
感應加熱的電磁構建模塊:場、渦流以及電流為何不均勻分佈
1 分鐘
- 感應加熱 (Induction Heating, IH) 基礎原理
- 非接觸式加熱的物理原理
- 電流不均勻的五大效應
- 磁導率與材料次要性質
- 電阻率:阻抗基礎
- 故障排除檢查清單
- 設計調整工具
- FAQ
感應加熱 (Induction Heating, IH) 基礎原理
感應加熱不只是金屬加熱,它是電磁場與材料科學的精密應用。核心原理在於交流電流與感應線圈產生的磁場作用於工件,轉換為熱能。工程師在設計或排除 IH 系統故障時,必須掌握從焦耳加熱到皮膚效應與鄰近效應等基本現象,以實現可預測的熱分佈。
非接觸式加熱的物理原理
交流電壓加於感應線圈時,產生交流電流與時間變化磁場,誘導導電工件內產生渦電流,方向與線圈電流相反但頻率相同,無需物理接觸即可傳遞能量。電能轉化為熱能主要靠焦耳效應 (I²R),工件電阻直接產生內部熱源,與對流或輻射不同,熱是從內部產生而非表面向內傳導。
電流不均勻的五大效應
在 IH 中,電流假設均勻分佈是不正確的。以下五種效應會影響熱源分佈與溫度梯度:
1. 皮膚效應 (Skin Effect)
交流電流在導體表面密度最高,向內呈指數下降。約 86% 的功率集中在稱為 穿透深度 δ 的表層。高頻應用中,可實現表層淬火,但大工件可能表面過熱而核心冷,產生結構問題。穿透深度隨溫度與材料磁性變化而動態變化。
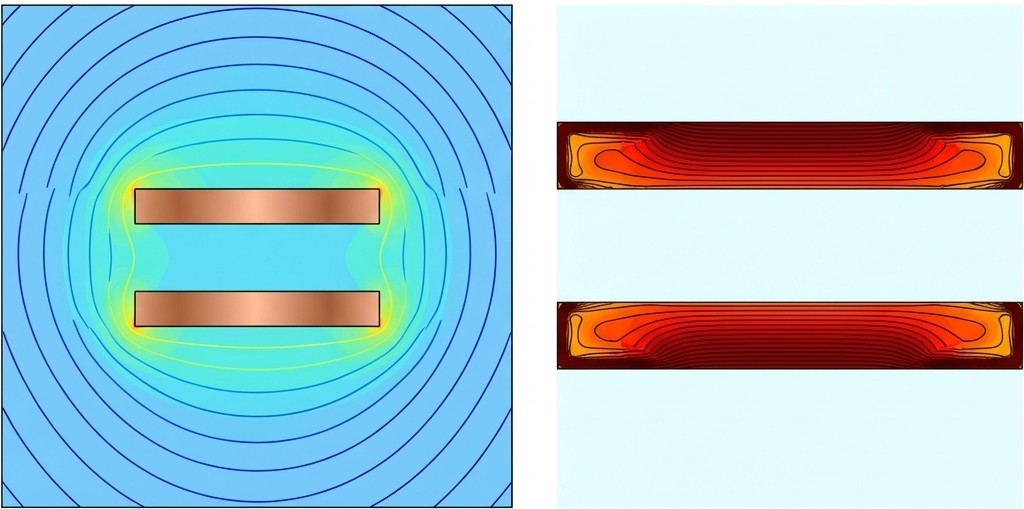
2. 鄰近效應 (Proximity Effect)
當兩導體靠近,磁場互相作用,電流重新分佈。空氣間隙越小,加熱越集中。偏心工件或周圍金屬件也可能產生不均勻加熱或損壞設備。
3. 環效應 (Ring Effect)
導體彎成環或線圈時,電流傾向沿內側表面流動,形成低阻路徑。內孔加熱時,需使用磁通集中器將電流導回有效加熱區域。
4. 槽效應 (Slot Effect)
使用 C 形磁通集中器將線圈電流「擠壓」至特定區域,提高選擇性加熱精度。
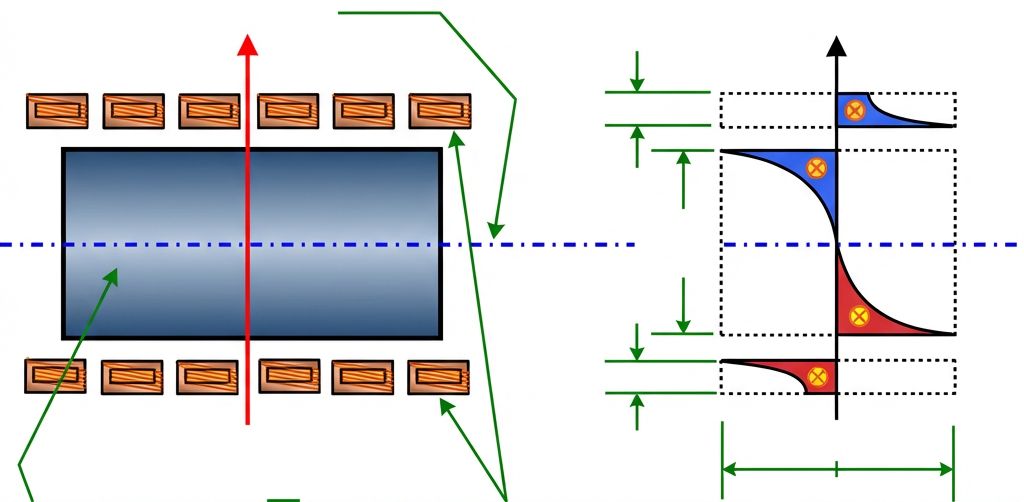
5. 端與邊效應 (End & Edge Effects)
工件邊界磁場畸變,導致溫度不均。例如條形端加熱時,非磁性條會被推出,磁性條會被吸向中心,邊緣易過熱。
磁導率與材料次要性質
電阻是阻抗的基礎,磁導率 μr 是磁通傳導的基礎。材料分三類:
- 非磁性:如鋁、銅、鈦,μr 約 1,對穿透深度影響小
- 鐵磁性:如鐵、碳鋼,μr 高,穿透深度淺,加熱效率高
鐵磁性材料的 μr 隨磁場 H、溫度與微結構變化而非線性,達飽和時 μr 降低,影響加熱效率。
重要電磁性質
- 飽和磁通密度
- 矯頑力
- 磁滯損失
- 相對介電常數
- 磁化率 χ
電阻率:阻抗基礎
金屬導體電阻率不同,室溫下常見材料如下:
| 材料 | 電阻率 μΩ·m |
|---|---|
| 銀 | 0.015 |
| 銅 | 0.017 |
| 鋁 | 0.027 |
| 鎢 | 0.054 |
| 鎳 | 0.068 |
| 碳鋼 | 0.16 |
| 鈦 | 0.42 |
| 不銹鋼 | 0.7 |
| 鎳鉻合金 | 1 |
| 石墨 | 7–9 |
電阻率隨溫度、組成、微結構改變,溫度升高時阻抗增加,負責 IH 加熱的負載隨時間動態變化。
溫度依賴與 α 系數
純金屬電阻率隨溫度上升線性增加,α 為溫度係數,但在相變或晶格變化時不線性。例如碳鋼或石墨 α 可能為負值,溫度升高時電阻降低,需防止失控加熱。
設計警告:避免使用「平均電阻率」
電阻率加熱過程中可升高 4–6 倍,使用平均值會導致加熱深度和效率計算錯誤,可能造成表面熔化或加熱緩慢。
組成與微結構影響
合金成分與晶格缺陷會改變電阻率,碳含量增加會提升碳鋼電阻率,微細晶粒結構也影響電阻,影響 IH 系統設計。
故障排除檢查清單
- 材料等級與碳含量
- 初始溫度範圍
- 線圈與工件空氣間隙
- 附近導電夾具
- 應用頻率
- 磁通集中器狀態
設計調整工具
調整頻率管理皮膚效應,線圈幾何與磁通集中器管理環效應與槽效應,工件方向決定電磁厚度,耦合距離與附近導體影響 IH 加熱分佈。

FAQ
Q: 為什麼電流在感應加熱中不均勻?
由五種電磁效應造成:皮膚效應、鄰近效應、環效應、槽效應、端/邊效應。這些效應依幾何、頻率和材料特性重分佈電流。
Q: 鋼在感應加熱中達到居里點會發生什麼?
碳鋼約 732–768°C,鐵磁性消失,μr 降至 1,穿透深度增加,加熱模式擴散,線圈阻抗變化,需調整系統保持效率。
Q: 為什麼使用「平均電阻率」是設計錯誤?
電阻率隨溫度可升高 4–6 倍,使用平均值會導致加熱深度與速率錯誤,必須考慮全程動態變化。