
Precision in the Foundry: A Comprehensive Engineering Guide to Induction Melting Technologies
12 min
- The Mechanics of Induction Heating
- Induction Channel-Type Melting Furnaces
- Crucible-Type (Coreless) Induction Furnaces
- Strategic Advantages of Coreless Systems
- Specialized Applications: Induction Vacuum Melting (IVM)
- Conclusion: Engineering the Future of Foundries
- FAQ
In the high-stakes world of modern metallurgical production, the ability to efficiently and precisely raise the temperature of metals to their melting points—and often hold them at specific temperatures for metallurgical treatments—is fundamental to industrial success. Electric furnaces used in these processes generally fall into three categories: induction, arc, or resistance. Among these, induction melting has emerged as a cornerstone for high-quality production across a vast array of materials, including iron, steel, aluminum, copper, zinc, nickel, and numerous specialty alloys.
This comprehensive engineering guide explores the primary induction melting technologies utilized in contemporary foundries. By examining the electromagnetic principles, structural designs, and operational advantages of channel-type, crucible-type (coreless), and vacuum induction systems, engineers can better determine the optimal equipment for specific production requirements. Each of these systems leverages the Joule effect—heating through the resistance of the material to induced electrical currents—but applies it through distinct mechanical and electrical configurations.
The Mechanics of Induction Heating
At its core, induction melting is a non-contact heating process. It relies on a high-frequency alternating current passing through a primary induction coil to create a rapidly fluctuating magnetic field. When a conductive material (the charge) is placed within this field, eddy currents are induced within the material itself. Because the metal possesses internal electrical resistance, these currents generate heat through the Joule effect. This internal heat generation is significantly more efficient than traditional fuel-fired furnaces, which rely on external thermal radiation and convection.
The efficiency of this process is governed by several factors, including the electrical resistivity of the charge, its magnetic permeability, and the frequency of the applied alternating current. For foundry applications, the goal is typically to maximize power transfer to the melt while maintaining control over the thermal profile and fluid dynamics of the molten bath. Understanding the interaction between the electromagnetic field and the metal charge is essential for optimizing furnace design and operational parameters.
Induction Channel-Type Melting Furnaces
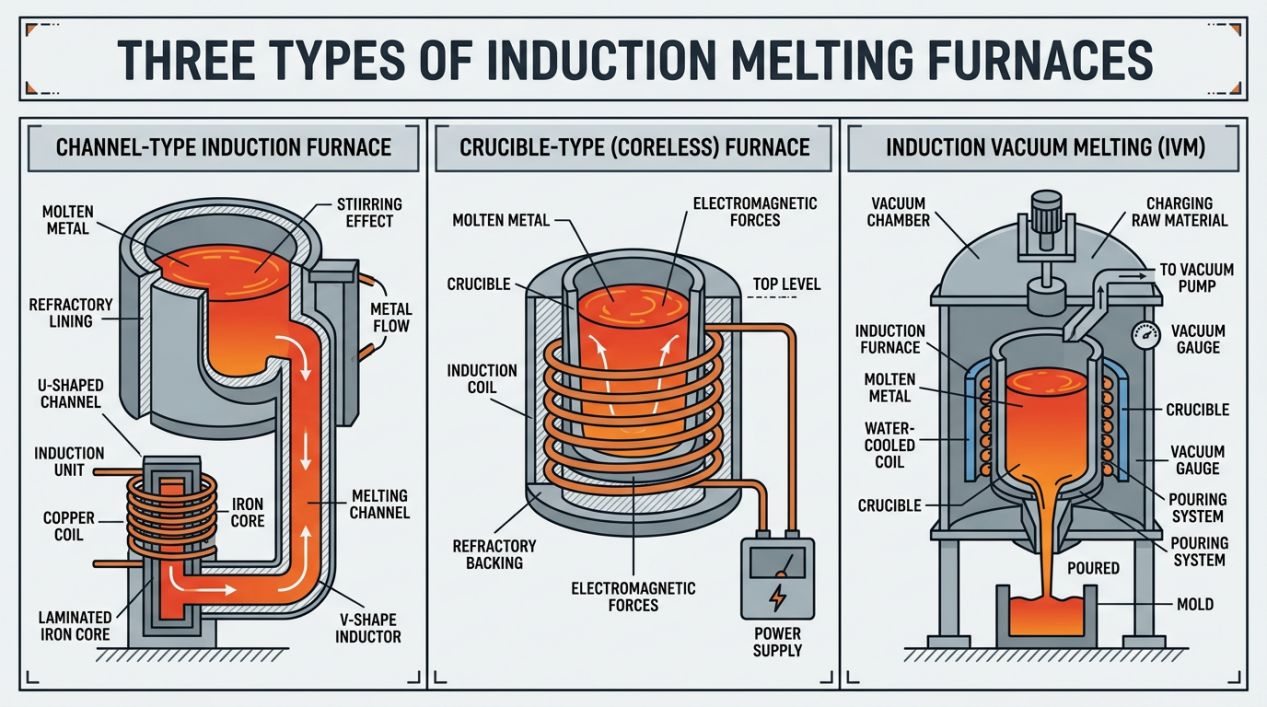
The induction channel-type furnace is defined by its unique transformer-like construction. In this design, a channel of molten metal passes through a magnetic core, which has a primary winding wrapped around it. This configuration effectively turns the channel of molten metal into the secondary winding of a short-circuited transformer. As current flows through the primary coil, intense eddy currents are induced in the loop of molten metal within the channel, heating it rapidly. This heated metal then circulates into the main bath, maintaining the temperature of the entire volume.
The transformer analogy is central to understanding the channel furnace's operation. In a standard electrical transformer, the primary and secondary windings are coupled by a common magnetic core to transfer energy. In a channel furnace, the "secondary winding" is literally the molten metal itself, formed into a continuous loop or "channel." Because this secondary circuit is short-circuited, the induced voltage drives extremely high current densities through the metal's resistance, resulting in rapid heat generation at the base of the furnace. This heat is then transferred to the larger upper bath through a combination of thermal convection and electromagnetic stirring within the channel.
Typically, the induction channel is located at the bottom of the molten metal bath. Because of the necessity of maintaining a continuous loop of molten metal to keep the "secondary circuit" active, channel furnaces are primarily suited for continuous-duty cycles. If the loop is broken—for instance, if the metal freezes or the channel is emptied—the inductive coupling is lost, and the furnace cannot restart without a "molten heel" or pre-heated starting material. This makes channel furnaces ideal for 24/7 operations but less suitable for batch processing where frequent shutdowns are required.
Due to their high efficiency and ability to hold large volumes of metal at precise temperatures, channel furnaces are often integrated into larger production lines where they are fed by other melting furnaces. In these configurations, they serve as holding or dispensing units, smoothing out the supply of molten metal to casting lines. This "duplexing" approach allows primary melting to occur in high-speed furnaces while the channel furnace provides the final temperature adjustment and a buffer of ready-to-pour metal.
Optimal Engineering Scenarios for Channel Furnaces
- High Metal Volumes for Continuous Throughput: The design excels in high-tonnage environments where a steady stream of metal is required, as the thermal inertia of the large bath promotes stability.
- Production of a Consistent, Single Product Type: Because changing alloys requires draining and potentially re-lining the channel, these systems are best for long-term production of a single grade of iron or non-ferrous alloy.
- Highly Stable Power Grid Environments: Since a molten heel must be maintained to prevent the "shorted secondary" from freezing, any unexpected power outage can lead to catastrophic solidification within the channel, necessitating expensive repairs.
Applications Where Extreme Temperature Uniformity is Secondary: While the bath is well-mixed, the heating is concentrated in the channel. For most industrial iron and copper applications, this is acceptable, but it may be a factor in highly sensitive specialty alloys.
Crucible-Type (Coreless) Induction Furnaces
The crucible-type furnace, commonly known as the coreless induction furnace, utilizes a solenoidal coil that surrounds a central crucible containing the charge. Unlike the channel-type furnace, this design does not require a magnetic core to concentrate the magnetic flux. The versatility of the coreless furnace is largely derived from the material selection of the crucible itself, which can be either electrically conductive or non-conductive, depending on the metallurgical requirements.
To manage the magnetic field outside the furnace structure, external magnetic shunts are often employed. These shunts consist of laminated silicon steel stacks that provide a low-reluctance path for the magnetic flux returning outside the coil. This prevents the flux from inducing heating in the furnace's structural steel frame, which would otherwise lead to significant energy losses and potential structural damage. The use of shunts also helps in focusing the magnetic energy into the crucible area, improving overall efficiency.
Conductive Crucibles: Made from materials like steel or graphite, these crucibles are directly heated by induced eddy currents from the inductor. The furnace then melts the metal charge through thermal conduction from the hot crucible walls. This method is particularly effective for increasing coil electrical efficiency when melting materials with low electrical resistivity, such as aluminum, copper, bronze, magnesium, and certain precious metals. In these cases, the crucible acts as a susceptor, absorbing the electromagnetic energy and converting it to heat, which is then transferred to the relatively non-conductive or low-resistance charge.
Non-Conductive Crucibles: Utilizing ceramic or other refractory materials, these crucibles allow the magnetic field to pass through the walls and induce eddy currents directly within the metal mass itself. This direct coupling is highly efficient for most steels and irons, which have high electrical resistivity and high magnetic permeability at temperatures below the Curie point. In this mode, the furnace provides "cold-start" capability, meaning it can begin melting a solid charge from room temperature without the need for a molten heel.
Regardless of the crucible type, refractory liners are essential components in coreless systems. These liners serve two primary purposes: they provide a thermal barrier to protect the water-cooled induction coils from the intense heat of the melt, and they act as a chemical barrier against the corrosive nature of molten metal and slag. The choice of refractory material—whether acid, basic, or neutral—depends on the specific alloy being melted and the temperature requirements of the process.
One of the defining characteristics of the coreless furnace is the vigorous stirring or mixing action caused by electromagnetic forces. This stirring is vital for ensuring alloy homogeneity, facilitating the melting of light scrap or additives, and ensuring uniform temperature throughout the melt. The intensity of this action is governed by a specific physical relationship: it is directly proportional to the applied power and inversely proportional to the square root of the electrical frequency. Consequently, lower-frequency furnaces exhibit much more pronounced stirring than high-frequency units at the same power level, a factor that engineers must balance when selecting the operating frequency for a specific charge size and material.
Strategic Advantages of Coreless Systems
Engineering teams favor coreless induction furnaces for applications where flexibility and control are paramount:
- Precise Temperature Control: Essential for high-spec alloy production where narrow temperature windows must be maintained for optimal grain structure and mechanical properties.
- Management of High Dross Generation: The electromagnetic stirring action helps in bringing dross and impurities to the surface where they can be more easily removed or treated with fluxes.
- Economic Scalability and Installation: These systems generally offer lower capital and installation costs compared to other industrial melting setups, making them accessible for small to medium-sized foundries.
Operational Flexibility and Resiliency: The ability to perform "pre-melt" operations and the resilience to power interruptions (as the furnace can be easily restarted from a cold state) provide a significant operational safety margin.
Comparative Analysis: Selecting the Right Technology
Choosing between channel-type and coreless induction furnaces requires a careful assessment of production goals and facility constraints. While channel furnaces excel in high-volume, continuous environments, they lack the agility of coreless systems. A key advantage of the coreless furnace is its ability to be emptied very quickly to accommodate alloy changes on short notice. This provides maximum alloy flexibility, allowing a foundry to switch from melting gray iron to a high-alloy steel in the same shift with minimal downtime. This significantly reduces job turnaround time and minimizes nonproductive holding time during off-shifts, which is a major economic driver for jobbing foundries.
|
Feature |
Channel-Type Furnace |
Crucible-Type (Coreless) |
|---|---|---|
|
Core Design |
Magnetic iron core required |
Coreless (shunts optional) |
|
Operational Cycle |
Continuous use; molten heel required |
Batch use; cold-start capable |
|
Alloy Flexibility |
Limited; best for single products |
High; quick empty for alloy changes |
|
Typical Scale |
Very high volume |
Small to large batches |
|
Temperature Control |
Moderately uniform |
Extremely precise |
Specialized Applications: Induction Vacuum Melting (IVM)
For industries where even microscopic impurities or gas inclusions can lead to catastrophic failure, induction vacuum melting (IVM) is the mandatory standard. This process involves placing the entire melting and casting system within a robust, vacuum-sealed enclosure. By removing air, moisture, and other gases from the environment, engineers can completely eliminate oxidation concerns and achieve unparalleled metal purity. This environment also allows for the removal of dissolved gases like hydrogen and nitrogen, which are detrimental to the fatigue life of high-performance alloys.
The technical complexity of IVM is significant. The enclosure must accommodate not just the induction furnace, but also sophisticated systems for charging raw materials and making precise additions to the molten metal during the melt cycle without breaking the vacuum. These addition systems often use vacuum locks or specialized carousels to introduce alloy elements at specific times. Furthermore, pouring the liquid metal often requires specialized delivery methods, such as tilt-pouring or bottom-pouring into molds that are also housed within the vacuum chamber. This ensures that controlled amounts reach the mold at the precise time and temperature required for high-integrity casting.
Due to the high costs associated with the vacuum infrastructure—including high-capacity vacuum pumps, complex seals, and specialized pouring systems—IVM is typically reserved for critical applications where purity is non-negotiable. This is most notably seen in the aerospace industry for turbine blades and engine components, and for advanced military hardware where material failure is not an option. The investment in IVM is justified by the vastly superior mechanical properties and reliability of the resulting metal, which cannot be achieved through atmospheric melting processes.
Conclusion: Engineering the Future of Foundries
The choice of induction melting technology—whether the continuous powerhouse of the channel furnace, the versatile and precise coreless system, or the ultra-pure vacuum environment—depends entirely on the specific engineering requirements of the end product. As global industries demand higher performance materials and more efficient production cycles, understanding these fundamental electromagnetic melting processes remains a critical skill for the modern foundry engineer. By leveraging the right induction technology, facilities can achieve better energy efficiency, superior alloy quality, and the operational flexibility needed to compete in a rapidly evolving marketplace.

FAQ
Q: What's the main difference between channel-type and coreless induction furnaces?
Channel-type furnaces use a transformer-like design where molten metal flows through a channel around a magnetic core, acting as a secondary winding. They require a molten heel to operate and are best for continuous, high-volume production of a single alloy. Coreless furnaces have a coil surrounding a crucible and can cold-start from solid metal, offering much greater flexibility for switching between different alloys and batch operations.
Q: Why is electromagnetic stirring important in coreless induction furnaces?
The electromagnetic forces in coreless furnaces create vigorous stirring that ensures uniform temperature throughout the melt and homogeneous alloy composition. This stirring also helps bring impurities and dross to the surface for removal and facilitates melting of scrap additions. The stirring intensity is proportional to applied power and inversely proportional to the square root of frequency—lower frequencies produce stronger mixing action.
Q: When is vacuum induction melting (IVM) necessary?
IVM is essential for applications requiring extreme metal purity, particularly in aerospace and military components where even microscopic impurities can cause catastrophic failure. By melting under vacuum, the process eliminates oxidation, removes dissolved gases like hydrogen and nitrogen, and produces alloys with superior mechanical properties and fatigue life. The high cost is justified only for critical, high-performance applications where material failure is unacceptable.
Keep Learning
How Transparent Graphene Heaters Clear Fogged Glass
Key Takeaways Atom-thin transparency: A single graphene layer transmits about 97.7% of visible light, while five stacked layers still pass roughly 87.3%, making the heater nearly invisible on glass or plastic. Fast, controllable heating: A monolayer device reaches its target temperature with a thermal time constant of only about 6–7 seconds, and input power can be adjusted to hold temperatures from 38 °C up to around 80 °C. Efficiency advantage: Graphene heaters achieved higher temperatures at the sam......
Process Control, Monitoring, and Quality Assurance in Induction Heating: Reducing Risk Without Cutting Every Part
Key Takeaways Separate control from monitoring: A control system executes the recipe; a monitoring system independently verifies what actually happened. Independence turns logs into evidence. Monitor intermediate variables: You can't measure fatigue strength inline, but you can measure delivered kW, frequency stability, position, and quench variables—then compare each cycle to a validated "good envelope." Signature monitoring beats single thresholds: Time-series signatures capture ramps, holds, and tr......
Cooling Induction Power Supplies: Designing the Thermal System That Protects Your Electrical System
Key Takeaways Cooling is a first-class subsystem: Many "electrical" failures in induction lines are actually thermal problems—drifting water temperature, clogged filters, or unbalanced branch flow. Measure at the branch, not the header: A healthy header can mask a starved branch. Branch flow to the highest-loss modules is the single most useful cooling measurement. Trend cooling like a process variable: Baseline flow, temperature, and filter pressure drop during commissioning, then trend them to turn ......
Independent Frequency and Power Control in Induction Inverters: Turning Frequency Back Into a Process Variable
Key Takeaways Frequency as a process variable: Independent frequency and power control decouples resonance supervision from kW regulation, letting engineers set frequency based on process physics rather than control mechanics. Measurable validation: Prove independent control with three commissioning tests—fixed-frequency power steps, fixed-kW frequency sweeps, and coupling variation stability. Production consistency: Stable frequency improves recipe portability, reduces hidden process changes, and mak......
Simultaneous Dual-Frequency Induction Heating: When One Frequency Forces the Wrong Compromise
Key Takeaways One frequency, one compromise: When geometry demands both deep bulk heating and controlled surface gradients simultaneously, a single frequency forces an unacceptable trade-off—dual-frequency widens the process window. Give each channel a role: Assign the lower frequency to bulk penetration and the higher frequency to surface shaping. Structured recipe development follows naturally from this separation. Validate with metrics, not opinions: Dual-frequency is justified only when controlled......
Power Supplies by Application Family: Joining, Mass Heating, and Strip Processing
Key Takeaways Joining operations (brazing, soldering, bonding) demand higher frequencies and matching flexibility to handle variable coil coupling and precision surface heating. Mass heating lines (billets, bars, slabs) prioritize continuous duty, efficiency, and ruggedness at high power levels with multi-coil zone control. Strip processing requires architectures that separate control electronics from high-frequency inverter modules to cope with harsh installation environments. Specifying only kW and ......