
BGA 보이드란 무엇인가? 원인, IPC 허용 기준 및 해결 방법
3 분
- BGA Voiding란 무엇이며, 솔더 조인트 내부에서 어떻게 발생하는가?
- PCB 조립에서 BGA 보이드가 발생하는 주요 원인
- BGA 보이드의 종류와 분류
- IPC 기준에 따른 허용 가능한 BGA 보이드 수준
- BGA 보이드를 줄이고 예방하는 방법: 검증된 솔루션
- JLCPCB는 양산 과정에서 어떻게 BGA 보이드를 관리하는가
- BGA 보이드 검출 및 분석을 위한 X-Ray 검사(AXI)
- BGA 보이드 FAQ
- 결론
SMT(표면실장기술, Surface Mount Technology)의 고난도 제조 환경에서 BGA 는 현대 고집적 전자제품에 필수적인 핵심 부품입니다. 그러나 동시에 BGA Void라는 복잡한 문제를 동반합니다. 보이드 분석도 중요하지만, PCB 설계자와 제조업체의 궁극적인 목표는 예방입니다.
일반적인 솔더 조인트와 달리 BGA 접합부는 외부에서 보이지 않습니다. 솔더 내부에 갇힌 기포인 보이드는 열전도 성능과 기계적 신뢰성을 저하시킬 수 있습니다.
JLCPCB는 IPC 표준 준수, 고급 DFM 검사, 정밀한 리플로우 프로파일 최적화를 통해 보이드 최소화를 우선적으로 관리합니다. 본 가이드는 보이드를 거의 0에 가깝게 줄이기 위한 실질적이고 실행 가능한 방법에 초점을 맞추고 있습니다.
BGA Voiding란 무엇이며, 솔더 조인트 내부에서 어떻게 발생하는가?
기본적으로 BGA 보이드는 솔더 조인트 내부에 형성되는 빈 공간(cavity)입니다. 이는 리플로우 과정 중 플럭스 또는 PCB 내부 수분 등의 휘발성 물질이 기체로 변하지만, 솔더가 굳기 전에 외부로 빠져나가지 못하면서 발생합니다.
솔더 페이스트가 녹을 때 플럭스는 금속 표면을 세정하며 가스를 발생시킵니다. 이상적인 경우에는 이 기포가 부력에 의해 표면으로 올라와 사라집니다. 하지만 용융된 솔더의 표면장력이 너무 높거나 냉각이 너무 빨리 시작되면 기체가 내부에 갇히게 되고, 결국 금속 접합부 안에 기포가 고정됩니다.
기술 참고: 보이드 형성은 부력(기체를 밖으로 밀어내는 힘)과 점성 저항 및 표면장력(기체를 내부에 가두는 힘) 사이의 경쟁 과정입니다.
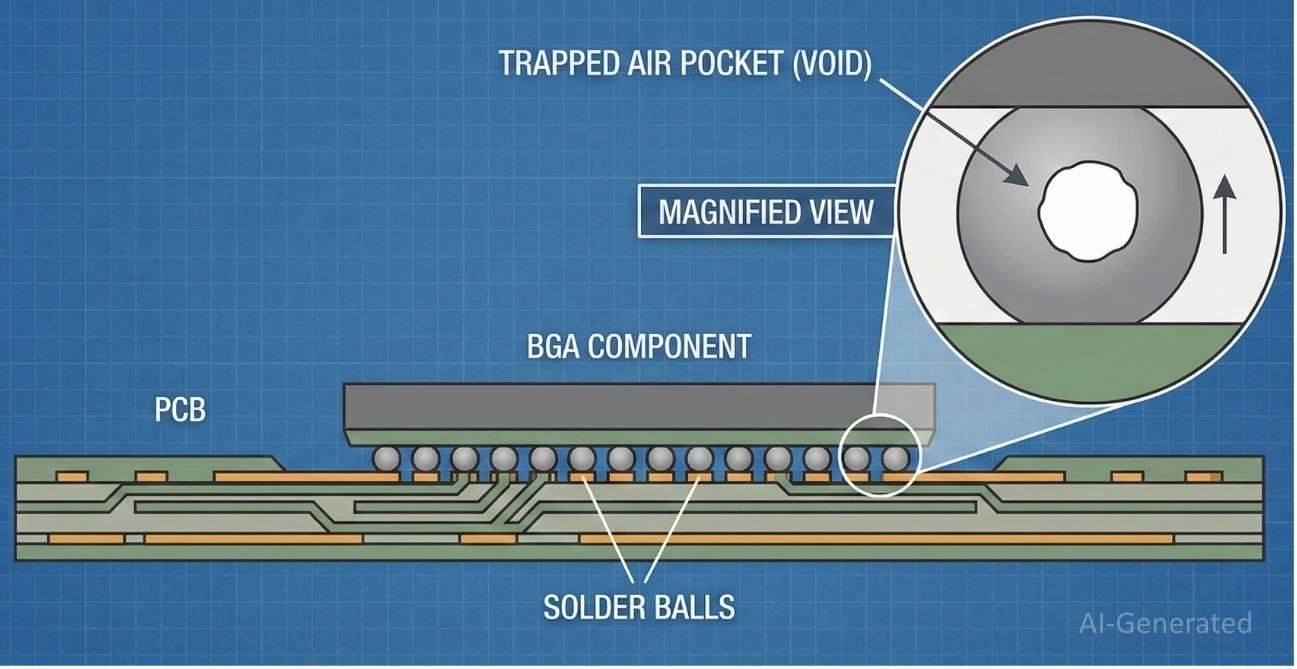
SMT 리플로우 과정에서 플럭스 가스 배출로 인해 솔더볼 내부에 형성된 BGA 보이드
PCB 조립에서 BGA 보이드가 발생하는 주요 원인
보이드를 줄이기 위해서는 먼저 원인을 이해해야 합니다. 실제 보이드 문제의 약 90%는 아래 네 가지 원인에서 발생합니다.
원인 1: 솔더 페이스트 화학 조성 및 플럭스 휘발 성분
사용되는 솔더 페이스트 종류는 보이드 발생의 가장 큰 원인입니다. 솔더 페이스트는 금속 합금 입자와 플럭스 차량(flux vehicle)로 구성됩니다.
● 높은 휘발성 성분 함량: 높은 젖음성을 위한 플럭스는 휘발성 용제를 더 많이 포함하는 경우가 많습니다. 이러한 용제가 리플로우의 “Soak” 단계에서 충분히 증발하지 않으면 “Reflow” 단계에서 급격히 끓어 대형 보이드를 형성하게 됩니다.
● 무연 합금: SAC305와 같은 무연 솔더는 기존 SnPb 솔더보다 표면장력이 높아 기포가 빠져나가기 어렵습니다.
원인 2: 부적절한 리플로우 열 프로파일
PCB가 리플로우 오븐 내부를 통과하며 겪는 온도 프로파일은 매우 중요합니다.
● 짧은 Soak 시간: “Soak Zone”(일반적으로 150°C~190°C)은 휘발성 물질이 제거되는 구간입니다. 이 단계가 너무 짧으면 가스가 내부에 남게 됩니다.
● 짧은 TAL: 솔더가 액체 상태를 유지하는 시간이 짧으면 기포가 표면으로 올라와 터질 시간이 부족합니다.
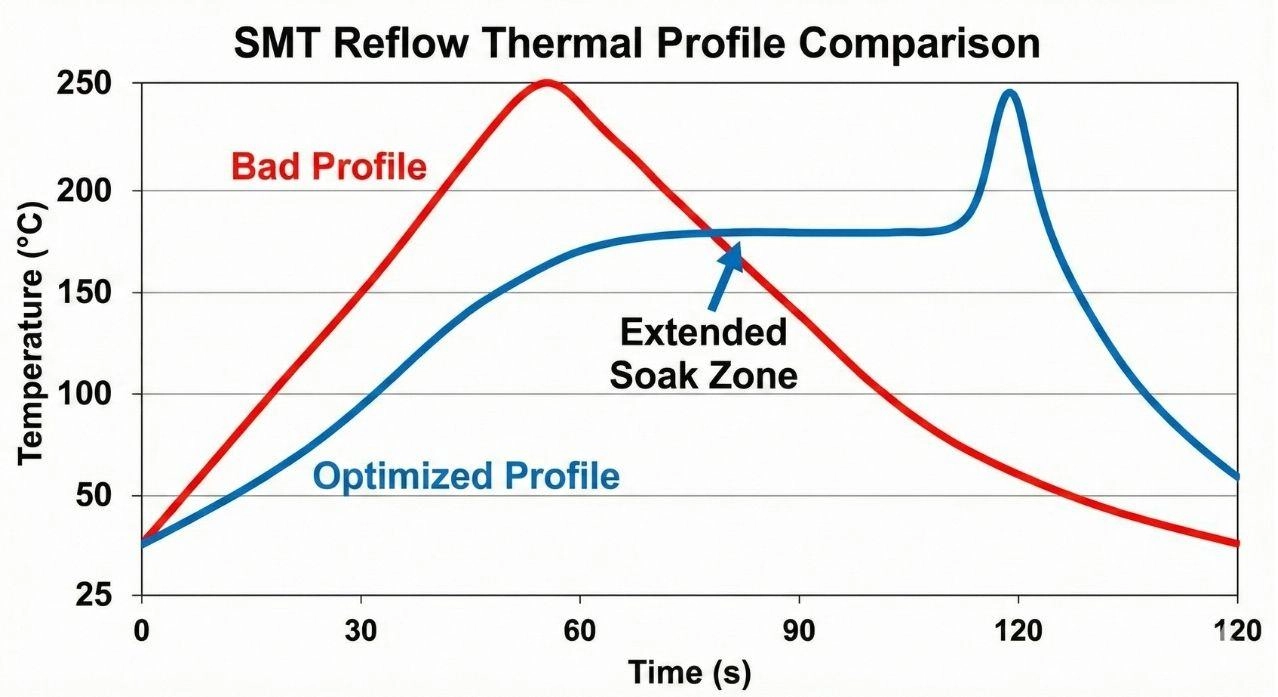
BGA 보이드 감소를 위해 Soak 구간을 연장한 SMT 리플로우 열 프로파일
원인 3: PCB 패드 설계 및 Via-in-Pad 결함
이는 JLCPCB에 업로드되는 거버 파일에서 자주 발견되는 문제입니다.
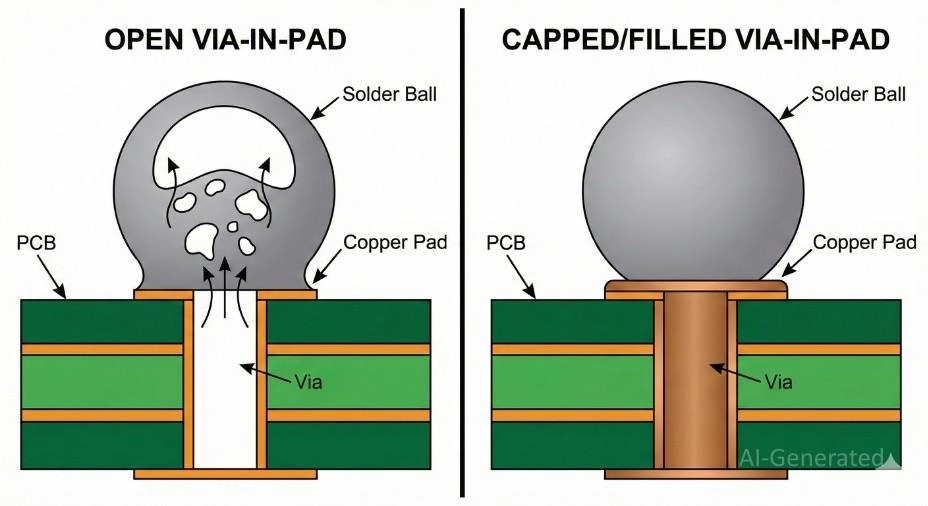
● Open Via-in-Pad: BGA 패드 내부의 비아가 막히지 않거나 텐팅 처리되지 않은 경우, 공기가 PCB 하단에서 굴뚝처럼 비아를 통해 올라옵니다. 이 공기가 용융된 솔더볼 안으로 유입되며 심각한 보이드를 유발합니다.
고집적 설계에서 JLCPCB가 Via-in-Pad를 어떻게 처리하는지 확인하려면 “Via-in-Pad” 기술 지원 내용을 참고하세요.
그림: Open Via-in-Pad 설계가 심각한 BGA 보이드를 유발하는 사례와 Filled Via-in-Pad 기술 비교.
원인 4: 스텐실 개구 및 인쇄 문제
SMT 스텐실이 과도한 양의 솔더 페이스트를 인쇄하면 플럭스 양도 증가하여 더 많은 가스가 발생합니다. 반대로 1:1 원형 개구는 인쇄 시 모서리에 공기를 가두는 경우가 많습니다.
BGA 보이드의 종류와 분류
모든 보이드가 동일한 것은 아닙니다. 보이드의 종류를 파악하면 원인 분석에 큰 도움이 됩니다.
1. Macro Void
가장 흔한 유형으로, 플럭스 가스가 갇혀 발생합니다. 일반적으로 불규칙하게 형성되며 솔더볼 상부에 위치합니다.
2. Planar Microvoid
패드와 솔더 접합면에 형성되는 매우 작은 보이드입니다. ENIG 표면처리의 Black Pad 문제 등으로 인해 발생하며, 심각한 Head-in-Pillow 불량을 유발할 수 있습니다.
3. Shrinkage Void
매끄러운 기포가 아니라 갈라진 균열 형태처럼 보입니다. 냉각 과정에서 외부 솔더가 먼저 굳고 내부 금속이 수축하면서 진공 공간이 형성되어 발생합니다.
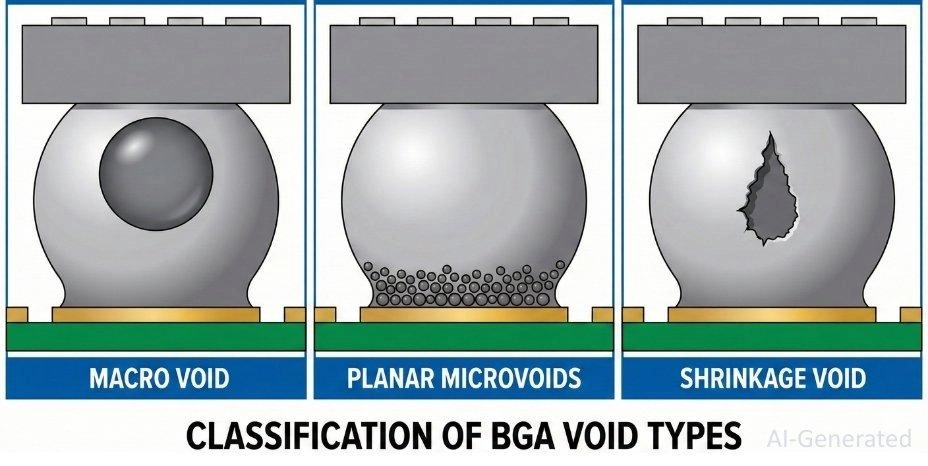
GA 보이드 유형 — Macro Void, Planar Microvoid, Shrinkage Void
IPC 기준에 따른 허용 가능한 BGA 보이드 수준
모든 보이드가 곧 불량은 아닙니다. 실제로 작은 보이드는 균열 전파를 억제하는 역할을 할 수도 있습니다. 하지만 신뢰성은 보이드의 크기와 위치에 따라 달라집니다.
이를 규정하는 대표 표준이 IPC-7095(BGA 설계 및 조립 공정 표준)입니다.
| Class | 제품 유형 | 허용 보이드 기준(면적 %) |
|---|---|---|
| Class 1 | 일반 소비자 전자제품 | 보이드 직경 < 60% |
| Class 2 | 산업/서비스용 전자제품 | 누적 보이드 면적 < 25% |
| Class 3 | 고신뢰성 제품(의료/항공우주) | 누적 보이드 면적 < 25% (더 엄격한 공정 관리 필요) |
BGA 보이드를 줄이고 예방하는 방법: 검증된 솔루션
DFM 기반 PCB 설계 또는 생산 공정 구축 시, 아래 방법을 적용하면 보이드를 25% 이하로 유지할 수 있습니다.
1. 리플로우 프로파일 최적화
“Ramp-to-Spike” 프로파일보다 “Ramp-Soak-Spike” 프로파일이 BGA 조립에 더 적합한 경우가 많습니다.
● Soak 시간 연장: 60~90초 수준으로 Soak 구간을 늘리면 솔더가 녹기 전에 플럭스 용제가 충분히 배출됩니다.
● 냉각 제어: 냉각 속도를 안정적으로 제어하면 Shrinkage Void를 줄일 수 있습니다.
2. 스텐실 설계 최적화
BGA 패드에는 일반 원형 개구 대신 “Window Pane” 또는 “Home Plate” 설계를 고려할 수 있습니다.
● Window Pane: 하나의 큰 개구를 4개의 작은 사각형으로 나누어 솔더 양을 줄이고, 가스가 빠져나갈 통로를 제공합니다.
JLCPCB의 고정밀 전해연마(Electropolished) 스텐실을 사용하면 보다 안정적인 페이스트 방출이 가능합니다.
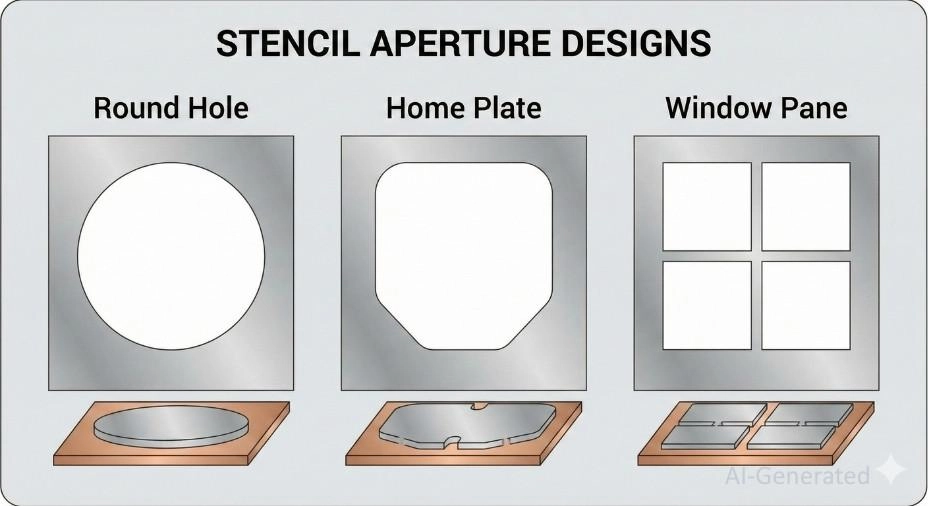
BGA 패드용 스텐실 개구 설계 예시 — Home Plate 및 Window Pane 구조.
3. Low-Voiding 솔더 페이스트 사용
저보이드(Low Voiding) 전용 솔더 페이스트를 사용하면 즉각적인 개선 효과를 얻을 수 있습니다. 이러한 제품은 일반적으로 낮은 온도에서 가스를 배출하는 특수 활성제를 포함합니다.
표준 공정 외에도 PCB 설계자와 SMT 엔지니어를 위한 실무 팁은 다음과 같습니다.
4. 더 나은 젖음성을 위해 NSMD 패드 사용
가능한 경우 NSMD(Non-Solder Mask Defined) 패드를 사용하는 것이 좋습니다.
NSMD는 솔더마스크 개구가 구리 패드보다 크게 설계되어, 패드 주변에 작은 공간이 형성됩니다. 이 공간은 SMD(Solder Mask Defined) 방식보다 가스 배출이 훨씬 용이합니다. 또한 NSMD는 솔더 조인트의 응력 완화에도 유리합니다.
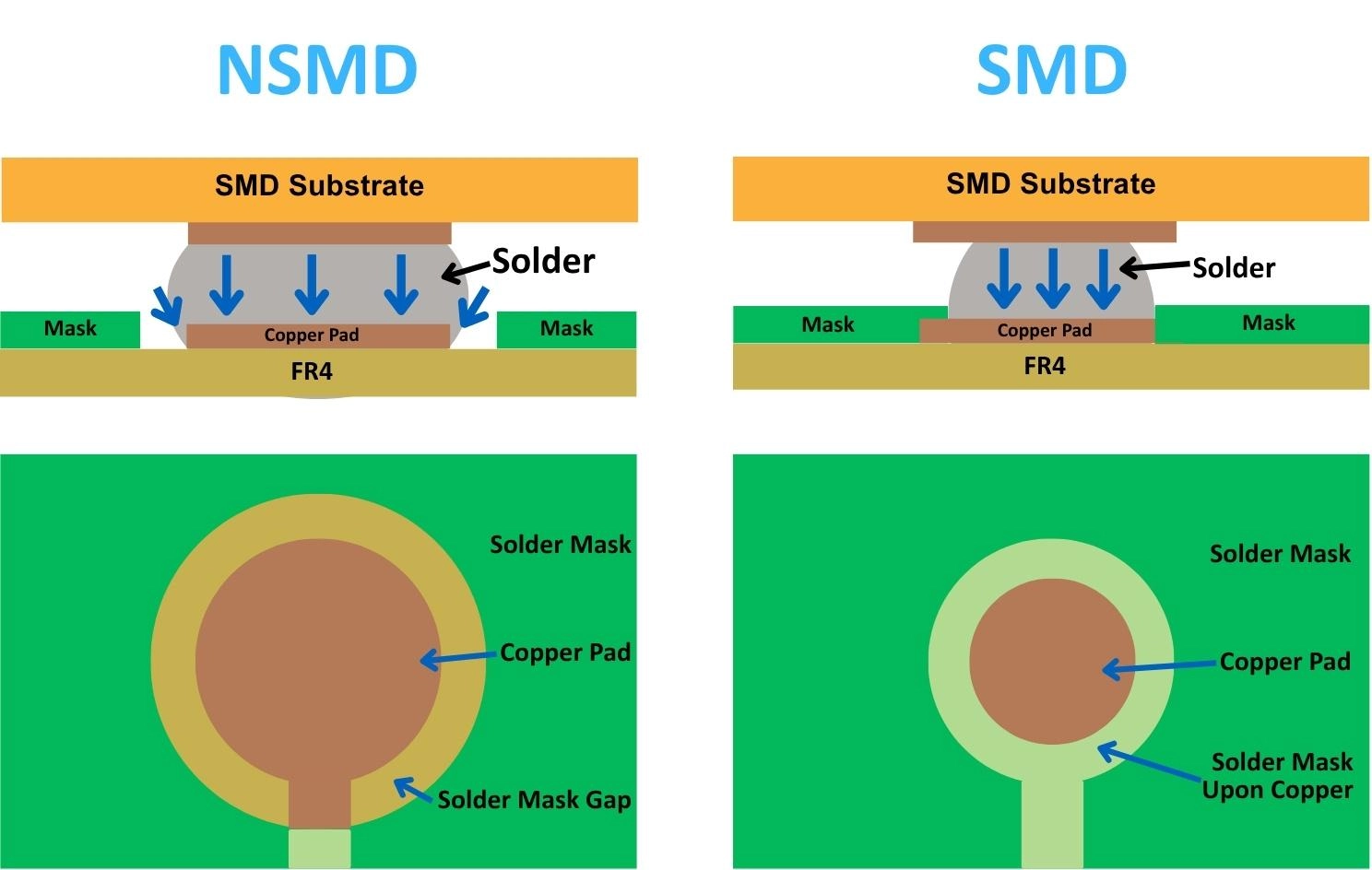
SMD와 NSMD 솔더링 구조 비교
5. 적절한 MSL(수분 민감도 등급) 관리 및 부품 베이킹
BGA 패키지나 PCB 기판 내부에 갇힌 수분은 리플로우 시 수증기로 변하며 보이드를 유발합니다.
● 실무 팁: 습기에 노출된 BGA 부품은 반드시 J-STD-033 기준에 따라 베이킹 후 조립해야 합니다. JLCPCB는 엄격한 보관 프로토콜을 통해 부품을 건조 상태로 유지합니다.
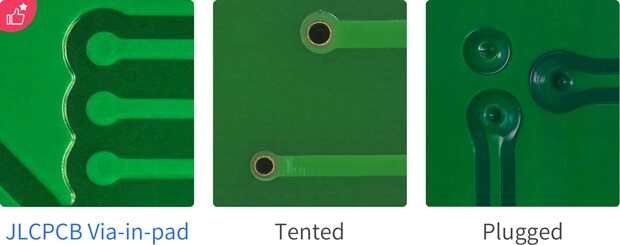
6. Via-in-Pad 설계에는 POFV(Plated Over Filled Via) 사용
0.4mm pitch BGA처럼 BGA 볼 아래에 직접 비아를 배치해야 하는 경우 반드시 POFV 기술을 사용해야 합니다.
● 위험 요소: 단순 솔더마스크 텐팅만으로는 부족하며, 내부 공기가 마스크를 뚫고 올라올 수 있습니다.
● 해결 방법: JLCPCB의 POFV 공정은 비아를 에폭시로 채우고 상부를 구리 도금하여 평평하고 밀폐된 구조를 만들어 Via 유발 보이드를 제거합니다.
그림: JLCPCB Via-in-Pad 공정과 일반 Tented/Plugged Via 비교.
7. 올바른 솔더 페이스트 관리
솔더 페이스트는 개봉 전에 반드시 자연스럽게 실온에 도달하도록 해야 합니다. 차가운 상태에서 개봉하면 결로(수분)가 발생하며, 이는 보이드의 주요 원인이 됩니다.
JLCPCB는 양산 과정에서 어떻게 BGA 보이드를 관리하는가
BGA 처리는 첨단 장비와 숙련된 엔지니어링 역량이 결합되어야 가능합니다.
● 정밀도: 0.35mm pitch의 Fine-Pitch BGA까지 지원
● 검증: X-Ray 검사는 옵션이 아닌 기본 공정
● 효율성: BOM 구성과 PCB 두께에 맞춰 스마트 팩토리 시스템이 리플로우 프로파일을 최적화
더 알아보기: JLCPCB PCB Assembly Capabilities
고신뢰성 PCB 생산이 필요하신가요?
지금 JLCPCB에 Gerber 파일을 업로드하고 즉시 견적 및 전문 SMT 조립 서비스를 받아보세요.
BGA 보이드 검출 및 분석을 위한 X-Ray 검사(AXI)
BGA 접합부는 부품과 PCB 사이에 위치하기 때문에 일반 AOI(자동 광학 검사)로는 확인할 수 없습니다. 육안으로도 보이지 않습니다.
따라서 신뢰성 높은 BGA 조립을 위해서는 AXI(자동 X-Ray 검사)가 필수입니다. X-Ray는 실리콘과 FR4 기판은 통과하지만 납/주석 합금에는 차단됩니다. 따라서 X-Ray 이미지에서 솔더볼은 어둡게 보이고, 보이드는 밝은 점 형태로 나타납니다.
JLCPCB는 모든 BGA 포함 PCBA 주문에 대해 고해상도 X-Ray 검사를 수행합니다. 품질보증(QA) 엔지니어가 IPC 기준에 따라 보이드 비율을 측정하며, 기준을 초과한 제품은 출하 전 재작업 또는 불합격 처리됩니다.
그림: BGA 어셈블리 내부 보이드를 보여주는 2D X-Ray 검사 이미지.
BGA 보이드 FAQ
Q1. BGA 보이드를 0%로 만드는 것이 가능한가요?
실제 제조 환경에서 전체 BGA 부품의 보이드를 완전히 0%로 만드는 것은 매우 어렵습니다. 이는 플럭스 가스 배출이라는 물리적 특성 때문입니다. IPC Class 3 기준조차 최대 25%의 보이드를 허용합니다. 핵심은 완전 제거가 아니라, 보이드의 크기와 위치를 제어하여 전기적·기계적 신뢰성에 영향을 주지 않도록 하는 것입니다.
Q2. 부품 베이킹이 BGA 보이드를 제거하나요?
베이킹은 부품 내부 수분을 제거하여 “Popcorning”(패키지 균열 현상)을 방지합니다. 하지만 이는 수분 기포만 제거할 뿐이며, 플럭스 가스에 의한 보이드는 해결하지 못합니다. 따라서 올바른 보관과 정확한 리플로우 프로파일이 모두 필요합니다.
Q3. 조립 후 발생한 BGA 보이드는 수리가 가능한가요?
가능하지만 매우 침습적인 작업입니다. X-Ray 검사에서 과도한 보이드가 발견되면 BGA 전체를 Hot-Air Rework Station으로 제거하고, 패드를 정리한 후 새 부품을 재실장해야 합니다. 반복적인 재작업은 PCB 패드에 열 스트레스를 주므로 처음부터 공정을 정확히 관리하는 것이 가장 중요합니다.
Q4. 왜 무연(RoHS) 제품이 보이드에 더 취약한가요?
SAC305와 같은 무연 솔더는 기존 SnPb 솔더보다 표면장력이 높고 더 높은 리플로우 온도를 요구합니다. 이 때문에 기포가 용융 금속을 빠져나가기 어려워집니다. 또한 높은 온도는 플럭스 휘발을 더욱 급격하게 만듭니다.
Q5. PCB 표면처리는 보이드에 어떤 영향을 미치나요?
패드의 평탄성과 산화 상태가 중요합니다. ENIG는 매우 평평하기 때문에 일반적으로 BGA에 적합합니다. 하지만 Gold/Nickel 계면이 손상되면 Black Pad 문제가 발생하여 Planar Microvoid를 유발할 수 있습니다. HASL은 평탄도가 떨어져 솔더 인쇄 불균형을 일으키고 간접적으로 보이드 문제를 증가시킬 수 있습니다.
Q6. 어느 정도의 BGA 보이드가 과도한 수준인가요?
대부분의 응용 분야에서는 IPC 기준에 따라 솔더 조인트 면적의 25% 이하로 유지하는 것이 권장됩니다.
Q7. 현장 수리에서 BGA 리볼링이 자주 실패하는 이유는 무엇인가요?
일반 수리 업체는 공장 수준의 정밀한 열 프로파일 제어 및 X-Ray 검사 장비를 갖추고 있지 않은 경우가 많습니다. 균일한 가열이 이루어지지 않으면 PCB가 휘어지며, 수백 개의 미세 솔더볼이 정확히 접촉하지 못하게 됩니다.
또한 내부 수분이 리플로우 중 “Popcorn Effect”를 일으켜 칩 내부 손상을 유발할 수 있습니다. 결국 이러한 “Blind Repair” 방식은 장기적인 신뢰성을 보장하기 어렵습니다.
결론
BGA 보이드 예방은 설계(DFM), 공정 , 재료 를 모두 포함하는 종합적인 접근 방식입니다. 리플로우 프로파일 최적화, 적절한 솔더 페이스트 선택, POFV 기술 적용, 엄격한 자재 관리 등을 통해 현장 불량 위험을 크게 줄일 수 있습니다.
복잡한 IoT 장치의 프로토타입 제작이든 대량 생산이든, JLCPCB는 고신뢰성·저보이드 PCB 조립을 위한 전문 기술력과 검사 체계를 제공합니다.
지속적인 성장
시스템 온 칩(SoC)과 시스템 온 모듈(SoM): 내 제품에 맞는 선택은?
시스템 온 칩(SoC)은 처리 장치, 메모리 컨트롤러, 주변장치 인터페이스를 하나의 집적 회로(IC)에 통합합니다. 반면 시스템 온 모듈(SoM)은 SoC에 RAM, 스토리지, 전원 관리 및 보조 회로를 결합한 소형의 사전 검증된 회로 기판입니다. 이 두 통합 방식 중 하나를 선택하는 일은 임베디드 하드웨어 엔지니어링에서 매우 중요한 구조적 결정입니다. 최적의 방식은 생산 수량, 비용 목표, 사내 레이아웃 전문성 및 출시 기간 제약에 따라 달라집니다. 이 가이드에서는 SoC와 SoM의 차이를 자세히 분석하고, 내부 아키텍처와 비반복 엔지니어링(NRE) 비용을 비교하며, 다음 설계에 적합한 방식을 선택하기 위한 실무적인 기준을 제시합니다. SoC와 SoM 차이: 핵심 비교 대부분의 상업용 및 산업용 제품에서는 생각보다 선택이 간단합니다. SoM을 사용하면 제품을 더 빠르게 출시할 수 있으며, 고속 배선, 전력 분배 네트워크, 핵심 하드웨어 디버깅이 이미 모듈 제조사에 의해 완료되고 검증되어 있어......
차단기 종류 총정리: MCB·MCCB·누전 차단기(RCCB·RCBO)·ACB·VCB·SF6
차단기는 과부하나 단락과 같은 이상 상태를 감지하면 전원을 자동으로 차단하여 장비를 보호하고 화재 위험을 줄이는 장치입니다. 주택용 분전반부터 고압 변전소까지, 차단기 종류는 전압 등급, 정격 전류 및 적용 환경에 따라 다양하게 설계됩니다. 이 가이드에서는 MCB, MCCB, RCCB, RCBO, ACB, VCB 및 SF6 차단기를 포함한 주요 차단기 종류를 설명하고, 용도에 맞는 차단기 용량 선정 방법을 안내합니다. 그림: 주택용 분전반부터 전력 변전소까지 적용되는 차단기 종류. 차단기란 무엇인가? 차단기는 이상 상태를 감지하면 전류의 흐름을 자동으로 차단하는 전기기계식 또는 전자식 개폐 장치입니다. 퓨즈와 차단기의 차이 퓨즈와 차단기를 비교할 때 가장 큰 차이는 재사용 가능 여부와 동작 방식에 있습니다. 특징 퓨즈 차단기 재사용 가능 여부 1회용 리셋 후 재사용 가능 동작 방식 내부 도선의 열 용단 기계식 래치 또는 전자식 트립 유닛 사고 발생 후 조치 물리적으로 교체해야 함 원인이 제거되......
대체 부품 선정 방법과 검증 절차
부품 입수가 어려워졌을 때, 원래 부품 대신 사용할 대체 부품을 적절히 선정하고 확실하게 검증하는 것은 제품 신뢰성을 지키는 데 불가결합니다. 이 글에서는 대체 부품 선정의 사고방식부터 실무적인 검증 절차, 현장에서 바로 사용할 수 있는 체크리스트까지, 전자 공작 초보자도 이해할 수 있도록 해설합니다. 대체 부품 선정 플로우 개요 대체 부품 대응은 크게 다음의 흐름으로 진행됩니다. 요구 사양 정리 → 후보 탐색 → 기술적 스크리닝 → 실기 평가(벤치 테스트) → 신뢰성 시험 → 양산 도입 각 단계에서 합부 판정 기준을 명확히 하고, 문서화(기록을 남기는 것)가 중요합니다. 주요 용어 정리 BOM: 부품 표(Bill of Materials). 제품에 사용하는 부품의 일람표 EOL: 생산 종료(End Of Life). 제조사가 부품 생산을 종료하는 것 크로스 레퍼런스: 특정 부품에 대한 대체 후보 대응표 또는 검색 기능 Step 1 — 요구 사양 명확화 우선 대체 대상 부품이 회로에서 수행하는 역......
전자 설계에서 PCB 컨트롤러의 역할 이해하기
PCB 컨트롤러는 전기 시스템을 설계하고 구축하는 데 중요한 부품입니다. 인쇄 회로 기판(PCB) 위의 여러 부품의 기능을 제어하고, 이들이 서로 원활하게 통신할 수 있도록 보장합니다. PCB 컨트롤러는 가정용 기기부터 공장 자동화에 이르기까지 매우 다양한 상황에서 사용됩니다. 이 글에서는 PCB 컨트롤러의 종류와 용도, 그리고 이를 선택하고 사용하는 최선의 방법을 비롯해 그 중요성을 다룹니다. 1. PCB 컨트롤러란 무엇인가요? PCB 컨트롤러는 PCB가 어떻게 작동하고 무슨 일을 하는지 제어하는 컴퓨팅 부품입니다. 일반적으로 마이크로컨트롤러 또는 마이크로프로세서와 함께 이를 지원하는 메모리 칩, 전력 관리 유닛, 인터페이스 커넥터와 같은 기타 하드웨어를 갖추고 있습니다. PCB 컨트롤러의 주된 역할은 신호를 읽고 명령을 수행하여 보드 위 다른 부품들의 동작을 조율하는 것입니다. 전자 시스템은 통합 제어가 이루어질 때 더 잘 작동하고 더 안정적입니다. 2. PCB 컨트롤러의 종류 PCB 컨트......
HDMI RF 모듈레이터란? 완벽 가이드
1. HDMI RF 모듈레이터란 무엇인가요? HDMI RF 모듈레이터는 고화질 멀티미디어 인터페이스(HDMI) 신호를 무선 주파수(RF) 신호로 변환하는 장치입니다. 이를 통해 블루레이 플레이어, 게임 콘솔, 스트리밍 기기와 같은 HDMI 호환 장치가 동축 케이블을 통해 오디오와 영상 콘텐츠를 전송할 수 있어, RF 신호를 사용하는 구형 텔레비전이나 분배 시스템과 호환됩니다. 이러한 모듈레이터는 호텔, 병원, 오래된 주거용 건물과 같이 구형 TV 시스템이 여전히 사용되는 환경에서 특히 유용합니다. 수신 측 텔레비전에 HDMI 입력 단자가 없어도 디지털 콘텐츠를 분배할 수 있도록 도와줍니다. 2. RF 모듈레이터는 어떤 일을 하나요? RF 모듈레이터는 HDMI, 컴포지트 비디오 또는 기타 형식의 입력 신호를 받아 변조된 RF 신호로 변환합니다. 이 신호는 동축 케이블을 통해 전송되어 특정 채널에 맞춰진 텔레비전에서 수신될 수 있습니다. RF 모듈레이터의 주요 기능은 다음과 같습니다. 신호 변환:......
커패시터 101: 작동 원리와 기능, 그리고 종류
커패시터는 에너지 저장과 노이즈 필터링부터 전압 조정에 이르기까지 다양한 기능을 제공하는, PCB(인쇄 회로 기판) 설계에 없어서는 안 될 부품입니다. 단순한 회로를 설계하든 복잡한 다층 기판을 설계하든, 다양한 커패시터의 종류와 용도를 이해하는 것은 매우 중요합니다. 커패시터의 기본 구조는 유전체 층을 사이에 두고 분리된 두 개의 금속판으로 이루어집니다. 커패시터는 고정형 또는 가변형으로 구분됩니다. 정전 용량(커패시턴스)은 전기 공학의 기본 개념으로, 시스템이 전하를 저장하는 능력을 나타냅니다. 커패시터가 전하를 담아 두는 능력을 정전 용량이라고 하며, 단위는 패럿(Farad)입니다. 저항과 마찬가지로 커패시터도 직렬 또는 병렬로 연결할 수 있어 유효 정전 용량을 조절할 수 있습니다. 전자 회로에 사용하기 위해 개발된 커패시터에는 여러 종류가 있습니다. 이 종합 가이드에서는 커패시터의 동작 원리와 기능, 계산 방법, 그리고 전자 회로에 사용되는 다양한 종류를 살펴봅니다. 전자 부품과 PCB......