
Precision and Power: Navigating the Evolution and Design of Modern Induction Heating Systems
8 min
- The Physics of Selective Heating
- Visualizing Current Distribution
- The Technological Shift: From Mechanical to Solid-State Power
- The Complexity of Modern Design
- Audience and Use Cases
- Summary and Future Directions
- FAQ
Induction heating (IH) stands as one of the most transformative technologies in modern metallurgy and manufacturing. At its core, it is a method of heating electrically conductive materials—typically metals—by utilizing the power of electromagnetic induction. Unlike traditional heating methods such as furnace heating or flame hardening, which rely on convection or radiation to transfer heat from an external source to the workpiece, induction heating generates heat directly within the material itself. This fundamental difference enables a level of precision, speed, and control that is virtually unmatched in the industrial world.
The Physics of Selective Heating
The defining characteristic of induction heating is its ability to be selective. Engineers can precisely target specific regions of a part—such as the teeth of a gear or the journal of a crankshaft—for heat treatment while leaving the rest of the component relatively unaffected. This selectivity is not merely a convenience; it is a critical metallurgical requirement for many high-performance components. To achieve this, designers must master the relationship between three primary physical variables: electrical resistivity, magnetic permeability, and frequency.
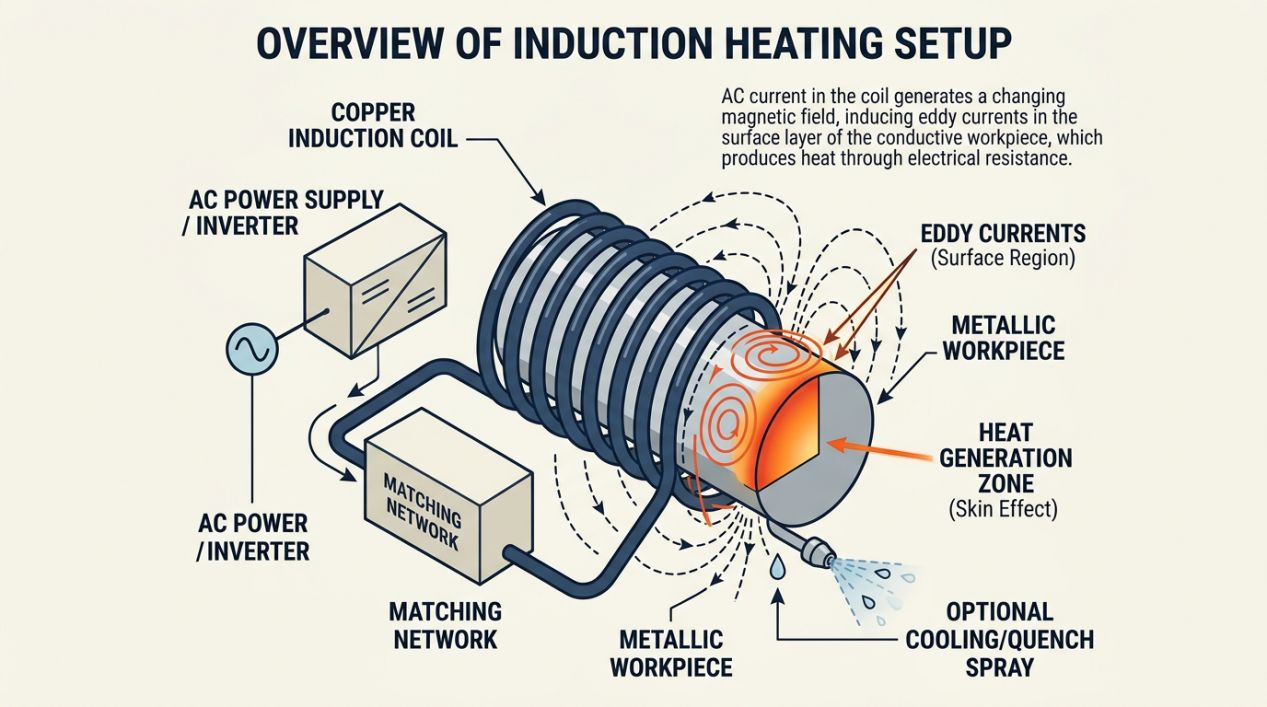
The selective nature of the process is governed by the skin effect, a phenomenon where alternating current (AC) tends to flow primarily on the outer surface of a conductor. The depth at which this current flows is known as the penetration depth. By adjusting the frequency of the AC power supply, engineers can control exactly how deep the induced currents—and therefore the heat—penetrate into the metal.
- Electrical Resistivity: This property determines the material's inherent resistance to the flow of eddy currents. As a material heats up, its resistivity typically increases (often by 4 to 6 times for steel), which in turn increases the penetration depth.
- Magnetic Permeability: This indicates how easily a material can conduct magnetic flux. Magnetic materials like steel have high permeability at room temperature, which keeps the current concentrated in a very thin surface layer. However, once the material reaches its Curie temperature, it becomes non-magnetic, and the penetration depth increases dramatically.
- Frequency: This is the primary tool for the designer. High frequencies result in shallow penetration (ideal for surface hardening), while lower frequencies allow for deeper heating (necessary for through-hardening or mass heating of large billets).
Visualizing Current Distribution
Understanding the distribution of current is essential for optimizing any induction process. As frequencies increase, the current density becomes more concentrated at the surface, a concept illustrated in the following diagram.
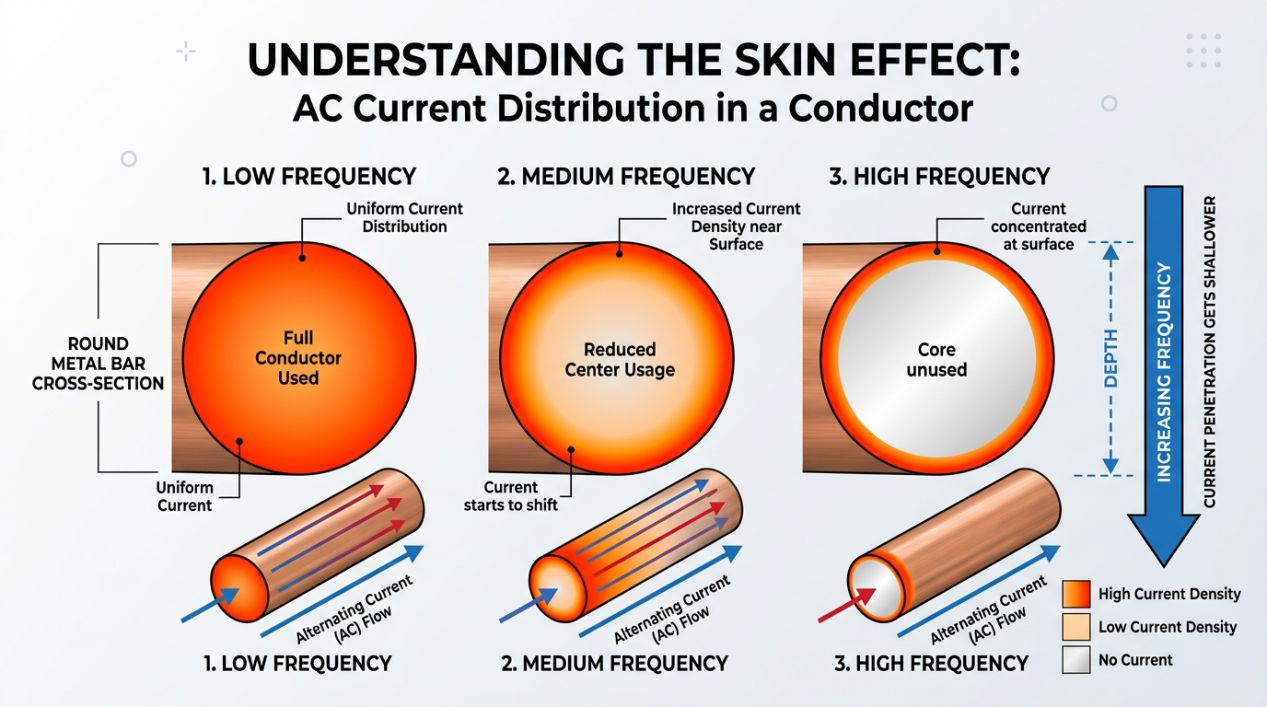
This extreme concentration of energy—where approximately 86% of the total power is dissipated within a single skin depth—is what allows induction to perform metallurgical feats that are impossible with other methods. For instance, surface hardening a crankshaft journal to improve wear resistance while maintaining a ductile, fracture-resistant core requires this precise control over penetration depth.
The Technological Shift: From Mechanical to Solid-State Power
The history of induction heating equipment is marked by a major technological pivot that occurred in the late 1960s. For decades prior, the primary source of high-frequency power was the motor generator. These were large, rotating mechanical devices that converted standard utility power into the frequencies needed for induction. While reliable for their time, they were inherently limited by their mechanical nature.
The development of high-current, high-voltage semiconductors revolutionized the field, leading to the rapid adoption of solid-state power supplies. This shift was driven by three critical industrial requirements:
-
Improved Process Efficiency: Solid-state systems eliminated the mechanical friction and significant electrical losses associated with large rotating machinery. This transition drastically reduced energy consumption and operational costs.
-
Lower Total Cost: While the initial investment in semiconductors was significant, the long-term costs of maintenance and manufacturing became much lower than those of complex mechanical generators that required constant lubrication and mechanical oversight.
-
Noise Reduction: Motor generators were notoriously loud, often requiring separate soundproofed rooms. The relatively quiet operation of solid-state cabinets vastly improved the safety and comfort of the factory floor environment.
The Complexity of Modern Design
In previous eras, induction system design often relied on "engineering intuition," basic electromagnetic formulas, and a trial-and-error approach. Today, that is no longer sufficient. Modern industry demands stringent levels of process precision, metallurgical quality, and energy efficiency that were unimaginable even 15 years ago.
Designing a successful induction system is now a multi-domain challenge. A change in one variable—such as the shape of a coil or the quenching rate—can have cascading effects on the final metallurgy, the electrical circuit stability, or the efficiency of the power supply. Modern designers must account for:
- Interrelated Physical Phenomena: The tight coupling between electromagnetic fields, thermal dynamics, and metallurgical transformations.
- Geometrical Intricacies: Managing the "Ring Effect" in curved coils, "Proximity Effects" between the coil and part, and the impact of holes, splines, or fillets on the workpiece.
- Advanced Simulation Needs: The necessity for sophisticated software to model the entire heating and cooling cycle, including phase transformations and residual stress formation.
Audience and Use Cases
The knowledge required to master induction heating is valuable to a wide range of professionals. Understanding the "nuts and bolts" of the technology is essential for those who make decisions at every level of the manufacturing process:
|
Professional Role |
Primary Value of Induction Knowledge |
|---|---|
|
Engineers & Designers |
To integrate induction systems effectively and leverage simulation tools while avoiding common modeling pitfalls. |
|
Metallurgists |
To predict microstructure changes during rapid heating and design cooling strategies that prevent cracking or distortion. |
|
Practitioners |
To troubleshoot floor equipment, optimize coil performance, and maintain process consistency. |
|
Managers & Purchasing |
To understand the complexity of the equipment and justify investments in high-quality, energy-efficient systems. |
|
Students & Scientists |
To bridge the gap between abstract electromagnetic theory and the practical realities of industrial heat treatment. |
Summary and Future Directions
The evolution of induction heating has transformed it from a manual craft into a high-precision science. At its core, the ability to selectively heat materials remains the technology's greatest lever. By mastering the interplay between frequency, electrical resistivity, and magnetic permeability, engineers can precisely control the heat distribution within a workpiece. This selective nature, governed by the skin effect, allows for localized metallurgical transformations that provide superior performance while maintaining the structural integrity of the component's core.
The historic shift from mechanical motor generators to solid-state power supplies revolutionized the industrial landscape. This transition was not merely a change in hardware but a move toward significantly higher process efficiency, lower long-term operational costs, and a substantial reduction in noise on the factory floor. Modern power electronics now provide the stability and control required to meet the stringent quality demands of contemporary manufacturing, enabling consistent results across millions of parts.
As we look forward, the design of induction systems continues to evolve into a multi-physics challenge. Successful implementation now requires deep multi-domain thinking that accounts for the tight coupling between electromagnetic fields, thermal dynamics, and metallurgy. The adoption of sophisticated simulation tools has become essential, allowing designers to model complex scenarios and avoid costly trial-and-error. By bridging the gap between theoretical physics and practical industrial application, modern induction heating stands as a cornerstone of efficient, data-driven manufacturing.

FAQ
Q: What makes induction heating different from traditional heating methods?
Induction heating generates heat directly within the material itself through electromagnetic induction, rather than transferring heat from an external source. This allows for precise targeting of specific regions—like gear teeth or crankshaft journals—while leaving other areas unaffected. The process is controlled by adjusting frequency, which determines how deeply the heat penetrates into the metal.
Q: Why did the industry shift from motor generators to solid-state power supplies?
The transition in the late 1960s was driven by three key advantages: improved energy efficiency by eliminating mechanical friction and electrical losses, significantly lower long-term maintenance and operational costs, and much quieter operation that improved factory floor conditions. Solid-state systems provide the stability and control needed for modern manufacturing quality standards.
Q: What factors do engineers need to control for selective heating?
Engineers manipulate three primary variables: electrical resistivity (the material's resistance to current flow), magnetic permeability (how easily the material conducts magnetic flux), and frequency (the main control tool). High frequencies create shallow penetration ideal for surface hardening, while lower frequencies enable deeper heating for through-hardening or heating large components. This interplay, governed by the skin effect, allows precise control over where heat is generated.
Keep Learning
Simultaneous Dual-Frequency Induction Heating: When One Frequency Forces the Wrong Compromise
Key Takeaways One frequency, one compromise: When geometry demands both deep bulk heating and controlled surface gradients simultaneously, a single frequency forces an unacceptable trade-off—dual-frequency widens the process window. Give each channel a role: Assign the lower frequency to bulk penetration and the higher frequency to surface shaping. Structured recipe development follows naturally from this separation. Validate with metrics, not opinions: Dual-frequency is justified only when controlled......
Power Supplies by Application Family: Joining, Mass Heating, and Strip Processing
Key Takeaways Joining operations (brazing, soldering, bonding) demand higher frequencies and matching flexibility to handle variable coil coupling and precision surface heating. Mass heating lines (billets, bars, slabs) prioritize continuous duty, efficiency, and ruggedness at high power levels with multi-coil zone control. Strip processing requires architectures that separate control electronics from high-frequency inverter modules to cope with harsh installation environments. Specifying only kW and ......
Simultaneous Dual-Frequency Induction Power: When One Frequency Forces the Wrong Compromise
Key Takeaways Dual-frequency is justified by robustness, not complexity: It should only be adopted when a single frequency forces an unacceptable compromise between surface and bulk heating requirements. Give each frequency a defined role: Assign the lower frequency to bulk heating/penetration and the higher frequency to surface shaping—then develop recipes one variable at a time. The combining network is the engineering center of gravity: Frequency-selective coupling paths, thermal rating for worst-c......
Applying Induction Power Supplies in the Real World: Constraints That Decide Uptime and Quality
Key Takeaways Application constraints dominate real-world performance: Two induction systems with identical kW ratings can behave very differently depending on cable length, cooling water temperature, dust levels, and fixture repeatability. Design for drift, not for perfect day one: Coils deform, filters clog, sensors drift, and connectors loosen under thermal cycling. Baseline monitoring during commissioning is essential. Mechanical repeatability often beats control complexity: Improving fixturing an......
Medium- and High-Frequency Transformers in Induction Systems: Design Drivers Engineers Should Actually Care About
Key Takeaways Not Passive: Transformers set the electrical operating point for the entire induction station—coil voltage, current, capacitor stress, and inverter margin all depend on transformer choice. Frequency Effects: At higher frequencies, winding losses and stray capacitance dominate; a transformer that looks fine on turns ratio can fail a duty-cycle test if loss distribution is wrong. Placement Matters: Moving the transformer and capacitor bank closer to the coil reduces high-frequency loop len......
Load Matching in Induction Heating: Designing for Stability, Efficiency, and Real-World Variation
Key Takeaways Dynamic Load: Induction heating loads are not fixed—coupling, material properties, and temperature all shift impedance during operation, making matching a continuous design challenge. Q Factor Matters: High-Q loads can produce large circulating currents and capacitor stress even at modest delivered kW; design for the worst-case kVA, not just power. Discrete Ranges Win: Transformer taps and capacitor steps that cover discrete matching ranges outperform a single broad-range configuration f......