
見えない欠陥を確実に検出:PCBテスト戦略と品質管理技術の完全解説
1 min
- 一、 第一の防衛ライン:AOI 技術に基づく外観検査の革新
- 二、電気機能検査:ベッド・オブ・ニードル試験とフライングプローブ試験の比較
- 三、深層欠陥検査:X 光検査と機能試験
- 四、テストカバレッジと初回良品率(FPY)
- 五、設計段階でのテスタビリティ考量(DFMとDFT)
- 結語
見えない欠陥を確実に検出:PCBテスト戦略と品質管理技術の完全解説
電子製造のバリューチェーンにおいて、「歩留まり」は利益率に直結する極めて重要な指標です。部品のパッケージサイズが01005さらにそれ以下に縮小するにつれ、従来の目視検査(MVI)では現代の基板に求められる厳格な品質管理を満たすことが難しくなっています。基板が肉眼では完璧に見えても、内部には微細なショートが潜んでいたり、BGA ボールの下に目に見えないボイドが隠れている可能性があります。実際の応用では、効率的な基板検査システムは本質的にコスト投入と故障リスクの間で動的なバランスを取ることです。
一、 第一の防衛ライン:AOI 技術に基づく外観検査の革新
自動光学検査(AOI)は現在表面実装技術(SMT)ラインの標準装備となっています。このシステムは多角度光源と高速産業用カメラを用いて、検査対象基板を標準参照サンプル(通称「ゴールドボード」)と比較し、両者の差異や欠陥を識別します。
1. 2D AOI から 3D AOI への進化
初期の2D AOIシステムは平面欠陥(部品の実装漏れ、極性逆転、文字印刷エラーなど)しか検出できませんでした。これに対し3D AOIシステムはレーザスキャンや構造光などの技術を採用し、はんだ高さの不均一、基板の反り、はんだ形状の異常などを精密に検出できます。これらの検査データははんだ接合部の長期信頼性を予測する上で極めて重要です。
2. アルゴリズムの進歩:過検出と見逃しの削減
基板検査工程で過検出が多発すると、オペレータがシステムがフラグ付けした各疑似不良を手作業で確認する必要があり、大きな負担となります。現代のAOIシステムはディープラーニングモデルを導入し、微小な印刷ばらつきや環境光の乱れによって引き起こされる誤信号を自動的に識別・除外します。この改良により、エンジニアは本当に製造プロセス由来の欠陥に集中できます。
二、電気機能検査:ベッド・オブ・ニードル試験とフライングプローブ試験の比較
外観検査の後は、回路論理の完全性を検証する必要があります。この段階で一般的に用いられる2つの技術経路は:ベッド・オブ・ニードル式インサーキットテスト(ICT)と、柔軟に導入可能なフライングプローブ試験です。
1.ICT(ベッド・オブ・ニードル試験):量産に適する
- 専用のニードルベッド治具を通じて、ICTは数百のテストポイントに同時に接触します。
- 抵抗、静電容量、インダクタンス、ダイオードなどの部品を静的に測定します。
- 利点:テスト速度が非常に速く、複雑な基板も数秒で検査できるため、高生産量製品の主要な手法となっています。
- 欠点:治具コストが高く柔軟性に欠けるため、設計変更ごとに治具の作り直しが必要です。
2. フライングプローブ試験:開発および小ロット製品に適する
フライングプローブ試験は、複数のモータ駆動プローブをXY軸で高速移動させ、異なるパッドに接触してテストを行います。
- 柔軟性:高価な治具は不要で、CADファイルさえあれば迅速にテストプログラムを設定できます。
- 精度:微小なテストポイントでも高い位置決め精度を発揮します。
- ROI:一枚当たりのテスト時間は長くなる可能性がありますが、新製品導入期や中・小ロット注文では、時間・コストの柔軟性が明確な優位性を持ちます。
図1. ベッド・オブ・ニードルとフライングプローブの比較
三、深層欠陥検査:X 光検査と機能試験
AOI・電気試験を終えても、隠れた欠陥をさらに調べる必要があります。
1. AXI(自動 X 光検査)
BGA、QFNおよびヒートスプレッダパッドを備えるパッケージでは、外観検査では部品底部を観察できません。AXI はX 光透過技術を利用してボールの形状、対称性、内部ボイド率を観察します。IPC 規格によれば、ボイド率が高いと熱伝導効果が低下し熱疲労亀裂のリスクが増えるため、品質管理の重要指標となります。
2. 機能試験(FCT)
最終段階の試験は実使用環境をシミュレートし、電源供給、ファームウェア書き込み、通信プロトコル検証、入出力シミュレーションを含むことで、市場投入前の信頼性を確保する重要な工程です。
四、テストカバレッジと初回良品率(FPY)
「初回良品率」はテスト効率と生産効率を測る重要指標で、合格数を総検査数で割って算出します。
FPY が低いとリワークコストが跳ね上がります。AOI・ICT・AXI などのデータを統合することで、エンジニアは前工程 SMT のステンシル印刷や実装精度を遡及・改善し、品質のクローズドループを形成できます。
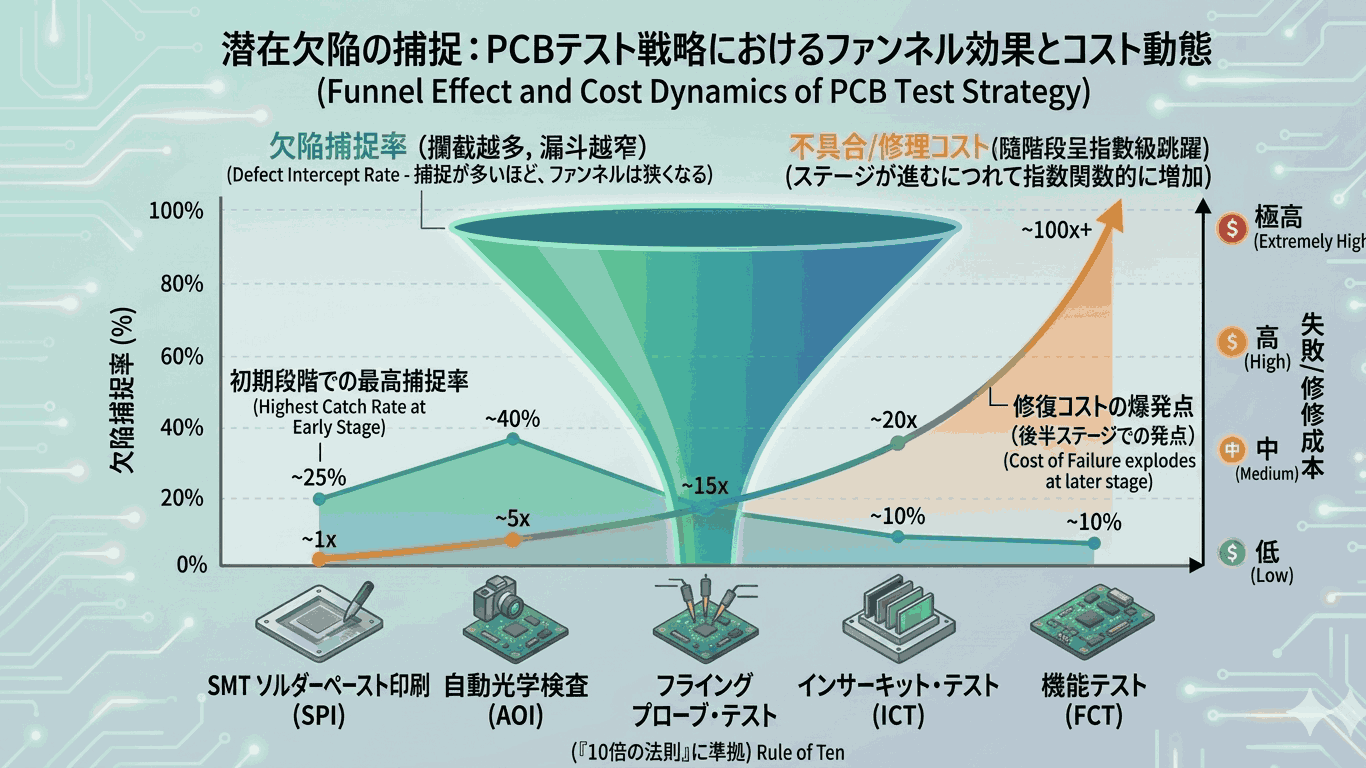
図2. 各テスト段階が欠陥捕捉率に与える寄与曲線
五、設計段階でのテスタビリティ考量(DFMとDFT)
- テストポイント計画では、重要信号線上に直径 0.8 mm 以上のテストパッドを予め確保し、ICT 治具要求どおりのピッチを維持します。
- 設計時にフライングプローブ試験および AOI プロセスマージン(ツーリングストリップ)のスペースを確保し、ツールによる板端部品の損傷を回避します。
- 高品質の基準点は AOI の位置決め精度を高め、誤検出回数を削減します。
結語
基板テストは単なる技術手段にとどまらず、エンジニアリング理念の体現でもあります。AOI(自動光学検査)による外観検査から ICT(インサーキットテスト)による電気試験に至るまで、根本的な目標はコスト効率と製品信頼性の間に合理的なバランスを求めることにあります。ハードウェアエンジニアは各種テスト手法の特性と限界を深く理解し、設計がプロトタイプ検証段階で止まるのではなく、量産に耐え、市場競争力を持つことを確保する必要があります。電子基板の品質均一性を保つため、メーカーは自動化 AOI、フライングプローブ試験、X 線検査機能を備えたパートナーを選ぶべきです。そうしたサプライヤとの協業は、出荷されるすべての基板が確実に信頼性基準を満たすことを強力に保障します。
学び続ける
PCB X線検査の解説:PCBアセンブリ品質管理のための非破壊検査
小型化の時代において、現代のプリント基板(PCB)は目に見えない課題に直面しています。それは、部品の下に隠れたはんだ接合部の品質を検証することです。ピッチサイズが0.3mmまでのボールグリッドアレイ(BGA)パッケージや、重要な熱接続部を隠すクワッドフラットノーリード(QFN)部品では、従来の光学的手法では最も重要な故障箇所を確認することができません。 PCB X線検査は、決定的な解決策として登場しました。このガイドでは、X線検査の技術的基礎、用途、および合格基準を探り、エンジニアが製造の信頼性を確保できるようにします。 PCB X線検査により、BGA部品の下に隠れたはんだ接合部とボイドが明らかになります。 PCB X線検査とは? PCB X線検査は、自動X線検査(AXI)とも呼ばれ、PCBアセンブリにおいて、光学検査では視認できない内部特徴を評価するために使用される非破壊検査(NDT)技術です。 AXIはX線を使用してPCB材料と電子部品を透過し、BGA、QFN、LGAパッケージの下の隠れたはんだ接合部、スルーホールバレル内のはんだ充填品質、内部ワイヤボンドなどの内部構造を明らかにする透過画像を......
はんだペースト検査(SPI):SMT実装におけるプロセス管理の完全ガイド
今日の表面実装技術(SMT)製造の世界では、はんだペーストの印刷状態の一貫性が、組み立てられたプリント基板の電気的性能、機械的せん断強度、および長期的な信頼性を左右する要素です。 はんだペーストは、部品の端子をPCB上の銅パッドに接合する媒体です。したがって、はんだペーストの印刷状態における体積、厚さ、または位置のばらつきは、最終製品のはんだ接合部の品質に大きな影響を与えます。 はんだペースト検査(SPI)とは? はんだペースト検査(SPI)は、ステンシル印刷工程の直後、部品実装工程の開始前に行われる高度な品質管理プロセスです。この検査では、PCB上のすべてのはんだパッドの高さ、面積、体積、および実装精度など、はんだペーストの重要な特性を検証します。SPIは、各印刷状態を許容公差内に維持し、欠陥が顕在化する前、つまり高額なコストが発生するずっと前に、プロセスエラーを浮き彫りにするのに役立ちます。 良質なはんだ接合部は、適切なはんだペーストの印刷から始まります。わずかな位置ずれやペースト量の不足など、小さな印刷ミスが、リフロー後にツームストーン現象、ブリッジ、はんだ濡れ不良、オープン回路などの欠陥を......
自動光学検査 (AOI): 現代の製造業における PCB の品質と効率の向上
自動光学検査 (AOI) は、カメラを使用してプリント基板 (PCB) をスキャンし、欠陥や故障を検出する機械ベースの技術です。AOI システムは、PCBの製造と組み立て、および PCB のテストに使用されます。結節、傷、汚れ、開回路、はんだ付け接合部の薄化、寸法上の欠陥など、さまざまな表面特性の欠陥を検出できます。これは、電子アセンブリと PCB を検出する上で効果的かつ正確な役割を果たし、製造ラインから出荷される製品と PCB が製造上の欠陥なしに高品質であることを確認します。 AOI システムには、通常、多数の光源と複数のカメラが含まれています。AOI は、光学、機械、電子制御、ソフトウェアを統合したもので、人間の目に代わるものです。現実の世界では、PCB はますます小型化、複雑化しています。比較的シンプルなボードでも、文字通り数千個のはんだ付けされたコンポーネントで構成されている場合があります。AOI は、PCB 製造の品質を監視し、プロセス フローで品質を修正します。これは、今日の競争の激しい PCB 製造環境で成功するための鍵です。 自動光学検査 (AOI) はどのように機能しますか?......
PCBアセンブリにおけるSMTテストの種類とは
小型化・省スペースを目指した本格的な電子機器ソリューションでは、表面実装部品が使用されます。SMT部品はTHと同様に機能しますが、一般的にはその小型さと両面実装との互換性から選ばれます。大量生産を想定した開発では、低コストであることも主要な課題であり、大量に使用することが可能です。小型であるため、検査方法や修理作業はより困難になっています。製品は市場にリリースされる前に、数多くのテストを通過します。これらのテストはすべて、PCBとその構成部品に何らかの関連性があります。 組み立て工程では、ディスペンサーを使用して、最初に電子部品がPCB上に配置されます。適切な接続のためには、部品が正しく配置される必要があります。その後、PCBはリフローはんだ付けされ、熱によってはんだペーストが溶かされます。これにより、PCBと部品の間に長期間持続する結合が形成されます。これらの工程の後、組み立て不良を発見するために、PCBはSMTテストを受けます。テストにより、すべての部品が正しく配置されていることが保証されます。本日は、PCBアセンブリで使用されるさまざまなSMTテストの種類と、製品品質を維持する上でのそれらの......
ベッド・オブ・ネイルズテストフィクスチャとは
電子製品の製造において、テストは非常に重要です。これは製品の動作状態を決定する最も重要な工程です。製品は多くのテスト手順を経る必要があります。組立会社と協力する場合、テストには多くの時間がかかることがあるため、人件費と時間を削減するために従うべき一連の指示が必要です。このために「ベッド・オブ・ネイルズ」テストが設計されており、基板のテストポイントを直接接続してプロトタイプをテストするためのジグを作成できます。プログラムは自動テストの制御下にあるため、操作は簡単、迅速、かつ高速です。この特殊なテストツールは大量生産において重要な役割を果たします。速度、精度、再現性が不可欠な環境を開発する必要があります。この記事では、ベッド・オブ・ネイルズ治具とは何か、JIGを使用してどのようにテストが行われるかを説明します。 ベッド・オブ・ネイルズテスト治具とは? ベッド・オブ・ネイルズとは、システム内で「釘」と呼ばれるスプリング式のポゴピンを備えた機械的なプラットフォームにすぎません。これらのポゴピンは、PCB上のさまざまなテストポイント用のテストプローブとして機能します。このタイプのジグでは、回路をジグ内に配置......
静電気放電(ESD):エレクトロニクスに対する隠れた脅威
あなたの次の電子機器が、高電圧や静電気にさらされる可能性のある場所に設置されるかもしれません。そのような場合、システムのESDに対する脆弱性は、テストとシミュレーションを通じて判断されるべきです。静電気放電(ESD)とは、静電気がある物体から別の物体へと突然移動する現象です。この現象は、2つの表面間に電位差が生じ、エネルギーが急激に放電されることで発生します。電荷は物体に寄生的に蓄積され、回路が完成したときに転送または接地されると、非常に低い電流を伴う巨大な電圧スパイクが別の物体に現れ、小さな衝撃のように感じられます。 また、システムをESDから保護し、高電圧パルスに耐えられるようにするために必要な部品もあります。ESDは、敏感な電子部品に重大な損傷を与え、製品の故障、寿命の短縮、製造コストの増加を引き起こす可能性があります。エレクトロニクスとPCB設計の詳細については、PCBのインピーダンス制御に関する最近のブログをご覧ください。 帯電した物体と電子機器との直接的な物理的接触により、電荷が即座に移動すること。 イオン化した空気を通じて電荷が移動し、しばしば目に見える火花を発生させること。 静電界......