
Heating Slabs, Blooms, and Rectangular Bars by Induction: Edge Control Is Everything
11 min
- Induction Heating of Noncylindrical Workpieces: Overview
- Skin Effect and Frequency Selection
- Electromagnetic End Effects in Slab Heating
- Electromagnetic Transverse Edge Effects
- Coil Design Considerations for Slab Heating
- Thermal Management and Process Control
- FAQ about Induction Heating of Slabs
Key Takeaways
Edge control is critical: Slabs, blooms, and rectangular bars exhibit complex electromagnetic edge and end effects that directly impact heating uniformity and product quality.
Frequency selection matters: The optimal skin-depth-to-thickness ratio ($d/\delta$) of approximately 3–3.5 for nonmagnetic slabs balances penetration depth, heating uniformity, and coil electrical efficiency.
Coil overhang optimization: A normalized coil overhang of about $\sigma/d \approx 0.7$ creates balanced power distribution at slab ends, preventing localized overheating or underheating.
Numerical modeling is essential: Analytical approximations using equivalent cylinders can introduce 6–10% errors; accurate coil and process design requires electromagnetic and thermal simulation.
Induction heating (IH) is a widely used method for heating noncylindrical metal workpieces such as slabs, blooms, plates, rectangular billets, and bars. These shapes, collectively referred to as slabs in this context, present unique challenges compared to cylindrical parts due to their geometry and electromagnetic behavior. Achieving uniform temperature distribution during induction heating is critical for subsequent processing steps and product quality. This article explores the electromagnetic phenomena governing the heating of slabs, focusing on the critical role of edge control, and discusses design and operational strategies to optimize heating uniformity.
Induction Heating of Noncylindrical Workpieces: Overview
Unlike cylindrical workpieces, slabs have a rectangular cross-section characterized by length ($a$), width ($b$), and thickness ($d$), where typically $a, b \gg d$. The induction coils used are predominantly rectangular solenoids designed to generate longitudinal magnetic flux along the slab length. This coil geometry induces complex electromagnetic effects that influence the distribution of induced currents and consequently the heat generated within the slab.
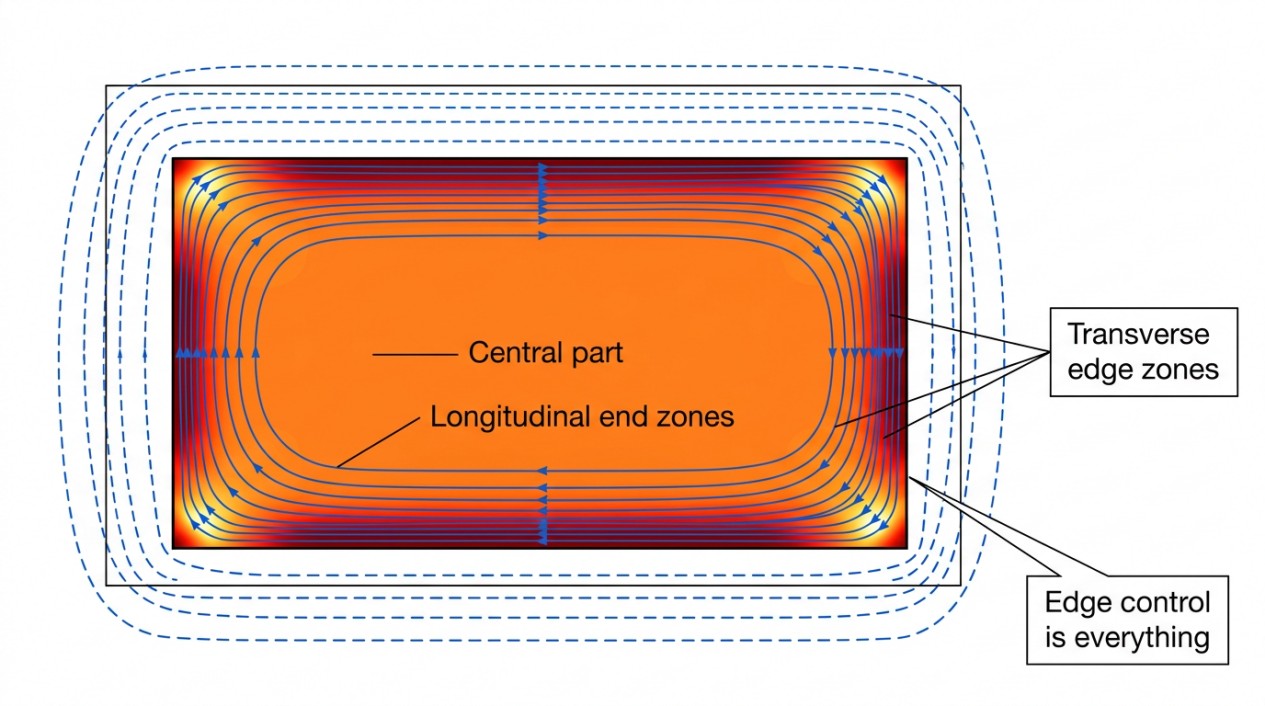
The electromagnetic field within the slab can be conceptually divided into three zones:
- Central Part: Behaves like an infinite plate with uniform electromagnetic field distribution.
- Longitudinal End Zones: Regions near the slab ends where the electromagnetic field is distorted due to coil geometry and boundary conditions.
- Transverse Edge Zones: Regions near the slab edges where the magnetic field and induced currents are affected by the slab's finite width and thickness.
Understanding and controlling these zones is essential to achieve uniform heating.
Skin Effect and Frequency Selection
The skin effect is a fundamental phenomenon in induction heating, describing how alternating currents tend to concentrate near the surface of a conductor. The skin depth $\delta$ quantifies the penetration of induced currents and is inversely proportional to the square root of frequency $f$, electrical conductivity $\sigma$, and magnetic permeability $\mu$:
$$\delta = \sqrt{\frac{2}{\omega \mu \sigma}} = \sqrt{\frac{2}{2\pi f \mu \sigma}}$$
where $\omega = 2\pi f$.
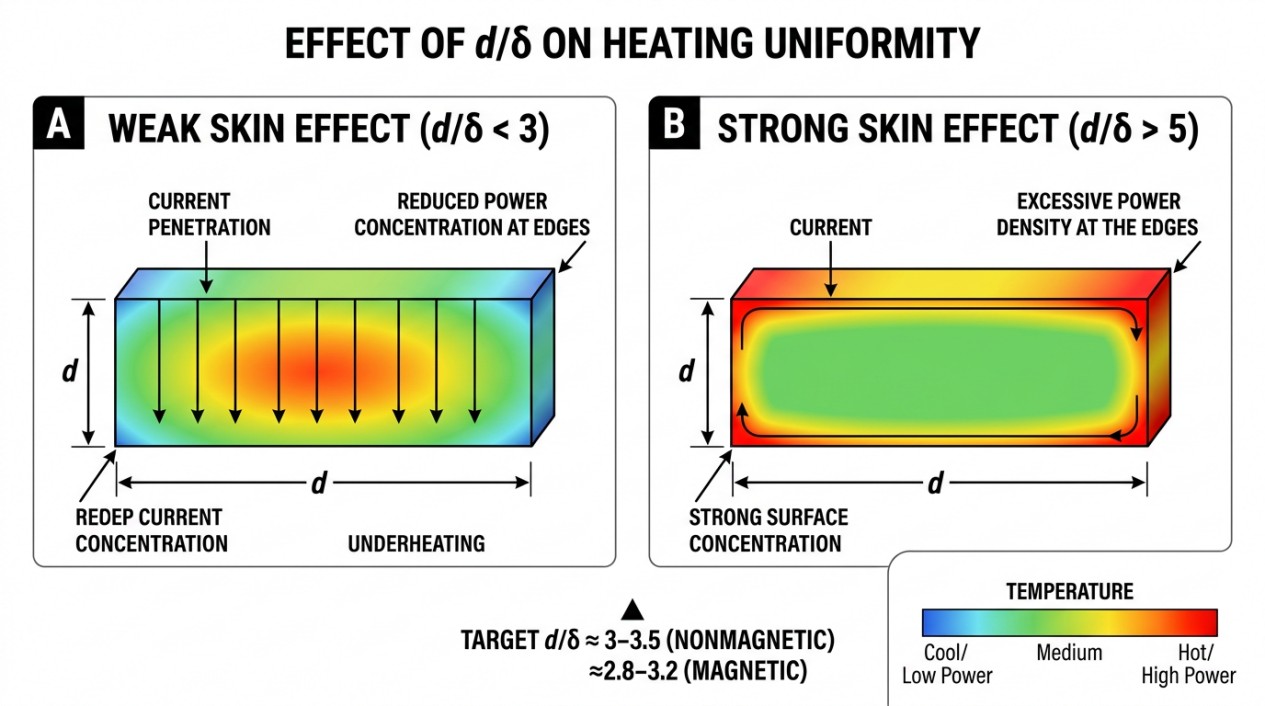
For slabs, the ratio $d/\delta$ is a key parameter:
- Low $d/\delta$ (< 3): Skin effect is weak; currents penetrate deeper, leading to more uniform heating through thickness but possible underheating near edges.
- High $d/\delta$ (> 5): Strong skin effect; currents concentrate near surfaces causing temperature gradients between surface and core, and potential overheating at edges and corners.
Selecting the optimal frequency balances penetration depth and heating uniformity. Frequencies too high cause excessive surface heating and energy losses; too low frequencies reduce coil electrical efficiency and may cause current cancellation effects in the slab cross-section.
Optimal Frequency Ratio
For nonmagnetic slabs or slabs heated above the Curie temperature, the optimal ratio $d/\delta$ is approximately 3 to 3.5. For magnetic slabs below the Curie temperature, this ratio is slightly lower, about 2.8 to 3.2, due to higher magnetic permeability.
Electromagnetic End Effects in Slab Heating
Nature of End Effects
The longitudinal electromagnetic end effect refers to the distortion of the magnetic field near the slab ends caused by coil geometry and finite slab length. This effect alters the induced current density and power distribution, potentially causing localized overheating or underheating at the slab ends.
Nonmagnetic Slabs
Key parameters influencing end effects in nonmagnetic slabs include:
- $d/\delta$: Skin effect ratio.
- $\sigma/d$: Normalized coil overhang (coil extension beyond slab end).
- $D/d$: Ratio of coil opening height to slab thickness.
- $K_{space}$: Coil turn space factor.
- Power density $p$.
Increasing coil overhang and frequency tends to increase power density near slab ends, causing heat surpluses. Conversely, insufficient coil overhang or low frequency may lead to heat source deficits at ends.
An optimal coil overhang (e.g., $\sigma/d \approx 0.7$) can create a power distribution with a localized surplus at the butt end balanced by a deficit region behind it. Thermal conduction and increased heat losses at slab ends help equalize temperature, resulting in near-uniform heating.
Magnetic Slabs
Magnetic slabs exhibit more complex end effects due to their high relative permeability $\mu_r$, which varies with temperature, magnetic field, and frequency. Two competing phenomena govern the end effect:
- Demagnetizing Effect: Eddy currents push magnetic flux out of the slab, increasing power density at ends.
- Magnetizing Effect: Surface and volumetric currents concentrate magnetic flux inside the slab, reducing power density at ends.
Depending on $\mu_r$, the slab end may experience either a power surplus or deficit. High $\mu_r$ (> 40) tends to cause power deficits at ends, while lower $\mu_r$ (< 20) can produce surpluses similar to nonmagnetic slabs.
When heating magnetic slabs through the Curie temperature, end effects transition from magnetic behavior to nonmagnetic behavior, complicating temperature uniformity control.
Electromagnetic Transverse Edge Effects
Edge Effects in Nonmagnetic Slabs
The transverse edge effect arises from the distortion of induced currents near the slab edges in the cross-sectional plane. The distribution of eddy currents and resulting power density across the slab width is strongly influenced by the skin effect.
- Pronounced Skin Effect ($d/\delta > 5$): Eddy currents flow along the slab perimeter, causing power density to be roughly uniform along edges and surfaces except near corners. This may lead to edge and corner overheating despite higher surface heat losses.
- Weak Skin Effect ($d/\delta < 3$): Eddy currents do not fully follow the slab contour, leading to reduced power density near edges and corners, causing underheating in these areas.
The corners of the slab are unique due to the discontinuity of eddy currents; no currents flow directly into sharp corners in solenoid coil heating, yet thermal effects may still cause localized overheating.
The specific power density across the slab width, $P$, is obtained by integrating volumetric power density along thickness:
$$P_t'(X) = \int_0^d P(X,Y) \, dY$$
where $X$ is the coordinate across the width and $Y$ through the thickness.
The edge effect zone typically extends from the slab edge inward by a distance on the order of the slab thickness or a few skin depths ($1.5\delta$ to $4\delta$). For wide slabs ($b/d > 4$), edge zones from opposite sides do not overlap, but for narrower slabs ($b/d < 2$), they do, complicating power distribution.
Edge Effects in Magnetic Slabs
Magnetic slabs exhibit spatially varying magnetic permeability $\mu_r$ across thickness, length, and width, causing nonuniform skin depths and complex edge effects. The skin effect ratio $d/\delta$ varies locally, and the power density distribution is affected accordingly.
Simplified models calculate $\delta$ using an average or effective $\mu_r$, but real behavior requires numerical modeling to capture the three-dimensional electromagnetic interactions near edges and corners.
Coil Design Considerations for Slab Heating
Coil Geometry and Overhang
Rectangular solenoid coils are the predominant choice for slab heating due to their ability to generate longitudinal flux matching slab geometry. Coil overhang beyond slab ends is a critical design parameter to control end effects and power distribution.
Optimized Overhang Benefits
- Balanced power distribution at slab ends
- Near-uniform temperature profiles
- Thermal conduction and heat losses work together for equalization
Overhang Pitfalls
- Excessive overhang causes localized overheating at slab ends
- Insufficient overhang leads to underheating and power deficits
Optimizing coil overhang balances electromagnetic end effects with thermal conduction and heat losses to achieve uniform temperature profiles.
Coil Turn Spacing and Air Gap
Tighter coil turn spacing and smaller air gaps between coil and slab improve coil electrical efficiency $\eta_{el}$ by enhancing magnetic coupling and reducing leakage flux.
Higher slab width-to-thickness ratios $b/d$ also increase $\eta_{el}$, assuming consistent coil coupling.
Electrical Efficiency and Frequency
The coil electrical efficiency peaks at an optimal frequency $F_{el.eff}$ dependent on slab material properties and geometry. Operating significantly below this frequency reduces efficiency due to cancellation of induced currents on opposite slab sides.
Operating above the optimal frequency only slightly affects efficiency but may exacerbate surface overheating and edge effects.
Mechanical and Electromagnetic Forces on Coils
Induced currents in coil conductors generate electromagnetic forces and magnetic pressure that can deform coil shape, bend copper buses and tubing, and cause vibration and noise.
Design Warning
Rectangular coils heating low-resistivity materials (e.g., aluminum, copper alloys) at high power densities are particularly susceptible to mechanical deformation. Robust mechanical design accounting for electromagnetic forces is essential for reliable coil operation.
Thermal Management and Process Control
Heat Losses at Edges and Ends
Edges and ends of slabs experience higher heat losses due to increased surface area exposed to convection and radiation. These losses can partially compensate for electromagnetic power surpluses, aiding temperature uniformity.
Thermal Conduction
Thermal conduction within the slab helps smooth localized temperature gradients caused by electromagnetic power density variations, especially near ends and edges.
Longer heating cycle times and power pulsing can enhance thermal uniformity but may increase overall heat losses.
Multi-Frequency and Multi-Zone Heating
For thick slabs or materials with complex electromagnetic properties (e.g., titanium), dual-frequency or multi-zone heating strategies can be employed to tailor penetration depths and power distributions, mitigating edge and corner underheating.
Numerical Modeling and Simulation
Analytical formulas for coil design and power distribution often approximate slabs as equivalent cylinders, which can introduce errors of 6–10%, especially when $b/d > 1.2$.
Numerical electromagnetic and thermal modeling provides more accurate predictions of power density, temperature profiles, and coil performance, enabling optimized coil design and process parameters.
Summary Checklist: Key Points for Induction Heating of Slabs
- Understand the three electromagnetic zones: central part, longitudinal ends, and transverse edges.
- Optimize frequency selection to balance skin depth and coil electrical efficiency; target $d/\delta \approx 3$ for nonmagnetic slabs.
- Control coil overhang to manage longitudinal end effects; typical normalized overhang $\sigma/d \approx 0.7$ yields uniform heating.
- Account for material magnetic properties: magnetic slabs exhibit complex end and edge effects due to variable $\mu_r$.
- Design coil geometry and spacing to minimize air gaps and maximize magnetic coupling for higher efficiency.
- Consider mechanical forces on coils from electromagnetic fields; ensure coil rigidity and vibration control.
- Mitigate transverse edge effects by adjusting frequency and coil design to avoid edge overheating or underheating.
- Use thermal conduction and power pulsing to smooth temperature gradients, especially near edges and ends.
- Apply numerical modeling for accurate coil and process design beyond simple cylindrical approximations.
- Implement multi-frequency or multi-zone heating for thick or complex materials to improve temperature uniformity.
FAQ about Induction Heating of Slabs
Q: Why is frequency selection so critical in slab induction heating?
Frequency determines the skin depth—how deeply currents penetrate the material. The optimal ratio of slab thickness to skin depth ($d/\delta$) is about 3–3.5 for nonmagnetic materials. Too high a frequency causes excessive surface heating and edge overheating; too low reduces coil efficiency and may cause current cancellation. Proper frequency balances penetration depth, heating uniformity, and electrical efficiency.
Q: What is the "edge effect" and why does it matter?
The transverse edge effect refers to distorted current distribution near slab edges and corners. With strong skin effects, currents concentrate along edges, potentially causing overheating despite higher heat losses. With weak skin effects, edges may underheat. Since edge zones extend inward by roughly the slab thickness, controlling this effect through frequency and coil design is essential for uniform temperature distribution.
Q: How does coil overhang affect heating uniformity at slab ends?
Coil overhang—how far the coil extends beyond the slab ends—controls the longitudinal end effect. Excessive overhang causes localized overheating at ends; insufficient overhang leads to underheating. An optimal normalized overhang (typically $\xi_0 \approx 0.3$–$0.5$) creates a balanced power distribution where electromagnetic effects and thermal conduction work together to achieve uniform end temperatures.
Conclusion: Induction Heating of Slabs and Edge Control
Induction heating of slabs, blooms, and rectangular bars demands meticulous control of electromagnetic and thermal phenomena, especially at edges and ends. By understanding and managing these effects through coil design, frequency selection, and process parameters, engineers can achieve uniform temperature profiles essential for high-quality metal processing.
Keep Learning
How Transparent Graphene Heaters Clear Fogged Glass
Key Takeaways Atom-thin transparency: A single graphene layer transmits about 97.7% of visible light, while five stacked layers still pass roughly 87.3%, making the heater nearly invisible on glass or plastic. Fast, controllable heating: A monolayer device reaches its target temperature with a thermal time constant of only about 6–7 seconds, and input power can be adjusted to hold temperatures from 38 °C up to around 80 °C. Efficiency advantage: Graphene heaters achieved higher temperatures at the sam......
Process Control, Monitoring, and Quality Assurance in Induction Heating: Reducing Risk Without Cutting Every Part
Key Takeaways Separate control from monitoring: A control system executes the recipe; a monitoring system independently verifies what actually happened. Independence turns logs into evidence. Monitor intermediate variables: You can't measure fatigue strength inline, but you can measure delivered kW, frequency stability, position, and quench variables—then compare each cycle to a validated "good envelope." Signature monitoring beats single thresholds: Time-series signatures capture ramps, holds, and tr......
Cooling Induction Power Supplies: Designing the Thermal System That Protects Your Electrical System
Key Takeaways Cooling is a first-class subsystem: Many "electrical" failures in induction lines are actually thermal problems—drifting water temperature, clogged filters, or unbalanced branch flow. Measure at the branch, not the header: A healthy header can mask a starved branch. Branch flow to the highest-loss modules is the single most useful cooling measurement. Trend cooling like a process variable: Baseline flow, temperature, and filter pressure drop during commissioning, then trend them to turn ......
Independent Frequency and Power Control in Induction Inverters: Turning Frequency Back Into a Process Variable
Key Takeaways Frequency as a process variable: Independent frequency and power control decouples resonance supervision from kW regulation, letting engineers set frequency based on process physics rather than control mechanics. Measurable validation: Prove independent control with three commissioning tests—fixed-frequency power steps, fixed-kW frequency sweeps, and coupling variation stability. Production consistency: Stable frequency improves recipe portability, reduces hidden process changes, and mak......
Simultaneous Dual-Frequency Induction Heating: When One Frequency Forces the Wrong Compromise
Key Takeaways One frequency, one compromise: When geometry demands both deep bulk heating and controlled surface gradients simultaneously, a single frequency forces an unacceptable trade-off—dual-frequency widens the process window. Give each channel a role: Assign the lower frequency to bulk penetration and the higher frequency to surface shaping. Structured recipe development follows naturally from this separation. Validate with metrics, not opinions: Dual-frequency is justified only when controlled......
Power Supplies by Application Family: Joining, Mass Heating, and Strip Processing
Key Takeaways Joining operations (brazing, soldering, bonding) demand higher frequencies and matching flexibility to handle variable coil coupling and precision surface heating. Mass heating lines (billets, bars, slabs) prioritize continuous duty, efficiency, and ruggedness at high power levels with multi-coil zone control. Strip processing requires architectures that separate control electronics from high-frequency inverter modules to cope with harsh installation environments. Specifying only kW and ......