
硬化複雜幾何形狀:孔洞、鍵槽、凹槽——以及管理變形與開裂
1 分鐘
- 幾何陷阱背後的物理原理
- 平衡難題:變形控制
- 裂紋根本原因:七大主要類別
- 實用改善策略
- 複雜幾何形狀硬化常見問題
重點整理
幾何不規則會干擾渦電流:孔洞、鍵槽與溝槽會迫使渦電流重新分布,形成熱點與冷點;若未妥善管理,可能導致變形與裂紋。
變形是整個製程鏈的問題:過度翹曲通常來自多項因素累積,包括工件幾何形狀、材料狀態、感應器設計、加熱參數、淬火均勻性與治具配置等。
裂紋有七大根本原因:材料缺陷、幾何應力集中源、過熱、淬火問題、感應器設計、治具問題與製程延遲,尤其是延遲回火,都是主要原因。
精準能量管理是關鍵:複雜工件的成功硬化,仰賴感應器輪廓設計、塞件技術、消除應力與均勻淬火,而不是單純提高加熱強度。
在感應硬化的世界中,「簡單」是一種少數現代工程零件才具備的奢侈條件。真實世界的零件——從變速箱軸、曲軸到引擎齒輪與滾珠軸承保持架——很少是均勻的圓柱體。相反地,它們往往由必要的不規則特徵所定義:縱向與橫向孔、鍵槽、扣環槽、花鍵與尖角。對感應熱處理從業者而言,這些幾何不連續處不只是設計特徵,更是顯著的渦電流干擾源。若未精準控制,它們會成為加熱不均、過度形狀變形,以及加熱或淬火循環中災難性裂紋的主要原因。
這些不連續特徵會從根本上改變感應渦電流的路徑,迫使電流繞過障礙物,或擠入狹窄通道。這種偏移會造成不希望出現的「熱點」(熱量過剩)與「冷點」(熱量不足)。嚴重過熱是最常見的元凶,通常會導致晶界液化等金相損傷。這種結構弱化會大幅增加材料脆性與晶間裂紋敏感性,使關鍵工程零件在離開生產線之前,就可能變成潛在失效點。
幾何陷阱背後的物理原理
當渦電流遇到孔洞或溝槽時,無法直接穿過空隙。它必須在周圍金屬中尋找替代路徑。這種重新分布受電磁學與熱傳導原理控制。由此產生的不均勻性不只是表面現象,也會延伸到工件深處,並受到電流穿透深度(δ)影響。

圖 1:具有複雜幾何不規則特徵的典型工業零件,這些特徵會干擾渦電流流動。
縱向孔與橫向孔
孔洞的影響很大程度取決於其相對於感應器的方向,以及它與受熱表面的距離。縱向(軸向)孔沿著工件軸線方向延伸,可能會透過將電流「擠壓」到工件表面與孔壁之間的狹窄通道中,造成渦電流流動大幅重新分布。這會使該狹窄金屬連接區域中的電流密度急遽增加,進而導致嚴重局部過熱。
縱向孔附近過熱主要由兩項因素驅動:
- 電磁重新分布:由於渦電流路徑被部分阻擋,電流被迫更集中地流經剩餘金屬路徑,導致局部熱源產生量增加。
- 「冷沉」效應:缺少相鄰金屬質量,代表熱量從高溫表面傳向較冷核心的能力降低。若沒有足夠金屬作為熱沉,表層的溫度過剩就無法有效散出。
這些因素的主導程度取決於孔洞深度。若孔洞位於電流穿透深度(δ)內,電磁重新分布會是過熱的主要原因。若孔洞更深,位於距表面 1 至 2 倍 δ 的位置,兩項因素對熱量過剩的影響大致相同。當孔洞位於距表面 2 至 3 倍 δ 的位置時,缺乏相鄰金屬質量會成為主導因素,尤其是在較長加熱循環(8–12 秒)中更明顯。超過 3δ 後,孔洞影響表面加熱圖樣的機率通常較低。
橫向(徑向)孔則帶來不同且通常更複雜的挑戰。不同於縱向孔,橫向孔一定會造成重新分布,並同時導致過熱與加熱不足。由於電流集中,熱點會出現在與渦電流流向平行的孔邊緣。相反地,與電流流向垂直的邊緣則會出現熱量不足,也就是冷點。若孔徑小於 δ 的一半,變形通常仍可控制。然而,隨著孔徑增加,不均勻性會更加明顯,進而提高晶界液化與複雜暫態應力分布的風險。
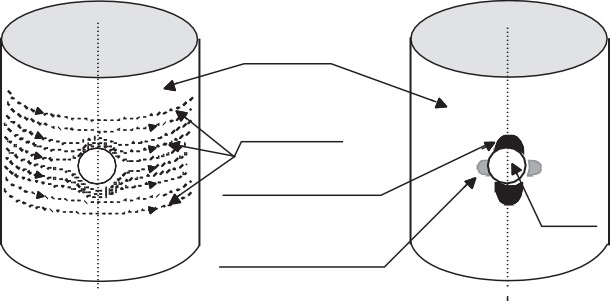
圖 2:橫向孔周圍渦電流流線偏移與熱量集中區域。
鍵槽、溝槽與扣環槽
鍵槽與扣環槽本質上是幾何不規則特徵的極端案例。鍵槽可以視為打開至表面的巨大縱向孔。其尺寸、形狀以及相對於感應器的方向,會對最終溫度分布產生重大影響。常見問題包括尖角嚴重過熱,以及溝槽底部明顯加熱不足。扣環槽需要更高程度的謹慎;若只有溝槽的一半被硬化,可能會在溝槽區域形成非常不理想的暫態與殘留應力分布,常常導致失效。
斜孔與幾何應力集中源
斜孔,例如曲軸中的油孔,特別容易產生裂紋。角度越尖銳,過熱與硬化層深度不均就越明顯,因為加熱行為同時結合了縱向與橫向兩種方向的問題特徵。此外,這些區域在淬火時也會呈現不同冷卻強度。在傳統設計中,銳角區域會承受更嚴重的冷卻強度,這會與加熱循環中的熱量過剩相互疊加,顯著提高裂紋敏感性。
除了巨觀幾何形狀之外,微小缺陷也會成為可量測的應力集中源。摺疊、毛邊、加工痕與深刮痕都可能成為裂紋起始的成核位置。孔洞必須有足夠大的倒角,且表面需保持平滑。粗糙加工表面、過度震刀,或存在粗大夾雜物,都可能為裂紋擴展提供優先路徑。事實上,不適當的倒角應嚴格避免,因為它可能引發裂紋發展,而不是防止裂紋。
平衡難題:變形控制
感應硬化是在三個相互競爭目標之間不斷取捨:達到所需硬度與強度、維持具韌性且帶有有利殘留應力的組織,以及製造出變形最小的零件。過度變形很少只由單一錯誤造成;它通常是整個製程鏈中多項因素累積的結果,從最初製造步驟到最終淬火參數都可能參與其中。
造成變形的關鍵因素
在排查變形問題時,工程師必須評估幾項會影響零件最終形狀與尺寸的主要因素:
- 零件幾何形狀:複雜度、不平衡質量,以及不同截面之間的尖銳過渡。
- 材料:化學成分、先前微觀組織,例如調質(Q&T)與正火狀態,以及鍛造或鑄造造成的初始「隱藏」應力。
- 感應器設計:輪廓設計精度、電磁耦合(氣隙)均勻性,以及線圈阻抗。
- 製程參數:峰值溫度、加熱時間與使用頻率。過度熱量產生是金屬膨脹/收縮的主要驅動因素。
- 淬火:淬火流量、壓力、溫度與濃度的均勻性。不均勻淬火是「香蕉效應」(翹曲)的常見原因。
- 工裝與治具:支撐穩定性、旋轉精度(避免晃動),並確保零件不要配合得過緊,讓熱膨脹時有「成長空間」。
裂紋根本原因:七大主要類別
裂紋是硬化製程的最終失效。其原因往往彼此相關,但可分為七個明確類別,以利系統化失效分析與預防:
- 材料相關:組織不均、嚴重偏析、過量夾雜物,或碳/硫/磷含量過高。硫會在晶界形成脆性的硫化鐵(FeS),可能導致液化。
- 工件幾何形狀:尖銳邊緣、肩部、倒角/圓角不良,以及溝槽與孔洞等不規則特徵的位置、方向與尺寸。
- 功率/能量循環:過熱、加熱時間過長,或高階諧波造成局部熱點。火花或場波動造成的燒傷也可能是因素。
- 淬火條件:不均勻、淬火介質類型不當、液體受污染,或淬火烈度過高,例如流量與壓力過大。
- 感應器設計:線圈幾何形狀不適當、磁通集中器位置不正確,或線圈阻抗問題,導致無法處理幾何特徵。
- 工裝與周邊設備:工件定位不當、過度晃動、工件滑移,或治具施加不必要的機械力、阻礙膨脹。
- 其他因素:脫碳,可能使表面應力反轉為拉伸狀態;晶界液化;或硬化與回火之間延遲過久,進而導致延遲裂紋。

圖 3:由幾何不連續處引發的失效案例,包括油孔處的縱向裂紋與齒輪斷裂。
實用改善策略
若要成功硬化複雜工件,就必須從「暴力加熱」轉向精準能量管理。進階技術與實務解決方案包括:
- 感應器輪廓設計:修改銅件幾何形狀,為渦電流流動提供「優先通道」,有效將熱量導離敏感孔邊與角落。輪廓設計可沿孔洞周邊選擇性控制熱量分布。
- 使用塞件:在不得已情況下,可使用鋼塞或銅塞來均衡加熱。同材質合金鋼塞可使不均勻性變得可忽略,但可能焊黏在原位。銅塞通常更受偏好,因為其低電阻率會將電流從鋼件邊緣吸走,而高熱導率則有助於散除過剩熱量。浸水木塞也可透過熱傳導降低過熱。
- 消除應力:在硬化前於 550°C–650°C(1050°F–1200°F)進行 1.5–2 小時的消除應力處理。這可建立穩定幾何基準,並消除加工或鍛造產生的「隱藏」應力,避免其在加熱期間造成非預期移動。
- 淬火均勻性:使用設計良好的淬火系統,以處理重力與「反彈」效應。確保每一個表面區域都接受相同冷卻強度,是避免翹曲與裂紋的關鍵。
實用故障排查流程
當變形或裂紋意外發生時,工程師應依據工業最佳實務,遵循以下扎實的故障排查順序:
-
確認基準應力
量測未熱處理工件,並在 600°C 進行消除應力處理,以判斷變形是否源自先前製造步驟,例如鍛造或鑄造。
-
檢查化學成分
檢查硫與磷含量。突然發生裂紋,常與鋼材供應商變更,或殘留雜質組合不利有關。
-
檢查工裝與定位
檢查旋轉過程中是否過度晃動或傾斜。確認治具允許熱膨脹,不會施加過大的機械力。
-
評估淬火完整性
檢查淬火孔是否堵塞、液體是否受污染,或壓力與流量是否偏離規格。記錄的「偏擺」參數必須嚴格維持。
-
最佳化加熱循環
若存在過熱,可考慮提高頻率以獲得較淺穿透深度,或降低功率密度/加熱時間,以減少被加熱的金屬質量。
「回火延遲」警告
裂紋的一個常見但可避免原因,是淬火與回火之間間隔過長。未回火麻田散鐵具有高度脆性。長時間延遲,尤其是在低溫環境,或使用高碳鋼、鑄鐵等低韌性材料時,可能因內部應力持續演變而造成延遲裂紋。最佳實務要求回火應在硬化後立即進行,最好安排在同一條生產線或同一棟廠房內,以避免零件在低溫環境中繼續「淬火」。
複雜幾何形狀硬化常見問題
Q: 為什麼孔洞會在感應硬化時造成問題?
孔洞會干擾渦電流流動,迫使電流在周圍重新分布。這會形成熱點(過熱)與冷點(加熱不足)。縱向孔會將電流擠入狹窄通道,而橫向孔則會在與電流流向平行的邊緣造成過熱,並在垂直邊緣造成加熱不足。嚴重程度取決於孔洞尺寸、方向,以及其相對於電流穿透深度(δ)的表面距離。
Q: 具有複雜幾何形狀的硬化零件,裂紋主要原因有哪些?
裂紋通常來自七大類原因:材料問題,例如偏析、硫/磷含量過高;幾何形狀不良,例如尖銳邊緣與倒角不足;功率循環中過熱;淬火不均;感應器設計不當;工裝/治具缺陷;以及製程延遲。其中一項關鍵錯誤,是淬火後延遲回火——未回火麻田散鐵極脆,容易出現延遲裂紋。
Q: 對具有鍵槽或溝槽的零件進行硬化時,如何防止變形與裂紋?
關鍵策略包括:透過感應器輪廓設計將熱量導離敏感區域;使用銅塞或鋼塞來均衡加熱;進行硬化前消除應力處理(550–650°C);確保所有表面的淬火流量均勻;並讓治具能容納熱膨脹。應透過最佳化頻率與功率密度來避免過熱,並務必在淬火後立即回火。
結論:掌握複雜幾何形狀硬化
最終,要在 3–5 微米的直線度公差範圍內,實現「鎖定於目標位置」的硬化圖樣,且通常免除硬化後校直,就需要完整的製程控制。透過降低峰值溫度、確保淬火均勻,並避免製程中任何外力介入,現代感應系統便能成功掌握真實世界幾何不規則所帶來的複雜挑戰。