
Induction Heating for Semisolid Processing: Billet and Slug Recipes That Work
10 min
- Fundamentals of Semisolid Metal Processing and Induction Heating
- Coil Arrangements and Their Impact on Heating Uniformity
- Electromagnetic Phenomena Affecting Semisolid Induction Heating
- Challenges in Mathematical Modeling of Induction Heating for Semisolid Processing
- Design and Operation of Commercial Induction Heating Systems for Semisolid Slugs
- Frequency Selection and Process Control Considerations
- Practical Recipes for Induction Heating of Semisolid Slugs
- Summary Checklist: Induction Heating for Semisolid Processing
- FAQ about Induction Heating for Semisolid Metal Processing
Key Takeaways
Semisolid Temperature Window: Aluminum alloys require heating to 575°C–595°C with ±3°C to ±4°C uniformity for consistent 50% liquid fraction and high-quality castings.
Billet Geometry Matters: Maintain slug length-to-diameter ratios between 1:2 and 1:3 to prevent segregation and ensure uniform heating throughout the workpiece.
Multistage Heating Is Essential: Combine rapid power-coil heating with soaking in holding coils to homogenize temperature and microstructure before casting.
Frequency Around 1 kHz: Low-kHz induction frequencies balance penetration depth and minimize Lorentz forces that cause billet distortion and the "elephant foot" effect.
Fundamentals of Semisolid Metal Processing and Induction Heating
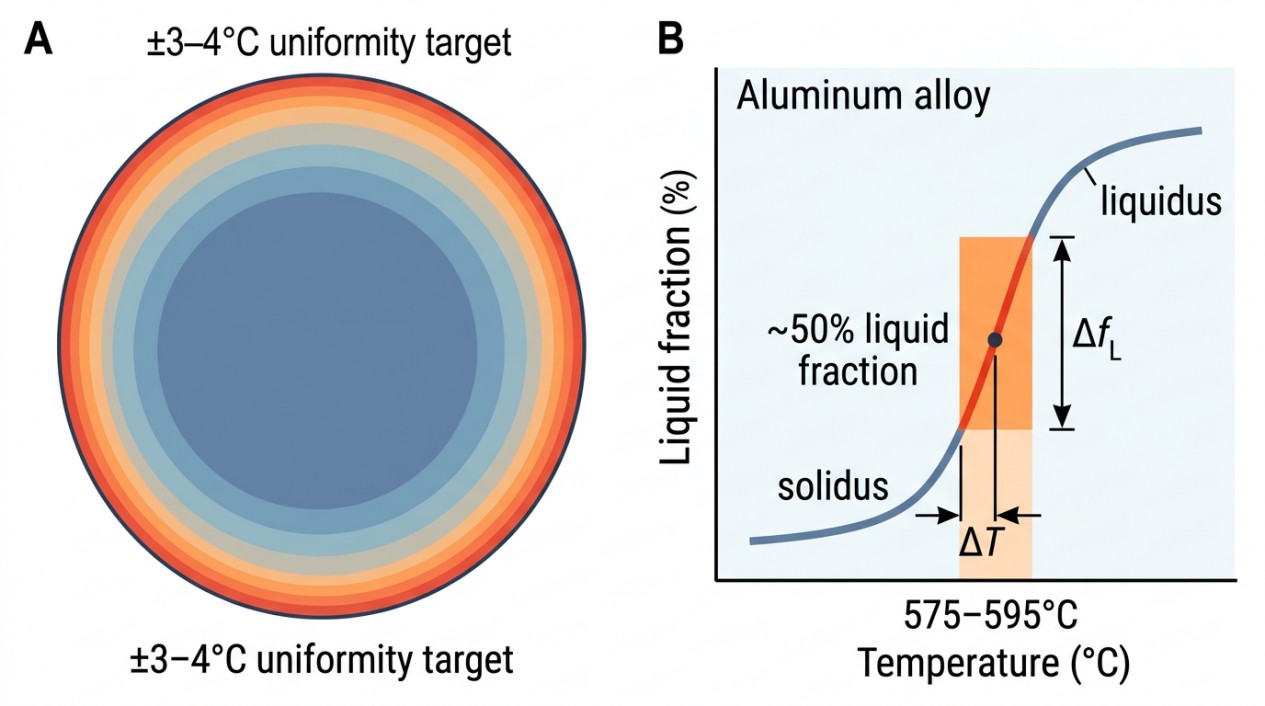
Semisolid metal processing involves heating metal billets or slugs to a temperature range where the alloy exists partially as solid and partially as liquid, typically around 50% liquid fraction for aluminum alloys such as 356 and 357. This state imparts unique rheological properties, including increased viscosity and predominantly laminar flow during casting, which enhances product integrity by reducing porosity and defects.
The critical challenge in SSM processing is achieving a uniform temperature distribution throughout the billet or slug to maintain a consistent liquid fraction. Even minor temperature gradients can cause significant variations in liquid fraction, adversely affecting flow behavior and casting quality. For aluminum alloys, the target temperature range is generally between 575°C and 595°C, with temperature uniformity maintained within ±3°C to ±4°C.
The geometry of the billet or slug also influences semisolid processing success. Optimal length-to-diameter ratios range from 1:2 to 1:3. Ratios exceeding this, such as 1:6, can lead to segregation issues and uneven heating.
Induction heating is uniquely suited for this application due to its rapid, controllable, and localized heating capabilities. The electromagnetic field induces eddy currents within the billet, generating heat volumetrically and allowing precise control over temperature profiles.
Coil Arrangements and Their Impact on Heating Uniformity
Two primary coil configurations are employed for induction heating of semisolid billets and slugs: vertical and horizontal arrangements.
Vertical Coil Arrangement
In the vertical configuration, billets are positioned upright on ceramic pedestals within the coil. This setup is compact and cost-effective, making it suitable for high-throughput operations. The coils are lowered around the billets, and power is applied to heat the slugs to the semisolid temperature. Once heated, the billets are transferred to casting machines for immediate forming.
This arrangement benefits from a smaller footprint and simpler mechanical design but requires careful management of electromagnetic forces and temperature uniformity to prevent shape distortion.
Horizontal Coil Arrangement
The horizontal coil setup resembles conventional billet heaters, where slugs are placed horizontally within the coil bore. To facilitate handling, specially designed carriers or "boats" transport the slugs through the coil. This arrangement allows for easier integration with horizontal casting machines and can accommodate larger billets.
While offering flexibility, horizontal coils may require more complex mechanical systems and careful design to minimize electromagnetic end effects and maintain uniform heating.
Electromagnetic Phenomena Affecting Semisolid Induction Heating
Induction heating of semisolid billets involves complex electromagnetic interactions that influence heating uniformity and billet integrity. Key phenomena include:
Electromagnetic End Effects
At the coil ends, the electromagnetic field distribution changes, leading to non-uniform heating known as end effects. These effects can cause localized overheating, resulting in excessive liquid fraction and potential dripping of molten metal. Proper coil design and power distribution are essential to mitigate these effects.
Lorentz Forces and Slug Distortion
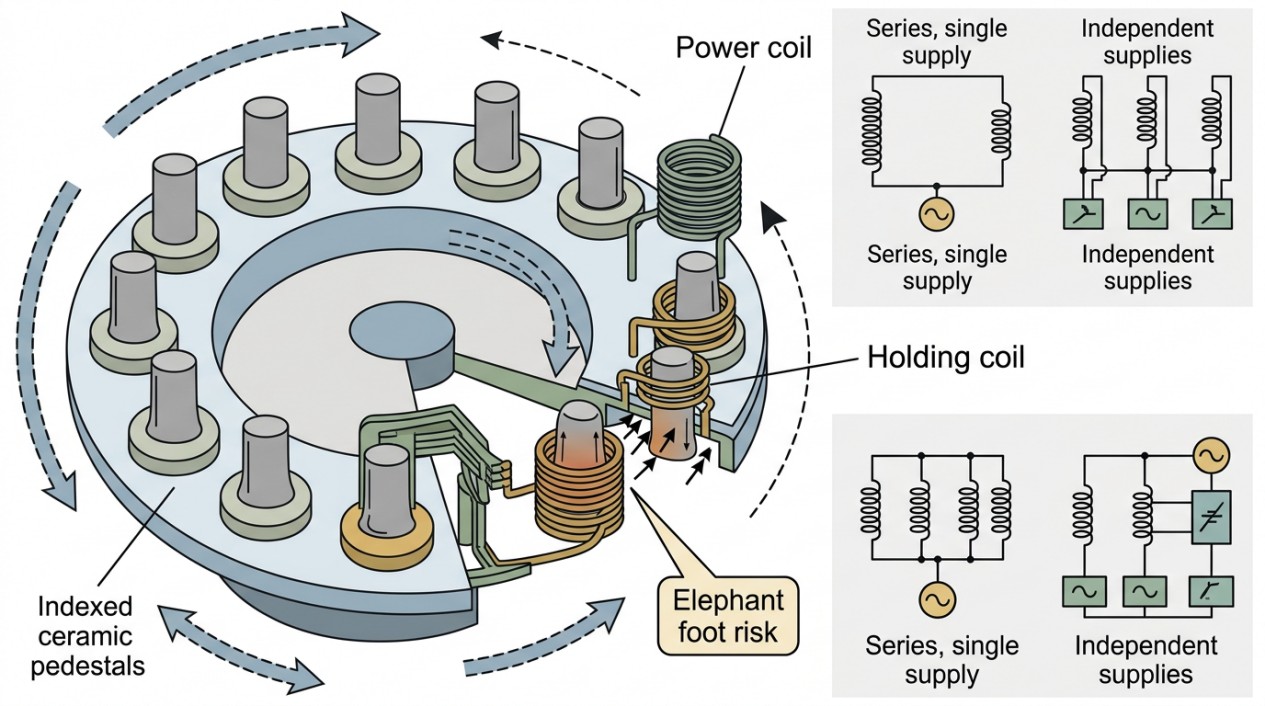
The interaction of induced currents and magnetic fields generates Lorentz forces within the billet. These forces have radial and axial components and can cause billet deformation such as tilting or the "elephant foot" effect, where the billet base expands outward. Excessive forces can lead to shape distortion, surface erosion, and uneven heating.
Surface Erosion and Shape Changes
During heating, surface erosion may occur, particularly at the billet top, altering the geometry and electromagnetic coupling. These changes affect the eddy current paths and local heating rates, complicating temperature control.
Challenges in Mathematical Modeling of Induction Heating for Semisolid Processing
Accurate simulation of induction heating in semisolid billets is critical for system design and process optimization but presents significant challenges:
Complex Coupling of Physical Phenomena
Modeling must integrate electromagnetic fields, heat transfer, phase transformations, and fluid flow within the billet. The dynamic shape changes during heating, such as tilting and surface erosion, alter electromagnetic coupling and heat distribution, requiring advanced multiphysics simulations.
Variable Material Properties
Electrical resistivity, thermal conductivity, and specific heat capacity vary with temperature and phase fraction. Reliable data for semisolid alloys, especially during spheroidization stages, are scarce and often uncertain, limiting model accuracy.
Geometry Variations During Heating
The "elephant foot" effect and billet tilting change the coil-to-billet air gap non-uniformly along the billet length, affecting electromagnetic coupling. Simplified assumptions of cylindrical geometry lead to inaccuracies in predicted power density and temperature profiles.
Limitations of Commercial Software
Most available electromagnetic-thermal simulation tools do not fully account for the coupled phenomena or dynamic geometry changes inherent in semisolid induction heating. Consequently, simulation results should be treated as approximate guides rather than precise predictions.
Design and Operation of Commercial Induction Heating Systems for Semisolid Slugs
Industrial induction heating systems for semisolid processing are designed to meet stringent requirements for temperature uniformity, throughput, and process control.
Carousel-Style Vertical Induction Heaters
A common design features a carousel with multiple ceramic pedestals and induction coils arranged vertically. Slugs are loaded cold onto pedestals and indexed through a series of coils. Coils are lowered around the slugs, powered for a preset duration, then raised as the carousel indexes to the next position. This staged heating approach allows rapid heating followed by soaking to homogenize temperature and microstructure.
Typical systems use power supplies in the range of 350 kW at approximately 1 kHz frequency, suitable for slugs up to 5 kg. Heating times vary by slug diameter, with recommended durations around 9 minutes for 76 mm (3 in.) slugs, 12 minutes for 90 mm (3.5 in.), and 16 minutes for 100 mm (4 in.) slugs.
Coil Design and Power Supply Configurations
Two main approaches exist for powering multiple coils:
-
Design
All coils are connected in series and powered by one source. Different coil designs (power coils with more turns for rapid heating and holding coils with fewer turns for soaking) optimize the heating cycle.
-
Advantage
Reduces capital cost and simplifies control.
-
Limitation
Offers less flexibility in tailoring individual coil power profiles.
-
Design
Each coil is powered independently, allowing tailored power profiles and extended holding times if casting equipment experiences downtime.
-
Advantage
Enhances process control and flexibility.
-
Limitation
Increases capital investment and may complicate electromagnetic end effect management.
Automation and Maintenance Features
Automated pedestal cleaning systems remove residual debris such as drips or fragments knocked off during heating or handling. Maintaining clean pedestals ensures proper billet positioning and consistent heating cycles, critical for fully automated casting cells.
Frequency Selection and Process Control Considerations
Selecting the appropriate induction frequency is vital for controlling heating depth, temperature uniformity, and electromagnetic forces.
Frequency Impact on Heating Profile
Higher frequencies concentrate heating near the billet surface, while lower frequencies allow deeper penetration. Semisolid processing requires balancing these effects to achieve uniform temperature and liquid fraction distribution.
Minimizing Lorentz Forces
Excessive electromagnetic forces can distort billets and cause metal loss. Frequency and coil design must minimize axial forces that push molten metal out of the slug.
Process Monitoring
Real-time temperature measurement and feedback control are essential to maintain target semisolid conditions and compensate for variations in billet size, composition, or coil wear.
Practical Recipes for Induction Heating of Semisolid Slugs
Effective induction heating recipes for semisolid processing combine coil design, power input, heating time, and billet geometry to achieve consistent results.
| Parameter | Recommendation |
|---|---|
| Slug Geometry | Length-to-diameter ratios between 1:2 and 1:3 to minimize segregation and ensure uniform heating |
| Heating Sequence | Multistage cycle with initial rapid heating to solidus temperature followed by soaking to homogenize temperature and microstructure |
| Power Distribution | Coils with varying turns and power levels to manage electromagnetic end effects and maintain temperature uniformity along the slug length |
| Frequency Selection | Low kHz range (around 1 kHz) to balance penetration depth and minimize Lorentz forces |
| Heating Duration | 9 to 16 minutes for 3 to 4-inch diameters, adjusted based on slug diameter |
| Handling and Transfer | Ceramic pedestals or boats to support slugs during heating and transfer, minimizing mechanical deformation and contamination |
Summary Checklist: Induction Heating for Semisolid Processing
- Maintain billet/slug length-to-diameter ratios between 1:2 and 1:3 to prevent segregation and ensure uniform heating.
- Target semisolid temperature range of 575°C to 595°C with ±3°C to ±4°C uniformity for aluminum alloys.
- Employ vertical or horizontal coil arrangements based on plant layout, throughput, and integration requirements.
- Design coils and power supplies to manage electromagnetic end effects and minimize Lorentz forces causing billet distortion.
- Use multistage heating cycles with power coils for rapid heating and holding coils for soaking and homogenization.
- Select induction frequencies around 1 kHz to optimize heating depth and reduce electromagnetic forces.
- Incorporate automated pedestal cleaning to maintain consistent billet positioning and prevent debris accumulation.
- Recognize limitations of current mathematical models; use simulations as approximate guides and validate with experimental data.
- Implement real-time temperature monitoring and feedback control for precise process regulation.
- Consider capital cost versus process flexibility when choosing between single power supply and multiple independent power supplies for coil arrays.
Conclusion: Induction Heating for Semisolid Metal Processing
Induction heating for semisolid metal processing is a sophisticated interplay of electromagnetic, thermal, and metallurgical phenomena. Mastery of coil design, power management, and process control enables the production of high-quality semisolid billets and slugs, unlocking the benefits of semisolid casting in industrial applications.
FAQ about Induction Heating for Semisolid Metal Processing
Q: What temperature range is needed for semisolid processing of aluminum alloys, and why is uniformity so critical?
Aluminum alloys like 356 and 357 require heating to 575°C–595°C to achieve approximately 50% liquid fraction. Temperature uniformity within ±3°C to ±4°C is essential because even minor temperature gradients cause significant variations in liquid fraction, which directly affects flow behavior and can compromise casting quality by introducing porosity and defects.
Q: What causes the "elephant foot" effect during induction heating of billets?
The "elephant foot" effect—where the billet base expands outward—results from Lorentz forces generated by the interaction between induced eddy currents and magnetic fields within the billet. These electromagnetic forces have radial and axial components that can deform the billet shape, particularly at the base. Proper frequency selection (around 1 kHz) and coil design help minimize these forces.
Q: What is the recommended length-to-diameter ratio for semisolid slugs, and what happens if this ratio is exceeded?
The optimal length-to-diameter ratio is between 1:2 and 1:3. Ratios exceeding this range (such as 1:6) lead to segregation issues and uneven heating throughout the slug, compromising the uniformity of the semisolid state and negatively affecting the final casting quality.
Keep Learning
How Transparent Graphene Heaters Clear Fogged Glass
Key Takeaways Atom-thin transparency: A single graphene layer transmits about 97.7% of visible light, while five stacked layers still pass roughly 87.3%, making the heater nearly invisible on glass or plastic. Fast, controllable heating: A monolayer device reaches its target temperature with a thermal time constant of only about 6–7 seconds, and input power can be adjusted to hold temperatures from 38 °C up to around 80 °C. Efficiency advantage: Graphene heaters achieved higher temperatures at the sam......
Process Control, Monitoring, and Quality Assurance in Induction Heating: Reducing Risk Without Cutting Every Part
Key Takeaways Separate control from monitoring: A control system executes the recipe; a monitoring system independently verifies what actually happened. Independence turns logs into evidence. Monitor intermediate variables: You can't measure fatigue strength inline, but you can measure delivered kW, frequency stability, position, and quench variables—then compare each cycle to a validated "good envelope." Signature monitoring beats single thresholds: Time-series signatures capture ramps, holds, and tr......
Cooling Induction Power Supplies: Designing the Thermal System That Protects Your Electrical System
Key Takeaways Cooling is a first-class subsystem: Many "electrical" failures in induction lines are actually thermal problems—drifting water temperature, clogged filters, or unbalanced branch flow. Measure at the branch, not the header: A healthy header can mask a starved branch. Branch flow to the highest-loss modules is the single most useful cooling measurement. Trend cooling like a process variable: Baseline flow, temperature, and filter pressure drop during commissioning, then trend them to turn ......
Independent Frequency and Power Control in Induction Inverters: Turning Frequency Back Into a Process Variable
Key Takeaways Frequency as a process variable: Independent frequency and power control decouples resonance supervision from kW regulation, letting engineers set frequency based on process physics rather than control mechanics. Measurable validation: Prove independent control with three commissioning tests—fixed-frequency power steps, fixed-kW frequency sweeps, and coupling variation stability. Production consistency: Stable frequency improves recipe portability, reduces hidden process changes, and mak......
Simultaneous Dual-Frequency Induction Heating: When One Frequency Forces the Wrong Compromise
Key Takeaways One frequency, one compromise: When geometry demands both deep bulk heating and controlled surface gradients simultaneously, a single frequency forces an unacceptable trade-off—dual-frequency widens the process window. Give each channel a role: Assign the lower frequency to bulk penetration and the higher frequency to surface shaping. Structured recipe development follows naturally from this separation. Validate with metrics, not opinions: Dual-frequency is justified only when controlled......
Power Supplies by Application Family: Joining, Mass Heating, and Strip Processing
Key Takeaways Joining operations (brazing, soldering, bonding) demand higher frequencies and matching flexibility to handle variable coil coupling and precision surface heating. Mass heating lines (billets, bars, slabs) prioritize continuous duty, efficiency, and ruggedness at high power levels with multi-coil zone control. Strip processing requires architectures that separate control electronics from high-frequency inverter modules to cope with harsh installation environments. Specifying only kW and ......