
Solder Paste Printing Defects: How Precision Stencils Prevent Assembly Failures
12 min
- Common Solder Paste Printing Defects and Their Impact
- Root Causes: Why Do Solder Paste Printing Defects Occur?
- How Stencil Engineering Impacts Solder Paste Printing Yield
- Utilizing Solder Paste Inspection (SPI) to Quantify Defects
- Why Choose JLCPCB Precision Stencils for High FPY?
- FAQ about Solder Paste Printing Defects
Key Takeaways
70% Rule: Approximately 70% of SMT defects originate from the solder paste printing stage, making it the most critical process to optimize.
Root Causes: Defects like bridging, insufficient paste, misalignment, and slumping are caused by stencil tension, process parameters (pressure, speed), and paste chemistry/environment.
Area Ratio Matters: Maintaining an aperture Area Ratio (AR) above 0.66 (per IPC-7525) is essential to ensure proper paste transfer efficiency and prevent chronic insufficient deposits.
SPI is Key: Automated Solder Paste Inspection measures height, coverage, and volume to catch defects before reflow, enabling data-driven process control.
Stencil Quality: High-quality stencils with electropolishing, nano-coating, and 304 HTA stainless steel are the most cost-effective intervention to achieve high First Pass Yield.
The 70% Rule has been proven in industry practice: approximately 70% of SMT defects arise from the printer. If you do choose the placement and reflow option, a bad deposit will not be corrected. The smaller the components, the less leeway for error. The quicker the process of printing is mastered, the greater the yield will be attained, and the greater the rework costs will be reduced.
Mechanical and environmental influences that affect solder behavior, such as stencil tension and ambient humidity, are discussed in this guide. You'll understand the concepts behind precision tooling and its ability to take the printing process from variables to repeatability.
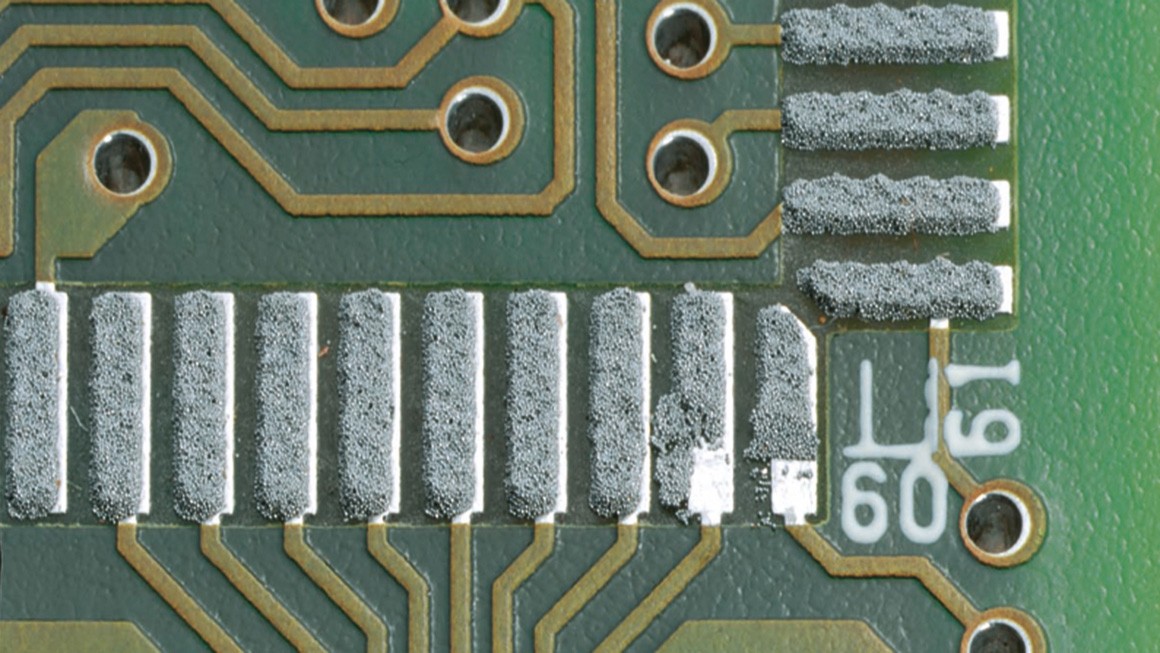
Common Solder Paste Printing Defects and Their Impact
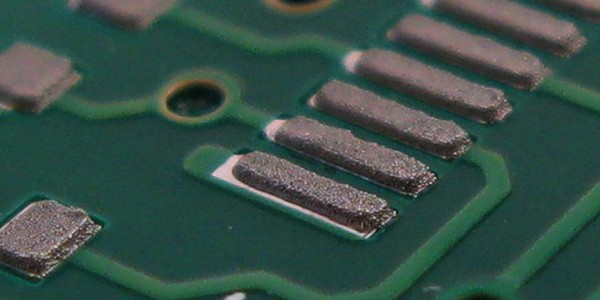
A good solder paste deposit can be used to predict the reliability of a solder joint. There are different downstream risks associated with each defect type.
Solder Bridging and Smearing
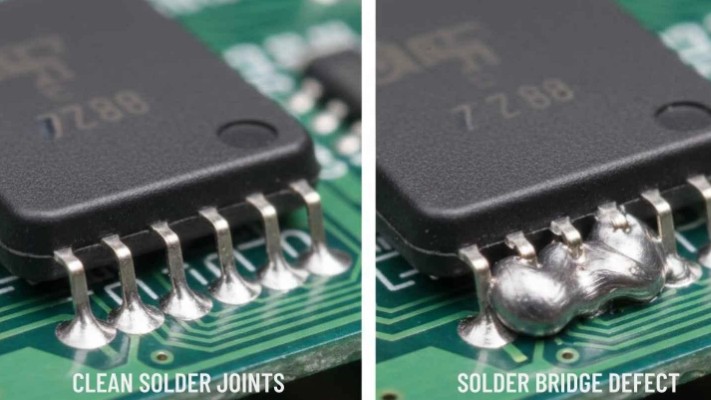
Solder bridging (extraneous solder between the two components) is a short. The small conductor gap is a very important problem in fine pitch packages (QFNs and micro-BGAs).
There's a precursor to that, and that is smearing when the gasket seal fails, the paste will bleed through, and this will lead to solder satellites on the next board, or solder residue on the solder mask.
See JLCPCB's guide on Preventing Solder Bridging for more information on corrective strategies.
Insufficient Solder Paste
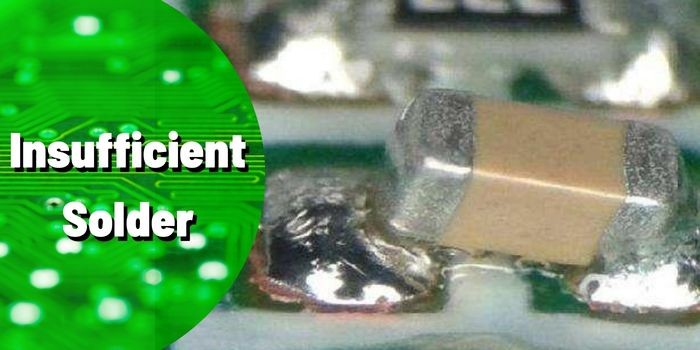
Open joints can occur, as can solder joints that pass electrical tests and fail during thermal and/or vibration stresses, a very bad scenario for a BGA device, as the solder joint is the only mechanical and electrical connection.
The 5-Ball Rule (IPC-7525)
The smallest aperture dimension should be at least 5 times the diameter of the largest solder powder particle. For Type 4 paste with particles up to 38 µm, that means a minimum aperture of about 0.19 mm; for Type 5 (particles up to 25 µm), about 0.125 mm. Below this ratio, surface tension holds the paste inside the aperture instead of releasing it cleanly onto the pad, causing insufficient deposits on fine-pitch components.
Offset and Misalignment
If it is not formed correctly and separated from the PCB pad, it is called Misregistration. If the pad offset exceeds 20% of the Pad width, it is considered as a quality requirement for fine pitch components and is normally a guideline requirement for process control.
The differential surface tension of a two-terminal component during the reflow process, after one of the pads is wet first, is the most common cause of tombstoning.
Slumping and Peak Scavenging
If the paste does slump to the sides after separating the stencil, it is considered "slump" and, as a consequence, will decrease the separation between the pads and will cause bridging during reflow. The flux has high viscosity in the cold (room-temperature) state and low viscosity in the hot (reflow-oven) state.
A separate cause of low paste volume is "scooping" (also called scavenging), where a too-soft squeegee or excessive blade pressure digs into large apertures and removes paste instead of wiping cleanly across the stencil surface. The result is a concave deposit with reduced height in the middle, which produces insufficient solder volume on power components and large pads. Switching to a harder (metal) squeegee or reducing blade pressure usually corrects it.
| Defect | Visual Characteristic | Downstream Risk |
|---|---|---|
| Solder Bridging | Connection between conductors | Electrical short, component failure |
| Insufficient Paste | Missing or thin deposit | Open circuit, weak joints |
| Misalignment | Deposit off-center | Tombstoning, poor wetting |
| Smearing | Residue outside the pad area | Solder balls, random shorts |
| Scooping | Concave paste surface | Inadequate joint volume |
| Slump | Spread of paste edges | Bridging during reflow |
Choose from Framed/Frameless, Electropolishing, Nano-coating, Step-Stencils, SMD Glue Stencil and more. Starting at $3. No MOQ. 12-Hour production.
Get $11 Coupon Now >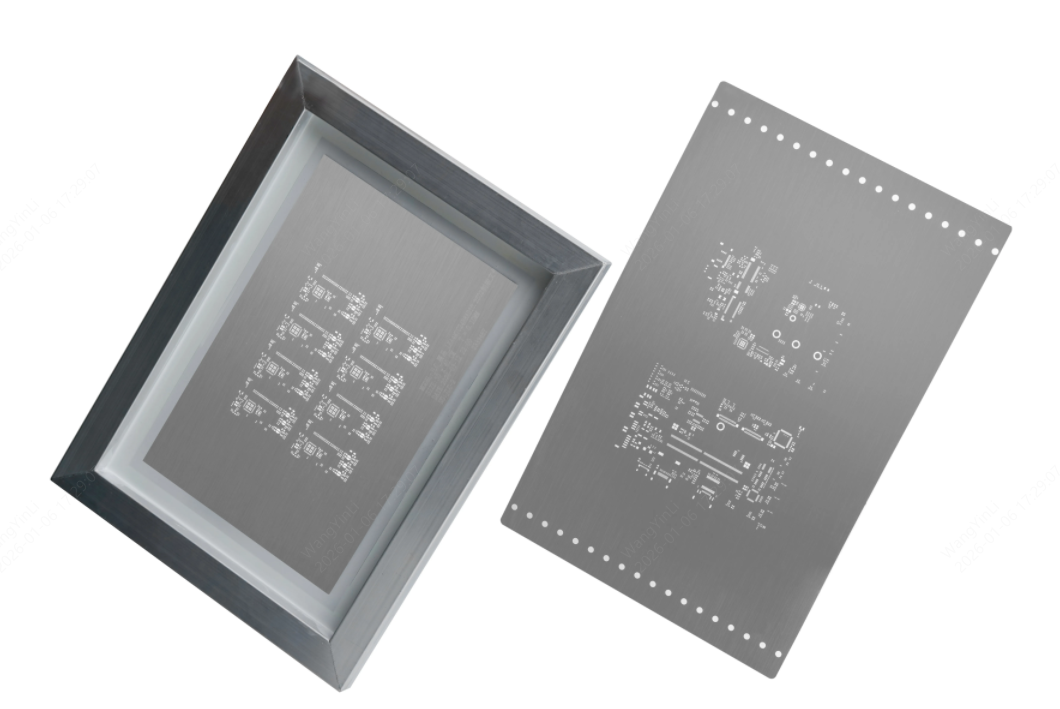
Root Causes: Why Do Solder Paste Printing Defects Occur?
The printer hardware, stencil engineering, paste material science and surrounding environment must be taken into account as tools that can be used to either drive the process further out of or further into control in a comprehensive diagnostic analysis.
The Stencil Variable: Tension and Geometry
If the tension of the foil is not high enough during the squeegee stroke, the gasket seal is damaged, and smearing is applied.
The ratio of the volume of the deposited paste to the theoretical aperture volume is termed Transfer Efficiency (TE) and is a function of the ratio of the volume of the aperture-opening to the surface of the aperture-walls called Area Ratio (AR).
Area Ratio Minimum (IPC-7525)
The industry minimum AR value is 0.66 (per IPC-7525). Below this threshold, the paste's adhesion to the aperture walls becomes greater than its adhesion to the PCB pad, so the paste stays inside the aperture rather than releasing onto the pad during stencil lift-off. This is the dominant cause of insufficient paste deposits on fine-pitch components, and the reason area ratio is one of the first things to check when chasing chronic skip or low-volume defects.
Process Parameters: Pressure, Speed, and Separation
- Squeegee Pressure: Typically 0.3–0.5 N/mm of squeegee length, with lower pressure preferred for finer-pitch components. Excessive pressure causes "scooping," where the blade forces paste out of large apertures instead of transferring it cleanly to the pads.
- Squeegee Speed: 25–50 mm/s. Slower speeds (closer to 25 mm/s) help fine-pitch apertures fill completely; faster speeds (closer to 50 mm/s) work for larger components and higher throughput, but risk insufficient fills on narrow apertures.
- Separation Speed: 0.1–3 mm/s for fine pitch work. High speeds result in tall, thin paste peaks that slump and/or interfere with each other.
Solder Paste Chemistry and Environment
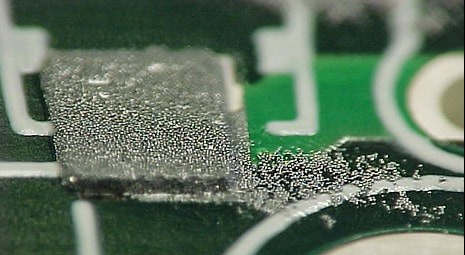
Solder paste is thixotropic, meaning that it thins down when stressed and then reforms into a paste when it is not stressed. The temperature should be at 22°C–26°C; if it is too high, it will become thinner, and a slump will occur. Humidity must be held at 45% ± 5%.
When excess humidity exists, there is an increased flux absorbency, and solder balling occurs during reflow. Because condensation can cause a chemical imbalance, paste that is taken out of the refrigerator must be conditioned for 2–4 hours at room temperature before opening the container.
While several factors contribute to solder paste printing yield, it's fundamentally limited by stencil quality.
How Stencil Engineering Impacts Solder Paste Printing Yield
Printer parameters can be set. If the stencil is not well-engineered, you will produce defects on the machine.
Stencil quality is the ultimate ceiling for printing yield, making professional tooling the most cost-effective way to prevent SMT soldering defects.
304 HTA Stainless Steel and Foil Tension
The 304 HTA (Tension Annealed) Stainless Steel is used in high-quality stencils and is designed for use in high-stress applications that demand a high level of flatness and internal tension over thousands of print cycles.
This material will not cause stencil sag to ensure a uniform gasket seal with the PCB and eliminate solder paste printing issues like misregistration and smearing.
Aperture Geometry and Opening Process Standards
The aperture accuracy is ±0.003 mm by laser cutting, and the aperture is adjusted to suit the size of the pad. Aperture process standards usually decrease the size of large pads by 10–20% to avoid excess volume, or increase the size of small pads to ensure the appropriate deposition amount.
Adhering to a strict Opening Process Standard is mandatory to prevent insufficient solder paste on fine-pitch components.
Surface Finish
Surface finish of the stencil also has a huge effect on the solder paste printing process.
Electropolishing
A process that clears tiny burrs from the walls of the apertures using an electrochemical process. These walls can be smoothed to reduce friction and provide almost 100% of paste release.
Nano-Coating
The bottom of the stencil and the wall of the aperture are treated with a hydrophobic/oleophobic coating. It resists flux and solder particles, which helps to reduce the wicking under the stencil and extends under stencil cleaning time from 1–3 prints to 20–50 prints, which is a huge throughput improvement for high-volume production.
Utilizing Solder Paste Inspection (SPI) to Quantify Defects

"You can't manage what you don't measure." Automated SPI is the metrological connection between the printing process health and measurable and actionable data.
SPI machines measure each deposit of paste across three key metrics:
- Height (Z-axis): Can detect scooping or excessive thickness of the paste deposit.
- Bridging and/or pad coverage (X-Y footprint) detection.
- Volume: The most critical measurement, based on height and area data, to ensure sufficient solder mass for joint formation.
The strength of the diagnostic power of SPI is that it can "read" the trends. If the volume is trending downwards on several boards, it suggests a worn squeegee or a gradually clogging stencil. A sudden uniform X-Y offset across all pad points indicates mechanical misalignment in the board clamping or vision system.
By catching solder paste inspection defects before boards enter the reflow oven, SPI eliminates the significantly greater cost of post-reflow rework.
For implementation guidance, see JLCPCB's comprehensive Solder Paste Inspection (SPI) Guide.
Why Choose JLCPCB Precision Stencils for High FPY?
For both rapid prototyping and mass production, the quality of the stencil provider is the primary determinant of printing yield. JLCPCB offers professional-grade stencils engineered to address all the variables discussed in this guide.
Technical Specifications
- Laser Precision: ±0.003 mm tolerance ensures apertures' exactness to design specifications.
- Material: 304 HTA stainless steel to maintain foil tension and gasket seal.
- Thickness: 0.06 mm to 0.3 mm for ultra-fine-pitch components or high-power electronics, respectively — the vast majority of industry standards.
- Processes: Nano-coating, electropolishing, step stencils, and ultrasonically resistant adhesives for complex multi-component boards.
Logistical Advantages
- Build Time: Industry-leading, as fast as a 12-hour turnaround.
- Pricing: Starting at $3 USD with no minimum order quantity.
- Global Shipping: 180+ countries.
- Ordering: Upload Gerber or DXF files, get a quote in as little as 5 minutes.
FAQ about Solder Paste Printing Defects
Q: What are the differences between framed and frameless stencils?
Framed stencils are mounted in a rigid aluminum frame for the best stability and repeatability for automatic SMT lines. Frameless stencils (foils) are used in conjunction with a tensioning system, are ideal for prototyping, cost-effective, and easy to store, but can be easily damaged, and if not handled properly, may not align correctly during printing.
Q: What kind of solder powder do you use for printing?
Particle size must match the smallest aperture on your stencil. The 5-ball rule (per IPC-7525) states that the smallest aperture should be at least 5 times the diameter of the largest powder particle. For most modern SMT work down to 0.5 mm pitch, Type 4 paste (particles up to 38 µm) is the default. For 0201, 01005, and 0.4 mm pitch BGA work, step down to Type 5 (particles up to 25 µm) so the paste releases cleanly from very small apertures. Over-sized particles may block the holes and lead to insufficient paste deposits.
Q: When is a step stencil required?
A step stencil is a stencil with multiple foil thicknesses. This is needed when different components on a board need different volumes of solder paste printed; for instance, a fine-pitched Ball Grid Array (BGA) component requires 0.1 mm of paste, but a large power connector requires 0.15 mm of paste to give it adequate support.
Q: How frequently should you clean the under-stencil?
Standard practice without surface treatments is every 1–3 prints for fine-pitch work. Stencils with nano-coating extend this interval to every 20–50 prints. Cleaning frequency should also increase if SPI data show a progressive downward trend in paste volume, indicating paste accumulation on the underside of the stencil.
Conclusion: Preventing SMT Defects with Precision Stencils
Solder paste defects are not inevitable. By using the 70% Rule as a guide and optimizing stencil engineering, companies can significantly raise their First Pass Yield.
Success requires balancing variables like stencil tension and humidity. Investing in precision tooling remains the most cost-effective intervention. It transforms a volatile stage into a stable, repeatable operation.
Keep Learning
Manual Pick and Place: A Cost-Effective SMT Alternative
Key Takeaways for Manual Pick and Place Manual pick and place uses a hand-held vacuum wand and positioning stage to place SMD components by hand, replacing tweezers in prototype assembly. It is most cost-effective for production runs of 1 to 50 boards, where an automated SMT pick-and-place machine cannot justify its $10,000+ setup cost. A complete manual workstation runs $300 to $500, compared with $10,000+ for an entry-level automated pick and place machine. SMT stencil quality is the single largest ......
Hot Air Surface Mount Soldering: A Step-by-Step Guide
Key Takeaways Heat Control Is Everything: Hot air SMD soldering delivers uniform heat across all pads simultaneously, eliminating the lifted pads and cold joints common with iron-based soldering of fine-pitch components. Airflow Kills Small Parts: Set airflow to just 10–20% for 0402/0201 passives to avoid the Bernoulli Effect that turns tiny resistors into projectiles. Stencil Precision Prevents Tombstoning: A precision-cut SMT stencil deposits equal paste volume on both pads, balancing surface tensio......
Solder Paste Printing Defects: How Precision Stencils Prevent Assembly Failures
Key Takeaways 70% Rule: Approximately 70% of SMT defects originate from the solder paste printing stage, making it the most critical process to optimize. Root Causes: Defects like bridging, insufficient paste, misalignment, and slumping are caused by stencil tension, process parameters (pressure, speed), and paste chemistry/environment. Area Ratio Matters: Maintaining an aperture Area Ratio (AR) above 0.66 (per IPC-7525) is essential to ensure proper paste transfer efficiency and prevent chronic insuf......
Best Manual Pick and Place Tools for Precise PCB Assembly
While fully automated robotic SMT lines handle mass production efficiently, every hardware innovation begins on a workbench. Engineers shifting from soldering large through-hole components to microscopic surface-mount devices (SMD) by hand quickly realize that precision and control are everything. Achieving factory-level assembly on your desk is absolutely possible with the right setup. This guide reviews the essential tool categories needed to build an effective prototyping workbench, covering precis......
How to Use a BGA Stencil for SMT Assembly and Reballing (Design & Process Guide)
Anyone who's spent time in a lab knows the look. You flip over a BGA chip and stare at the bottom. Flat. Featureless. No legs. No leads. Just a grid of tiny silver bumps. First thought? How the hell am I supposed to solder this? The Ball Grid Array (BGA) package is a trade-off. You get insane I/O density in a tiny footprint. But every single connection is hidden. You can't see them, and you can't poke them with an iron. Here's the thing I learned after lifting more pads than I'd like to admit: learnin......
Solder Bead Prevention: How PCB Stencil Design & Process Control Deliver Defect-Free Reflow Soldering
In modern SMT assembly, solder joint quality is determined long before the reflow oven starts—at the solder paste printing stage. When this step is not properly controlled, the consequences appear after reflow as tiny spherical solder particles scattered around component pads: solder beads. For engineers working with high-density assemblies, these defects are familiar and frustrating because they reappear whenever a process variable drifts outside its optimum range. This guide takes an engineering-fir......