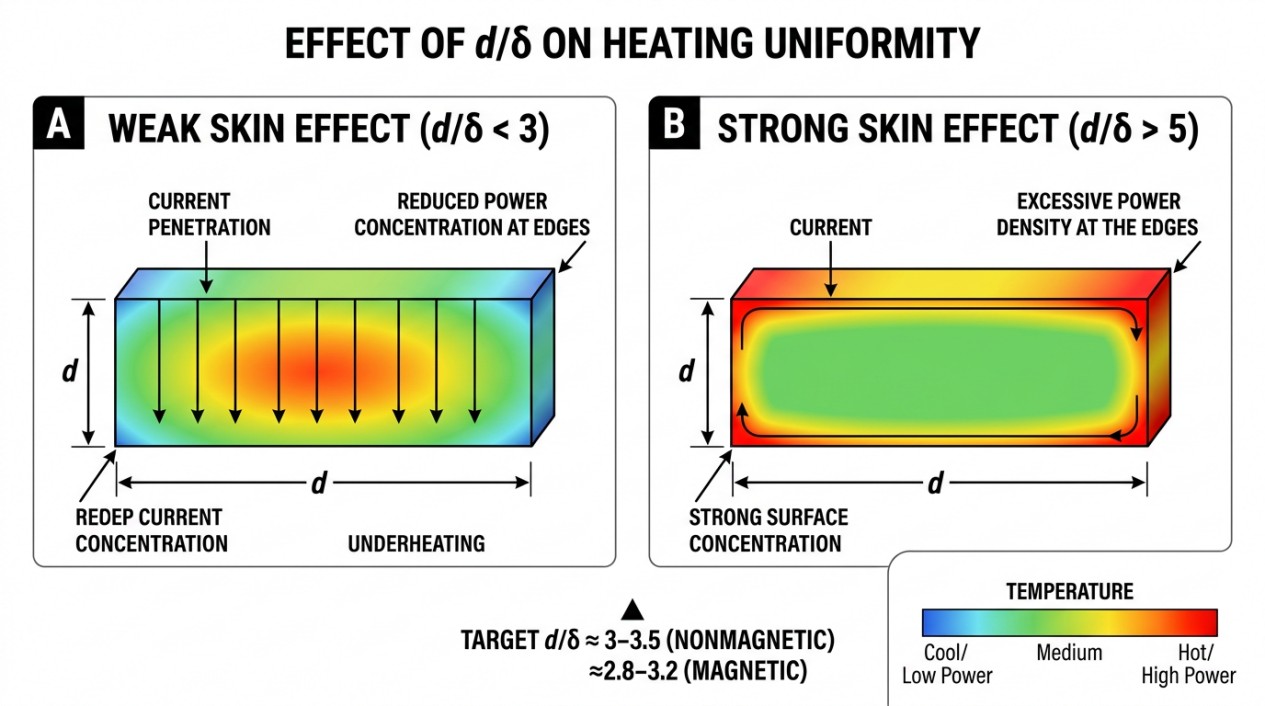
對板坯而言,$d/\delta$ 比值是一項關鍵參數:
- 低 $d/\delta$(< 3):集膚效應較弱;電流穿透較深,使厚度方向加熱更均勻,但邊緣附近可能出現欠熱。
- 高 $d/\delta$(> 5):集膚效應強;電流集中在表面附近,造成表面與核心之間出現溫度梯度,並可能導致邊緣與角落過熱。
選擇最佳頻率,需要在穿透深度與加熱均勻性之間取得平衡。頻率過高會造成過度表面加熱與能量損失;頻率過低則會降低線圈電氣效率,並可能在板坯橫截面中造成電流抵消效應。
最佳頻率比值
對非磁性板坯,或加熱至 Curie 溫度以上的板坯而言,最佳 $d/\delta$ 比值約為 3 至 3.5。對低於 Curie 溫度的磁性板坯而言,由於磁導率較高,此比值會略低,約為 2.8 至 3.2。
板坯加熱中的電磁端部效應
端部效應的本質
縱向電磁端部效應,是指靠近板坯端部時,因線圈幾何形狀與有限板坯長度所造成的磁場扭曲。此效應會改變感應電流密度與功率分布,可能造成板坯端部局部過熱或欠熱。
非磁性板坯
影響非磁性板坯端部效應的關鍵參數包括:
- $d/\delta$:集膚效應比值。
- $\sigma/d$:標準化線圈懸伸量,也就是線圈超出板坯端部的長度。
- $D/d$:線圈開口高度與板坯厚度的比值。
- $K_{space}$:線圈匝間空間係數。
- 功率密度 $p$。
增加線圈懸伸量與頻率,通常會提高板坯端部附近的功率密度,造成熱量過剩。相反地,若線圈懸伸量不足或頻率過低,則可能導致端部熱源不足。
最佳線圈懸伸量,例如 $\sigma/d \approx 0.7$,可形成一種功率分布:在端面附近產生局部熱量過剩,並在其後方形成熱量不足區。熱傳導與板坯端部較高的熱損失會共同幫助溫度均化,最終達到接近均勻的加熱結果。
磁性板坯
磁性板坯由於具有較高相對磁導率 $\mu_r$,且該值會隨溫度、磁場與頻率變化,因此端部效應更加複雜。端部效應主要由兩種競爭現象控制:
- 退磁效應:渦電流會將磁通推出板坯,使端部功率密度增加。
- 磁化效應:表面電流與體積電流會將磁通集中在板坯內部,使端部功率密度降低。
依 $\mu_r$ 不同,板坯端部可能出現功率過剩或功率不足。較高的 $\mu_r$(> 40)通常會造成端部功率不足,而較低的 $\mu_r$(< 20)則可能產生類似非磁性板坯的功率過剩。
當磁性板坯被加熱並穿越 Curie 溫度時,端部效應會從磁性行為轉變為非磁性行為,使溫度均勻性控制更為複雜。
電磁橫向邊緣效應
非磁性板坯中的邊緣效應
橫向邊緣效應來自板坯橫截面平面中,靠近邊緣處感應電流的扭曲。渦電流分布與其造成的功率密度,會受到集膚效應強烈影響。
- 明顯集膚效應($d/\delta > 5$):渦電流會沿板坯周邊流動,使邊緣與表面上的功率密度大致均勻,但角落附近除外。即使邊緣具有較高表面熱損失,仍可能導致邊緣與角落過熱。
- 較弱集膚效應($d/\delta < 3$):渦電流無法完全沿板坯輪廓流動,會造成邊緣與角落附近功率密度降低,導致這些區域欠熱。
板坯角落具有獨特性,因為渦電流在此處會出現不連續;在螺線管線圈加熱中,沒有電流會直接流入尖角,但熱效應仍可能造成局部過熱。
板坯寬度方向上的比功率密度 $P$,可透過沿厚度方向積分體積功率密度取得:
$$P_t'(X) = \int_0^d P(X,Y) \, dY$$
其中 $X$ 是寬度方向座標,$Y$ 是厚度方向座標。
邊緣效應區域通常會從板坯邊緣向內延伸,其距離約為板坯厚度或數個集膚深度($1.5\delta$ 至 $4\delta$)。對寬板坯($b/d > 4$)而言,兩側邊緣區域不會重疊;但對較窄板坯($b/d < 2$)而言,兩側邊緣區域會互相重疊,使功率分布更加複雜。
磁性板坯中的邊緣效應
磁性板坯的磁導率 $\mu_r$ 會在厚度、長度與寬度方向上呈現空間變化,導致局部集膚深度不均,並形成複雜邊緣效應。$d/\delta$ 集膚效應比值會隨位置變化,功率密度分布也會因此受到影響。
簡化模型通常會使用平均或有效 $\mu_r$ 來計算 $\delta$,但真實行為需要透過數值建模,才能捕捉邊緣與角落附近的三維電磁交互作用。
板坯加熱的線圈設計考量
線圈幾何形狀與懸伸量
矩形螺線管線圈是板坯加熱的主要選擇,因為它能產生與板坯幾何形狀相匹配的縱向磁通。線圈超出板坯端部的懸伸量,是控制端部效應與功率分布的關鍵設計參數。
最佳化懸伸量的優點
- 平衡板坯端部的功率分布
- 形成接近均勻的溫度曲線
- 熱傳導與熱損失共同作用,幫助溫度均化
懸伸量設計陷阱
- 懸伸量過大會造成板坯端部局部過熱
- 懸伸量不足會導致欠熱與功率不足
最佳化線圈懸伸量,需要在電磁端部效應、熱傳導與熱損失之間取得平衡,以達到均勻溫度曲線。
線圈匝距與氣隙
較緊密的線圈匝距,以及線圈與板坯之間較小的氣隙,可透過增強磁耦合並降低漏磁通,提高線圈電氣效率 $\eta_{el}$。
在保持一致線圈耦合的前提下,較高的板坯寬厚比 $b/d$ 也會提升 $\eta_{el}$。
電氣效率與頻率
線圈電氣效率會在一個最佳頻率 $F_{el.eff}$ 達到峰值,此頻率取決於板坯材料特性與幾何形狀。若運作頻率明顯低於此值,效率會因板坯兩側感應電流互相抵消而下降。
若運作頻率高於最佳頻率,對效率影響通常較小,但可能加劇表面過熱與邊緣效應。
線圈上的機械與電磁力
線圈導體中的感應電流會產生電磁力與磁壓,可能使線圈形狀變形、彎曲銅匯流排與銅管,並造成振動與噪音。
設計警告
在高功率密度下加熱低電阻率材料,例如鋁與銅合金時,矩形線圈特別容易受到機械變形影響。若要確保線圈可靠運作,必須採用能考量電磁力的強健機械設計。
熱管理與製程控制
邊緣與端部的熱損失
板坯邊緣與端部因暴露於對流與輻射的表面積較大,因此會承受較高熱損失。這些損失可部分補償電磁功率過剩,有助於溫度均勻性。
熱傳導
板坯內部的熱傳導有助於平滑由電磁功率密度變化所造成的局部溫度梯度,尤其是在端部與邊緣附近。
較長的加熱週期與功率脈衝控制可提升熱均勻性,但也可能增加整體熱損失。
多頻率與多區域加熱
對於厚板坯或具有複雜電磁特性的材料,例如鈦,可採用雙頻率或多區域加熱策略,以調整穿透深度與功率分布,降低邊緣與角落欠熱問題。
數值建模與模擬
用於線圈設計與功率分布的解析公式,常會將板坯近似為等效圓柱;這可能導入 6–10% 誤差,尤其在 $b/d > 1.2$ 時更明顯。
數值電磁與熱建模能更準確預測功率密度、溫度曲線與線圈性能,進而最佳化線圈設計與製程參數。
摘要檢查清單:板坯感應加熱關鍵重點
- 理解三個電磁區域:中央區域、縱向端部與橫向邊緣。
- 最佳化頻率選擇,在集膚深度與線圈電氣效率之間取得平衡;對非磁性板坯,可將 $d/\delta \approx 3$ 作為目標。
- 控制線圈懸伸量以管理縱向端部效應;典型標準化懸伸量 $\sigma/d \approx 0.7$ 有助於形成均勻加熱。
- 考量材料磁性特性:磁性板坯會因變動的 $\mu_r$ 呈現複雜端部與邊緣效應。
- 設計線圈幾何形狀與匝距時,應盡量縮小氣隙並提升磁耦合,以提高效率。
- 考量電磁場對線圈造成的機械力;確保線圈剛性並控制振動。
- 透過調整頻率與線圈設計,降低橫向邊緣效應,避免邊緣過熱或欠熱。
- 利用熱傳導與功率脈衝控制平滑溫度梯度,尤其是在邊緣與端部附近。
- 使用數值建模進行準確線圈與製程設計,避免只依賴簡單圓柱近似。
- 針對厚板坯或複雜材料,導入多頻率或多區域加熱,以改善溫度均勻性。
板坯感應加熱常見問題
Q: 為什麼頻率選擇在板坯感應加熱中如此關鍵?
頻率會決定集膚深度,也就是電流穿透材料的深度。對非磁性材料而言,板坯厚度與集膚深度的最佳比值($d/\delta$)約為 3–3.5。頻率過高會造成過度表面加熱與邊緣過熱;頻率過低則會降低線圈效率,並可能造成電流抵消。適當頻率可在穿透深度、加熱均勻性與電氣效率之間取得平衡。
Q: 什麼是「邊緣效應」?為什麼它很重要?
橫向邊緣效應是指板坯邊緣與角落附近電流分布扭曲的現象。在強集膚效應下,電流會集中沿邊緣流動,即使邊緣熱損失較高,仍可能造成過熱。在弱集膚效應下,邊緣則可能欠熱。由於邊緣效應區域大約會向內延伸一個板坯厚度,因此透過頻率與線圈設計控制此效應,對均勻溫度分布非常重要。
Q: 線圈懸伸量如何影響板坯端部加熱均勻性?
線圈懸伸量,也就是線圈超出板坯端部的距離,會控制縱向端部效應。懸伸量過大會造成端部局部過熱;懸伸量不足則會導致端部欠熱。最佳標準化懸伸量,通常為 $\xi_0 \approx 0.3$–$0.5$,可形成平衡功率分布,使電磁效應與熱傳導共同作用,達到均勻端部溫度。
結論:板坯感應加熱與邊緣控制
板坯、鋼胚與矩形棒材的感應加熱,需要細緻控制電磁與熱現象,尤其是邊緣與端部效應。透過線圈設計、頻率選擇與製程參數來理解並管理這些效應,工程師便能達成高品質金屬加工所需的均勻溫度曲線。