
How to Use Solder Flux When Soldering Through-Hole Components: Best Practices
5 min
- Step-by-Step: How to Use Solder Flux for Through-Hole Soldering
- Solder Flux Tips for Through-Hole Soldering
- Conclusion
Through-hole soldering is often done with flux-core solder, but relying on the core alone is rarely enough for consistent, high-quality joints. Oxidized leads, thick copper barrels, and large ground planes all demand better flux control to ensure proper wetting and full barrel fill.
This guide explains how to use solder flux for through-hole soldering in real-world conditions—from choosing liquid flux pens to handling difficult ground connections.
Before walking through the step-by-step process, we’ll first answer the most common practical questions technicians ask when soldering THT components.
Q1: Do I Need Extra Flux If Using Flux-Core Solder?
Technically, no - but practically, yes. While the flux inside the solder wire core is sufficient for clean, new components, it often isn't enough for oxidized vintage parts or thick power planes. Adding external flux ensures wetting starts before the solder melts, guaranteeing a better bond.
Q2: Liquid Pen or Gel Flux: Which is Best for Through-Hole?
Liquid Flux Pens are superior for THT. The low viscosity allows the flux to wick rapidly down the plated hole (capillary action), coating the entire barrel walls. Gel flux tends to sit on top and may not penetrate deep enough before activation.
Q3: How Does Flux Help with "Barrel Fill"?
IPC standards require vertical fill (solder visible on the top side of the board). Flux reduces surface tension inside the barrel, allowing the solder to climb up against gravity. Without extra flux, the solder may stop halfway up, leading to a weak mechanical connection.
Q4: Can Flux Help When Desoldering Through-Hole Parts?
Yes. Old solder joints are often heavily oxidized and do not transfer heat efficiently, making desoldering difficult. Applying fresh liquid flux to an old joint acts as a heat-transfer medium, helping the iron melt the solder faster and protecting the pad from lifting due to excessive thermal stress.
Q5: What If My Through-Hole Components Are Old and Oxidized?
If you are working with "New Old Stock" (NOS) or salvaged parts, standard flux-core solder may fail to wet the leads. In this case, use a more active flux like Rosin Activated (RA) or gently abrade the leads with a fiberglass eraser before soldering to expose fresh metal.
Q6: Does Flux Help with Ground Planes?
Absolutely. Soldering a leg connected to a large ground plane requires significant heat. Flux prevents the joint from oxidizing during the extended heating time required to bring the copper plane up to temperature, ensuring a solid connection rather than a cold, dry joint.
Step-by-Step: How to Use Solder Flux for Through-Hole Soldering
1. Targeted Application: Use a flux pen or fine brush to apply a localized amount of flux to the annular ring (the copper pad surrounding the hole) and the component lead. You do not need to flood the area; a simple coat ensures that as the lead heats up, the flux activates immediately to clean the barrel walls.
2. Create a Heat Bridge: Use a flux pen or fine brush to apply a localized amount of flux to the annular ring (the copper pad surrounding the hole) and the component lead. You do not need to flood the area; a simple coat ensures that as the lead heats up, the flux activates immediately to clean the barrel walls.
3. Feeding for Capillary Action: Feed the solder wire into the joint, ideally on the side opposite to the soldering iron tip. Do not melt the solder on the tip itself. By feeding into the joint, you force the molten alloy to follow the activated flux down into the plated barrel (vertical fill), creating a robust mechanical rivet.
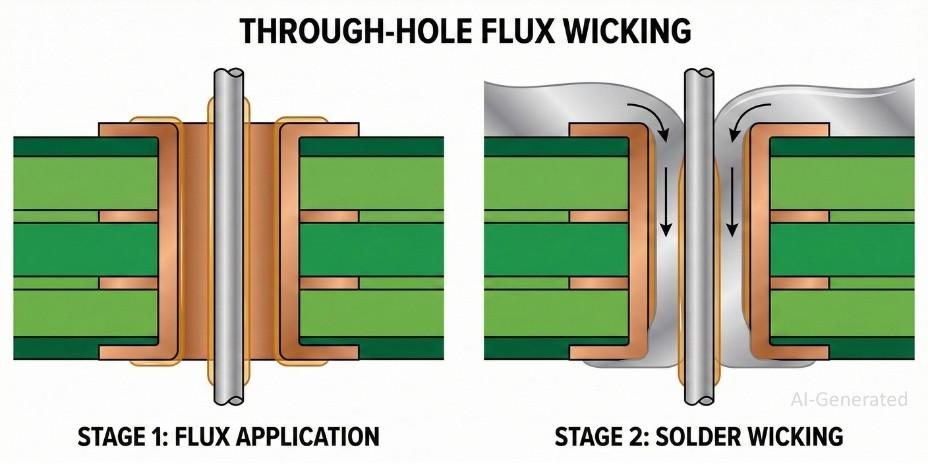
Figure: Showing how flux helps solder wick down the barrel of a through-hole component.
Solder Flux Tips for Through-Hole Soldering
1. Avoid Socket Contamination: When soldering sockets (DIP, ZIF), be extremely careful with liquid flux. Capillary action can wick the flux inside the spring contacts, insulating them and ruining the socket. Apply flux sparingly to the solder side only.
2. Fixing "Icicles" (Solder Flags): If you pull the iron away and leave a spike of solder (an icicle), it indicates the flux has burned off. Add a drop of fresh flux to the icicle and touch it with a clean iron. The flux will break the surface tension, causing the solder to snap back into a smooth cone.
3. Managing Ground Planes: Flux is essential for ground pins. Because ground planes act as massive heatsinks, you must hold the iron on the joint longer. Without extra flux, this extended heating time would oxidize the pad before the solder melts. A generous coat of flux protects the copper during this "pre-heat" phase.
Conclusion
Using solder flux correctly is one of the most effective ways to improve through-hole soldering quality. While flux-core solder works for clean, simple joints, additional external flux becomes essential when dealing with oxidized components, thick barrels, or heat-sinking ground planes. Proper flux application improves wetting, enables full vertical barrel fill, and reduces the risk of cold joints and lifted pads.
By applying flux precisely, feeding solder into the joint rather than the tip, and refreshing flux during extended heating, you can achieve mechanically strong, IPC-compliant through-hole joints with far greater consistency and reliability.
Popular Articles
• Common PCB Assembly Methods and Soldering Techniques Explained
• What Is BGA Void? Causes, IPC Limits, and Solutions
• SMD Soldering Tools You Need: Complete Guide from Beginner to Pro
• Reflow Soldering: Everything You Need to Know
• SMT Assembly Process Explained and Equipment Used: A Step-by-Step Guide to PCBA Manufacturing
Keep Learning
Common PCB Assembly Methods and Soldering Techniques Explained
Whether you're designing your first prototype or scaling up to production, understanding PCB assembly methods and soldering techniques is crucial to achieving reliable, high-performance circuit boards. Modern PCBA primarily relies on Surface Mount Technology (SMT) and Through-Hole Technology (THT)—each offering unique advantages for component density, durability, and manufacturability. In this guide, we'll break down the major PCB assembly methods, key soldering techniques such as reflow and wave sold......
12 Professional Soldering Tips and Tricks Every Beginner Should Know
Soldering is not merely "gluing" metal; it is a metallurgical process that creates an intermetallic compound (IMC). This molecular bond ensures the electrical and mechanical integrity of your device. A poor joint might pass a quick visual check but will inevitably fail under vibration or thermal stress, leading to "ghost" bugs and hardware failures. These soldering tips and tricks focus on practical, repeatable techniques used in professional electronics soldering—from correct heat transfer and flux u......
Solder Melting Point Guide: Chart, Alloy Types, and Reflow Considerations
In the precise world of electronics manufacturing, a difference of just a few degrees can mean the distinction between a perfect, reliable solder joint and a catastrophic "cold" joint failure. While many hobbyists view soldering simply as "melting metal to stick things together," professional PCB assembly requires a nuanced understanding of thermodynamics. The solder melting point is not simply a single value listed in a datasheet; it is a decisive limit that determines the choice of components, the s......
The Ultimate Guide to Solder Flux: Everything You Should Know Before Soldering PCB
Soldering is needed to make almost all electronic devices. Adding solder alone won't make a joint that is strong, clean, and sound from a metallurgical point of view. Solder flux is a very important part of the process that comes in here. If you want to do your job better and make it more reliable, you need to know a lot about soldering flux, whether you're an engineer, a professional technician, or just a hobbyist. This article goes into a lot of detail about solder flux, including what it is, how it......
Flex PCB Assembly Guide: Process, Challenges, and Solutions
Flexible Printed Circuit Boards (Flex PCBs) are the foundational technology enabling the compact, innovative design of modern electronics. Because of their ability to bend and fold, they power devices from smart wearables to compact medical instruments where traditional rigid printed circuit boards (Rigid PCBs) can't be used. Achieving a functional electronic circuit from the raw plastic film demands special expertise, with flexible PCB assembly (FPCA) representing the crucial final step in this trans......
SMD Rework Guide: Tools, Temperatures, and Techniques That Prevent PCB Damage
From replacing a burned regulator to correcting wrong component values or removing solder bridges on fine-pitch ICs, SMD rework is an essential skill in electronics manufacturing and prototyping. It allows engineers to repair assembly defects, implement design changes, and recover valuable PCBs without the cost and delay of building new boards. In this guide, you will learn: What SMD rework is Common rework scenarios Tools and temperatures Safe removal and installation Package-specific techniques Real......