
PCB X線検査の解説:PCBアセンブリ品質管理のための非破壊検査
3 min
- PCB X線検査とは?
- 現代のPCBにX線検査が不可欠な理由
- PCB X線検査の仕組み
- X線検査が必要なPCB部品
- PCB X線検査で検出される一般的な欠陥
- PCB X線検査と他の検査方法の比較
- X線検査のIPC規格と合格基準
- PCB X線検査の限界
- SMT X線検査の技術仕様と選定基準
- X線検査機能を持つPCB実装メーカーの選び方
- X線検査技術の将来動向
- まとめ:あなたのプロジェクトにPCB X線検査は必要ですか?
- よくある質問(FAQ)
小型化の時代において、現代のプリント基板(PCB)は目に見えない課題に直面しています。それは、部品の下に隠れたはんだ接合部の品質を検証することです。ピッチサイズが0.3mmまでのボールグリッドアレイ(BGA)パッケージや、重要な熱接続部を隠すクワッドフラットノーリード(QFN)部品では、従来の光学的手法では最も重要な故障箇所を確認することができません。
PCB X線検査は、決定的な解決策として登場しました。このガイドでは、X線検査の技術的基礎、用途、および合格基準を探り、エンジニアが製造の信頼性を確保できるようにします。
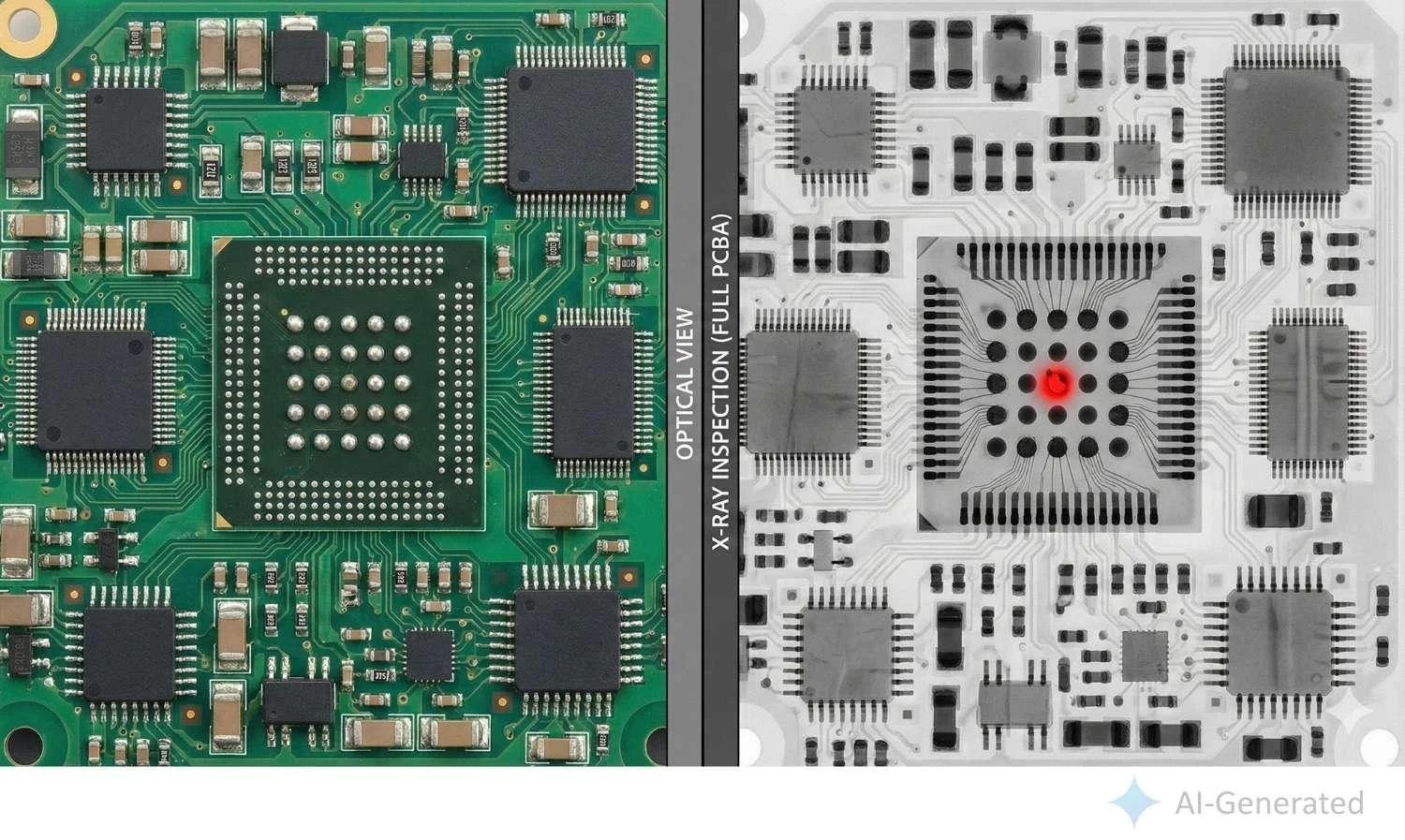
PCB X線検査により、BGA部品の下に隠れたはんだ接合部とボイドが明らかになります。
PCB X線検査とは?
PCB X線検査は、自動X線検査(AXI)とも呼ばれ、PCBアセンブリにおいて、光学検査では視認できない内部特徴を評価するために使用される非破壊検査(NDT)技術です。
AXIはX線を使用してPCB材料と電子部品を透過し、BGA、QFN、LGAパッケージの下の隠れたはんだ接合部、スルーホールバレル内のはんだ充填品質、内部ワイヤボンドなどの内部構造を明らかにする透過画像を生成します。
反射光を使用して可視表面のみを検査する自動光学検査(AOI)とは異なり、X線検査では、ボイド、はんだ不足、ブリッジ、位置ずれなどの表面下の欠陥を検出できます。
その結果、PCB X線検査は、特に高密度、ファインピッチ、および高度なパッケージング技術において、はんだ接合部の信頼性を確保する上で重要な役割を果たします。
現代のPCBにX線検査が不可欠な理由
密度が増加するにつれて、「視線」は消失します。PCB X線検査を導入することで、製造品質が向上します。その主な利点は以下の通りです。
● 隠れた接合部: BGA、CSP、フリップチップのはんだ接合部はすべてパッケージの下にあり、光学検査では見えません。
● 高密度: 01005パッシブ部品や高密度相互接続(HDI)には、手動検査では提供できない精度が必要です。
● 信頼性: JLCPCBの産業用および自動車用顧客にとって、ボイド率の検証は熱故障を防ぐために重要です。
● 早期欠陥検出と歩留まり向上: 機能テストの前にボイドやブリッジなどの内部欠陥を特定することで、高価なスクラップや手直しを防ぎます。問題を早期に発見することで、初回合格率(FPY)が大幅に向上します。
● プロセス最適化のためのフィードバックループ: X線データはSMTラインに定量的なフィードバックを提供します。ボイド率が上昇した場合、エンジニアはリフロープロファイルやステンシル開口部を直ちに調整し、欠陥の発生を防ぐことができます。
PCB X線検査の仕組み
X線イメージングの基本原理
PCB X線検査は、X線の吸収差に基づいて機能します。光子(30-160 keV)がPCBAを透過すると、材料は原子番号(Z)と密度に基づいて光子を吸収します。
● 高減衰(明るい白): 鉛フリーはんだ合金(SAC305:錫-銀-銅)で、原子番号は50(Sn)、47(Ag)、29(Cu)です。
● 中程度の減衰(灰色): 銅配線(Z = 29)。
● 低減衰(暗色): FR-4基板材料とシリコンダイ(Z = 14)のX線吸収は非常に低いため、画像の最も暗い部分として見えます。
この減衰差により、はんだ接合部、部品リード、内部構造が見えるグレースケール画像が生成されます。画像のコントラストはベール・ランベルトの法則に従います。
ここで I は透過強度、 I0 は入射強度、 𝜇 は線減衰係数、 x は材料の厚さです。
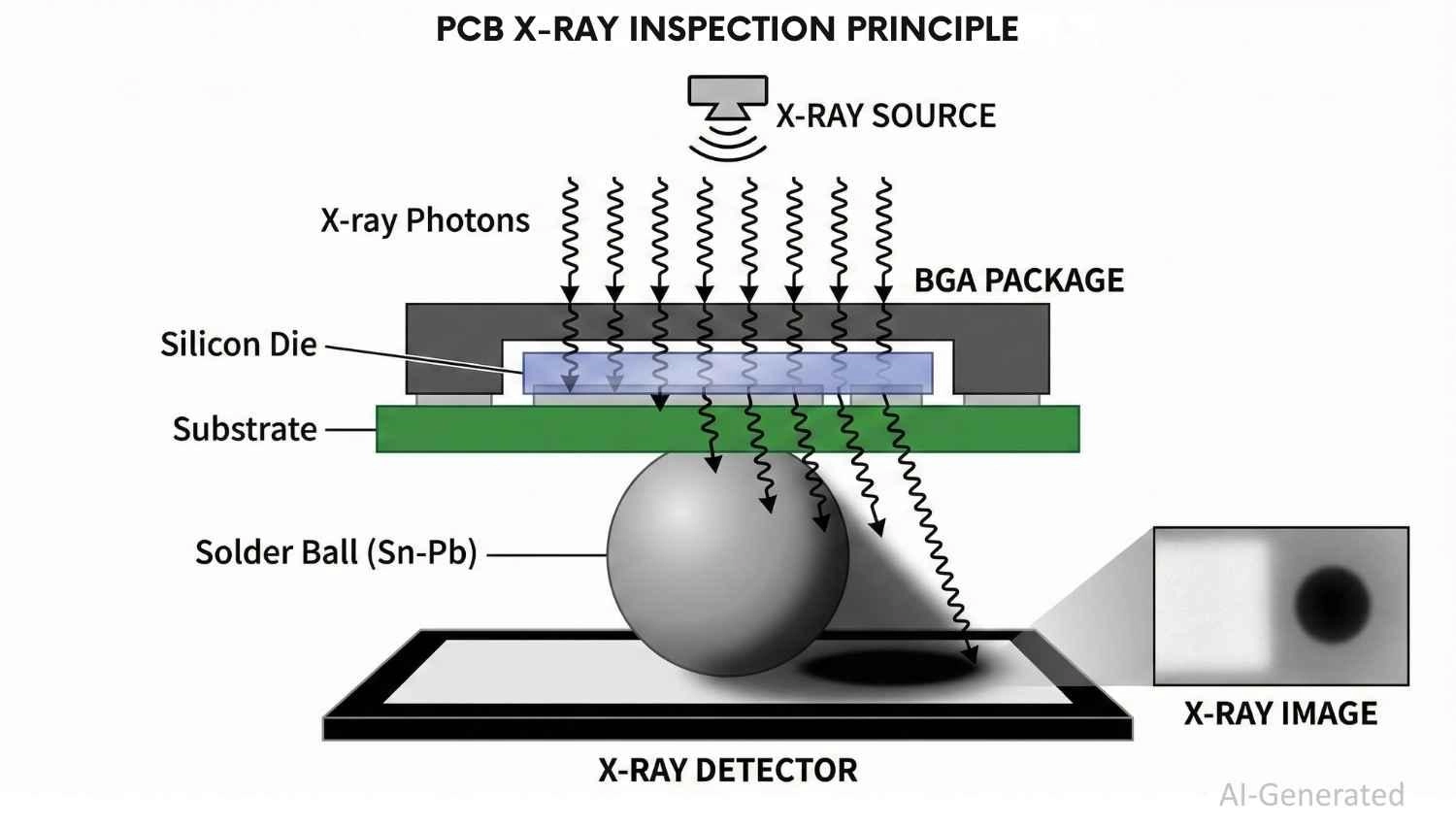
シリコンダイと錫鉛はんだ接合部の間の光子減衰の違いを示すX線検査。
2D X線検査 vs 3D CT X線検査
| 特徴 | 2D X線 | 3D X線 / CT |
|---|---|---|
| 方法論 | 単一角度投影(シャドウマップ) | 複数投影 + ボリューム再構成 |
| 解像度 | 3-5 μm | 0.5-2 μm |
| 検査速度 | 60-200 枚/時間 | 5-20 枚/時間 |
| ボイド検出精度 | ±3-5% | ±1-2% |
| 層の識別 | 限定的(重なり合う特徴) | 優れている(分離されたスライス) |
| コスト範囲 | $80K - $250K | $350K - $800K+ |
| 最適な用途 | 大量生産向けインライン検査 | 故障解析、研究開発、複雑なPCBA |
X線検査が必要なPCB部品
BGA X線検査
ボールグリッドアレイは、X線導入の主な原動力です。検査では以下を検証します。
● ボール形状: リフローによる潰れが均一であることを確認します。
● 位置合わせ: BGAボールとPCBパッド間のオフセットを確認します。
● ボイド: はんだ球内のガスポケットを定量化します。
QFN / LGA X線検査
リードレスパッケージの場合、重要な焦点はサーマルパッドです。
● 接地: 大きな中央パッドがPCBグランドプレーンにはんだ付けされていることを確認します。
● フィレット検査: 側壁端子の濡れを確認しますが、X線は主に下のはんだ量を測定します。
スルーホールおよび多層PCB
X線は基板を透過し、メッキスルーホール(PTH)の完全性を検査します。
● バレル充填: はんだがバレル垂直高さの75%以上(IPCクラス2準拠)充填されていることを確認します。
● 層間位置合わせ: 多層基板(JLCPCBでは最大32層)において、X線はドリル穴が内部銅リングと完全に位置合わせされていることを確認します。
PCB X線検査で検出される一般的な欠陥
1. はんだボイドとボイド率
ボイドは、リフロー中に閉じ込められた気泡です。ボールグリッドアレイ検査は、X線導入の主な原動力です。0.4mmピッチの最新BGAは、光学視野から完全に隠れたはんだ接合部を生成します。
● リスク: 高いボイド率は、熱伝導性と機械的強度を低下させます。
● 測定:
2. オープン接合部とヘッド・イン・ピロー(HiP)
オープン接合部(非濡れ): オープン接合部は、部品端子とPCBパッドの間に完全な物理的 separation がある場合に発生します。X線では、これは通常、完全な球形のはんだボール(パッドに濡れて潰れなかったことを示す)として、または隣接する機能的な接合部よりも直径が著しく小さいものとして現れます。
ヘッド・イン・ピロー(HiP): 悪名高く微妙な欠陥で、BGAボールがはんだペースト上に載っているものの、部品の反りや酸化により融合しない場合に発生します。完全なオープンとは異なり、HiPは断続的な電気的接続を引き起こします。X線では、はんだプロファイル内の明確な「くびれ」形状または分離線を識別することで検出します。これは光学検査では見えません。
3. はんだブリッジとショート
ブリッジは、隣接するパッドを接続する明るい白い帯として現れます。X線は、BGAやシールド缶の下のブリッジを検出する唯一の方法です。
4. はんだ不足または過剰
グレースケール濃度(厚さ)を分析することで、アルゴリズムは接合部が「不足」(はんだ量不足)しているか、「膨張」(過剰)しているかを判断します。過剰はショートにつながる可能性があります。
5. QFNサーマルパッドのボイド
クワッドフラットノーリードパッケージは、接続を中央のグランドパッドに集中させます。過剰なボイド(20-30%超)は熱放散を損なわせます。X線イメージングは、部品エッジに沿った実際のはんだ量と濡れ角度を測定します。
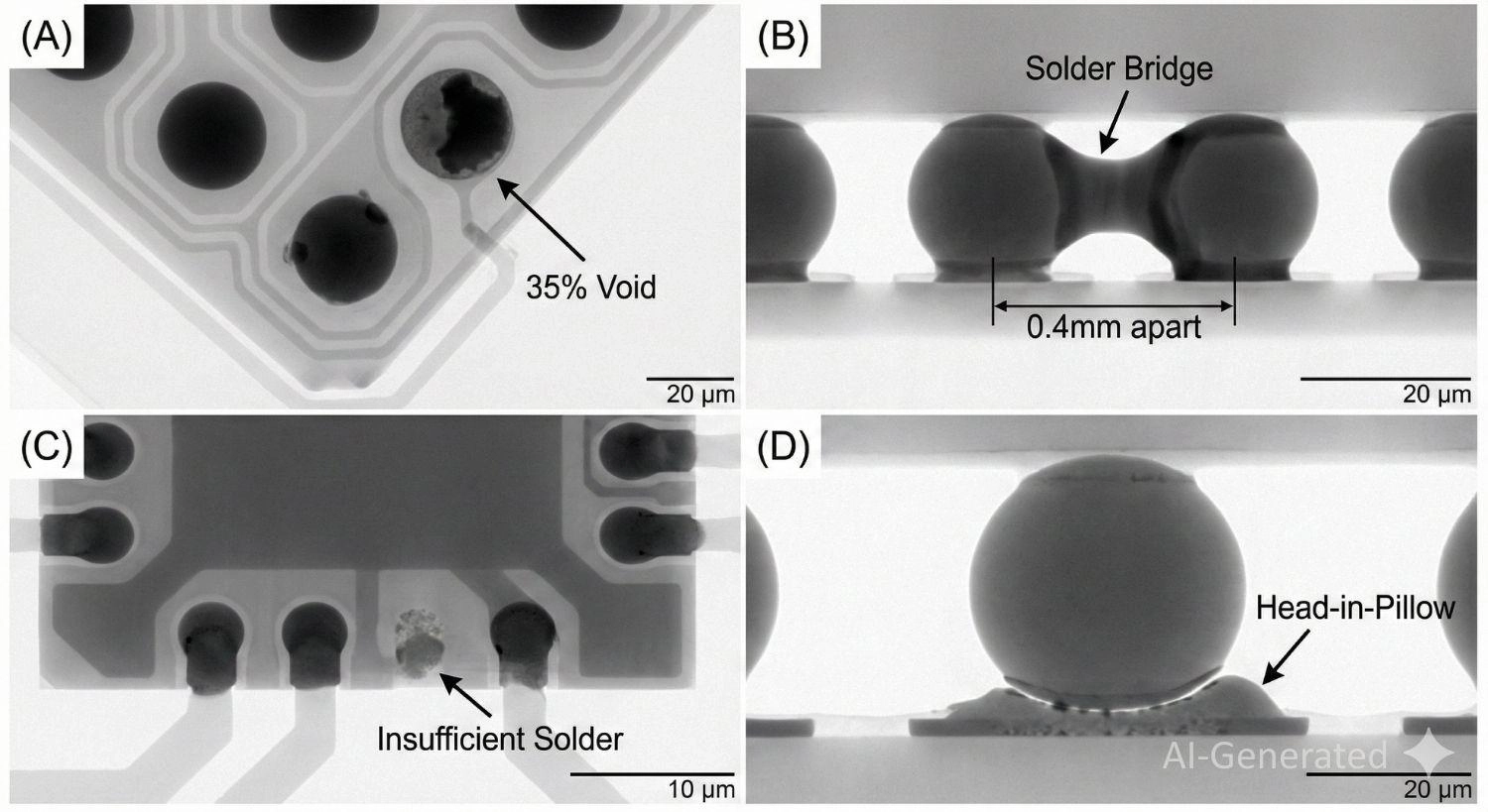
BGAボイド、はんだブリッジ、ヘッド・イン・ピロー欠陥など、典型的なSMT実装欠陥を示すX線検査画像。
PCB X線検査と他の検査方法の比較
X線検査 vs AOI(自動光学検査)
● AOI: カメラ/光を使用。部品の有無、極性、可視のはんだフィレット(0201、SOIC)に最適。パッケージの下は見えません。
● X線: 光子を使用。BGA/QFNに必須。AOIより低速。
X線検査 vs ICT(インサーキットテスト)
● ICT: 電気プローブを使用。抵抗、静電容量、ロジックを検証。「死んだ」部品やハードショートを発見。
● X線: 物理的構造を検証。電気的にはICTを通過するが、後に機械的に故障する可能性のある「限界的な」接合部(HiPや過剰なボイドなど)を発見。
X線検査が必要な場合と不要な場合
● 必要な場合: BGA、LGA、CSP、サーマルパッド付きQFN、メタルキャンシールド。
● 不要な場合: 単純なSMT(抵抗/コンデンサ)およびSOICパッケージ。光学検査(AOI)でより速く、低コストで十分なカバレッジが得られます。
X線検査のIPC規格と合格基準
関連IPC規格
● IPC-A-610: 「電子アセンブリの受入基準」
● IPC-7095: 「BGAの設計および実装プロセス実装」
BGAおよびQFNのボイド許容ガイドライン(IPCクラス2)
| 欠陥タイプ | IPCクラス2(標準) | IPCクラス3(高信頼性) |
|---|---|---|
| BGAボールボイド率(個別) | <25% | <15% |
| BGAボールボイド率(累積) | <30% | <20% |
| サーマルパッドボイド率 | <30% | <20% |
| はんだブリッジ | 不許可 | 不許可 |
| はんだ不足(カバレッジ) | >75% 端子カバレッジ | >90% 端子カバレッジ |
| 部品位置ずれ | <50% 電極幅 | <25% 電極幅 |
JLCPCBの品質管理基準は、すべての実装クラスにおいてIPCクラス2の基準に厳格に従っています。したがって、ロボット工学や民生用アプリケーションを通じて、当社は製品またはサービスの品質を保証します。
PCB X線検査の限界
X線で検出できないもの
● 電気的ロジック: チップが内部で故障しているか、ブランクかを判断することはできません。正しくはんだ付けされているかどうかのみがわかります。
● ゼロコントラスト材料: アルミニウムパッド上のアルミニウムワイヤボンド(一部のCOB技術で一般的)は、高度な位相差X線なしでは画像化が困難です。
● コールドはんだ接合部(場合による): はんだ形状が完璧でも、冶金学的結合が弱い場合、X線はそれを見逃す可能性があります(物理的なプルテストとは異なります)。
コストとスループットに関する考慮事項
● ボトルネック: X線はAOIよりも大幅に低速です。100% X線検査は、ラインスループットを維持するために、基板全体ではなく、特定の部品(BGA)に限定されることがよくあります。
● 解釈: AIは向上していますが、複雑な画像(CT再構成など)は、依然として熟練したオペレーターによるレビューが必要な場合がよくあります。
SMT X線検査の技術仕様と選定基準
SMT X線検査システムの主要性能パラメータ
解像度: X線焦点スポットのサイズ(1-10 μm)と検出器ピクセルのピッチに影響されます。実用的な最大倍率は、焦点スポットサイズの約1000倍です。
管電圧: サンプルの厚さに基づいて選択されます。
○ 30-50 kV: 銅含有量の少ない薄いPCBアセンブリ(<1 mm)。
○ 60-90 kV: 標準的なSMTアセンブリ(1.6mm FR-4)。
○ 100-160 kV: 厚く多層(3-5mm)で、銅含有率が高いもの。
検出器技術: フラットパネル検出器(アモルファスシリコンまたはCMOS)は、従来のイメージインテンシファイア技術よりも優れた画像の一貫性と直線性を提供するため、好まれています。
以下に示す典型的な値は、おおよその範囲です。実際の性能は、システムアーキテクチャ、焦点スポットサイズ、検出器解像度、および検査モード(2D vs CT)によって異なります。
| アプリケーション | 必要な解像度 | 倍率範囲 | 管電圧 |
|---|---|---|---|
| BGA <0.4mmピッチ | 2-3 μm | 500-1500X | 60-90 kV |
| 標準SMT (>0.5mm) | 5-8 μm | 100-800X | 50-80 kV |
| 高電力モジュール | 5-10 μm | 50-500X | 80-130 kV |
| 航空宇宙/医療(CT) | <1 μm | 1000-2000X | 90-160 kV |
X線検査機能を持つPCB実装メーカーの選び方
PCB実装サービスを調達する際、適切な質問をすることで、BGA設計の安全性が確保されます。
PCB実装サプライヤーにX線検査について尋ねるべきこと
1. X線検査はインラインですか、それともオフラインですか?
○ 尋ねる理由: インラインは、大量生産においてボトルネックなく重要な部品を100%検査することを可能にします。オフラインは通常、サンプリングまたは詳細な故障解析(NPI)に使用されます。
○ JLCPCBの場合: 当社は自動検査を品質管理ワークフローに直接統合し、BGAおよびQFN部品の検証を標準サービスとして実行します。
2. どのタイプのX線技術(2D vs 3D/CT)を使用していますか?
○ 尋ねる理由: 両面基板の場合、基本的な2D X線は反対側の部品からの「シャドウイング」に悩まされます。複雑なアセンブリでの正確な欠陥検出には、2.5Dまたは3D CTが不可欠です。
○ JLCPCBの場合: 当社の設備は、複雑な両面レイアウトを処理し、明確な欠陥の可視化を保証する高解像度システムを利用しています。
3. レポート機能はどのようなものですか?
○ 尋ねる理由: 単純な「合格」では、高信頼性プロジェクトには十分ではありません。サプライヤーが実際のX線画像、ボイド率ヒートマップを提供するのか、それとも単にテキストベースの「合格/不合格」ログのみなのかを確認する必要があります。生データへのアクセスは、リフロープロファイルのデバッグに不可欠です。
○ JLCPCBの場合: 当社は透明性を重視しています。お客様はサンプルX線画像とボイド分析データを要求でき、「合格」ステータスが客観的なIPC-A-610クラス2データに裏付けられていることを確認できます。
4. 標準的なサンプリング戦略(100% vs AQL)は何ですか?
○ 尋ねる理由: 一部のメーカーは、時間を節約するために50枚中1枚の基板のみを検査します(AQLサンプリング)。BGAの場合、ランダムなプロセス異常を捉えるために100%検査が好まれることがよくあります。
○ JLCPCBの場合: 当社はすべてのBGAおよびQFN部品にX線検査を適用し、はんだ接合部の品質を検証し、隠れた欠陥のある基板が出荷されないようにします。
5. オペレーターはIPC規格に従っていますか?
○ 尋ねる理由: 自動化システムでも、人間の判断を必要とする「限界的な」欠陥にフラグを立てます。オペレーターは、無害なアーティファクトと真の欠陥を区別するために訓練されていなければなりません。
○ JLCPCBの場合: 当社の品質保証チームは、IPC-A-610およびIPC-7095規格に基づいて訓練を受けており、正確で一貫性のある合格/不合格の判断を下します。


SPI、AOI、X線検査ステージの統合を示すJLCPCB PCBA品質管理ワークフロー。
X線検査技術の将来動向
PCB X線検査の世界を変えつつある新しい機能は以下の通りです。
● AI搭載欠陥分類: 数百万の欠陥画像で訓練された深層学習モデルは、99%以上の精度で欠陥を分類でき、誤判定とオペレーターの疲労を削減します。
● 高解像度マイクロフォーカス: <1 μmの焦点スポットを持つ新しいタイプの管球は、5000-10000倍の倍率を提供でき、これはファンアウトウェハレベルパッケージング(FOWLP)にとって非常に重要です。
● リアルタイム3Dイメージング: 複数の検出器を持つ逆幾何学X線システムは、数秒でCTデータセットを取得でき、大量生産において真のインライン3D検査を可能にします。
まとめ:あなたのプロジェクトにPCB X線検査は必要ですか?
設計にBGA、QFN、LGA、または超ファインピッチCSPが含まれている場合、PCB X線検査はオプションではなく必須です。光学検査では、これらの接続の信頼性を検証できません。減衰の物理と規格を理解することで、品質要件をより適切に伝えることができます。
基本的な2Dボイド分析から高度な3D CT再構成まで、X線検査は信頼性を保証するために必要なデータを提供します。民生用電子機器を構築する場合でも、産業用コントローラーを構築する場合でも、テスト容易性を考慮して設計し、透明性を優先するJLCPCBのようなメーカーを選択することが成功の鍵です。
プロフェッショナルグレードの品質管理を活用する準備はできましたか?今すぐJLCPCBのPCB実装サービスをチェックして、BGAおよびQFN設計が長持ちするように作られていることを確認してください。
よくある質問(FAQ)
Q1. X線検査は敏感な半導体部品に損傷を与えますか?
ほとんどの場合、答えは「いいえ」です。SMTに使用される最新のX線検査システムは、シリコンへの損傷やEEPROM/フラッシュメモリへの電荷トラップを引き起こす限界をはるかに下回る、非常に低い放射線レベルを利用しているため、リスクなくアクティブ部品の検査が可能です。
Q2. BGA X線検査で許容されるボイドに関するIPC規格は何ですか?
IPC-A-610クラス2(JLCPCBが準拠する規格)では、個々のボイドはボール面積の25%まで、累積ボイドは30%まで許容されます。クラス3アプリケーションでは、より厳しい基準(個々のボイド<15%)があります。ただし、これらのアプリケーションでは通常、特別な製造契約が必要です。
Q3. 3D X線(CT)とラミノグラフィーはどう違いますか?
どちらの技術も深さ情報を提供しますが、コンピュータ断層撮影(CT)は通常、ボリューム再構成のためにサンプルを360度完全に回転させます。一方、ラミノグラフィーは、完全な回転を行わずに層(スライス)をスキャンするため、より高速で、生産環境における平坦なPCBAパネルに適しています。
Q4. X線検査ではんだ接合部のマイクロクラックを検出できますか?
マイクロクラック(1-2 μm)は、明るいはんだボリューム内に暗い線状の特徴として現れる高解像度X線CTで検出できます。ただし、非常に微細なクラック(<1 μm)や剥離については、音響顕微鏡(C-SAM)や破壊断面検査などの補完的な試験方法が必要になる場合があります。
Q5. 自動X線検査(AXI)と手動検査はどう違いますか?
AXIシステムは、CADプログラム座標とAIベースの欠陥認識を使用して、1時間あたり60~200枚の基板を処理できます。手動システムは、オペレーターによる画像位置決めと解釈に依存するため、スループットは1時間あたりわずか10~30枚です。手動検査はプロトタイプには低コストですが、セットアップ時間が長くても、大量生産にはAXIが不可欠です。
Q6. 厚い多層PCBに最適なX線管電圧はどれくらいですか?
標準的な1.6mm FR-4基板の場合、最適な範囲は60-80 kVです。銅の多い厚い多層基板(3-5mm)の場合、良好な透過には90-130 kVが必要です。一般的な方法は、厚さ1mm増えるごとに電圧を10-15 kV上げて、透過しすぎずに望ましいコントラストを保証することです。
学び続ける
PCB X線検査の解説:PCBアセンブリ品質管理のための非破壊検査
小型化の時代において、現代のプリント基板(PCB)は目に見えない課題に直面しています。それは、部品の下に隠れたはんだ接合部の品質を検証することです。ピッチサイズが0.3mmまでのボールグリッドアレイ(BGA)パッケージや、重要な熱接続部を隠すクワッドフラットノーリード(QFN)部品では、従来の光学的手法では最も重要な故障箇所を確認することができません。 PCB X線検査は、決定的な解決策として登場しました。このガイドでは、X線検査の技術的基礎、用途、および合格基準を探り、エンジニアが製造の信頼性を確保できるようにします。 PCB X線検査により、BGA部品の下に隠れたはんだ接合部とボイドが明らかになります。 PCB X線検査とは? PCB X線検査は、自動X線検査(AXI)とも呼ばれ、PCBアセンブリにおいて、光学検査では視認できない内部特徴を評価するために使用される非破壊検査(NDT)技術です。 AXIはX線を使用してPCB材料と電子部品を透過し、BGA、QFN、LGAパッケージの下の隠れたはんだ接合部、スルーホールバレル内のはんだ充填品質、内部ワイヤボンドなどの内部構造を明らかにする透過画像を......
はんだペースト検査(SPI):SMT実装におけるプロセス管理の完全ガイド
今日の表面実装技術(SMT)製造の世界では、はんだペーストの印刷状態の一貫性が、組み立てられたプリント基板の電気的性能、機械的せん断強度、および長期的な信頼性を左右する要素です。 はんだペーストは、部品の端子をPCB上の銅パッドに接合する媒体です。したがって、はんだペーストの印刷状態における体積、厚さ、または位置のばらつきは、最終製品のはんだ接合部の品質に大きな影響を与えます。 はんだペースト検査(SPI)とは? はんだペースト検査(SPI)は、ステンシル印刷工程の直後、部品実装工程の開始前に行われる高度な品質管理プロセスです。この検査では、PCB上のすべてのはんだパッドの高さ、面積、体積、および実装精度など、はんだペーストの重要な特性を検証します。SPIは、各印刷状態を許容公差内に維持し、欠陥が顕在化する前、つまり高額なコストが発生するずっと前に、プロセスエラーを浮き彫りにするのに役立ちます。 良質なはんだ接合部は、適切なはんだペーストの印刷から始まります。わずかな位置ずれやペースト量の不足など、小さな印刷ミスが、リフロー後にツームストーン現象、ブリッジ、はんだ濡れ不良、オープン回路などの欠陥を......
自動光学検査 (AOI): 現代の製造業における PCB の品質と効率の向上
自動光学検査 (AOI) は、カメラを使用してプリント基板 (PCB) をスキャンし、欠陥や故障を検出する機械ベースの技術です。AOI システムは、PCBの製造と組み立て、および PCB のテストに使用されます。結節、傷、汚れ、開回路、はんだ付け接合部の薄化、寸法上の欠陥など、さまざまな表面特性の欠陥を検出できます。これは、電子アセンブリと PCB を検出する上で効果的かつ正確な役割を果たし、製造ラインから出荷される製品と PCB が製造上の欠陥なしに高品質であることを確認します。 AOI システムには、通常、多数の光源と複数のカメラが含まれています。AOI は、光学、機械、電子制御、ソフトウェアを統合したもので、人間の目に代わるものです。現実の世界では、PCB はますます小型化、複雑化しています。比較的シンプルなボードでも、文字通り数千個のはんだ付けされたコンポーネントで構成されている場合があります。AOI は、PCB 製造の品質を監視し、プロセス フローで品質を修正します。これは、今日の競争の激しい PCB 製造環境で成功するための鍵です。 自動光学検査 (AOI) はどのように機能しますか?......
PCBアセンブリにおけるSMTテストの種類とは
小型化・省スペースを目指した本格的な電子機器ソリューションでは、表面実装部品が使用されます。SMT部品はTHと同様に機能しますが、一般的にはその小型さと両面実装との互換性から選ばれます。大量生産を想定した開発では、低コストであることも主要な課題であり、大量に使用することが可能です。小型であるため、検査方法や修理作業はより困難になっています。製品は市場にリリースされる前に、数多くのテストを通過します。これらのテストはすべて、PCBとその構成部品に何らかの関連性があります。 組み立て工程では、ディスペンサーを使用して、最初に電子部品がPCB上に配置されます。適切な接続のためには、部品が正しく配置される必要があります。その後、PCBはリフローはんだ付けされ、熱によってはんだペーストが溶かされます。これにより、PCBと部品の間に長期間持続する結合が形成されます。これらの工程の後、組み立て不良を発見するために、PCBはSMTテストを受けます。テストにより、すべての部品が正しく配置されていることが保証されます。本日は、PCBアセンブリで使用されるさまざまなSMTテストの種類と、製品品質を維持する上でのそれらの......
ベッド・オブ・ネイルズテストフィクスチャとは
電子製品の製造において、テストは非常に重要です。これは製品の動作状態を決定する最も重要な工程です。製品は多くのテスト手順を経る必要があります。組立会社と協力する場合、テストには多くの時間がかかることがあるため、人件費と時間を削減するために従うべき一連の指示が必要です。このために「ベッド・オブ・ネイルズ」テストが設計されており、基板のテストポイントを直接接続してプロトタイプをテストするためのジグを作成できます。プログラムは自動テストの制御下にあるため、操作は簡単、迅速、かつ高速です。この特殊なテストツールは大量生産において重要な役割を果たします。速度、精度、再現性が不可欠な環境を開発する必要があります。この記事では、ベッド・オブ・ネイルズ治具とは何か、JIGを使用してどのようにテストが行われるかを説明します。 ベッド・オブ・ネイルズテスト治具とは? ベッド・オブ・ネイルズとは、システム内で「釘」と呼ばれるスプリング式のポゴピンを備えた機械的なプラットフォームにすぎません。これらのポゴピンは、PCB上のさまざまなテストポイント用のテストプローブとして機能します。このタイプのジグでは、回路をジグ内に配置......
静電気放電(ESD):エレクトロニクスに対する隠れた脅威
あなたの次の電子機器が、高電圧や静電気にさらされる可能性のある場所に設置されるかもしれません。そのような場合、システムのESDに対する脆弱性は、テストとシミュレーションを通じて判断されるべきです。静電気放電(ESD)とは、静電気がある物体から別の物体へと突然移動する現象です。この現象は、2つの表面間に電位差が生じ、エネルギーが急激に放電されることで発生します。電荷は物体に寄生的に蓄積され、回路が完成したときに転送または接地されると、非常に低い電流を伴う巨大な電圧スパイクが別の物体に現れ、小さな衝撃のように感じられます。 また、システムをESDから保護し、高電圧パルスに耐えられるようにするために必要な部品もあります。ESDは、敏感な電子部品に重大な損傷を与え、製品の故障、寿命の短縮、製造コストの増加を引き起こす可能性があります。エレクトロニクスとPCB設計の詳細については、PCBのインピーダンス制御に関する最近のブログをご覧ください。 帯電した物体と電子機器との直接的な物理的接触により、電荷が即座に移動すること。 イオン化した空気を通じて電荷が移動し、しばしば目に見える火花を発生させること。 静電界......