
線圈之外:感應熱處理中的輔助設備與工件處理
1 分鐘
- 1. 自動化搬運:機器人、龍門架與取放裝置
- 2. 批次供料:料斗與料匣
- 3. 輸送機與旋轉工作台:製程的動脈
- 4. 針對特定幾何形狀的專用搬運方式
- 5. 淬火與治具介面
- 6. 搬運設計考量總結
- 感應熱處理周邊設備常見問題
重點整理
自動化至關重要:機器人、龍門式搬運機構與取放裝置,能透過精準控制工件定位與節拍,實現高速且可重複的感應熱處理。
搬運方式必須符合幾何形狀:不同工件幾何形狀——從長條棒材到薄壁管材——都需要專門的送料、旋轉與輸送系統,以確保均勻加熱並避免損傷。
接地迴路與電磁力是隱藏風險:感應電流可能因點蝕破壞精密軸承,而電磁力可能造成工件不穩定移動;兩者都必須透過適當的絕緣與約束來降低風險。
治具材料很重要:若工件夾持中心採用磁性鋼材,可能會過熱並扭曲硬化圖樣;不鏽鋼與電氣隔離對於穩定品質與延長設備壽命至關重要。
在感應熱處理的世界中,感應線圈設計往往是焦點。工程師會花費大量時間優化頻率、功率密度與耦合距離,以達到理想的金相轉變。然而,若要讓製程真正具備量產性、可重複性與安全性,焦點就必須從「線圈本身」延伸到周邊設備與工件搬運系統。這些系統是整個製程的實體骨幹,負責將線圈設計、淬火與工件夾持治具整合成一套連貫的自動化流程。
感應加熱能在極短時間內快速加熱工件——通常只需數秒——因此非常適合高速自動化。在自動化系統中,工件搬運負責將工件傳送 through 每一個關鍵階段:上料、預熱、感應加熱、淬火,以及回火與下料等後續加熱或處理作業。若缺乏穩健的周邊設備,即使線圈設計再完美,也無法提供一致品質或滿足現代生產所需的產能要求。熱處理單元的成功,取決於電源系統與機械搬運硬體之間的無縫協調。
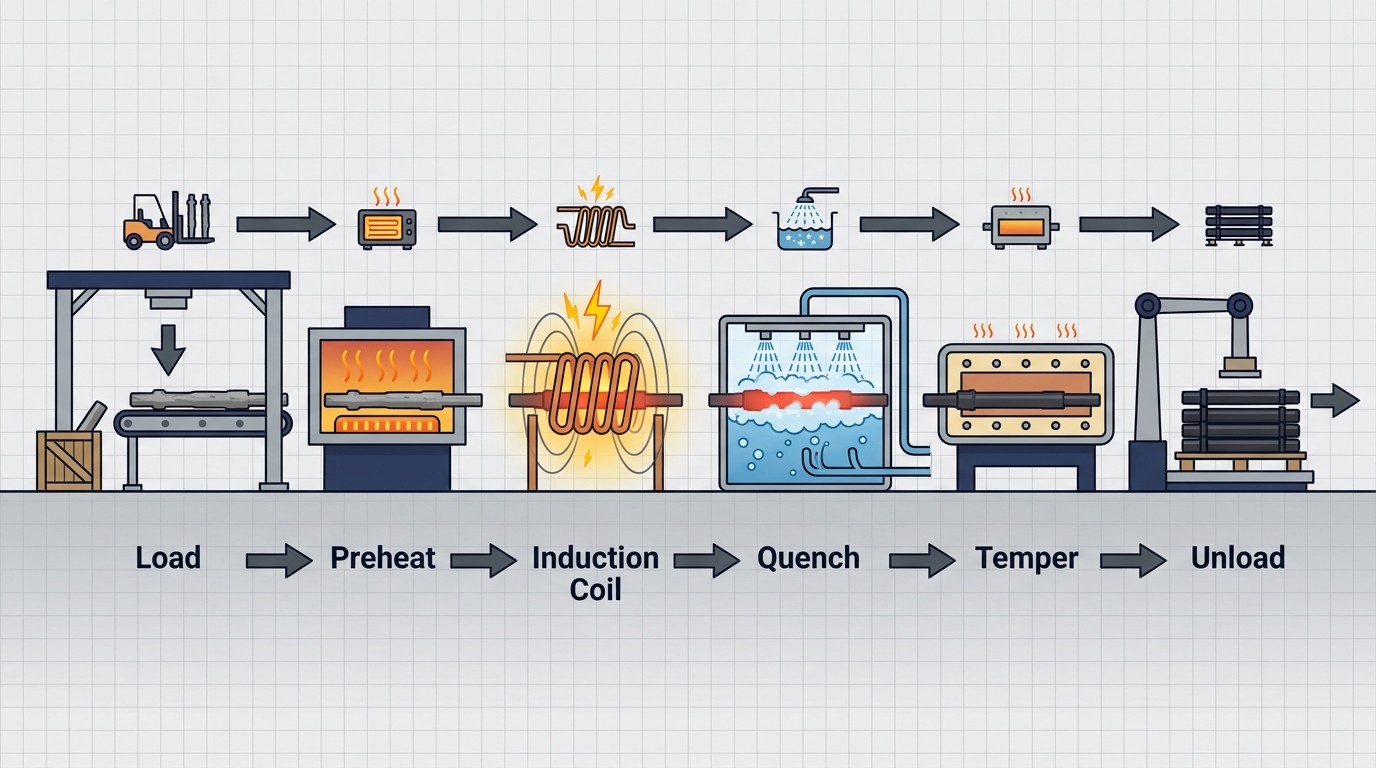
感應熱處理流程的系統層級視圖,展示上料、加熱、淬火與下料階段的整合。
1. 自動化搬運:機器人、龍門架與取放裝置
現代高產量生產環境越來越依賴機器人與龍門式搬運機構來管理工件移動。對於重量較大或形狀不規則的零件而言,尤其如此,因為人工上料不是成本效益不佳,就是在實務上難以執行。機器人與龍門架具備高度彈性,幾乎能處理任何尺寸或形狀的零件,並且通常可以整合到既有的感應加熱設備中。不過,其導入也會增加控制與安全方面的複雜度,工程師必須在設計階段就妥善處理。
機器人與龍門架本身配備電子控制系統,因此感應設備的主控制系統與機器人控制器之間,需要一套完善的「交握」介面。此介面會明確定義在任一時間點,哪一個系統擁有工件的控制權。舉例來說,機器人必須在安全地將工件放入加熱位置,並讓末端執行器退回後,才可發出訊號允許感應電源啟動。反過來說,感應系統也必須在淬火循環完成後發出訊號,讓機器人能安全取回工件。若缺乏這種嚴謹的交握機制,就會有很高的碰撞風險,可能損壞感應線圈、工件夾持治具,甚至機器手臂本身。
安全提醒
當移動機械在廠區人員附近運作時,安全是首要考量。對於重量較輕的工件,工程師常會設計可搭配或不搭配自動搬運系統運作的彈性方案。這種模組化方式可在機器人或龍門架停機維護時,仍能以人工方式維持生產。在這類混合式配置中,確實鎖定的安全定位銷是一項關鍵安全設計。這些定位銷可提供機械式互鎖,確保當操作人員在機器人作業範圍內進行手動上料或下料時,機器人無法移動,進而避免意外啟動,並保護人員免受工業自動化設備所產生的強大力量傷害。
對於較簡單的自動化任務,取放裝置是一種具成本效益的替代方案。這些裝置通常可提供類似機器人的直線或旋轉運動,但不具備複雜的控制電子系統,也沒有大範圍自由移動能力。在許多安裝案例中,使用者只購買取放機構本體,而控制邏輯則直接整合到設備的主可程式邏輯控制器(PLC)中。只要工件幾何形狀一致且移動路徑單純,這種方式就能省去獨立機器人控制器與複雜交握協定,簡化整體系統架構。
2. 批次供料:料斗與料匣
在處理相似零件系列時,料斗與料匣是標準的工件供料周邊設備。兩者的選擇取決於零件的初始狀態。料匣通常會以結構化卡匣或堆疊方式容納固定數量的零件。這些零件接著會被直接落入感應線圈的工作區,或落到輸送帶等轉送系統上,再送往加熱站。料匣非常適合已完成方向排列,且需要精準、依序送料的零件。
相較之下,料斗則用於處理大量、方向隨機的散裝零件。若要用於感應加熱,這些零件在進入系統前必須先完成排序與定向。排序可透過各種機械與磁性方式完成,包括振動、磁性定向,或專門設計用來抓取與對齊零件的機械「撥指」。例如在螺栓與螺絲的硬化處理中,料斗系統會將緊固件排序,並將其分度送入線圈。這可確保每個零件都以完全相同的方向進入製程,進而實現高強度五金件所需的精準、可重複加熱與淬火。
3. 輸送機與旋轉工作台:製程的動脈
輸送機在感應系統中十分常見,扮演將零件穿過熱處理單元的動脈角色。輸送機可以是皮帶式、鏈條式或凸輪驅動式,並可採連續模式或分度模式運作。當工件必須在線圈內停留特定時間時,通常由伺服馬達或機械凸輪開關驅動的分度式輸送機就非常重要。選擇合適的輸送機,需要深入理解操作環境,而這類環境通常具有極高溫度,並會長時間暴露於具腐蝕性的淬火液中。
輸送機的材料選擇至關重要。為避免水基或聚合物淬火液造成腐蝕,常會使用不鏽鋼網帶或鏈條。此外,工程師在使用普通碳鋼零件時也必須特別謹慎。如果碳鋼皮帶或輸送機結構距離感應線圈太近,它可能會和工件一起被感應加熱。這不僅會浪費能源並降低製程效率,也可能讓輸送機本身過熱,導致機械故障或皮帶拉伸。在高產量生產環境中,避免輸送機變成感應器的第二個「負載」,是一項關鍵設計目標。
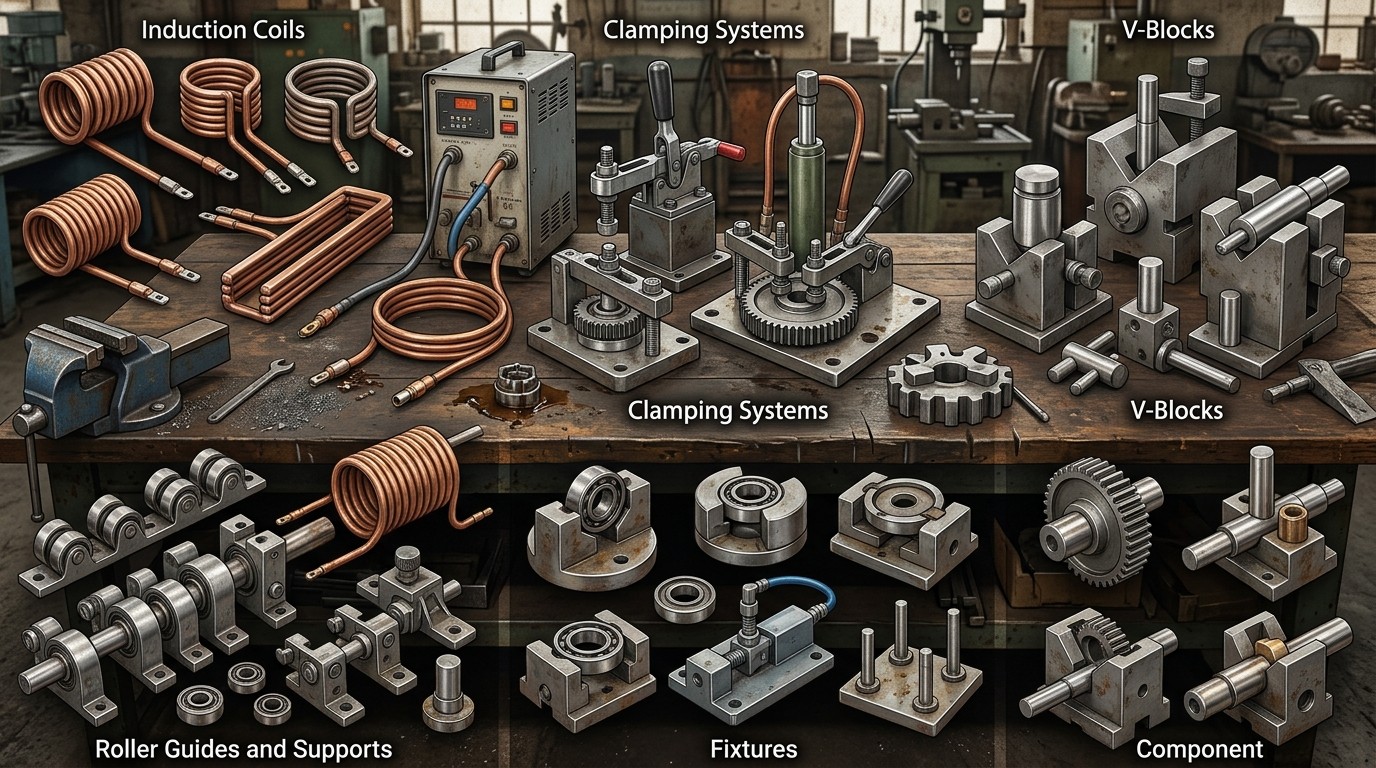
多種專用周邊設備,包括 V 型塊、滾輪導軌與夾持系統,用於確保感應加熱時工件方向精準。
電磁力警告
另一個經常被忽略的因素,是電磁(EM)力的影響。當輕量工件通過感應線圈的高強度磁場時,這些力可能造成非預期的工件移動或振動。如果搬運系統沒有提供足夠約束,零件可能會偏離對位位置,導致加熱不均。在某些應用中,輸送機必須設計成能在加熱後立即將高溫零件帶離,因此材料需能承受極端溫度而不劣化。若下游發生停滯,系統也必須能將高溫零件從感應區倒退出來,以避免設備或工件受損。
旋轉工作台,又稱轉盤,是單元式製造與高產量生產中常見的選擇。這類工作台具有可容納特定數量零件的定位座,並透過旋轉方式將每個零件依序帶入感應區。旋轉工作台的主要優點是能有效利用地面空間;未加熱零件的上料位置與已熱處理零件的下料位置幾乎位於同一區域。這使其能達到非常高的產能,因為大量零件可以在短時間內連續通過線圈。旋轉工作台也常與其他搬運設備結合,例如機器人或取放裝置,以打造用於球頭銷或汽車齒輪毛坯等零件的全自動化生產單元。
4. 針對特定幾何形狀的專用搬運方式
不同工件幾何形狀會帶來獨特的搬運挑戰,因此需要專用周邊設備,才能確保金相品質與設備壽命:
長條棒材
輸送細長棒材時,需要使用分料機等機構,將棒材從整束材料中分離,並排列成可連續送料的狀態。送料機構通常由上下夾送滾輪組成,必須維持工件穿過線圈時的固定線速度,以確保均勻加熱。任何定位偏差或速度變化,都可能導致局部過熱或加熱不足。這類系統中的一項關鍵風險,是形成「接地迴路」——也就是透過搬運系統從一端到另一端形成連續電氣路徑。若未切斷這些迴路,感應電流可能流經設備的滾輪與軸承,造成災難性損壞。為避免此問題,必須採用隔離技術。
管材與管件
用於管材與管件的搬運設備,必須能夾持並旋轉工件,同時避免造成相對薄壁的變形或機械損傷。硬化過程中的一種主要失效模式稱為「香蕉效應」。當管端通過淬火環時,淬火液可能被困在管內,進而產生這種現象。被困住的液體會使管件底部溫度較低,造成冷卻不均,並導致嚴重翹曲,也就是類似香蕉的彎曲形狀。在高精度應用中,搬運系統必須有助於排液,或在後續搭配校直作業,以維持嚴格的尺寸公差。
薄壁管與線材
對於 ACR 銅管等長形產品,會使用高速「籃架到籃架」系統。這類系統可處理壁厚低至 0.32 mm 的管材,速度最高可達 10 m/s(600 m/min)。此處的工程挑戰在於,必須在極高速度下維持穩定,同時避免機械損傷。供料籃與收料籃的精準同步旋轉,是維持產品完整性並防止斷線的關鍵因素;一旦斷線,就可能導致嚴重停機時間。
金屬帶材與大型板材
用於塗層或邊緣硬化的帶材產品,必須在加熱線圈內維持精準的橫向定位。對帶材而言,電磁力尤其容易造成問題,因為它可能讓薄金屬在線圈內移動或飄動,特別是在橫向磁通加熱器中更為明顯。對於平地機刀片等大型鋼板,搬運系統必須以固定速度將大尺寸矩形板材移動通過感應區。這類系統通常在百萬瓦等級功率範圍內運作,因此搬運滾輪必須同時承受高操作溫度與顯著機械力,以避免板材變形。
5. 淬火與治具介面
周邊設備不只是負責移動工件;它對維持熱處理圖樣的完整性也至關重要。工件夾持元件——包括支撐工件端部的頂尖、杯座、定位座與支柱——會大幅影響最終金相結果。舉例來說,如果頂尖或杯座由磁性鋼材製成,它們可能會被感應加熱。這種治具過熱可能導致軸類工件端部的硬化圖樣偏擺產生變化。為降低此風險,這些元件應採用不鏽鋼製成,讓感應場能加熱工件端部,而不會使支撐頂尖過熱或劣化。
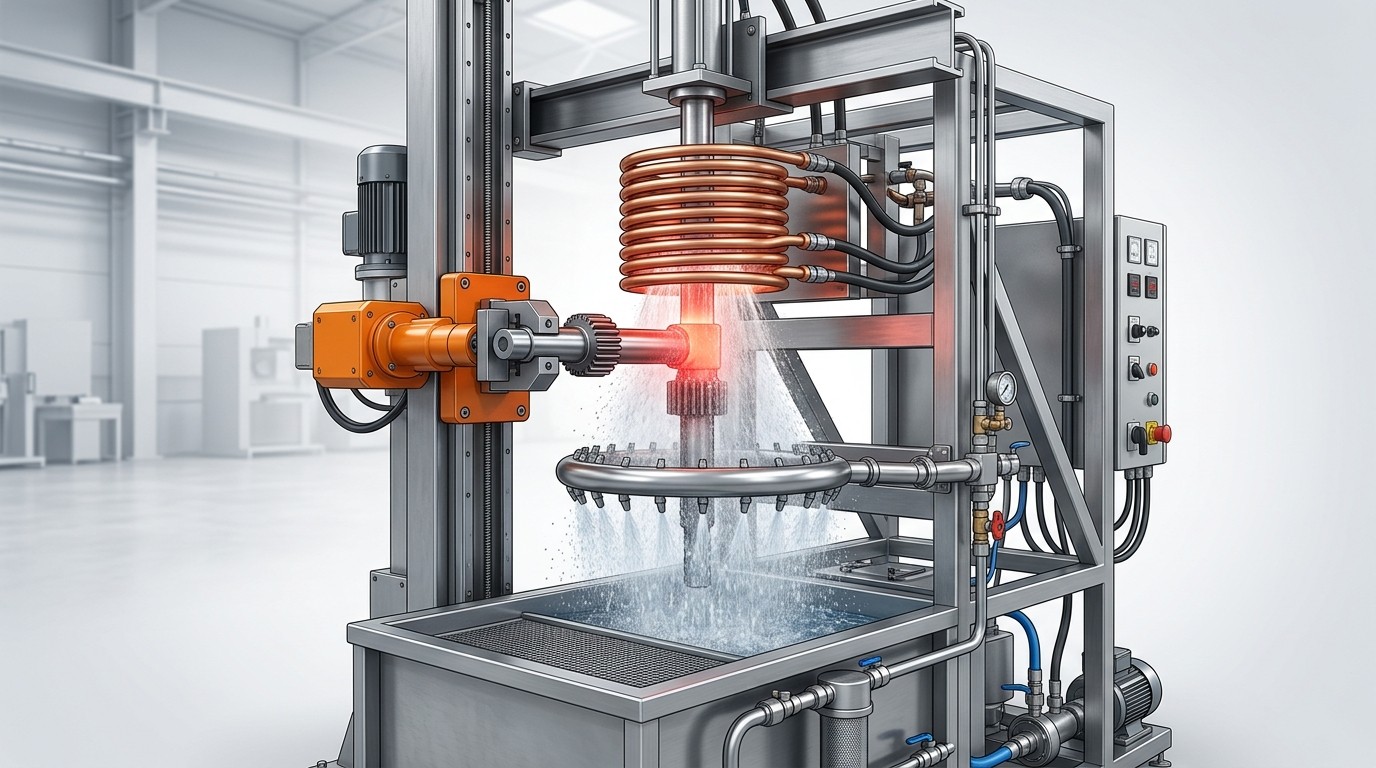
整合式感應加熱與淬火站,搬運系統必須讓工件在感應線圈與淬火環之間精準對位。
治具的電氣隔離
治具的電氣隔離也是另一項重要考量。為防止接地迴路透過工件、治具與機器軸承形成,通常至少會將其中一個工件夾持頂尖進行電氣隔離。即使感應電流相對較小,也足以對高精度軸承造成「點蝕」與不可修復的損傷。這類損傷會導致振動增加、工件同心度下降,最終造成昂貴的設備停機。確保電氣路徑透過適當絕緣被切斷,與頂尖本身的機械設計同樣重要。
6. 搬運設計考量總結
| 搬運系統類型 | 關鍵工程考量 | 主要優點 |
|---|---|---|
| 機器人/龍門架 | 控制交握與安全範圍 | 可彈性處理重型/複雜零件 |
| 輸送機 | 耐熱/耐腐蝕能力與電磁力 | 連續式高產量產能 |
| 旋轉工作台 | 定位座精度與單元式佈局 | 有效利用地面空間;高產量 |
| 棒材/管材送料機 | 防止接地迴路與淬火液滯留 | 穩定線速度與直線度 |
| 籃架到籃架系統 | 同步旋轉與高速搬運 | 線材與薄壁管退火 |
感應熱處理周邊設備常見問題
Q: 為什麼感應加熱系統需要自動化搬運設備?
感應加熱的運作速度極快——通常只需數秒即可完成工件加熱——因此在高產量生產中,人工搬運並不實際。機器人、龍門架與輸送機等自動化系統可確保工件定位一致、提升產能,並維持可重複金相結果所需的精準時間控制。它們也能讓操作人員遠離高溫與電磁場等危險區域,進一步提升安全性。
Q: 什麼是接地迴路?為什麼它在感應加熱系統中很危險?
接地迴路是透過滾輪、軸承與支撐結構等搬運設備形成的非預期電氣路徑。當工件通過感應線圈時,這些連續金屬路徑中可能產生感應電流,進而透過點蝕與過熱對精密軸承造成嚴重損壞。工程師會透過加入電氣隔離來避免此問題,通常會使用非導電材料或絕緣工件夾持頂尖,以切斷電氣迴路。
Q: 工件幾何形狀如何影響搬運設備的選擇?
不同幾何形狀需要不同專用方案:長條棒材需要夾送滾輪以維持固定速度送料;管材與管件需要可避免淬火液滯留與翹曲的旋轉系統;薄壁管需要高速籃架到籃架系統;大型板材則需要重型滾輪以防止變形。搬運系統必須考量電磁力、熱暴露,以及每種工件形狀的特定淬火需求,才能達到均勻加熱與穩定品質。
結論:感應熱處理周邊設備
總結來說,感應熱處理製程的成功,不僅取決於線圈本身,也同樣取決於線圈周邊的輔助設備。透過謹慎選擇並整合機器人、輸送機、料斗與專用工件夾持治具,同時主動處理接地迴路與電磁干擾等風險,工程師便能確保製程不只快速,也能長期維持可重複、穩健且安全。以整個系統為設計對象,而不只是聚焦於感應器本身,正是一流熱處理作業的關鍵特徵。