
How to Choose the Right Prepreg Material for Reliable Multilayer PCB
11 min
- The Critical Role of Prepreg Material in PCB Manufacturing
- Common Types of Prepreg Materials and Their Properties
- Key Factors to Consider When Selecting Prepreg
- Manufacturing Processes That Rely on Prepreg
- JLCPCB's Expertise in Prepreg Material Selection and Fabrication
- FAQ
Have you ever wondered what makes all those copper layers stick to a cross-section of a multilayer PCB? Prepreg material is the answer, and it is of much more importance than most engineers think it is. Choose the prepreg selection wrong, and you are predetermined to delamination, impedance drift, and long-term reliability problems. Prepreg is not only glue. It is a designed composite that determines your dielectric separation, dictates your impedance, affects signal loss, and determines your board behavior under thermal stress.

With designs moving to an increased number of layers and increased signal speed, the prepreg you select is one of the most significant material choices in the entire design process. Here, we will discuss the nature of prepreg material, discuss the common types and their properties, go through the major considerations in the selection process, and discuss the manufacturing processes that rely on the appropriate performance of prepreg material.
The Critical Role of Prepreg Material in PCB Manufacturing
What Prepreg Material Is and How It Works
But what is prepreg material? Prepreg is a short term, pre-impregnated, which means the woven fiberglass cloth that has been impregnated with a partially cured thermoset resin. Resin is progressed to a semi-cured form called B-stage, which is hard at room temperature but will melt when heated. After being completely cured under pressure and heat, it becomes C-stage, becoming a permanent bond that is rigid. With a multilayer PCB, the inner copper layers have already been bonded to a completely cured laminate (the core, C-stage material).
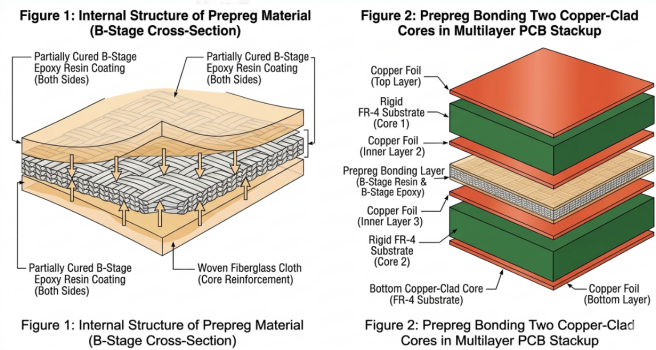
These cores are then pressed together using prepreg sheets at temperatures of 170-190 degrees Celsius, and pressures of 250-400 PSI. The B-stage resin melts, flows around the copper features, fills the gaps, and hardens to hold everything together. The bonding agent, as well as the dielectric insulator between copper layers, is the cured prepreg. The dielectric spacing is directly proportional to its thickness and affects trace impedance on the signal layers adjacent to it.
Why Prepreg Selection Directly Affects Board Reliability
The selection of an incorrect prepreg material when used in PCBs may result in disastrous field failures. When the glass transition temperature (Tg) is low, the board can delaminate when lead-free reflowing between 245 and 260 degrees Celsius. In case the resin content is low, the voids are created around the solid copper structures, which contain moisture and create points of failure.
IPC-4101 establishes qualification and performance requirements of base materials used in multilayer PCBs, such as prepreg. The basis of a reliable multilayer stackup is the choice of prepreg to fit your application with the right IPC-4101 slash sheet.
Common Types of Prepreg Materials and Their Properties
Not all prepreg materials are created equal. The choice between standard and advanced options depends on your application's thermal, electrical, and mechanical demands.
Standard FR4 Prepreg vs High-Tg and Low-Loss Variants
Normal FR4 prepreg involves woven E-glass material impregnated with epoxy resin. In the majority of consumer electronics and general-purpose designs, it provides a dependable performance at a cost-effective cost. Its Tg of 130-140 degrees Celsius, however, gives it a slim margin in lead-free reflow, and its dissipation factor (Df) of 0.017-0.025 gives it a high attenuation of signal at higher frequencies of above 1 GHz.
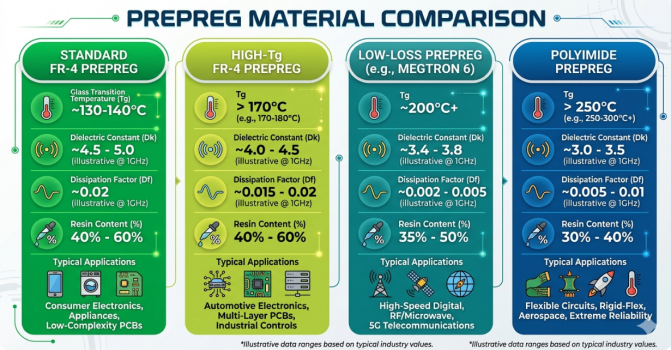
High-Tg FR4 prepreg uses modified resin systems to increase the Tg to 170 to 180 degrees Celsius. This gives a significantly greater thermal margin when assembling lead-free. Its electrical characteristics are the same as normal FR4, and therefore, the main reason why high-Tg prepreg is used is thermal strength. High-frequency applications are targeted by low-loss variants of prepreg. Other materials, such as Isola I-Speed (Dk 3.63, Df 0.0085) and Panasonic Megtron 6 (Dk 3.4, Df 0.002) have a huge drop in dielectric loss and are necessary in designs above 5 GHz.
| Property | Standard FR4 | High-Tg FR4 | Low-Loss (Mid-Tier) | Ultra-Low-Loss |
|---|---|---|---|---|
| Tg (degrees C) | 130 - 140 | 170 - 180 | 180 - 200 | 200+ |
| Dk (at 1 GHz) | 4.2 - 4.7 | 4.2 - 4.6 | 3.5 - 3.9 | 3.0 - 3.5 |
| Df (at 1 GHz) | 0.017 - 0.025 | 0.016 - 0.022 | 0.005 - 0.010 | 0.002 - 0.005 |
| Td (degrees C) | 300 - 310 | 320 - 340 | 340 - 360 | 360+ |
| Typical Use Case | General electronics | Lead-free assembly | 5 - 15 GHz designs | Above 15 GHz, mmWave |
| Relative Cost | 1x (baseline) | 1.2 - 1.5x | 2 - 4x | 5 - 10x |
Composite Prepreg Materials for Advanced Applications
In addition to epoxy-based systems, composite prepreg materials have special uses. Prepregs based on PTFE are used in RF and microwave circuits, prepregs made of polyimide can withstand sustained temperatures over 200 degrees Celsius, and hybrid constructions can use multiple resin systems in a single stackup. Rogers provides bondply materials such as RO4450F (Dk 3.52, Df 0.004) to bond Rogers laminate cores in multilayer high-frequency boards, preserving low-loss properties with the bonding layer.
Between FR4 and PTFE in terms of both cost and performance, cyanate ester and BT (bismaleimide-triazine) resin prepregs are commonly used in aerospace avionics and in IC substrate packages.
Key Factors to Consider When Selecting Prepreg
How do you narrow down the right prepreg for your specific design? The answer lies in matching a handful of critical parameters to your application requirements.
Tg, Resin Content, Flow, and Dielectric Performance
Four parameters dominate every prepreg selection decision:
1.Glass transition temperature (Tg): The temperature at which cured resin transitions from rigid to rubbery. Above Tg, Z-axis CTE increases dramatically, stressing vias. For lead-free assembly, a Tg of at least 170 degrees Celsius is strongly recommended.
2.Resin content (RC): Ranges from about 40 to 65 percent by weight. Higher resin content provides more flow for laminating over heavy copper (2 oz or more). Lower resin content produces thinner cured dielectric layers.
3.Resin flow: Describes how much resin moves during lamination. Insufficient flow leads to voids. Excessive flow causes resin starvation or squeeze-out at panel edges.
4.Dielectric constant (Dk) and dissipation factor (Df): Dk affects impedance and propagation speed. Df determines signal energy lost as heat. Both vary with frequency, temperature, and resin content.
Matching Prepreg to Layer Count and Application Needs
Each prepreg glass style produces a different nominal thickness and has a different resin content range. The most common styles are:
- 106 (1.9 mil nominal): Very thin, high resin content (65 to 75 percent). Used for thin dielectric layers and fine-pitch impedance control.
- 1080 (2.8 mil nominal): Thin with moderate resin content (60 to 68 percent). Versatile for many stackup configurations.
- 2116 (4.5 mil nominal): Medium thickness, moderate resin content (48 to 56 percent). Common for general-purpose multilayer lamination.
- 7628 (7.0 mil nominal): Thick with lower resin content (42 to 48 percent). Provides structural rigidity in thick boards.
A typical starting point is a single sheet of 2116 between the outer signal layer and ground plane, a single sheet of 2116 between the inner signal layer and ground plane, and a single sheet of 2116 between the outer signal layer and the inner signal layer. In the case of 6 and 8-layer boards, stacking is done to reach the desired thickness. The amount of 1080 that yields about 4.5 to 5.0 mils cured is two sheets, and the amount of 7628 that yields about 6.5 to 7.0 mils after pressing is one sheet.
Also, take into account the copper distribution on the neighboring layers. Patterns with high density demand greater resin flow. In case the resin content is not sufficient to achieve the copper density, the voids will be created. This should be reviewed by your fabricator CAM team, but having knowledge of these relationships will enable you to make better stackup decisions.
Manufacturing Processes That Rely on Prepreg
Prepreg performance is only as good as the manufacturing process that cures it. The lamination process is where prepreg transforms from a flexible sheet into the rigid dielectric backbone of your multilayer board.
Lamination, Pressure, and Temperature Control
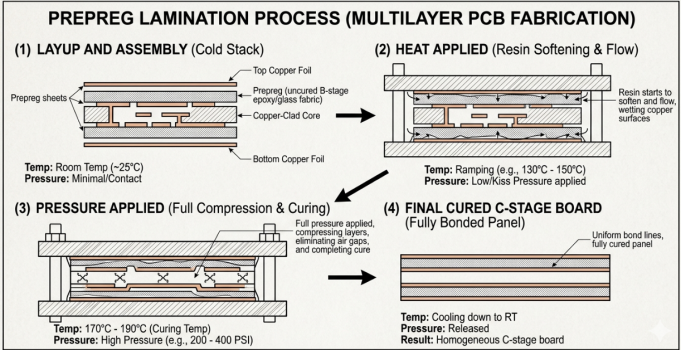
The lamination cycle follows a precisely controlled sequence:
1.Layup: Inner layer cores, prepreg sheets, and outer copper foils are stacked on a lamination fixture with registration pins ensuring accurate positioning.
2.Heat ramp: Temperature rises to the resin's minimum viscosity point, around 120 to 140 degrees Celsius, where the resin softens and begins to flow.
3.Full pressure application: At minimum viscosity, full pressure (250 to 400 PSI) forces resin into all gaps around copper features. Timing is critical to avoid trapping air.
4.Cure: Temperature rises to 170 to 190 degrees Celsius and holds for 60 to 90 minutes for full cross-linking.
5.Cool-down: The press cools under pressure at 2 to 4 degrees Celsius per minute to prevent warpage.
Ensuring Uniform Bonding and Void-Free Results
Balancing of copper is very important. When the coverage of copper in one area is 90 percent, and the coverage in the other is 10 percent, the prepreg compresses unevenly, producing dielectric thickness variation. Density is equalized by non-functional copper fill. IPC-2221 suggests that all layers should have a copper balance.
Void detection after lamination uses several methods:
- Cross-sectional microsectioning reveals voids, resin starvation, or delamination
- Electrical testing detects opens caused by void-related bonding failures
- Thermal stress testing per IPC-TM-650 2.6.8 subjects coupons to 288 degrees Celsius molten solder to verify the bond withstands thermal shock
Modern facilities monitor lamination parameters in real time for full process traceability.
JLCPCB's Expertise in Prepreg Material Selection and Fabrication
Wide Range of Certified Prepreg Options and Process Control
JLCPCB has a qualified inventory of prepreg materials, including standard FR4, high-Tg FR4, and specialty laminates, all of which are certified suppliers to the standards of IPC-4101. Each type of material and thickness of board is laminated using qualified press recipes.

As you post Gerber files and layer stackup, the engineering team will analyze the design to provide potential lamination problems such as inadequate resin content, impractical dielectric goals, uneven copper placement, and impedance mismatch. This feedback loop avoids expensive respins.
Consistent High-Yield Production from Prototype to Volume
JLCPCB uses the same specifications of material and process control whether you order 5 prototypes or 5,000 units of production. Standard multilayer boards have production times beginning at 1 to 2 days, with instant online quoting of your specific configuration.

To apply these principles in practice, JLCPCB's multilayer PCB fabrication service can help you get to production-quality boards with the correct prepreg materials chosen and processed to your application with just a stackup design.
FAQ
Q: What is prepreg material in PCB manufacturing?
Prepreg is short for pre-impregnated. It refers to woven fiberglass cloth saturated with partially cured (B-stage) thermoset resin. In multilayer PCBs, prepreg bonds inner layer cores together during lamination and forms the dielectric insulation between copper planes.
Q: What is the difference between prepreg and core?
A core is a fully cured (C-stage) laminate with copper bonded to one or both sides. Prepreg is a semi-cured (B-stage) material that flows and cures during lamination to bond cores together. After curing, prepreg becomes structurally identical to the core material.
Q: How does resin content affect prepreg performance?
Higher resin content provides more flow to fill gaps around copper features, reducing void risk. Lower resin content creates thinner dielectric layers but offers less gap-filling capability. Always match resin content to the copper density of adjacent layers.
Q: Why is Tg important when selecting prepreg?
TG defines where cured resin changes from rigid to rubbery. Above Tg, Z-axis CTE increases dramatically, stressing vias. For lead-free assembly with reflow peaks of 245 to 260 degrees Celsius, a Tg of at least 170 degrees Celsius is recommended.
Q:What are composite prepreg materials used for?
What are composite prepreg materials used for?
Keep Learning
How Beveled Edges Improve Reliability and Performance in Card Edge Connectors
Key Takeaways Beveled edges enable smooth insertion and protect gold fingers from wear in card edge connectors. Use 30° or 45° angles (45° is standard for most designs) with depth of 1/3 to 1/2 board thickness. They reduce insertion force, prevent plating damage, and improve long-term contact reliability. Proper beveling is critical for high-cycle applications like DDR modules and PCIe cards. Bevel edges came into my attention the first time a memory module that I designed scratched its own gold finge......
How to Prepare Perfect Gerber Files for Flawless PCB Production
Key Takeaways Use RS-274X format and consistent millimeter units for all files. Always include complete layers: Copper, Solder Mask, Silkscreen, Board Outline, and NC Drill. Check your Gerbers in a viewer before uploading to catch errors early. Follow DFM rules: proper annular rings, solder mask expansion, and trace spacing. Use clear file naming and detailed fabrication notes. After spending weeks working on the perfect board layout, the routing is clean, the DRC passes, and you hit “export.” Two day......
Technical Guidance: V-Cut Panelization Standards
For boards with regular rectangular shapes, V-cut (V-scoring) panelization is an efficient method. This process involves cutting V-shaped grooves of a specific depth on both sides of the panel along the board boundaries, leaving a thin web of material (typically about 1/3 of the board thickness) that allows easy manual separation after SMT assembly. After separation, minor thread-like fibers or rough edges may remain and can be lightly scraped off. Due to material expansion and cracking during depanel......
Technical Guidance: Character Design Specifications
To facilitate component assembly, future maintenance, and traceability of PCB manufacturing information (such as manufacturer, production date, batch number, etc.), various character markings are typically silk-screened onto the PCB. These include component designators, polarity marks, test point labels, company logos, and production traceability information. Traditional PCB character silk-screening uses the screen printing process, hence the term “silk-screen characters.” High-definition characters a......
Technical Guidance: Mouse Bite Panelization Guide
The conventional method of panelization uses V-grooves. However, for irregularly-shaped boards or special requirements (such as JLCPCB's economic SMT assembly), mouse bite panelization, which resembles postage stamps on an envelope, is required. PCBs panelized using this method are called "mouse bite panels" or "mouse bite connections". Mouse bite panelization can be referred to as "universal panelization." As long as there is a position to add mouse bites, boards of various shapes can be interconnect......
Smart PCB Array Design for Higher Yield and Lower Production Costs
Key Takeaways Smart PCB array design is a critical strategy for achieving higher manufacturing yield and significantly lower production costs. By optimizing panelization with proper board spacing, V-scoring, tab routing, and mouse bites, designers can dramatically improve material utilization by 20-30%, enhance production throughput, and simplify handling and depaneling while minimizing mechanical stress and defects. Effective use of fiducials and careful component clearance further ensures high-quali......