
How Engineering Detectives Prevent Industrial Disaster
11 min
- The Philosophy of Safety
- The Rulebooks
- The Inspection Journey
- Seeing the Unseen
- The Final Verdict
- FAQ
Inside the hidden science of quality control that keeps pressure vessels from becoming bombs
Picture a cylinder of steel the size of a school bus, filled with superheated fluid at pressures that could flatten a car. Now picture it in a refinery, surrounded by workers, connected to miles of pipe, running around the clock. If that vessel fails—even once—the consequences can be explosive, lethal, and irreversible. What stands between that machine and catastrophe is not luck or intuition. It is a rigorously engineered, painstakingly documented system of checks known as QA/QC and NDT: the invisible shield of heavy industry.
These aren't just bureaucratic acronyms. Quality Assurance, Quality Control, and Nondestructive Testing are the engineering equivalent of a three-branch government—each with distinct powers, each keeping the others honest. Together they ensure that when a heat exchanger is pressurized to 3,000 PSI in a refinery somewhere in Texas, it holds. Every single time.
The Philosophy of Safety
QA vs. QC — Two Sides of the Same Coin
The terms Quality Assurance and Quality Control are often used interchangeably, but confusing them is like confusing a constitution with a courtroom verdict. Both matter; neither is the other.
Quality Assurance (QA) is the master plan. It is process-oriented, focused entirely on prevention. Before a single weld is struck, QA defines how everything must be done—what procedures to follow, what records to keep, how to train workers, and how to audit compliance. The dominant framework is ISO 9000, whose philosophy can be distilled into three deceptively simple commandments: Say what you do. Do what you say. Prove that you did it.
Quality Control (QC), by contrast, is the action on the ground. Where QA writes the rulebook, QC enforces it—through physical inspections, measurements, and testing of the actual hardware. QC inspectors are the detectives who examine the evidence after the fact, hunting for anything that doesn't meet spec.
Neither discipline works without the other. QA without QC produces beautiful procedures that nobody checks. QC without QA produces frantic inspections with no coherent standard to measure against. The power lies in the system.
|
Feature |
Quality Assurance (QA) |
Quality Control (QC) |
|---|---|---|
|
Primary Focus |
Prevention (Process-oriented) |
Detection (Product-oriented) |
|
Key Activity |
Planning, Auditing, Documentation |
Inspection, Testing, Measurement |
|
Responsibility |
Management & All Staff |
Specialized QC Inspectors |
The Rulebooks
Speaking the Language of Standards
A heat exchanger built in South Korea must be just as safe when it operates in the Netherlands. To make that possible, engineers across the world speak a common technical language encoded in international standards.
The ISO 9000 series forms the management backbone—a philosophy of documentation and continuous improvement adopted by manufacturers worldwide. But for pressure vessels, the real technical bible is the ASME Boiler and Pressure Vessel Code, a document so comprehensive it spans dozens of volumes. Section VIII governs the physics of vessel design—how thick the walls must be, how to calculate stress concentrations, how to handle nozzle reinforcements. Section IX rules welding metallurgy and operator qualification. Section V sets the strict parameters for nondestructive examination.
Together, these codes ensure that the engineering decisions made at a drafting table in Houston correspond directly to a safe, tested piece of equipment on a production floor in Singapore. When something goes wrong, the first question investigators ask is: which standard was violated, and where in the chain?
The Inspection Journey
From Raw Earth to Finished Steel
Quality control doesn't begin when fabrication does. It begins at the very start of the supply chain—sometimes before the steel has even left the mill.
Material Forensics
We cannot simply assume that steel is steel. Every batch of raw material that enters a fabrication shop must come with a Mill Test Report (MTR)—a certified document detailing the chemical recipe and mechanical strength of that specific heat of steel. Inspectors verify that the carbon content, yield strength, and impact resistance all fall within the required ranges.
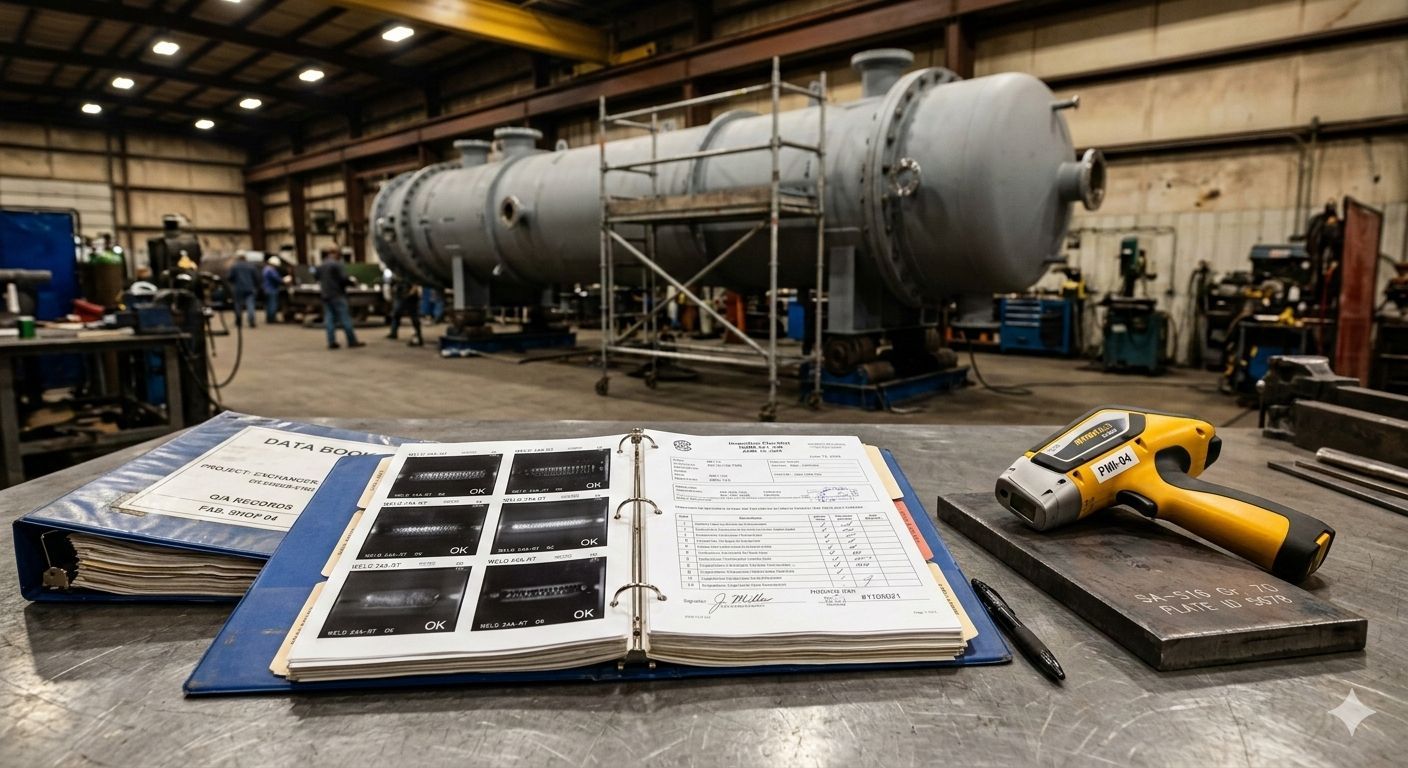
But paper can lie, or get mixed up. That's where PMI guns come in. Positive Material Identification devices are handheld spectrometers that fire X-rays at a metal surface and analyze the energy of the photons that bounce back—effectively reading the elemental fingerprint of the alloy in seconds. If a piece of carbon steel is accidentally substituted for the required chrome-moly alloy, a PMI scan will catch it before it ever sees a welding torch.
The Art of Fusion — Welding QA
Welding is where the most critical transformations happen—and where the most consequential mistakes can be made. A weld is not simply two pieces of metal stuck together; it is a localized metallurgical event, a zone where the crystal structure of the steel is melted, mixed with filler metal, and rapidly re-solidified. If the heat input is too high, the grain structure coarsens and the metal becomes brittle. Too low, and fusion is incomplete. Too fast, and cracks form as the metal cools.
To govern this chaos, the industry relies on a three-document system. The Welding Procedure Specification (WPS) is the recipe: exactly how much amperage, what electrode diameter, at what travel speed, in what position. The Procedure Qualification Record (PQR) is the proof that the recipe works—a physical test weld subjected to destructive testing in a lab, proving the joint meets strength and toughness requirements. And the Welder Performance Qualification (WPQ) certifies that the human operating the torch has the manual skill to execute the recipe reliably.
A weld made by an unqualified welder using an unqualified procedure is not just a bad weld—it is an unknown. And in pressure vessel fabrication, unknowns are unacceptable.
Seeing the Unseen
The Science of Nondestructive Testing
Here is the fundamental problem with quality control in metal fabrication: the most dangerous defects are invisible. A crack buried a centimeter inside a weld wall, a pocket of trapped gas deep in a casting, a region of wall thinning hidden by scale and oxide—none of these can be seen with the naked eye, and cutting the part open to inspect it would destroy it. The solution is nondestructive testing, a family of techniques that use different branches of physics to peer inside solid metal without disturbing it.
Think of it as medical imaging for machines. Just as a doctor can examine a patient's internal organs with ultrasound or X-rays without making a single incision, NDT engineers can map the interior of a pressure vessel wall and identify anomalies with extraordinary precision.
Visual and Surface Methods
Not every defect hides deep inside a weld. Many cracks break the surface but are far too fine to see without help. Liquid Penetrant Testing (PT) exploits basic physics: a brightly colored or fluorescent dye is applied to the surface, where capillary action draws it into any surface-breaking crack. After a dwell time, the excess dye is removed, and a white developer is applied. Any crack bleeds the trapped dye outward, revealing itself as a vivid red or fluorescent line against a white background. It's elegant in its simplicity, and remarkably sensitive.
Magnetic Particle Testing (MT) works on a different principle: ferromagnetic metals can be magnetized, and a crack in a magnetized part disrupts the magnetic field, creating a local leakage flux. When fine iron particles are dusted across the surface, they cluster along these leakage zones, outlining cracks with startling clarity. Under ultraviolet light with fluorescent particles, even the finest discontinuities glow like neon signs.

Volumetric Methods — Looking Deep
For defects buried inside the metal, surface methods are useless. That's where volumetric testing earns its name.
Radiographic Testing (RT) is the industrial equivalent of an X-ray at the doctor's office. A radiation source—either an X-ray tube or a radioactive isotope like Iridium-192—is positioned on one side of the weld, and a detector or film is placed on the other. Denser material absorbs more radiation; voids and inclusions let more pass through. The result is a shadowgraph, a permanent film record that shows internal structure in striking detail. Porosity, slag inclusions, and insufficient fill are all readily visible. The limitation is geometry: cracks that run parallel to the radiation beam—so-called planar defects—may not absorb enough radiation to show up at all. And radiography requires strict safety exclusion zones, because the radiation used is genuinely hazardous.
Ultrasonic Testing (UT) solves the planar crack problem by using sound instead of radiation. A transducer presses against the metal surface and fires pulses of high-frequency sound—often in the megahertz range—into the material. These sound waves travel through the metal until they hit something: a back wall, a crack, an inclusion, a void. Each interface reflects part of the sound energy back to the transducer, which records the echo's timing and amplitude. Because the speed of sound in steel is known precisely, the inspector can calculate exactly how deep the reflector is. A skilled UT technician can characterize a crack's depth, length, orientation, and even its shape—all without making a mark on the part.
For heat exchanger tubing specifically, Eddy Current Testing (ET) is the method of choice. An electromagnetic probe induces swirling electrical currents—eddy currents—in the tube wall as it is pulled through. Any change in wall thickness, any pit, any crack disrupts the flow of these currents in a characteristic way. Because heat exchangers can have thousands of tubes, and each tube must be inspected along its entire length, eddy current testing's speed and sensitivity make it practically indispensable.
|
Method |
Best Used For |
Physics / Limitation |
|---|---|---|
|
Radiography (RT) |
Trapped gas (porosity), Slag inclusions |
Uses ionizing radiation; misses flat, angled cracks. |
|
Ultrasonic (UT) |
Cracks, Lack of fusion |
Uses sound acoustics; requires high operator skill. |
|
Eddy Current (ET) |
Heat exchanger tubing inspection |
Uses electromagnetism; conductive materials only. |
The Final Verdict
At the end of fabrication, every heat exchanger that leaves a quality-controlled shop is accompanied by a Data Book—a dossier that chronicles its entire existence. Mill test reports for every piece of steel. Welder qualifications for every operator who touched it. NDT reports for every weld. Hydrostatic test certificates proving the vessel held pressure without leaking. Dimensional inspection records. Nonconformance reports documenting anything that deviated from the plan, and what was done to correct it.
This document is not bureaucratic box-ticking. It is the legal and moral record of a machine that will operate under dangerous conditions for decades. If something ever goes wrong, the Data Book is where investigators start. More importantly, its very existence creates accountability at every step—because every inspector knows their name and signature are on the record.
The philosophy underlying all of this is not complicated: in high-consequence engineering, quality is not a final check performed at the end of the line. It is woven into every step of the process, from the first mill certificate to the last radiograph. The invisible defects that cause catastrophic failures don't appear without warning—they are permitted to grow, undetected, by the absence of the systems designed to catch them.
When a heat exchanger has been built right—when every weld has been qualified, every inspection has been documented, every nondestructive test has cleared—it becomes something remarkable: a vessel you can trust with your life. In heavy industry, that is exactly what it is.
FAQ
Q: What's the difference between QA and QC?
Quality Assurance (QA) is about prevention—it defines the processes, procedures, and standards before work begins. Quality Control (QC) is about detection—it involves physical inspections and testing of the actual product to verify it meets specifications. Think of QA as writing the rulebook and QC as enforcing it.
Q: Why can't inspectors just visually check welds for defects?
The most dangerous defects—internal cracks, gas pockets, and incomplete fusion—are buried inside the metal and completely invisible to the naked eye. That's why Nondestructive Testing (NDT) methods like ultrasonic testing and radiography are essential. They use physics (sound waves, X-rays, magnetism) to "see" inside solid metal without cutting it open.
Q: What is a Data Book and why does it matter?
A Data Book is the complete biography of a pressure vessel—it contains every material certificate, weld qualification, inspection report, and test result from fabrication. It creates accountability at every step and serves as the legal record if something ever goes wrong. In high-consequence engineering, this documentation isn't bureaucracy—it's proof that the equipment can be trusted with human lives.
Keep Learning
Simultaneous Dual-Frequency Induction Heating: When One Frequency Forces the Wrong Compromise
Key Takeaways One frequency, one compromise: When geometry demands both deep bulk heating and controlled surface gradients simultaneously, a single frequency forces an unacceptable trade-off—dual-frequency widens the process window. Give each channel a role: Assign the lower frequency to bulk penetration and the higher frequency to surface shaping. Structured recipe development follows naturally from this separation. Validate with metrics, not opinions: Dual-frequency is justified only when controlled......
Power Supplies by Application Family: Joining, Mass Heating, and Strip Processing
Key Takeaways Joining operations (brazing, soldering, bonding) demand higher frequencies and matching flexibility to handle variable coil coupling and precision surface heating. Mass heating lines (billets, bars, slabs) prioritize continuous duty, efficiency, and ruggedness at high power levels with multi-coil zone control. Strip processing requires architectures that separate control electronics from high-frequency inverter modules to cope with harsh installation environments. Specifying only kW and ......
Simultaneous Dual-Frequency Induction Power: When One Frequency Forces the Wrong Compromise
Key Takeaways Dual-frequency is justified by robustness, not complexity: It should only be adopted when a single frequency forces an unacceptable compromise between surface and bulk heating requirements. Give each frequency a defined role: Assign the lower frequency to bulk heating/penetration and the higher frequency to surface shaping—then develop recipes one variable at a time. The combining network is the engineering center of gravity: Frequency-selective coupling paths, thermal rating for worst-c......
Applying Induction Power Supplies in the Real World: Constraints That Decide Uptime and Quality
Key Takeaways Application constraints dominate real-world performance: Two induction systems with identical kW ratings can behave very differently depending on cable length, cooling water temperature, dust levels, and fixture repeatability. Design for drift, not for perfect day one: Coils deform, filters clog, sensors drift, and connectors loosen under thermal cycling. Baseline monitoring during commissioning is essential. Mechanical repeatability often beats control complexity: Improving fixturing an......
Medium- and High-Frequency Transformers in Induction Systems: Design Drivers Engineers Should Actually Care About
Key Takeaways Not Passive: Transformers set the electrical operating point for the entire induction station—coil voltage, current, capacitor stress, and inverter margin all depend on transformer choice. Frequency Effects: At higher frequencies, winding losses and stray capacitance dominate; a transformer that looks fine on turns ratio can fail a duty-cycle test if loss distribution is wrong. Placement Matters: Moving the transformer and capacitor bank closer to the coil reduces high-frequency loop len......
Load Matching in Induction Heating: Designing for Stability, Efficiency, and Real-World Variation
Key Takeaways Dynamic Load: Induction heating loads are not fixed—coupling, material properties, and temperature all shift impedance during operation, making matching a continuous design challenge. Q Factor Matters: High-Q loads can produce large circulating currents and capacitor stress even at modest delivered kW; design for the worst-case kVA, not just power. Discrete Ranges Win: Transformer taps and capacitor steps that cover discrete matching ranges outperform a single broad-range configuration f......