
BGAボイドとは?原因、IPC基準、対策
2 min
- BGAボイドとは? はんだ接合部でどのように形成される?
- PCB実装におけるBGAボイドの主な根本原因
- BGAボイドの種類と分類
- IPC規格に基づくBGAボイド許容レベル
- BGAボイドを低減・防止するための実証済みソリューション
- JLCPCBが量産でBGAボイドを制御する方法
- BGAボイド検出・解析のためのX線検査(AXI)
- BGAボイドに関するFAQ
- 結論
BGAボイドとは?原因、IPC基準、対策
SMT(サーフェス・マウント・テクノロジー)というハイステークな世界では、BGA(ボール・グリッド・アレイ)は現代の高密度電子機器にとって重要な部品です。しかし、BGAは「ボイド」という複雑な課題を伴います。分析も大切ですが、PCB設計者や製造者にとっての究極の目標は予防です。
目視できるハンダ接合部とは異なり、BGA接合部は隠れています。ボイド──硬化したハンダの内部に閉じ込められた気泡──は熱伝導性と機械的強度を損なう可能性があります。
JLCPCBではIPC規格の厳格な遵守、高度なDFMチェック、精密なリフロー温度プロファイルを通じてボイドを軽減することを最重視しています。本ガイドでは、ほぼゼロボイドを実現するための実践的な戦略に焦点を当てます。
BGAボイドとは? はんだ接合部でどのように形成される?
BGAボイドとは、はんだ接合部内部に形成される空洞のことです。揮発性化合物(フラックスや基板の水分由来)がリフロー中に気化するものの、はんだが固化する前に逃げ切れずに閉じ込められることで発生します。
はんだペーストが溶融すると、フラックスの媒体が金属表面を清浄化する際にガスを発生します。理想的には、これらの気泡が浮力で上昇して散逸します。しかし、溶融はんだの表面張力が高すぎたり、冷却フェーズが早すぎたりすると、ガスが閉じ込められ、金属接合部の内部に気泡が凍結します。
技術メモ:ボイド形成の物理は、浮力(ガスを外へ押し出す力)と粘性抵抗/表面張力(ガスを内部に留める力)の戦いです。
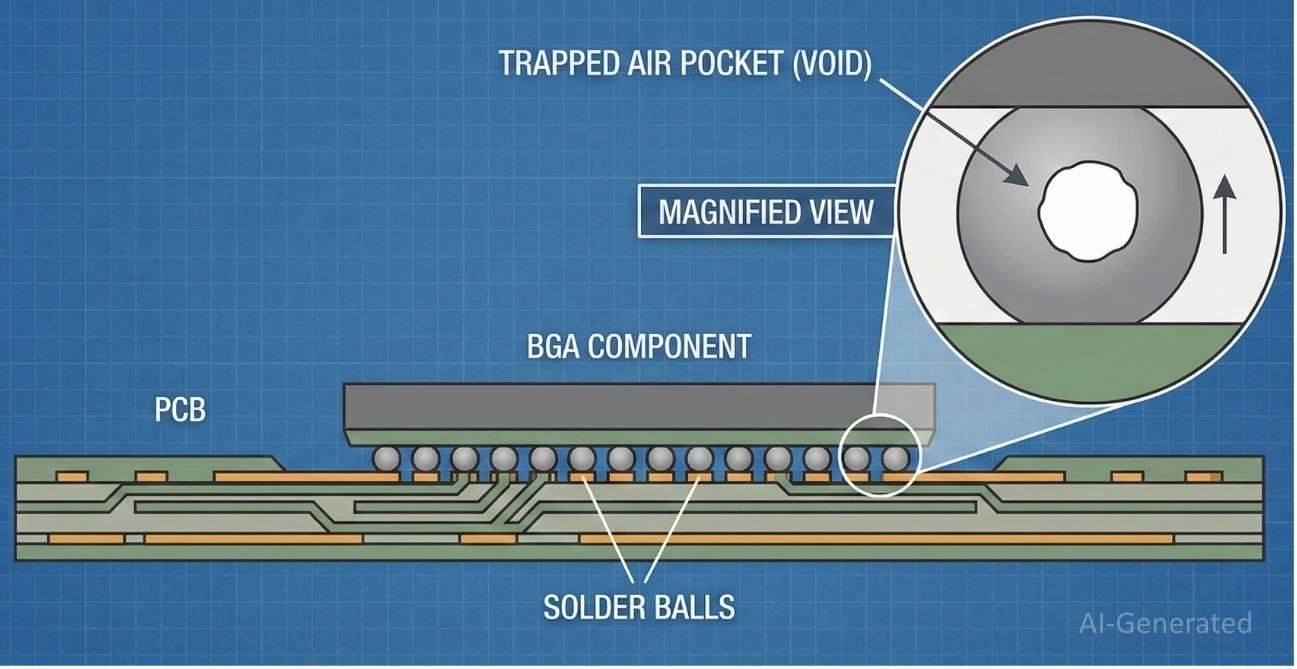
図: SMTリフロー中のフラックスアウトガスにより、はんだボール内部に閉じ込められたBGAボイド。
PCB実装におけるBGAボイドの主な根本原因
ボイドを減らすには、まず発生源を理解する必要があります。ボイド問題の約90%は以下4つの領域に由来します。
原因1:はんだペーストの化学組成とフラックス揮発分
使用するはんだペーストの種類が最大の要因です。ペーストは金属合金球とフラックス媒体の混合物です。
● 揮発分含有量が高い:濡れ性向上型フラックスは揮発性溶媒を多く含みます。リフローの「ソーク」区間でこれらが完全に蒸発しなければ、「リフロー」区間で激しく沸騰し、大きなボイドを作ります。
● 鉛フリー合金:SAC305などの鉛フリー合金は、従来のSnPbはんだより表面張力が高く、気泡が逃げにくくなります。
原因2:不適切なリフロー温度プロファイル
基板がリフロー炉内を通過する温度曲線が決定的です。
● ソーク時間が短い:「ソークゾーン」(通常150℃~190℃)で揮発分を追い出すべきです。この段階が短すぎるとガスが残留します。
● 液相線以上時間(TAL)が短い:はんだが溶融状態を短時間しか維持しないと、気泡が表面に到達して破裂する前に固化してしまいます。
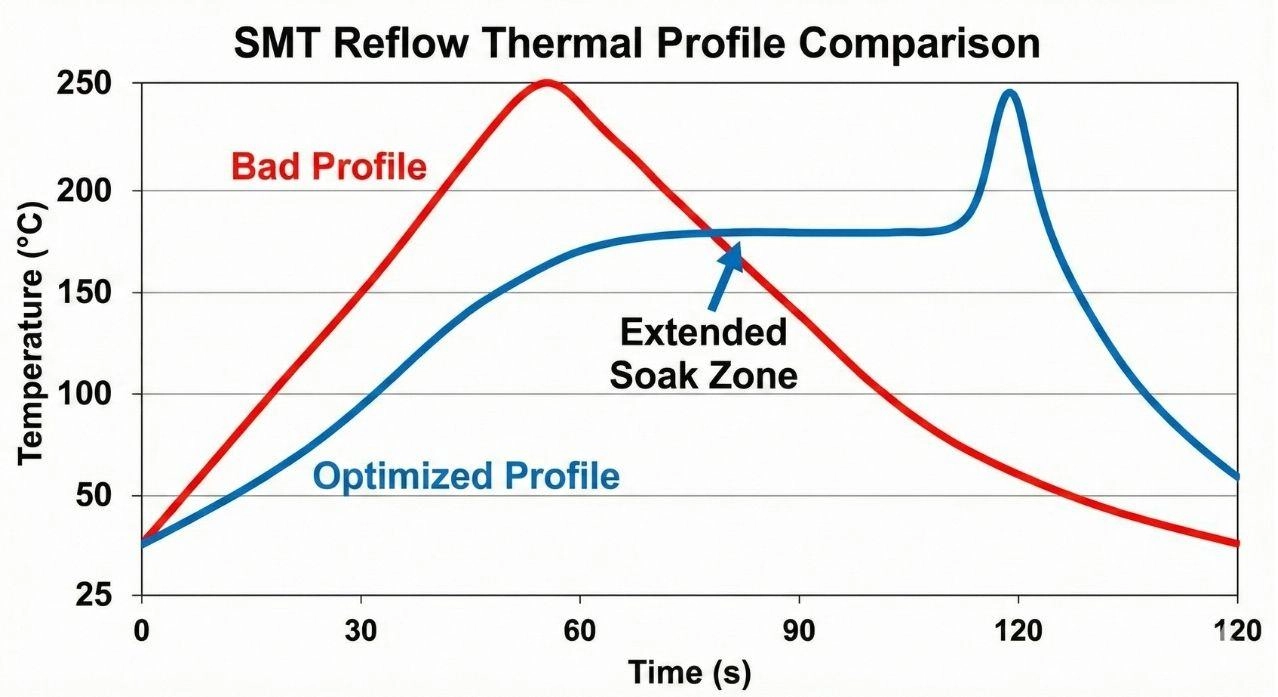
図:BGAボイドを低減するためのソーク区間を延長したSMTリフロー温度プロファイル。
原因3:PCBパッド設計とVia-in-Padの欠陥
JLCPCBにアップロードされるGerberデータで頻繁に見られる問題です。
● 開口したVia-in-Pad:ビアがBGAパッドに直置きされ、プラグもテントもされていないと、基板裏からビアを通って空気が煙突のように上昇し、溶融はんだボールに噴き出て巨大なボイドを作ります。
「Via-in-Pad」対応能力を確認し、高密度設計向けのビアフィル処理をご覧ください。
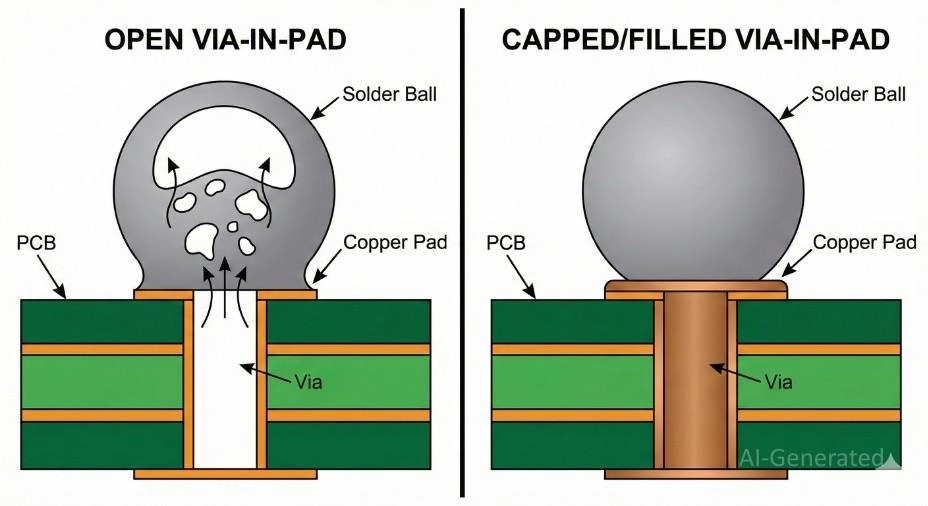
図:開口Via-in-Pad設計が巨大BGAボイドを引き起こすメカニズムと、フィルドVia-in-Pad技術の比較。
原因4:ステンシル開口と印刷不良
SMTステンシルが過剰なペースト量を塗布すると、フラックス体積が多すぎてガスが逃げ切れなくなります。逆に、1:1の円形開口は印刷時に隅に空気を閉じ込めやすくなります。
BGAボイドの種類と分類
すべてのボイドが同じではありません。ボイドの「種類」を特定することで、根本原因の切り分けが容易になります。
1. マクロボイド(プロセスボイド):最も一般的で、閉じ込められたフラックスガスが原因。通常ランダムに、はんだボールの上半分に浮かびます。
2. プレナー・マイクロボイド:はんだとパッドの界面に位置する小さく危険なボイド。ENIGのブラックパッドなど表面仕上げ不良が原因で、「ヘッド・イン・ピロー」故障を引き起こします。
3. 収縮ボイド:滑らかな気泡ではなくギザギザの亀裂のように見えます。ボール外周が内部より早く固化し、金属が収縮して真空空洞ができる冷却時に形成されます。
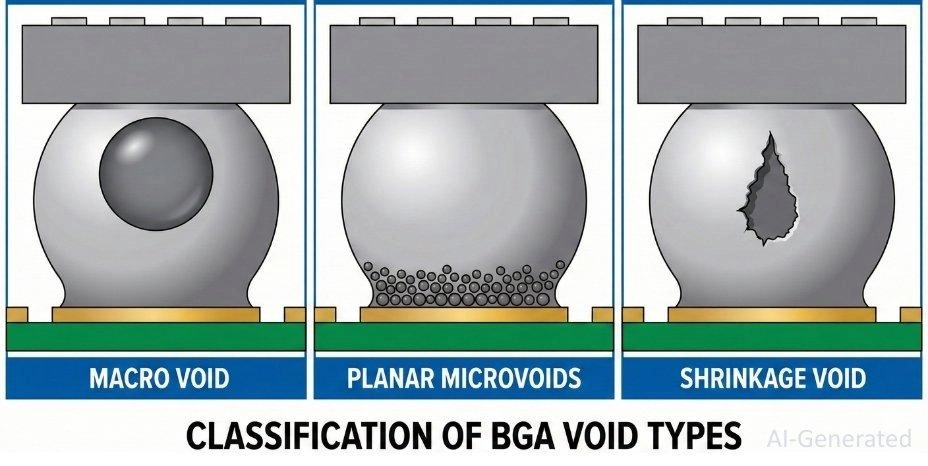
図:BGAボイドの種類:マクロボイド、プレナー・マイクロボイド、収縮ボイド。
IPC規格に基づくBGAボイド許容レベル
重要な点として、すべてのボイドが故障ではないということです。小さなボイドはクラック進展を止める場合もあります。信頼性はボイドの大きさと位置に依存します。
業界標準はIPC-7095(BGA設計・組立プロセス実装)です。
| クラス | 製品タイプ | 許容ボイド基準(面積%) |
|---|---|---|
| Class 1 | 一般民生機器 | < 60% ボイド径 |
| Class 2 | 専用サービス電子機器 | < 25% 累積ボイド面積 |
| Class 3 | 高信頼(医療/航空) | < 25% 累積ボイド面積(より厳格なプロセス管理) |
BGAボイドを低減・防止するための実証済みソリューション
製造向け基板設計(DFM)やプロセス設定を行う際、以下の方法でボイドを25%未満に抑えられます。
1. リフロー温度プロファイルの最適化
BGA実装では「Ramp-to-Spike」プロファイルより「Ramp-Soak-Spike」プロファイルが有効です。
● ソークを延長:ソーク時間(60~90秒)を長くすると、フラックス溶媒が合金溶融前に脱ガスします。
● 冷却を制御:制御された冷却速度は収縮ボイドを防ぎます。
2. ステンシル設計の最適化
BGAパッド用の標準円形開口の代わりに、「ウィンドウ・ペイン」または「ホーム・プレート」形状を検討します。
● ウィンドウ・ペイン:大きな開口を4つの小さな正方形に分割すると、ペースト量が減り、ガス逃げのチャネルが確保されます。
JLCPCBの高精度エレクトロポリッシュ・ステンシルをご注文いただければ、ペースト離型が完璧に行えます。
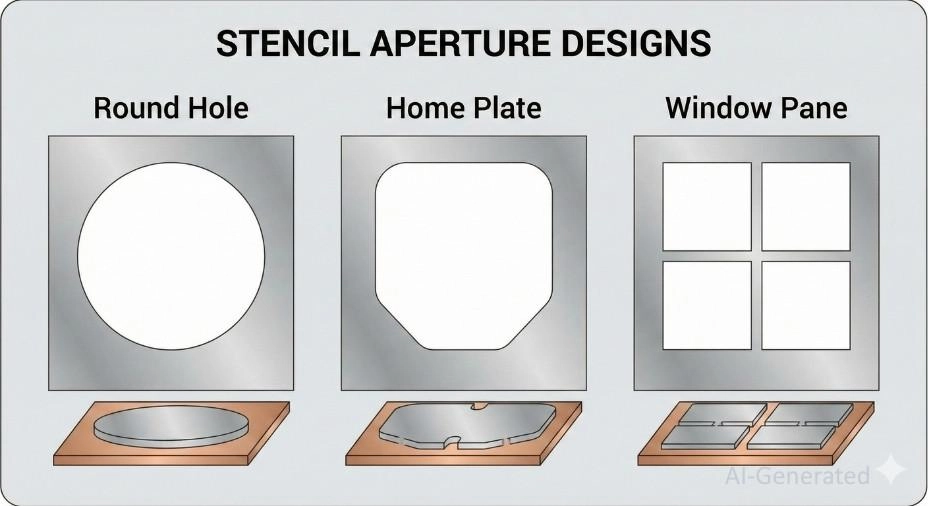
図:BGAパッド用ステンシル開口設計:ホーム・プレートとウィンドウ・ペインでガス逃げを促しボイドを低減。
3. 低ボイドはんだペーストの選定
「低ボイド」向けに特別に配合されたはんだペーストに切り替えると即効性があります。これらは低温で脱ガスする特殊活性剤を使用しています。
標準プロセス設定に加え、以下は基板設計者・実装技術者向けの実践的なボイドリスク最小化テクニックです。
4. ウェット性向上のためNSMD(Non-Solder Mask Defined)パッドを選ぶ
可能な限りNSMDパッドを使用します。NSMDではソルダーレジスト開口が銅パッドより大きく、パッド周囲に小さな隙間ができ、ガスが逃げやすくなります。SMD(Solder Mask Defined)パッドに比べ、応力緩和も優れています。
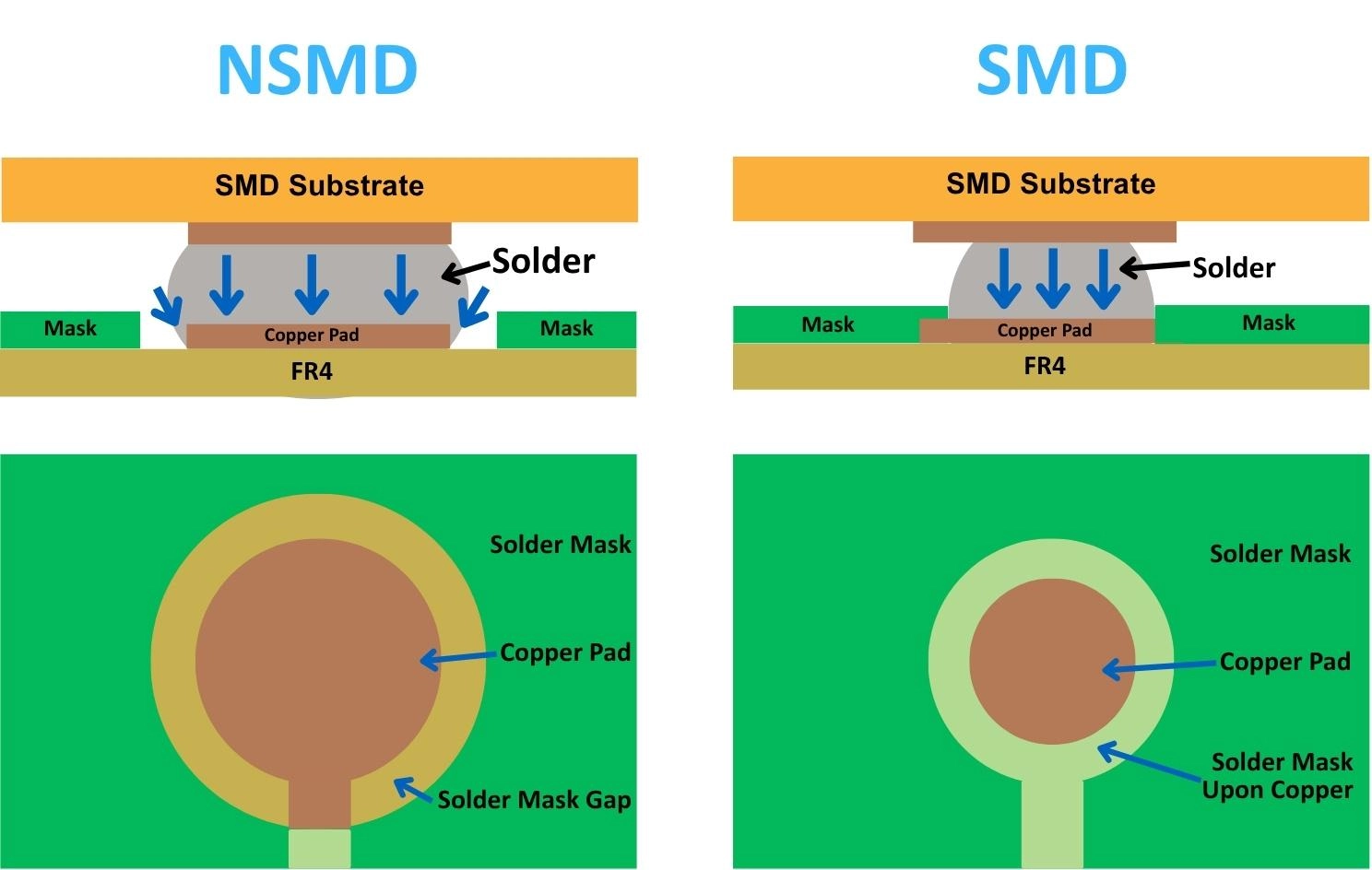
図:SMDパッドとNSMDパッドのはんだ付きの違い
5. 適切なモイスチャー感度レベル(MSL)管理と部品ベーク
BGAパッケージやPCB基板内部の水分はリフロー中に蒸気化し、ボイドを助長します。
● 実践的ヒント:湿度暴露済みのBGA部品は、実装前にJ-STD-033に従い必ずベークしてください。JLCPCBは厳格な保管プロトコルを遵守し、実装前に部品を乾燥させています。
6. Via-in-Pad設計にはPOFV(Plated Over Filled Via)を使用
BGAボール直下にビアを配置する設計(0.4mmピッチなど)では、POFV技術が必須です。
● リスク:標準的なレジストテントでは不十分で、空気がレジストを突き破ります。
● ソリューション:JLCPCBのPOFVプロセスはビアをエポキシで充填し銅をめっきして平坦でエアタイトな表面を作り、ビア起因ボイドを排除します。
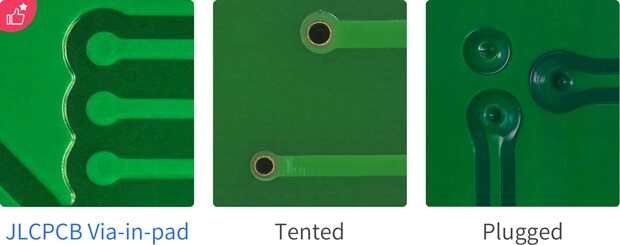
図:JLCPCB Via-in-pad vs テント/プラグビア
7. はんだペーストの適切な取り扱い
はんだペーストは容器を開封する前に常温に自然に戻してください。冷えたペーストを開封すると結露(水分)が発生し、これがボイドの主因となります。
JLCPCBが量産でBGAボイドを制御する方法
BGA扱いには先進設備と経験豊富なエンジニアリングのシナジーが必要です。
● 精度:0.35mmまでの微細ピッチBGAに対応。
● 検証:X線検査は高価なオプションではなく標準工程。
● 効率:スマート工場がお客様のBOMとPCB厚みに基づき最適なリフロー温度プロファイルを設定。
高信頼PCBを製造する準備はできましたか?
Gerberデータをアップロード して、即見積・プロフェッショナルSMT実装をJLCPCBで今すぐ。
BGAボイド検出・解析のためのX線検査(AXI)
BGA接合部は部品とPCBに挟まれるため、目視検査(AOI)では無意味です。肉眼ではボイドが見えません。
そのため、自動X線検査(AXI)が信頼できるBGA実装に必須です。X線はシリコンやFR4を透過しますが、鉛/スズ合金を止めます。X線画像でははんだボールが暗く、ボイドは内部で明るく見えます。
JLCPCBではBGAを含むすべてのPCBA注文で高解像度X線検査を実施。品質保証(QA)エンジニアがIPC規格に対してボイド率を測定し、閾値を超える基板は出荷前にリワーク/リジェクトします。
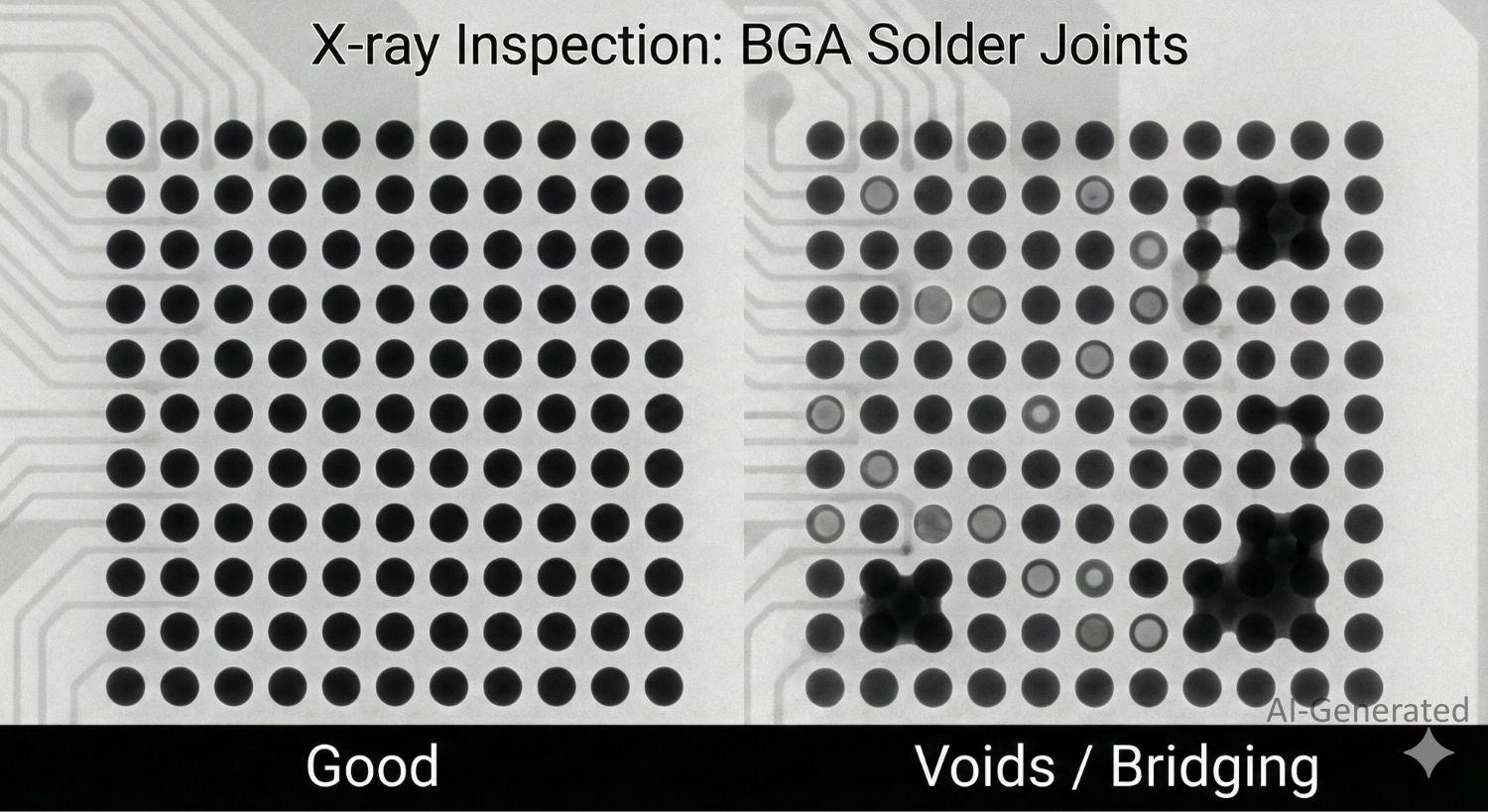
図:2D X線検査画像でBGAボイドを検出。
BGAボイドに関するFAQ
Q1. BGAボイド0%は達成可能?
実製造環境では、フラックスアウトガスの物理特性により、BGA全体で0%ボイドを達成することは極めて困難です。IPC Class 3(高信頼)でも25%面積までのボイドを許容しています。目標は完全除去ではなく、機械的・電気的信頼性に影響しない大きさ・位置に制御することです。
Q2. 部品ベークでBGAボイドは除去される?
実装前のベーク(MSL管理)はパッケージ内の水分を除去し「ポップコーン現象」(パッケージクラック)を防ぎます。水分による蒸気気泡は消えますが、はんだペーストフラックスアウトガスによるボイドは防げません。適切な部品保管と正しいリフロー温度プロファイルの両方が必要です。
Q3. 実装後にBGAボイドは修理可能?
はい、しかし侵襲的なプロセスです。X線検査で過大ボイドを検出した場合、ホットエアリワークステーションでBGAを脱着し、サイトをクリーニング(ドレッシング)してから新部品を再実装します。繰り返すとPCBパッドに熱ストレスがかかるため、JLCPCBの制御プロセスで最初から成功させることが推奨されます。
Q4. なぜ鉛フリー(RoHS)実装の方がボイドになりやすい?
鉛フリーはんだ合金(SAC305など)は、従来のSnPbはんだより表面張力が高く、より高いリフロー温度を必要とします。高表面張力により気泡が溶融金属から離脱しにくく、閉じ込められやすくなります。また、高温によりフラックスがより激しく揮発します。
Q5. PCB表面仕上げはボイドにどう影響?
パッドの平坦性と酸化レベルが関係します。ENIG(化学ニッケル金)は完全に平坦なためBGA向きですが、金/ニッケル界面が劣化(ブラックパッド)するとプレナー・マイクロボイドを引き起こし壊滅的な故障につながります。HASL(ホットエア・レベリング)は平坦性が低く、ペースト印刷ムラを引き起こし間接的にボイドを発生させます。
Q6:どの程度のBGAボイドが許容限界?
ほとんどのアプリケーションで、BGAボイドは25%未満に抑えるべきとIPC業界標準で定められています。
Q7:なぜフィールドでのBGAリボールは失敗しやすい?
一般的な修理店は、工場で使われる精密な温度プロファイルとX線検査を持たないため、BGAリボールは失敗しやすくなります。均一加熱がないと基板が反り、数百の微小はんだボールが均一に接触できなくなります。
さらに、閉じ込められた水分はリフロー中にチップ内部をクラック(ポップコーン効果)させます。結果として、これら「盲目」の修理は長期信頼性に必要なサブミクロン精度を保証できないのです。
結論
BGAボイド防止は、設計(DFM)、プロセス(温度プロファイル)、材料(ペースト)を統合した全体論です。リフロー温度プロファイルの最適化、適切なペースト選定、POFV技術の使用、厳格な取扱いプロトコルの実施により、フィールド故障リスクを劇的に低減できます。
複雑なIoT機器のプロトタイピングでも量産でも、JLCPCBは技術的専門知識と検査の厳格さを提供し、毎回ボイドフリーで信頼性の高い実装をお届けします。
学び続ける
デカップリングコンデンサとは?ICの近くに置く理由とPCB配置
プリント基板を見ていると、マイコンやICのすぐ近くに小さなコンデンサが配置されていることがあります。回路図では電源とGNDの間につながっているだけなので、どの場所に置いても同じように見えるかもしれません。 しかし、実際のPCBでは配線にもわずかな抵抗やインダクタンスがあり、コンデンサの位置によってノイズ対策の効果が変わります。特にマイコンやデジタルICは、動作の切り替わりに短時間だけ大きな電流を必要とするため、電源を安定させる工夫が重要です。 この記事では、ICの近くに置くデカップリングコンデンサの役割や容量の考え方、PCBレイアウトで注意したいポイントを、電子工作初心者にも分かりやすく整理します。 ICの電源はいつも一定とは限らない マイコンやロジックICは、内部の回路が切り替わる瞬間に電源から電流を取り込みます。平均的な消費電流が小さくても、ごく短い時間に必要となる電流は大きくなることがあります。 電源からICまでの配線が長いと、その瞬間の電流をすぐに供給できず、ICの電源端子付近で電圧が一時的に下がる場合があります。この電圧変動は、マイコンのリセット、通信エラー、センサー値の乱れなど、不安定......
モーター制御基板で考える、電流の流れと保護回路の基本
電子工作でモーターをはじめとしたコイルを扱うと、回路が一気に不安定になることがあります。LEDを光らせるだけの回路と違い、モーターには比較的大きな電流が流れ、動き始めや停止時には電源ラインや制御回路へ影響を与えることがあります。 そのため、モーターの制御をする場合、部品の種類だけでなく、電流がどこから入り、どこを通って戻るのかを考えることが大切です。この記事では、DCモーターを使った電子工作を例に、電源ライン、GND、逆起電力対策、逆接続保護など、モーターを安全に動かすための基本を整理します。 モーターを動かす回路は電流の流れが重要 電子工作でDCモーターを使うとき、電源をつなげば回るため、最初は単純な部品に見えるかもしれません。しかし、マイコンで回転を制御したり、スイッチやMOSFETでオン・オフしたりする場合は、電流の流れをきちんと考える必要があります。 特にモーター制御基板では、マイコンが扱う小さな信号と、モーターに流れる比較的大きな電流が同じ基板上に混在します。信号線だけを見ていると問題がなくても、電源ラインやGNDの取り方が悪いと、マイコンがリセットしたり、センサー値が不安定になったりす......
ピッチ変換基板と変換基板の使い方:小型ICやセンサーモジュールを試作で扱うコツ
小さな部品はそのままでは使いにくいので変換して使いやすくする。 電子工作をしていると、便利そうなICやセンサーを見つけても、「足の間隔が細かすぎて使えない」と感じることがあります。とくに最近の部品は小型化が進んでおり、ブレッドボードやユニバーサル基板にそのまま差し込めないものも多くあります。 そんなときに役立つのが、ピッチ変換基板や変換基板です。小さな部品の端子間隔を、扱いやすい間隔に変換することで、試作や実験がぐっと楽になります。 ピッチ変換基板とはなにか ピッチとは、部品の端子と端子の間隔のことです。ブレッドボードや一般的なピンヘッダでは、2.54mmピッチがよく使われます。つまり部品の端子と端子が2.54mmの間隔のものはそのまま挿して使えます。一方、小型ICやセンサーモジュールでは、0.5mm、0.65mm、1.27mmなど、もっと細かいピッチの部品もあります。 ピッチ変換基板は、この細かい端子間隔を2.54mmなどの扱いやすい間隔に変換するための基板です。小型ICを変換基板にはんだ付けし、ピンヘッダを立てれば、ブレッドボードやジャンパーワイヤで扱いやすくなります。 変換基板は試作の橋渡し......
スイッチを基板に取り付けて基板上でスイッチ操作できるパネル:配線をすっきりまとめる電子工作のアイデア
スイッチまわりは意外と配線が増えることがある。 電子工作でボタンやスイッチを使うとき、最初はブレッドボードに差し込むだけで簡単に試せます。しかし、実用的な作品としてケースに入れたり、複数のボタンを並べたりすると、配線が一気に増えてしまいます。 そこで便利なのが、スイッチを別の基板に搭載して作るいわゆるスイッチ基板です。スイッチを使った操作パネルを別に作る考え方です。スイッチを基板上にまとめて配置することで、配線を整理し、見た目も扱いやすさも改善できます。 スイッチ基板とはなにか? スイッチ基板とは、タクトスイッチ、スライドスイッチ、トグルスイッチなどを取り付けるための基板です。複数のスイッチを一か所にまとめ、信号線やGNDを整理しておくことで、マイコン側との接続を分かりやすくできます。 スイッチを一つずつ配線すると、信号線やGNDの線が増え、ケースに組み込むときに配線がごちゃつきやすくなります。そこで、スイッチ 基板側にスイッチをまとめ、共通のGNDやコネクタを用意しておくと、制御基板との接続をすっきり整理できます。 たとえば、操作パネル用のスイッチをまとめて基板化しておけば、マイコン側にはコネク......
基板リワーク完全ガイド:ホットエア・はんだ吸取・再実装の実践手順
基板リワークは故障部品の交換や設計変更で不可欠な作業です。ここではホットエアによるSMD部品の取り外し、はんだ吸取器/吸取線によるスルーホール除去、再実装の実務手順を、工具選定から温度管理、検査・信頼性確認まで具体的に解説します。初心者が陥りやすい失敗とその対処法も含めてご紹介します。 リワークに必要な工具と消耗品 ホットエアステーション SMD(Surface Mount Device:表面実装デバイス)部品のはんだ溶融・除去やリフローなどに使用する工具です。一般的に、ノズルや温度プロファイルで局所加熱が可能で、温度制御と風量調整が可能なものがほとんどです。ノズルは部品サイズに合わせて複数用意し、温度センサーや予熱機能があると基板ダメージを減らせます。 はんだごて・吸取器・吸取線 はんだごては、温度が可変で、先端形状も複数用意しましょう。ほかにも、はんだを除去するために、真空式はんだ吸取器、銅メッシュの吸取線(ウィック)は幅違いを揃えるといいでしょう。 フラックス・はんだペースト・洗浄剤 低残渣フラックス(はんだ付け後に汚れがほとんど残らず、腐食しにくいフラックス)を基本として、必要に応じて活性......
代替部品の選び方と検証手順:入手困難時のリスク低減フロー
部品が入手困難になったとき、元の部品の代わりに使う代替部品を適切に選び、確実に検証することは製品の信頼性を守るうえで不可欠です。本記事では、代替部品選定の考え方から実務的な検証手順、現場で使えるチェックリストまで、電子工作初心者にも分かるように解説します。 代替部品を選ぶフロー 代替部品対応は大きく分けて次の流れになります: 要求仕様の整理 → 候補検索 → 技術的スクリーニング → 実機評価(ベンチテスト)→ 信頼性試験 → 量産導入。各段階で合否判定基準を明確にし、ドキュメント化(記録を残すこと)が重要です。 用語メモ BOM:部品表(Bill of Materials)。製品に使う部品の一覧です。 EOL:生産終了(End Of Life)。メーカーが部品の生産を終了することです。 クロスリファレンス:ある部品に対する代替候補の対応表や検索機能のことです。 ステップ1 要求仕様の明確化 まず代替対象の部品が回路で果たしている役割を整理します。電気的仕様(電圧、電流、周波数、ノイズ耐性など)、機械的仕様(寸法、ピン配置、耐振動性など)、環境仕様(動作温度、湿度、耐食性など)、ソフトウェア依存(......