
現代電子製造の熱力学の核心:リフローはんだ付けプロセス
1 min
現代電子製造の熱力学の核心:リフローはんだ付けプロセス
電子機器が極めて小型化・高周波化する現代において、PCBはんだ付けプロセスの安定性は、最終製品の寿命と信頼性を直接決定します。表面実装技術SMTで最も重要な工程であるリフローはんだ付けは、単なる加熱・冷却ではなく、流体力学・冶金反応・精密熱制御が絡み合う複雑なエンジニアリングです。
一、はんだ付けの基盤:はんだペーストの科学
完璧なはんだ付けは、PCBはんだペーストの正しい塗布から始まります。はんだペーストは単一物質ではなく、チオキソトロピックフラックスに浮遊した球形合金粉末からなる非ニュートン流体です。
1. 合金成分と粒径:現代の無鉛プロセスではSAC305(スズ・銀・銅)合金が主流です。粒径(Type3~Type6)はステンシル開口寸法に依存し、01005や008004部品では印刷欠落を防ぐためType 5/6の微粉はんだペーストが必須です。
2. フラックスの多重役割:SMTリフロー中、フラックスは特定温度で活性化し、はんだ付け表面の酸化膜を除去し、溶融金属の表面張力を低下させ、冷却前の二次酸化を防ぎます。
3. 印刷品質(SPI):はんだ付け不良の60~70%(ブリッジや少はんだなど)は印刷段階に起因します。はんだペーストの粘度と印刷圧力を制御することで、後工程のリフロー成功の前提条件を整えます。
二、リフロー炉の構造と熱伝達メカニズム
高性能リフロー炉は高歩留まりを実現する物理的保証です。現代の装置は通常8~12の独立温区を備え、強制対流によりPCB表面へ均一に熱を伝えます。
- 強制対流技術:従来の赤外加熱と異なり、強制対流はシャドー効果(大型部品が小型部品の熱を遮る現象)を効果的に低減します。
- 窒素雰囲気の必要性:車載電子や航空宇宙など高信頼製品では炉内酸素濃度を500 ppm以下に制御します。窒素は濡れ性を高め、濡れ時間を短縮し、はんだ接合部のボイド率を削減します。
- 両面実装の課題:現代のPCBは両面実装が一般的です。2回目のリフロー時、下面の重量部品が重力で脱落する恐れがあり、表面張力と部品重量のバランスを精密に計算する必要があります。
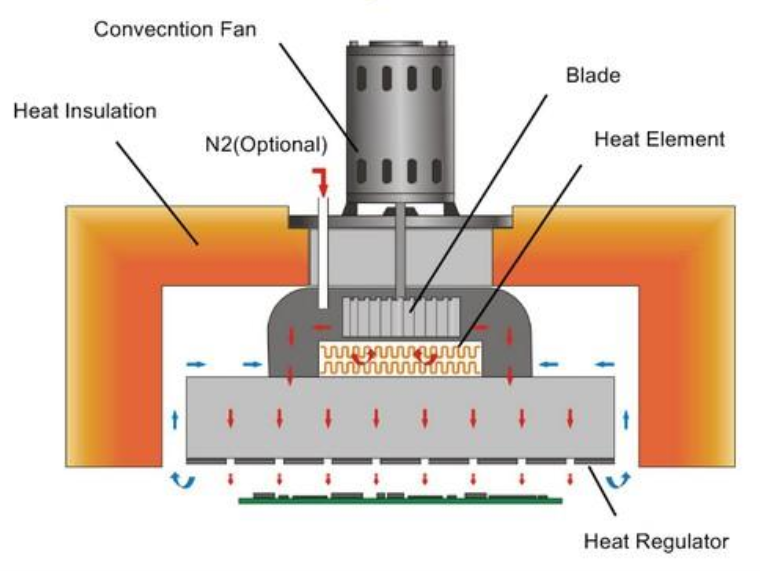
図1. リフロー炉構造概略図
三、コアプロセス制御:リフローはんだプロファイル
リフローはんだ付けの真髄は温度プロファイルを掌握することにあります。標準的な無鉛リフロープロファイルは通常4段階に分かれ、各段階ははんだ接合部形成に独自の物理的意味を持ちます。
1. 予熱区
温度は室温から約150 °Cに上昇し、昇温速度は通常1~3 °C/sに制御されます。
- 目的:PCBと部品を均一に加熱し、はんだペースト内の溶剤を一部蒸発させ、急激な昇温による熱衝撃やはんだ飛散を防ぎます。
2. 恒温浸漬区
温度は150 °C~180 °Cの間で60~120秒間保持されます。
- 目的:酸化膜除去に不可欠な工程です。フラックスの活性が十分に引き出され、大型インダクタと小型抵抗など熱容量の異なる実装部品すべてが熱平衡状態に達し、リフロー区移行時の温度差を効果的に低減します。
3. リフローはんだ区
これはプロファイルのピークで、温度は合金融点(SAC305では217 °C)を超え、ピーク温度は通常235 °C~250 °Cです。
- 目的:はんだペーストが完全に溶融し、ランドと部品リードを濡らします。この段階で複雑な化学反応が起こり金属間化合物が形成されます。金属間化合物の厚さは適切でなければならず、薄すぎるとはんだ付け強度が不足し、厚すぎるとはんだ接合部が脆化します。
4. 冷却区
-3~-4 °C/sの速度で冷却します。
- 目的:急速冷却によりはんだ接合部の結晶粒が微細化し、機械強度と疲労寿命が向上します。冷却が遅すぎると結晶粒が粗大化し、長期信頼性に悪影響を及ぼします。
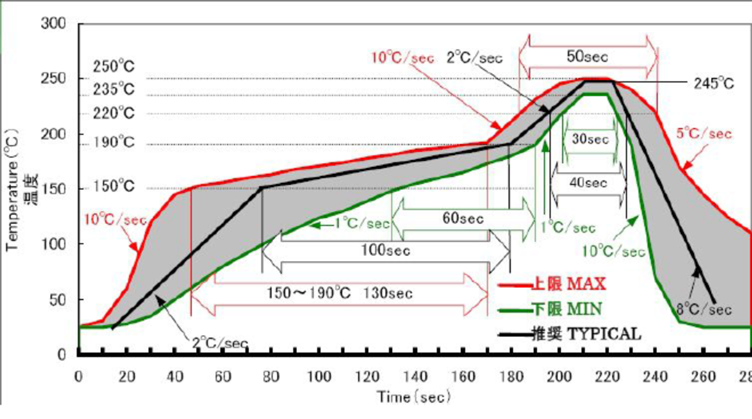
図2. 典型的なSAC305無鉛リフローはんだ付け温度プロファイル
四、選択指針:ウェーブはんだ付けvs. リフローはんだ付け
エンジニアはPCBはんだ付けプロセスを選定する際、通常ウェーブはんだ付けとリフローはんだ付けのどちらかを選択します:
| 評価軸 | リフローはんだ付け (Reflow) | ウェーブはんだ付け (Wave) |
| 主な用途 | SMT 部品(リードレスまたは短リード) | THT 挿入部品、下面接着部品 |
| 精密さ | 極めて高く、0.3 mmピッチに対応 | やや低く、ブリッジが発生しやすい |
| 自動化レベル | 完全自動化、統合度が高い | 人手介入や治具設計が必要 |
| 熱応力制御 | 精密で均一に分布 | 局所的な熱衝撃が大きい |
発展傾向:部品寸法の微細化に伴い、ピンホールリフロー技術が急速に普及しています。この技術はリード付き部品をリフロー工程で実装でき、生産工程を簡素化し、ウェーブ方法を置き換えつつあります。
五、よくあるはんだ付け不良と根本原因分析
最先端のSMTリフローラインでも不良は完全になくせません。物理的な根本原因を理解し続けることが継続的な最適化の鍵です:
1. 立ち上がり(マンハッタン現象):0201など超小型部品に多発します。原因は両端ランドの加熱不均一やはんだ溶融タイミングのずれにより、表面張力のバランスが崩れ部品が立ち上がることです。
2. ボイド:BGAやQFNの大型ランド下部に発生します。ボイドが多すぎると熱伝導能力と機械強度が低下します。対策として浸漬区時間の最適化や真空リフロー技術の採用が一般的です。
3. はんだボール:通常、予熱区の昇温が早すぎるか、はんだペーストが吸湿していることが原因です。
4. 冷はんだ:ピーク温度不足や液相時間が短すぎるため、金属間化合物が正常に形成されず、はんだ接合部はくすんで強度が極めて低くなります。
結論
リフローはんだ付けは電子製造における科学と経験の融合です。はんだペースト選定からリフロー炉温区の精密調整に至るまで、すべてのパラメータが最終品質に影響を与えます。研究開発エンジニアにとって、はんだ付けプロセスの冶金学的原理と熱力学的ロジックを深く理解することは、歩留まり向上にとどまらず、ハードウェアイノベーションを支える確固たるプロセス保証となります。
学び続ける
PCB ソルダーマスクの技術仕様と DFM 設計戦略
PCB ソルダーマスクの技術仕様と DFM 設計戦略 プリント基板(PCB)の製造プロセスにおいて、銅配線上に塗布されるポリマーコーティング(ソルダーレジスト)は極めて重要な役割を果たします。ソルダーレジストは、組立時にハンダブリッジが発生するのを防ぎ、環境湿度による酸化侵食から保護し、回路の電気絶縁性能を確保するといった複数の重要な機能を担っています。 ソルダーレジストは「ソルダーマスク」とも呼ばれます。部品の実装密度が高まるにつれ、ソルダーレジストの精度と安定性は重要な物理的制約要因へと発展し、最終的にはハードウェア機器の長期信頼性に影響を与えます。 一、物理・化学的特性:LPIインクの技術進化 ソルダーレジスト形成工程では通常、液状感光性(LPI)インクが用いられます。これは熱硬化と光重合特性を併せ持つ複合系で、エポキシ樹脂、光開始剤、顔料などで構成されています。 塗布と露光:LPIインクは基板全面に塗布され(通常スクリーン印刷またはカーテンコートで実現)、その後精密な紫外線(UV)露光処理が行われます。光が照射されなかった部分は現像液で除去され、ソルダーレジストに所望の開口構造が形成されま......
現代電子製造の熱力学の核心:リフローはんだ付けプロセス
現代電子製造の熱力学の核心:リフローはんだ付けプロセス 電子機器が極めて小型化・高周波化する現代において、PCBはんだ付けプロセスの安定性は、最終製品の寿命と信頼性を直接決定します。表面実装技術SMTで最も重要な工程であるリフローはんだ付けは、単なる加熱・冷却ではなく、流体力学・冶金反応・精密熱制御が絡み合う複雑なエンジニアリングです。 一、はんだ付けの基盤:はんだペーストの科学 完璧なはんだ付けは、PCBはんだペーストの正しい塗布から始まります。はんだペーストは単一物質ではなく、チオキソトロピックフラックスに浮遊した球形合金粉末からなる非ニュートン流体です。 1. 合金成分と粒径:現代の無鉛プロセスではSAC305(スズ・銀・銅)合金が主流です。粒径(Type3~Type6)はステンシル開口寸法に依存し、01005や008004部品では印刷欠落を防ぐためType 5/6の微粉はんだペーストが必須です。 2. フラックスの多重役割:SMTリフロー中、フラックスは特定温度で活性化し、はんだ付け表面の酸化膜を除去し、溶融金属の表面張力を低下させ、冷却前の二次酸化を防ぎます。 3. 印刷品質(SPI):......
PCBのゴールドフィンガー - なぜ重要なのか?
PCBのゴールドフィンガー - なぜ重要なのか? PCBゴールドフィンガーとは? PCBゴールドフィンガーは、プリント基板の金属接点、通常は基板の端部に配置されたものを指します。一般的に金または改良型金合金などの金属材料で作られています。パッドの表面が金メッキされ、導電性接点が指のように配置されているため、「ゴールドフィンガー」と呼ばれています。 金は酸化に対して極めて耐性が強く、HASLのような他のPCB表面処理と比較して優れた導電性を持っています。見た目が良いだけでなく、金メッキは美観目的だけのものではなく、コネクタ性能にとって重要な実用的な機能を果たします。 PCBゴールドフィンガーの製造プロセスでは、材料の選択が極めて重要です。PCB上でゴールドフィンガーを製造する際、適切な材料を選択することは本当に重要です。ゴールドフィンガーは通常、純金、金合金、または金メッキなどの一流の材料を使用して、電気が安定して確実に流れるようにします。また、腐食や摩耗に耐性のある材料を選択することも重要で、これによりゴールドフィンガーは長持ちします。 市場には2種類の金仕上げが存在します。 無電解ニッケル浸漬金......
PCB用HASLとENIG表面仕上げの比較
PCB用HASLとENIG表面仕上げの比較 プリント基板(PCB)の表面処理を適切に選択することは、性能、信頼性、耐久性を確保する上で重要です。最も一般的に使用される表面処理の2つは、ホットエアソルダーレベリング(HASL)と無電解ニッケル置換金(ENIG)です。これらの表面処理にはそれぞれ明確な長所と短所があり、異なる用途に適しています。この記事では、HASLとENIGを比較し、お客様のPCBプロジェクトに最適な表面処理を判断するお手伝いをします。 HASLとは何か? ホットエアソルダーレベリング(HASL)は、PCBを溶融したはんだ槽に浸し、次にホットエアナイフを使用して余分なはんだを除去し、銅パッド上に均一なコーティングを残す表面処理技術です。HASLは鉛入りはんだまたは鉛フリーはんで実施でき、後者はより環境に優しく、RoHS(有害物質使用制限)規格に準拠しています。 HASL表面処理 HASLの長所 1. コスト効率が高い:HASLは利用可能な中で最も経済的な表面処理の1つであり、コストを重視するプロジェクトで人気の選択肢となっています。 2. 良好なはんだ付け性:はんだコーティングは優れ......
PCB実装技術、方法、およびベストプラクティス
はじめに エレクトロニクス業界において、PCB実装は電子デバイスのアセンブリと機能に直接影響する基本的なプロセスです。PCB実装は、プリント基板(PCB)に電子部品を取り付けるために使用される方法を指し、デバイスの信頼性と性能を確保するために重要な側面となります。技術の進歩に伴い、PCB実装の技術も進化し、より効率的でコンパクトな設計が可能になりました。 PCB実装技術 PCB実装技術は、コンポーネントをPCBに確実に取り付けるために非常に重要です。2つの主要な方法は、表面実装技術(SMT)とスルーホール実装です。それぞれの方法には独自の利点と用途があります。 表面実装技術(SMT): 表面実装技術(SMT)は、PCB表面に部品を直接取り付ける、一般的なPCB実装技術です。SMTは、より小型で軽量なコンポーネントをサポートする能力で知られており、よりコンパクトで効率的な設計の実現に役立ちます。SMTの主な利点は以下の通りです: 1. 部品密度の向上: SMTは、PCB上の部品密度を高めることができ、より小さなフットプリントで最大限の機能を発揮します。これは、スペースが限られている現代の電子機器では......
フライングプローブテスト:現代の電子機器製造におけるPCB品質保証の変革
プリント回路基板(PCB)製造プロセスには、重要なテスト工程が含まれています。各ボードは、メーカーがセンターを離れる前に、電気的または回路上の問題を検出できるように、各ボードをテストする必要があります。PCBがこのテストに合格することで、PCBが確実に機能することがさらに保証されます。最も一般的なタイプのテスト方法には、インサーキットテスト(ICT)とフライングプローブテスト(FPT)があります。 6本の高精度プローブ(針)のうち4本は上部に、2本は下部にあり、プリント基板やアセンブリのコンポーネントピン(ファインピッチコンポーネントを含む)またはその他の接触点にプログラムで接触することで、これらの電気的テストを行うことができます。電気的テストの他に、フライングプローブテスターを使用した機能テストも可能で、JTAGインターフェースを介してプログラムを記録することができます。FPTは、固定装置やテストベッドを必要とせずにPCBアセンブリを検証する非常に正確で汎用性の高い技術であるPCBテストの一種であり、この記事では、PCBのフライングプローブテストの原理、プロセス、機能、およびアプリケーションの詳......