
Éviter les défaillances d'assemblage de circuits imprimés : Maîtriser les règles d'expansion du masque de soudure et les bonnes pratiques
9 min
- Introduction : Pourquoi l'expansion du masque de soudure est cruciale pour la fiabilité des PCB
- Valeurs standard et concepts fondamentaux de l'expansion du masque de soudure
- Règles de conception et bonnes pratiques pour une expansion optimale du masque de soudure
- Défis de fabrication et solutions professionnelles pour l'expansion du masque de soudure
- Conclusion : Obtenez des résultats parfaits de masque de soudure avec une expertise professionnelle
- FAQ : Questions courantes sur l'expansion du masque de soudure
Le masque de soudure protège les pistes et les plages en cuivre de l'oxydation, des ponts de soudure et de la contamination lors de l'assemblage. Une expansion incorrecte du masque de soudure—le dégagement autour des éléments où le masque est retiré—entraîne des défauts tels que des courts-circuits ou du cuivre exposé. Les ingénieurs doivent définir précisément les valeurs d'expansion pour garantir une soudure fiable et des performances à long terme.
Introduction : Pourquoi l'expansion du masque de soudure est cruciale pour la fiabilité des PCB
Comprendre les bases du masque de soudure et de l'expansion
Le masque de soudure est une couche de polymère appliquée sur le PCB pour isoler le cuivre, sauf au niveau des zones soudables. L'expansion définit de combien l'ouverture du masque s'étend au-delà du bord de la plage ou de la piste, généralement de 0,05 à 0,1 mm par côté. Cela tient compte des tolérances d'alignement lors de la mise en place du masque et empêche le masque d'empiéter sur les plages. Dans les masques photo-imagables liquides (LPI), courants dans la fabrication professionnelle, l'expansion garantit des ouvertures propres après exposition et développement.
Comment une mauvaise expansion entraîne des problèmes d'assemblage
Une expansion insuffisante provoque un chevauchement du masque sur les plages, entraînant un mauvais mouillage de la soudure ou des joints secs. Une expansion excessive expose les pistes à l'oxydation ou à des courts-circuits dus aux ponts de soudure. Dans les conceptions à haute densité, ces problèmes augmentent les coûts de reprise et les taux de défaillance de 20 à 30 %. Une expansion appropriée facilite également le soudage à la vague en contrôlant le flux de soudure et réduit l'effet tombeau lors du refusion.
Valeurs standard et concepts fondamentaux de l'expansion du masque de soudure
Définitions du dégagement, du chevauchement et de l'expansion
Le dégagement est la distance entre le bord de la plage et le bord du masque, positive pour l'expansion (masque retiré) ou négative pour le chevauchement (masque recouvrant le bord). Le chevauchement protège les pistes fines de l'agent de gravure mais risque de poser des problèmes d'assemblage s'il est trop important. Les valeurs d'expansion équilibrent la tolérance de fabrication (précision d'alignement ±0,05 mm) et les besoins d'assemblage, le dégagement garantissant au moins 0,025 mm d'anneau de cuivre exposé pour la formation du congé de soudure.
Normes industrielles et valeurs recommandées
La norme IPC-7351 recommande une expansion de 0,05 à 0,075 mm pour les plages CMS et de 0,1 mm pour les trous traversants. Pour les vias, le masquage total (tenting) ou le bouchage utilise une expansion nulle ou négative. Dans les cartes à haute fiabilité, ajustez en fonction du type de masque : le LPI permet une expansion plus serrée de 0,05 mm contre 0,075 mm pour le film sec.
| Type d'élément | Expansion recommandée (mm) | Considération de tolérance | Remarques |
| Plages CMS | 0,05–0,075 | ±0,025 | Assure le mouillage sans ponts |
| Plages traversantes | 0,1–0,15 | ±0,05 | Tient compte de la couronne annulaire |
| Pistes | 0,025–0,05 | ±0,025 | Empêche l'exposition dans les lignes fines |
| Vias (non masqués) | 0,05–0,1 | ±0,05 | Permet le bouchage si nécessaire |
| Plages BGA | 0,025–0,05 | ±0,025 | Serrage pour pas fin |
Tableau 1 : Valeurs standard d'expansion du masque de soudure par type d'élément.
Ces valeurs découlent des normes IPC et des capacités de fabrication, où des tolérances plus serrées nécessitent un alignement avancé.
Règles de conception et bonnes pratiques pour une expansion optimale du masque de soudure
Règles pour les plages, vias, pistes et zones à haute densité
Pour les plages CMS, réglez l'expansion à 0,05 mm pour exposer suffisamment de cuivre pour le congé de soudure tout en évitant les ponts sur un pas de 0,5 mm. Les vias nécessitent 0,1 mm s'ils ne sont pas masqués pour éviter la mèche de soudure, ou zéro pour le masquage total afin de bloquer la pénétration. Les pistes nécessitent un minimum de 0,025 mm pour les protéger de l'agent de gravure sans réduire la largeur effective. Dans les zones à haute densité, réduisez l'expansion à 0,025 mm pour un pas de 0,4 mm, mais vérifiez avec le DFM pour correspondre aux limites de fabrication.
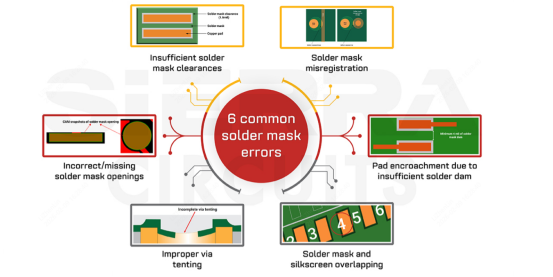
Pièges courants et comment les éviter (lambeaux, ponts)
Les lambeaux se produisent lorsque l'expansion crée de fines bandes de masque (<0,1 mm) qui se décollent lors du durcissement—évitez-les en augmentant le dégagement ou en fusionnant les ouvertures. Les ponts se produisent avec une expansion négative sur des plages proches—utilisez des barrières (bandes de masque de 0,1 mm de large) entre les plages. Vérifiez les fichiers Gerber pour les risques de désalignement du masque et utilisez des gouttes de soudure sur les vias pour améliorer l'adhérence.
Cas particuliers : Plages CMS, BGA et conceptions à haute densité
Les plages BGA exigent une définition NSMD (non définie par le masque de soudure) avec une expansion de 0,05 mm pour une meilleure tolérance d'alignement. Les plages CMS privilégient une définition SMD (définie par le masque de soudure) avec un léger chevauchement pour la protection. Les conceptions à haute densité intègrent des barrières pour empêcher le flux de soudure entre les plages à pas fin, garantissant une largeur minimale de barrière de 0,075 mm pour un durcissement fiable.
Défis de fabrication et solutions professionnelles pour l'expansion du masque de soudure
Impact de l'expansion sur le rendement de soudure et la fiabilité à long terme
Une expansion serrée améliore le rendement en garantissant une exposition propre des plages pour les finitions HASL ou ENIG, mais une expansion trop faible risque un développement incomplet, laissant des résidus qui provoquent un mauvais mouillage. Avec le temps, une expansion insuffisante expose le cuivre à l'humidité, accélérant la corrosion. Des valeurs optimales soutiennent les profils de refusion avec un pic à 260°C, réduisant les vides de 15 à 25 %.
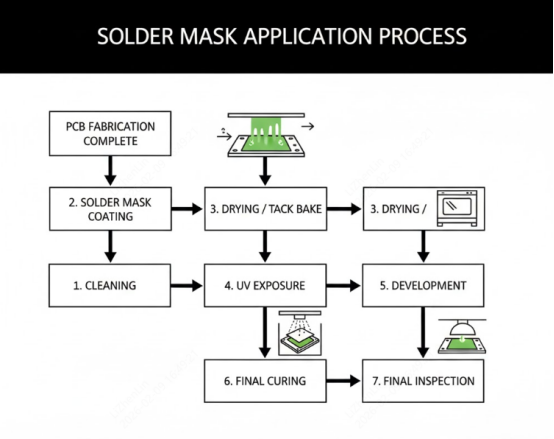
Contrôles de processus avancés dans la fabrication professionnelle
Les processus professionnels utilisent un masque LPI d'une épaisseur de 0,01 à 0,03 mm pour une haute résolution. L'exposition s'aligne à ±0,025 mm à l'aide de l'imagerie laser, et le développement élimine précisément les zones non exposées. Le durcissement à 150°C solidifie le masque sans retrait. Les options multicolores (vert, noir, bleu) affectent les propriétés thermiques, les finitions mates réduisant l'éblouissement lors de l'inspection.
Comment les fabricants experts gèrent les tolérances et variations d'expansion
Les fabricants contrôlent les tolérances grâce à un revêtement automatisé et une application double face pour l'uniformité. Des coupons de test vérifient l'expansion sur chaque panneau. Les variations dues à l'épaisseur de la carte ou à la densité du cuivre sont atténuées par une exposition adaptative. Les revues DFM s'ajustent pour les cartes 4 couches par rapport aux multicouches, garantissant un minimum de 0,05 mm pour la haute densité.
Conclusion : Obtenez des résultats parfaits de masque de soudure avec une expertise professionnelle
L'expansion du masque de soudure est essentielle pour éviter les courts-circuits, les mauvais joints et la corrosion. Utilisez 0,05 à 0,1 mm pour la plupart des plages, adaptez à la densité et suivez les normes IPC pour la fiabilité des cartes grand public ou industrielles.
JLCPCB excelle dans l'application précise du masque de soudure avec la technologie LPI, atteignant un alignement de ±0,025 mm et une épaisseur de 0,01 à 0,03 mm. Leurs options multicolores (vert, noir, blanc, bleu, rouge) conviennent à divers besoins, avec des finitions mates disponibles. Le prototypage rapide vous permet de tester les réglages d'expansion, et les vérifications DFM gratuites détectent les problèmes tôt. Téléchargez vos conceptions sur jlcpcb.com pour des devis instantanés et une fabrication qui garantit le succès de l'assemblage.

FAQ : Questions courantes sur l'expansion du masque de soudure
Q1 : Quelle est l'expansion idéale du masque de soudure pour les plages CMS ?
R : 0,05 à 0,075 mm par côté pour garantir un bon mouillage de la soudure sans risque de ponts ; ajustez en fonction du pas et des directives IPC.
Q2 : Comment l'expansion négative affecte-t-elle la fiabilité du PCB ?
R : Elle offre un chevauchement pour la protection des pistes mais peut provoquer un mauvais mouillage si elle est trop importante (>0,05 mm) ; utilisez-la avec parcimonie sur les plages fines pour éviter les défauts d'assemblage.
Q3 : Pourquoi utiliser des barrières dans les conceptions à haute densité ?
R : Les barrières (bandes de masque de 0,1 mm de large) empêchent les ponts de soudure entre les plages proches ; une largeur minimale garantit la stabilité du durcissement.
Q4 : L'expansion du masque de soudure peut-elle varier selon la couleur du masque ?
R : Non, mais les options multicolores affectent la visibilité et les propriétés thermiques ; le vert est standard, le noir convient à l'inspection à contraste élevé.
Continuez à apprendre
Couleurs du masque de soudure : Améliorez les performances, le style et la fiabilité de votre PCB
Points clés à retenir La couleur du masque de soudure impacte directement la précision de l'AOI, les performances thermiques et la fiabilité du PCB — elle n'est pas purement esthétique. Le vert reste la référence de l'industrie pour les rendements de fabrication les plus élevés et les délais d'exécution les plus rapides, sans coût supplémentaire. Le blanc maximise la réflexion de la lumière pour les applications LED, tandis que le noir offre une esthétique premium pour les produits grand public haut d......
Finition PCB en or dur : Atteindre une résistance à l'usure et des performances de contact exceptionnelles
Les finitions de surface ne sont pas toutes identiques, et cela est évident, sans même le mentionner, lorsque vous avez affaire à des pièces qui sont frottées les unes contre les autres à maintes reprises. L'or dur. La finition la plus courante utilisée lorsque les circuits imprimés doivent supporter des centaines, voire des milliers d'opérations d'insertion et de retrait avant d'être mis hors service, est essentiellement un alliage dur d'or électrodéposé sur une couche barrière de nickel. La preuve t......
Finition de surface HASL : Fiabilité éprouvée et efficacité économique dans la fabrication de PCB de haute qualité
Si vous avez déjà été confus en voyant l'acronyme HASL sur une fiche technique de PCB et vous êtes demandé ce que cela signifie, voici une brève description : HASL est l'abréviation de Hot Air Solder Leveling (nivellement au jet d'air chaud), et c'est l'une des finitions de surface les plus anciennes et toujours les plus fiables des circuits imprimés. Vous plongez simplement la carte dans un bain de soudure fondue, généralement un alliage étain-plomb ou sans plomb, et vous soufflez de l'air chaud sur ......
Éviter les défaillances d'assemblage de circuits imprimés : Maîtriser les règles d'expansion du masque de soudure et les bonnes pratiques
Le masque de soudure protège les pistes et les plages en cuivre de l'oxydation, des ponts de soudure et de la contamination lors de l'assemblage. Une expansion incorrecte du masque de soudure—le dégagement autour des éléments où le masque est retiré—entraîne des défauts tels que des courts-circuits ou du cuivre exposé. Les ingénieurs doivent définir précisément les valeurs d'expansion pour garantir une soudure fiable et des performances à long terme. Introduction : Pourquoi l'expansion du masque de so......
Masque de soudure sur les circuits imprimés : Protéger les pistes, guider l'assemblage et améliorer la fiabilité à long terme
Tout comme nous portons des masques pour nous protéger de la pollution, les masques utilisés par les PCB servent à éviter la contamination et l'oxydation. Cette étape est devenue très importante dans la fabrication des PCB au fil des ans. Au début, les fabricants se concentraient davantage sur un seul type de couleur, mais aujourd'hui, nous avons des PCB multicolores. C'est ainsi que le processus du masque de soudure a évolué au fil du temps. De la protection des délicates pistes de cuivre à la garant......
Explication de la sérigraphie PCB : De l'intention de conception à l'application professionnelle et à la précision de fabrication
Parlons de la couche la plus haute d'un PCB, celle des annotations. Nous avons tous besoin de documents de référence pour travailler, et il en va de même pour l'assembleur, de l'assemblage des composants au référencement des différentes légendes de section et des plaques de sérigraphie ; cela joue un rôle important. Dans un circuit imprimé fini, la couche de sérigraphie est l'élément le moins apprécié techniquement. C'est la couche la plus utile pour l'utilisateur final car nous ne pouvons pas consult......