
感應淬火實務:機器設計細節與製程配方選擇
1 分鐘
- 硬化層深度的邏輯
- 區分有效硬化層深度與總硬化層深度
- 機台設計基礎:精密思維
- 選擇合適的硬化方法
- 掃描速度、功率與淬火位置之間的交互作用
- 線圈幾何形狀與硬化圖樣偏擺
- 進階感應器特徵:MIQ 與冷卻
- 製程配方的現場合理性檢查
- 處理不規則特徵:電腦建模的角色
- 感應硬化機台設計常見問題
重點整理
硬化層深度很重要:有效硬化層深度鎖定特定硬度等級,而總硬化層深度則包含過渡區;此區域會關鍵影響殘留應力分布與疲勞壽命。
四個關鍵調整旋鈕:掃描硬化的成功取決於四項可調參數——掃描速度、淬火延遲、停留/均熱階段,以及功率/頻率匹配——而且它們之間存在非線性交互作用。
MIQ = 可重複性:機加工整合式淬火感應器設計可固定淬火與線圈之間的距離,讓製程配方在生產批次之間保持一致。
現場基本查核:定期確認耦合距離、淬火延遲時間、流量均勻性與旋轉速度,可避免軟點、彎曲與裂紋。
製造前先建模:對於不規則幾何形狀,FEA 電腦建模非常重要,因為電磁端部效應可能造成不均勻加熱,而標準製程配方通常無法處理。
硬化層深度的邏輯
任何機台設計的第一步,都是定義所需的表面硬度與硬化圖樣。這通常包括有效硬化層深度,也就是指定表層厚度,該區域必須達到某一硬度等級。由於感應硬化不會改變鋼材的化學成分,因此可達成的硬度會與材料的名義碳含量與淬透性嚴格相關。例如,SAE Standard J423 建議可根據這些碳含量來定義有效硬化層深度所對應的硬度等級。
| 碳含量(%) | 有效硬化層深度硬度(HRC) |
|---|---|
| 0.28–0.32 C | 35 HRC |
| 0.33–0.42 C | 40 HRC |
| 0.43–0.52 C | 45 HRC |
| ≥0.53 C | 50 HRC |
區分有效硬化層深度與總硬化層深度
工程師在指定製程時,必須區分幾項關鍵指標。有效硬化層深度著重於達到目標硬度,例如硬度達到 50 HRC 或 40 HRC 的距離;而總硬化層深度則表示從表面開始,到任何可見微觀組織相對於核心產生變化的位置為止。這包含過渡區,也就是硬度朝核心方向快速下降的區域。
與有效硬化層深度不同,總硬化層深度會包含過渡區的範圍。這項差異非常關鍵,因為過渡區是影響殘留應力分布的主要因素。較短的過渡區與較高硬度通常會對應較大的表面壓縮殘留應力,而這對提升疲勞壽命與抵抗微裂紋擴展至關重要。不過,過渡區的「正確」長度取決於應用情境;某些高速變速箱齒輪會受益於最小化的過渡區,而其他零件則可能需要更漸進的轉變,以管理內部應力,並防止在高扭矩負載下發生剝落或裂紋。

感應硬化軸件的橫截面,清楚顯示硬化層、過渡區與核心之間的差異。
機台設計基礎:精密思維
感應設備應遵循標準工具機設計實務:必須堅固、可重複,並能順暢整合到單元式生產流程中。許多現代系統每小時可生產數百件,甚至上千件零件,並常搭配機器人、龍門架或輸送機實現完整自動化。設計時必須考量連續使用的嚴苛條件,並將感應系統視為精密工具機,而不只是單純的「加熱器」。
變形管理始終是一項工程挑戰。由於加熱時的熱膨脹、冷卻時的收縮,以及相變,例如沃斯田鐵轉變為麻田散鐵時的體積增加,某種程度的尺寸或形狀變形不可避免。此外,前道製程如加工或鍛造所產生的內部應力,會在熱處理循環中被釋放,進而造成幾何變化。然而,感應表面硬化具有一項天然優勢:「冷核心」會像形狀穩定器一樣作用,提供高度尺寸穩定性,尤其適用於車軸、銷件等對稱形狀零件。
為了盡量降低變形,工程師會重視變形的可重複性。若變形一致且可預測,就能在初始零件製造階段進行補償,例如略微調整軸件的未熱處理尺寸,以抵消預期的成長或彎曲。這要求感應機台必須對旋轉速度、定心與淬火溫度一致性等製程變數進行極嚴格控制。
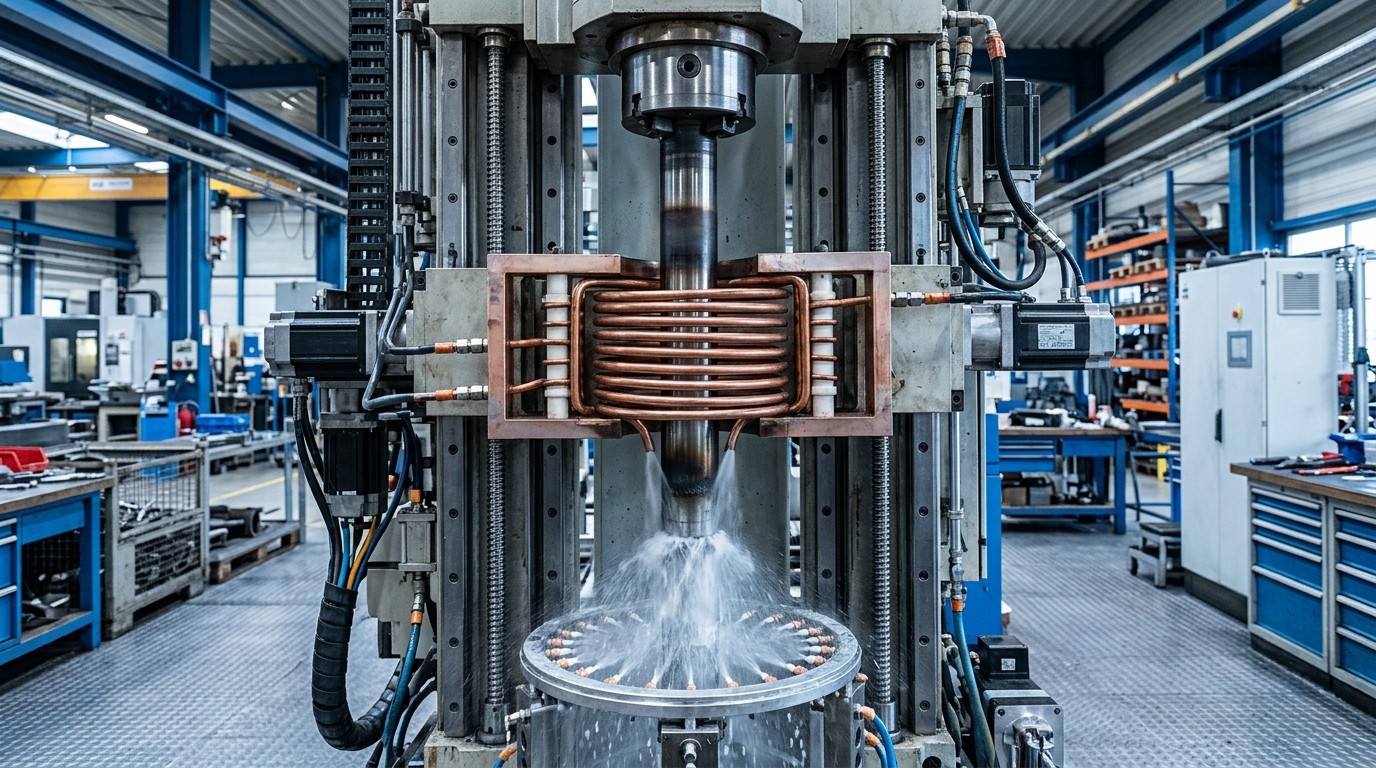
精密立式掃描機台,展示多圈線圈與整合式淬火系統,並安裝於堅固的工業外殼中。
選擇合適的硬化方法
硬化方法的選擇——掃描式、靜態式或一次式硬化——取決於零件幾何形狀、生產需求與感應器設計。每種方法都能針對不同應用提供特定優勢。
掃描流程:調整製程配方
成功的掃描作業仰賴精準的「製程配方」,其中包含多項可調參數。假設頻率與功率等級已正確匹配至電源供應器,以下「旋鈕」會控制最終金相結果:
- 掃描速度:這是硬化層深度的主要控制參數。較慢的掃描速度會增加受熱時間,使熱量能透過熱傳導滲入更深位置。然而,若速度太慢,工件可能在到達淬火位置前就冷卻到臨界溫度以下,進而有形成貝氏體或波來體等上變態產物的風險。
- 淬火延遲:指加熱與施加淬火介質之間的時間。此時間可能從不到一秒到數秒不等。為取得適當熱條件,需要精準控制,尤其是在圓角或退刀槽等熱沉效應更明顯的位置。
- 停留或均熱階段:這是一段短暫延遲,通常為 0.5 至 2.5 秒,在淬火前將線圈功率關閉或大幅降低。此階段對改善徑向溫度分布與降低熱衝擊非常重要,尤其適用於高碳鋼或鑄鐵等脆性材料。
- 功率與頻率:兩者必須與負載匹配,以確保最高效率。較高頻率會產生較淺的電流穿透深度,也就是集膚深度;較低頻率則可實現更深層加熱。調整這些參數時,必須在電壓、頻率與電流之間取得平衡,以避免達到電源供應器的運作極限。
掃描速度、功率與淬火位置之間的交互作用
掃描速度、功率與淬火位置之間的關係高度非線性。若要增加硬化層深度,可能會降低掃描速度或提高功率。然而,若功率密度增加過多,可能導致表面過熱與晶粒成長。相反地,降低掃描速度會透過熱傳導增加線圈前方的預熱效應,可能使硬化圖樣沿軸向不受控制地擴散。
淬火位置,也就是從感應器表面到淬火噴流衝擊點的距離,必須與掃描速度緊密搭配。若為了達到產能目標而提高掃描速度,可能需要縮短淬火距離,確保已沃斯田體化的表面在冷卻至變態溫度以下之前,就被淬火介質噴到。這正是機加工整合式淬火(MIQ)設計的優勢,因為它能固定淬火與線圈之間的距離,確保製程配方在不同生產批次間維持穩定。
線圈幾何形狀與硬化圖樣偏擺
感應器設計是一項在生產速度與圖樣精度之間取得平衡的工作。一項關鍵規格是硬化圖樣偏擺,也稱為圖樣截止或軸向過渡區,指的是硬化圖樣沿零件軸向結束時的銳利程度。
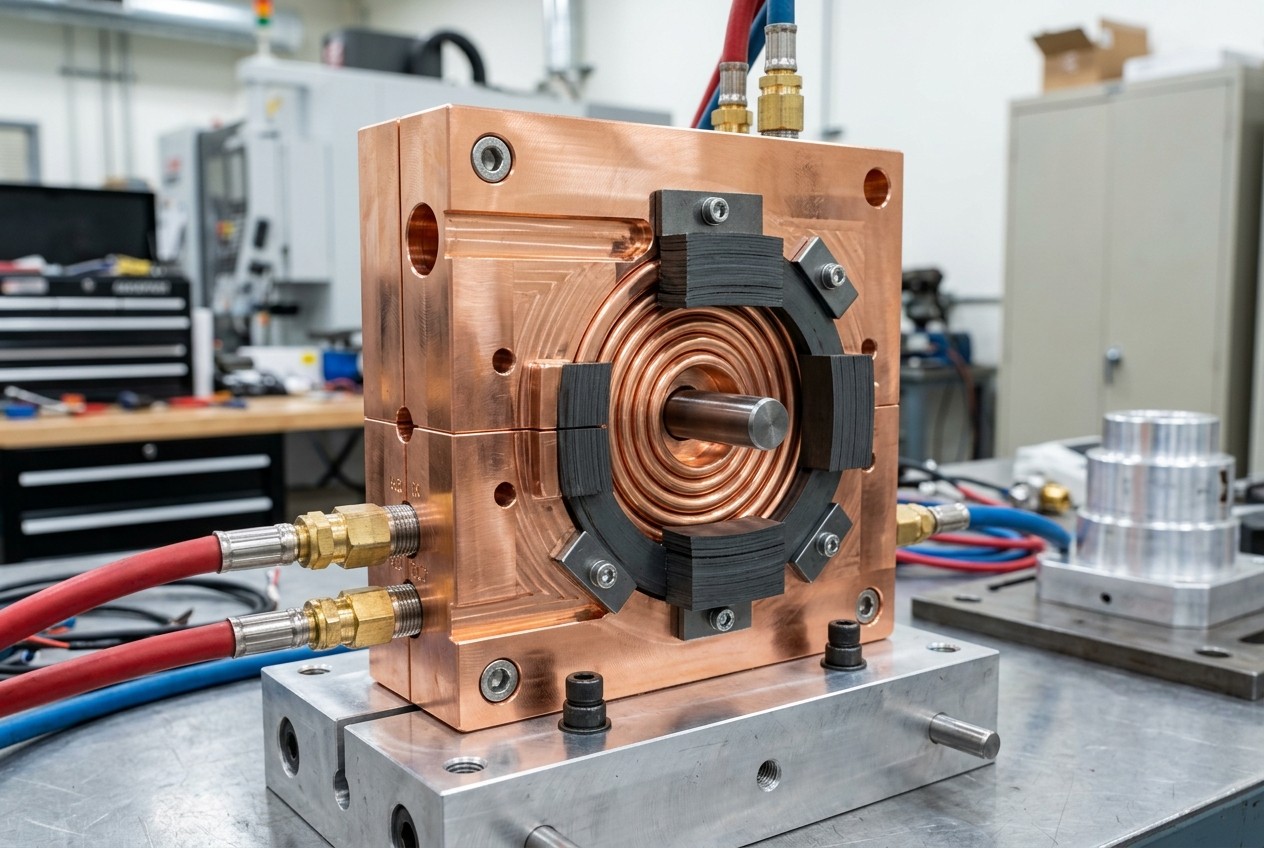
複雜 CNC 加工感應器,突顯特定硬化圖樣控制所需的精密工程設計。
進階感應器特徵:MIQ 與冷卻
現代掃描式感應器常採用機加工整合式淬火(MIQ)設計。在這類裝置中,淬火腔室與噴孔會直接整合到感應器本體中。這可確保淬火噴流以精準距離,通常為 12 mm 至 40 mm,衝擊工件表面,並維持一致的溫度窗口。對於高速製程或直徑變化的零件,也可能加入額外的追隨式淬火裝置,也就是獨立淬火套筒,以防止「回火軟化」;此現象會在冷卻不足時,由於殘留熱使硬化層變軟。
在一次式硬化應用中,由於功率密度極高,感應器本身的冷卻會成為首要考量。在特定區域,例如圓角處,局部電流「擠壓」可能導致銅件過熱,即使使用高流量幫浦也一樣。如果冷卻腔內發生水汽化,就會形成蒸氣屏障並像絕緣體一樣作用,進而因裂開或電弧造成線圈過早失效。進階設計通常會使用多環段結構來分流電流,降低局部電流密度,並大幅延長線圈壽命,超越一般工業平均水準。
製程配方的現場合理性檢查
即使是最先進的 FEA 模型,也無法涵蓋每一項真實世界變數。在生產現場,工程師應執行一系列具體的基本查核,以確保製程配方能持續提供預期的金相結果。
- 耦合距離一致性:確認感應器與工件之間的氣隙,也就是耦合距離,是否維持固定。氣隙即使只變化 0.5 mm,也可能導致功率密度與最終硬化層深度明顯變動。
- 淬火延遲確認:定期檢查淬火繼電器或閥件反應時間是否一致。電子漂移或機械卡滯可能讓淬火延遲改變數百毫秒,這已足以在敏感合金中造成「軟點」或不完全變態。
- 攪動與流量均勻性:檢查淬火噴孔是否堵塞或有水垢堆積。淬火流量不均會導致非對稱冷卻,是造成零件彎曲與裂紋的主要原因之一。定期以流量計確認每一個淬火迴路非常重要。
- 旋轉速度穩定性:確保工件旋轉速度足以均化線圈引線所造成的電磁「魚尾」效應,但又不能過高,以免離心力將淬火液甩離工件表面。
處理不規則特徵:電腦建模的角色
對於不規則幾何形狀,例如凸輪軸、齒輪,或具有肩部與橫孔的軸件,標準製程配方通常並不足夠。電磁鄰近效應與「端部效應」可能造成肩部過熱,而相鄰圓角仍然加熱不足。工程師會使用有限元素分析(FEA)電腦建模來揭露這些隱藏動態,並制定複雜流程。這可能包括脈衝加熱,也就是以短脈衝加熱並搭配定時延遲進行熱傳導,或加入功率停留階段,在掃描開始前先預熱圓角。
感應硬化機台設計常見問題
Q: 有效硬化層深度與總硬化層深度有什麼差異?
有效硬化層深度是從表面開始量測,到達特定目標硬度的位置,例如 50 HRC 或 40 HRC,並以鋼材碳含量為依據。總硬化層深度則包含所有相對於核心出現微觀組織變化的區域,包括硬度逐漸下降的過渡區。過渡區對殘留應力分布與疲勞性能非常關鍵。
Q: 該如何在掃描式、靜態式與一次式硬化方法之間選擇?
掃描式硬化非常適合軸類等長形對稱零件——感應器線性移動,同時工件旋轉,可靈活應對不同長度。靜態式硬化適合複雜幾何形狀上的局部區域,例如凸輪軸凸輪,因為這些位置不適合移動。一次式硬化則會同時加熱整個目標區域,非常適合需要高產能的階梯軸,但它也需要更高功率等級。
Q: 在掃描作業中,控制硬化結果的關鍵製程參數有哪些?
主要可調參數包括:掃描速度,這是硬化層深度的主要控制項,速度越慢通常越深;淬火延遲,也就是加熱與淬火之間的時間;停留/均熱階段,用於改善溫度均勻性的短暫暫停;以及功率/頻率,需與目標穿透深度匹配。這些參數之間存在非線性交互作用,因此調整其中一項時,通常也需要調整其他參數,才能維持圖樣品質並避免缺陷。
結論:感應硬化機台設計
最終,將感應系統視為精密工具機,可實現「變形可重複性」。透過依據零件的特定幾何與金相需求,調整功率密度、掃描速度與淬火時機,製造商便能達到現代汽車與工業領域所要求的高產能與嚴格公差。感應表面硬化能提供高度尺寸穩定性與可重複性,尤其適用於對稱形狀零件。較冷核心的存在會像形狀穩定器一樣作用,確保機台在數千次循環中都能提供一致且高品質的結果。