
Finition PCB en or dur : Atteindre une résistance à l'usure et des performances de contact exceptionnelles
17 min
- Or Dur vs. ENIG et Or Mou : Distinctions Clés
- Considérations de Conception pour une Mise en Œuvre Optimale de l'Or Dur
- Fabrication de Précision des Finitions en Or Dur
- La Maîtrise de JLCPCB dans la Livraison de PCB en Or Dur de Haute Qualité
- Foire Aux Questions (FAQ)
Les finitions de surface ne sont pas toutes identiques, et cela est évident, sans même le mentionner, lorsque vous avez affaire à des pièces qui sont frottées les unes contre les autres à maintes reprises. L'or dur. La finition la plus courante utilisée lorsque les circuits imprimés doivent supporter des centaines, voire des milliers d'opérations d'insertion et de retrait avant d'être mis hors service, est essentiellement un alliage dur d'or électrodéposé sur une couche barrière de nickel. La preuve typique qui démontre pourquoi cela est important est le connecteur de bord, également connu sous le nom de doigt d'or. Ces minuscules contacts de bord de carte sont insérés dans des connecteurs similaires sur les cartes mères, les fonds de panier et les cartes de test, et à chaque fois qu'ils entrent en collision avec quelque chose, ils subissent une certaine abrasion.
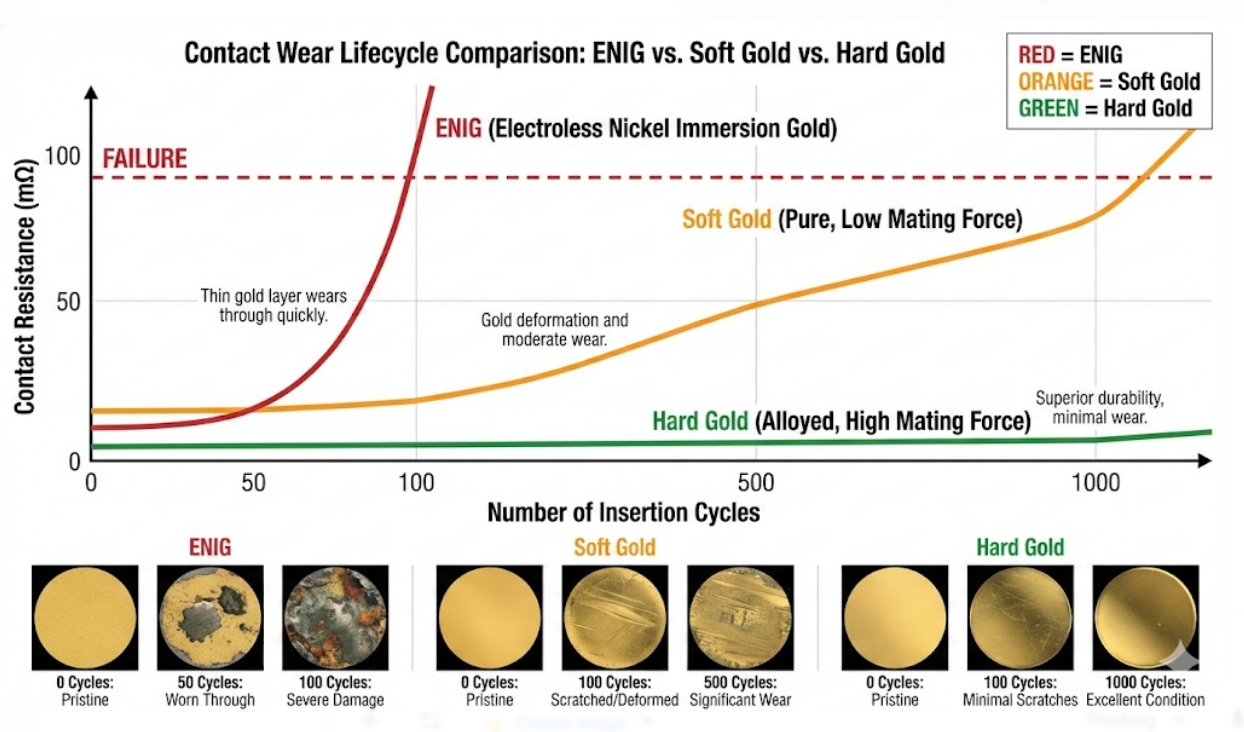
Avec une finition ENIG typique (cette fine couche d'or de 0,05 à 0,1 micromètre), l'or s'userait en seulement quelques dizaines de cycles d'insertion, révélant le nickel en dessous, puis le cuivre. Le résultat est une augmentation de la résistance de contact, une oxydation et des pannes de connexion bizarres. Les réparations à l'or dur, rendues dures par une couche d'or beaucoup plus épaisse (généralement 0,5-1,5 µm, parfois jusqu'à 2,5 µm) mélangée à une petite quantité de cobalt ou de nickel. Cette combinaison d'épaisseur et de dureté permet aux contacts en or dur de supporter 500 à 1000+ cycles d'insertion et de maintenir la résistance de contact faible et constante pendant toute la durée de vie de la pièce. D'autres applications typiques sont les contacts de claviers à membrane, les pastilles de test sur les fixations à lit de clous, les contacts coulissants dans les potentiomètres et les interrupteurs, et partout où il y a une surface de contact qui frotte ou s'abrase d'avant en arrière.
Applications Nécessitant une Durabilité Supérieure par Rapport aux Finitions Standard
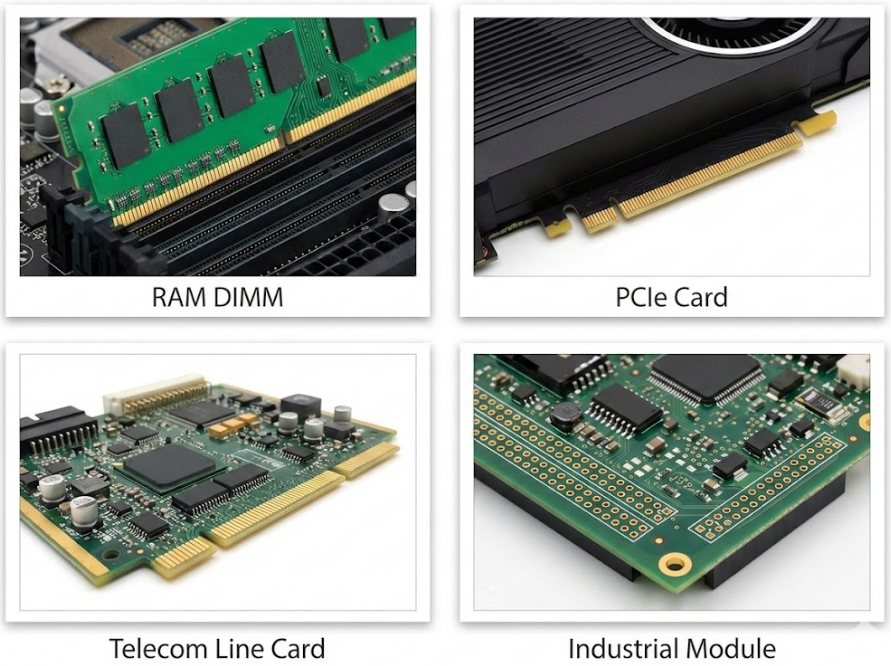
En plus des connecteurs d'insertion, l'or dur est nécessaire dans les cas où la fiabilité des contacts sous contrainte mécanique est requise sur une longue période. L'architecture en cage de cartes des systèmes de contrôle industriels utilise des connecteurs de bord à doigts d'or qui doivent être réparables sur une période de 15 à 20 ans de maintenance et de reconfiguration périodiques. Les équipements de test et de mesure sont basés sur des points de test et des pastilles de sonde plaqués or, qui doivent maintenir un niveau constant de résistance de contact sur des millions de cycles de test.
Les modules remplaçables sur le terrain, tels que les cartes de ligne, les modules de commutation, les émetteurs-récepteurs optiques, etc., sont équipés de connecteurs de bord. La durée de vie de la finition de surface de contact dans l'une de ces applications est directement liée à la fiabilité du système et au coût de la maintenance. L'or dur est également utilisé dans les contacts de connecteurs haute fiabilité des systèmes liés à la sécurité dans l'industrie automobile. Les unités de contrôle électronique (ECU) des systèmes de freinage, de direction et de transmission ne peuvent pas supporter la dégradation des contacts pendant toute la durée de vie du véhicule, et l'or dur est un investissement raisonnable malgré son prix élevé.
Or Dur vs. ENIG et Or Mou : Distinctions Clés
Compromis entre Épaisseur, Dureté et Fragilité
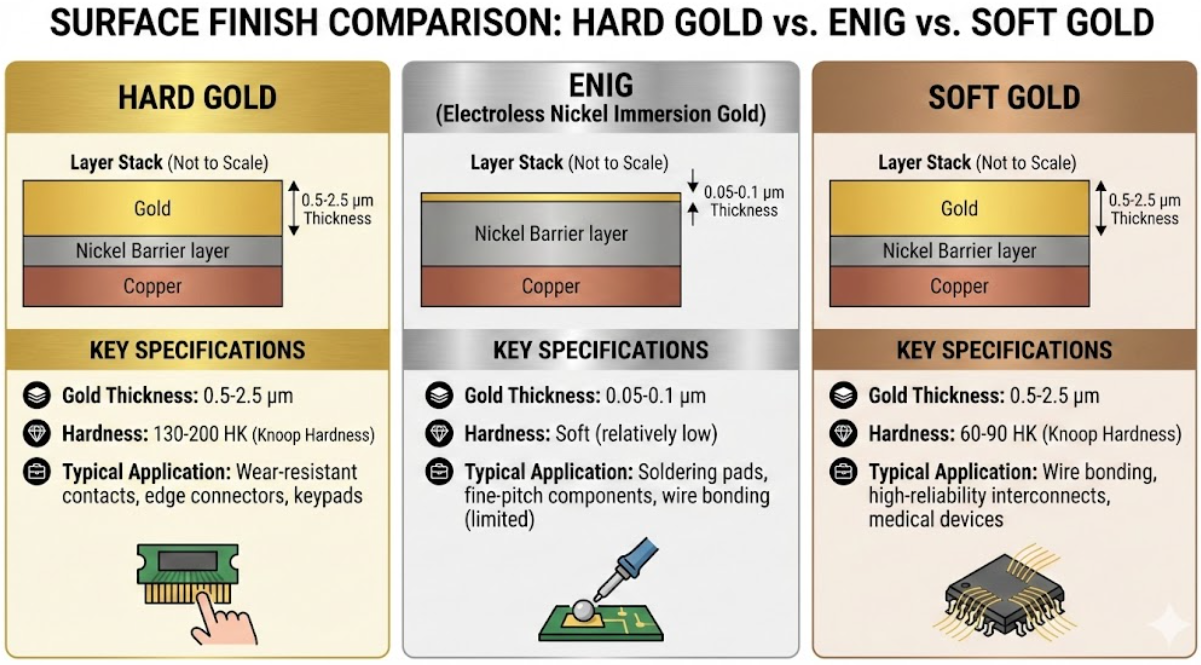
Lors du choix d'une finition pour votre carte, vous devez connaître l'or dur, l'ENIG et l'or mou. L'ENIG, acronyme de Electroless Nickel Immersion Gold (Nickel Chimique Or par Immersion), dépose une fine couche d'or (0,05-0,1 µm) sur une couche de nickel de 3-6 µm. Cet or est mou et pur, et son but principal est de recouvrir le nickel avant le soudage. L'ENIG est un bon choix si vous soudez des pièces plates, mais vous ne pouvez pas vous attendre à ce qu'il soit le moins résistant à l'usure ; cette fine couche d'or sera presque entièrement usée après seulement quelques frottements.
L'or mou (également connu sous le nom d'or soudable ou or de type III) est en fait de l'or électrodéposé ; il est presque pur à 100 % (99,7 %+). Il est normalement de 0,5 à 2,5 µm et est super ductile, ce qui le rend idéal pour une utilisation dans le wire-bonding, où l'outil doit déformer l'or pour établir une connexion. L'inconvénient ? Il n'est pas bon pour les contacts coulissants car il s'use facilement en raison de sa faible dureté (60-90 HK).
L'or dur est un tout autre type - Type I ou Type II. C'est de l'or électrodéposé avec une trace de cobalt ou de nickel (0,1 - 0,3 %), ce qui donne une dureté finale de 130-200 HK (Knoop). La résistance à l'usure est excellente avec cette augmentation de dureté, et il reste conducteur. Le problème est qu'une fois que l'épaisseur dépasse 2,5 µm, les couches peuvent devenir cassantes et se fracturer sous contrainte.
Avantages du Procédé d'Électrodéposition pour la Résistance à l'Usure
La méthode d'électrodéposition nickel-or (ou nickel-or électrolytique), qui produit l'or dur, est en fait supérieure à la méthode chimique (sans électrode). Lorsque vous en avez besoin, vous pouvez obtenir des revêtements uniformes d'une épaisseur de 0,25 à 2,5 µm avec l'électrodéposition en variant simplement le temps de dépôt et la densité de courant pour obtenir l'épaisseur souhaitée. La sous-couche de nickel (généralement 2,5-5,0 µm) sert de barrière de diffusion pour empêcher le cuivre de pénétrer dans l'or, et fournit également un substrat dur, de sorte que la couche d'or ne se déforme pas sous la pression de contact.
Elle est également sélective ; l'or ne se forme que là où il y a une connexion au bus de placage (les traces conductrices qui se trouvent entre les pastilles de placage et le bord du panneau lors de la fabrication de la carte). Cela permet d'avoir de l'or dur sur les connecteurs de bord et une autre finition, comme l'ENIG ou une autre finition, sur les pastilles de soudage de la même carte, optimisant ainsi chaque zone pour son usage.
Conseil de Pro : Lorsque vous spécifiez de l'or dur, indiquez toujours clairement l'épaisseur de l'or, l'épaisseur du nickel et la zone de placage dans vos notes de fabrication et vos dessins. Des spécifications ambiguës conduisent à une épaisseur de placage incorrecte ou à un placage sur les mauvaises zones, deux erreurs coûteuses à corriger.
Comparaisons de Coût et de Performance dans des Projets Réels
La comparaison des coûts entre l'ENIG et l'or dur est frappante. L'ENIG ajoute généralement 5 à 15 % au coût de la carte nue, tandis que l'or dur sur les connecteurs de bord peut ajouter 20 à 50 % ou plus, selon la zone de placage et l'épaisseur de l'or. Le seul coût du matériau or est élevé, car le prix de l'or fluctue avec les marchés des matières premières, et un placage plus épais signifie proportionnellement plus d'or consommé. Cependant, la comparaison des coûts doit tenir compte des exigences de durée de vie de l'application. Un fond de panier de serveur avec 50 emplacements pour cartes de ligne, chacun nécessitant plus de 500 cycles d'insertion sur une durée de vie de 10 ans, n'a pas d'alternative économiquement viable à l'or dur.
Le coût des défaillances sur le terrain dues à des surfaces de contact usées (déplacement d'un technicien, temps d'arrêt, pièces de rechange) dépasse largement la prime pour le placage à l'or dur. Pour les conceptions avec des exigences d'insertion minimales (moins de 20 cycles), l'ENIG ou même l'OSP peuvent suffire. La décision doit être guidée par une évaluation réaliste des exigences mécaniques du cycle de vie du contact, et non par une spécification par défaut.
Considérations de Conception pour une Mise en Œuvre Optimale de l'Or Dur
Espacement des Doigts, Chanfreinage et Définition de la Zone de Placage
La conception des doigts d'or suit des règles spécifiques pour garantir un accouplement fiable et des performances à long terme. La largeur et l'espacement des doigts doivent correspondre précisément aux spécifications du connecteur d'accouplement. Les pas de connecteur de bord standard incluent 1,27 mm (50 mils), 1,0 mm et 0,8 mm pour les applications haute densité.
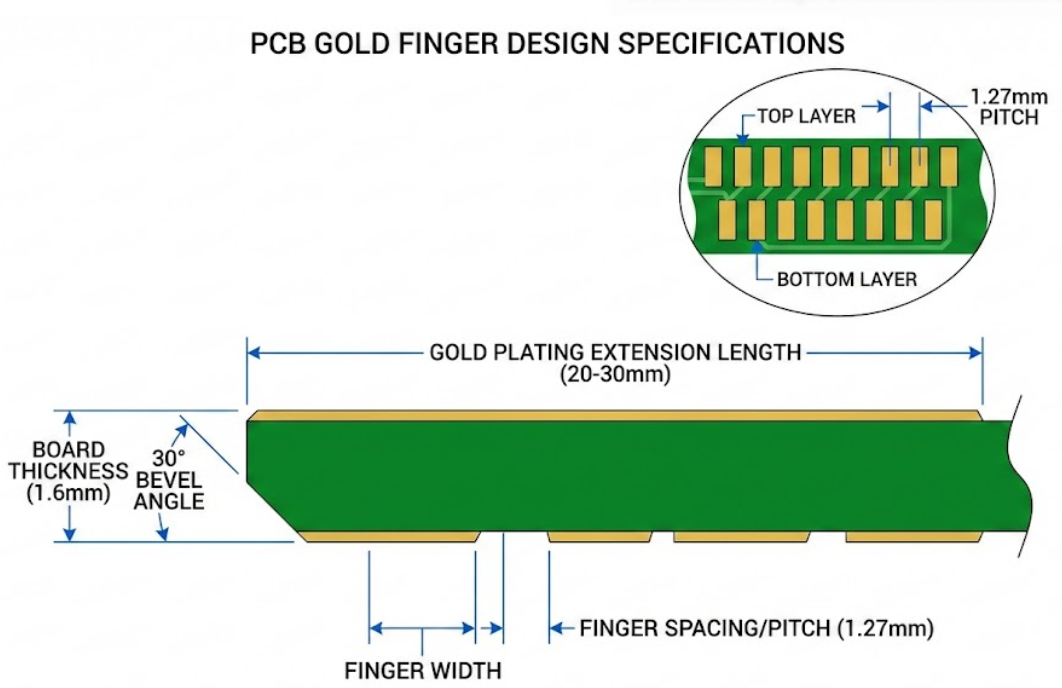
Le chanfreinage consiste à biseauter le bord de la carte à un angle de 30 à 45 degrés, ce qui facilite une insertion en douceur dans le connecteur d'accouplement et réduit la force de contact initiale qui pourrait endommager la surface dorée. La plupart des conceptions de doigts d'or spécifient un biseau de 30 degrés sur le bord d'insertion.
La définition de la zone de placage nécessite une attention particulière. L'or doit s'étendre suffisamment loin du bord de la carte pour maintenir le contact avec le connecteur sur toute la profondeur d'insertion, mais ne doit pas s'étendre inutilement car chaque millimètre carré supplémentaire de placage d'or ajoute du coût. Un doigt d'or typique s'étend de 20 à 30 mm du bord de la carte, selon la spécification du connecteur.
Éviter les Problèmes de Fragilité Grâce à un Contrôle d'Épaisseur Approprié
La plus grande chose à surveiller dans les projets d'or dur est la fragilité de l'or. Lorsqu'il est trop épais, disons plus de 2,5 µm, il peut développer des contraintes internes et se fissurer, en particulier le long des coins ou des bords tranchants. Le cobalt ou le nickel de durcissement qui confère la dureté diminue également la ductilité ; nous avons donc un point idéal d'épaisseur optimal entre la résistance à l'usure et l'intégrité mécanique.
La plupart des matériaux pour connecteurs de bord utilisent 0,75-1,5 µm d'or dur sur 2,5-5,0 µm de nickel pour atteindre ce point idéal. Cette combinaison peut être répétée des milliers de fois et reste suffisamment souple pour éviter les fissures lors de la flexion ou du chauffage de la carte. Si nous avons besoin d'une utilisation extrême, comme dépasser 1 000 cycles, nous pouvons augmenter l'or à 2,0 - 2,5 µm, mais nous ne devons certainement pas le laisser se trouver autour de transitions géométriques abruptes, ce qui accumulerait des contraintes.
Intégration avec la Disposition Générale du PCB et les Règles de DFM
Les zones d'or dur nécessitent une considération particulière dans la disposition générale du PCB. Les traces du bus de placage doivent connecter toutes les pastilles de doigts d'or à un rail de placage commun pendant la fabrication. Ces traces sont généralement acheminées sur la même couche que les doigts d'or et sont retirées (par routage ou entaillage) une fois le placage terminé. Le concepteur doit prévoir ces connexions temporaires dans la disposition. Le masque de soudure doit être soigneusement défini pour exposer uniquement les zones de placage d'or prévues tout en protégeant les caractéristiques adjacentes.
La tolérance d'alignement masque de soudure/or est critique ; un chevauchement du masque sur les doigts d'or crée une interférence d'insertion, tandis qu'un espace excessif expose le cuivre qui peut s'oxyder. La revue DFM doit vérifier que les dimensions des doigts d'or correspondent à la spécification du connecteur cible, que les dimensions du biseau sont correctement définies, que les routes du bus de placage sont réalisables et que la zone de transition entre les zones plaquées or et non plaquées or est correctement gérée.
Fabrication de Précision des Finitions en Or Dur
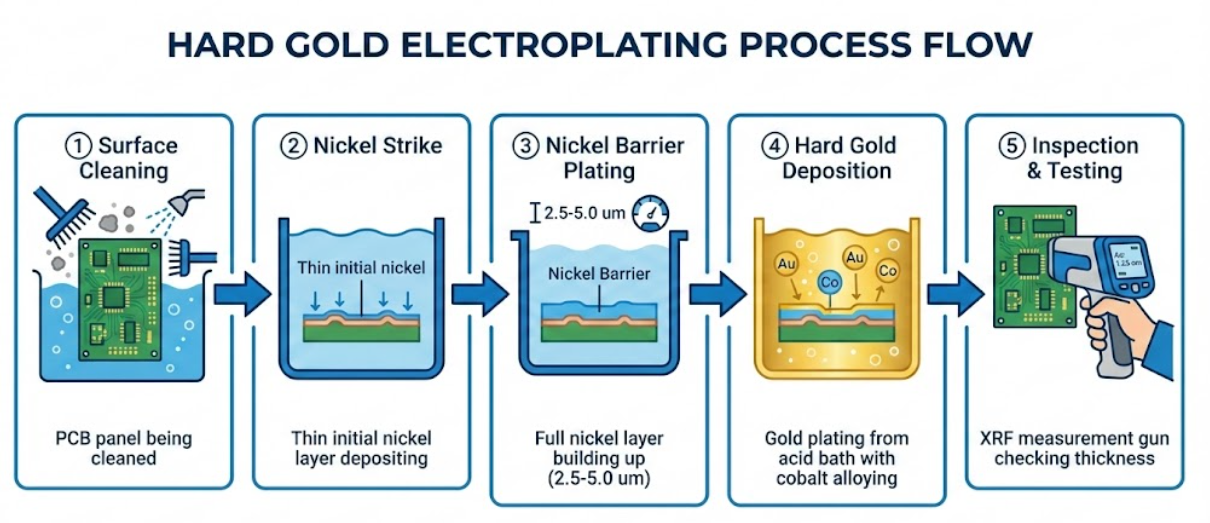
Dépôt de la Barrière de Nickel et de la Couche d'Or par Électrodéposition
Fondamentalement, tout le processus de l'or dur commence lorsque tout le reste sur la carte est terminé. Nous devons d'abord nettoyer le cuivre, puis nous devons le plaquer. On dépose une couche d'accrochage de nickel, immédiatement suivie de la barrière principale de nickel (environ 2,5-5,0 mm de nickel sulfamate). Cela fournit à la carte une base dure et empêche la diffusion.
Une fois le nickel en place, nous passons à l'or. Il est produit à partir d'un bain d'or acide contenant du cobalt ou du nickel. Nous surveillons la densité de courant, la température du bain et le degré d'agitation pour que l'or soit suffisamment dur et que les grains soient corrects. Nous vérifions l'épaisseur à l'aide de mesures coulométriques pour garantir que l'or atteint la bonne épaisseur à tous les endroits.
Contrôle de l'Uniformité et Techniques de Nettoyage Post-Procédé
Il est difficile de rendre l'or uniforme sur tous les doigts d'un panneau. Les bords et les angles sont plus susceptibles d'être frappés par le courant (l'effet "dog-boning"), et à ces endroits, l'épaisseur est beaucoup plus grande qu'au milieu. Pour corriger cela, les ateliers de placage sont équipés d'anodes supplémentaires, de voleurs de courant et de constructions de racks intelligentes pour distribuer le courant et garantir que la différence d'épaisseur soit minimale.
Ensuite, nous plaquons et nettoyons la carte pour éliminer tout produit chimique, flux et contamination résiduels qui pourraient interférer avec les contacts. Un nettoyage par ultrasons suivi d'un rinçage à l'eau déionisée. Nous examinons ensuite l'or à la loupe pour vérifier la présence de piqûres, nodules, taches et saletés générales.
Tests Rigoureux d'Adhérence, de Dureté et de Résistance de Contact
Nous testons l'or dur à l'aide de plusieurs tests lors de la vérification. La fluorescence X (XRF) vérifie que les couches d'or et de nickel ont atteint les épaisseurs minimales et maximales à différents points. Les tests de microdureté Knoop garantissent que l'alliage d'or se situe dans la plage de 130-200 HK.
Un test d'adhérence (test au ruban adhésif selon IPCTM650) est également effectué pour garantir que l'or et le nickel adhèrent bien l'un à l'autre et au cuivre. La résistance de contact est également mesurée, et elle doit être faible et uniforme - ceci est essentiel pour un bon contact électrique. Ces tests sont effectués sur des échantillons de production réels et des coupons afin de garantir que chaque lot est conforme aux spécifications.
La Maîtrise de JLCPCB dans la Livraison de PCB en Or Dur de Haute Qualité
Lignes d'Électrodéposition Avancées pour une Épaisseur et une Durabilité Constantes
L'installation d'électrodéposition de JLCPCB comprend des lignes de placage d'or dur dédiées avec un contrôle précis du courant, une surveillance automatisée de l'épaisseur et une chimie de bain optimisée. Ces systèmes fournissent une épaisseur et une dureté d'or constantes sur les panneaux, garantissant des performances de contact fiables pour chaque carte de chaque commande.
Support Expert pour les Spécifications Personnalisées de Doigts d'Or
Les spécifications des doigts d'or peuvent varier considérablement en fonction de la norme du connecteur et des exigences de votre projet. L'équipe d'ingénierie de JLCPCB est disponible pour aider avec les commandes spéciales - que vous ayez besoin d'une épaisseur d'or inhabituellement fine, d'une sous-couche de nickel très spécifique, d'une zone de placage sélectif ou d'un chanfreinage supplémentaire. Ils peuvent s'adapter pour répondre à vos besoins, que vous travailliez sur une spécification de carte PCIe ou une interface propriétaire entièrement nouvelle.
Production Fiable Garantissant des Performances de Contact à Long Terme
Ils ne sont pas novices en matière de placage à l'or dur et ont participé à la fabrication de fonds de panier tant au niveau grand public qu'industriel. Toutes les cartes qu'ils expédient passent par le même contrôle de qualité rigoureux, comprenant des vérifications d'épaisseur par XRF et un contrôle visuel, vous assurant ainsi que les contacts restent solides pendant toute la durée de vie du produit.

Foire Aux Questions (FAQ)
Q. Quelle est la différence entre l'or dur et l'ENIG ?
L'ENIG dépose une fine couche d'or mou (0,05-0,1 µm) sur du nickel en utilisant un procédé chimique. L'or dur électrodépose une couche d'or allié au cobalt beaucoup plus épaisse (0,5-2,5 µm) sur du nickel en utilisant un courant électrique.
Q. Combien de cycles d'insertion l'or dur peut-il supporter ?
Un or dur correctement spécifié (0,75-1,5 µm sur 2,5-5,0 µm de nickel) survit généralement à 500-1 000+ cycles d'insertion. Un or plus épais (jusqu'à 2,5 µm) peut prolonger cette durée.
Q. L'or dur et l'ENIG peuvent-ils coexister sur la même carte ?
Oui, c'est une pratique courante. L'or dur est appliqué sur les connecteurs de bord et les zones de contact, tandis que l'ENIG recouvre les pastilles de soudage. Le processus de placage sélectif dépose de l'or uniquement sur les zones connectées au bus de placage, permettant différentes finitions de surface sur la même carte.
Q. Un or plus épais est-il toujours meilleur pour les applications d'or dur ?
Non. Un or dur excessivement épais (au-dessus de 2,5 µm) peut devenir cassant et sujet aux fissures. L'épaisseur optimale dépend du nombre attendu de cycles d'insertion et de l'environnement de contrainte mécanique.
Q. Pourquoi l'or dur est-il plus cher que les autres finitions de surface ?
Le coût de l'or dur est principalement dû au matériau or lui-même (métal précieux au prix du marché), au dépôt plus épais (10 à 50 fois plus d'or que l'ENIG) et au processus d'électrodéposition nécessitant un équipement dédié et un contrôle précis.

Continuez à apprendre
Couleurs du masque de soudure : Améliorez les performances, le style et la fiabilité de votre PCB
Points clés à retenir La couleur du masque de soudure impacte directement la précision de l'AOI, les performances thermiques et la fiabilité du PCB — elle n'est pas purement esthétique. Le vert reste la référence de l'industrie pour les rendements de fabrication les plus élevés et les délais d'exécution les plus rapides, sans coût supplémentaire. Le blanc maximise la réflexion de la lumière pour les applications LED, tandis que le noir offre une esthétique premium pour les produits grand public haut d......
Finition PCB en or dur : Atteindre une résistance à l'usure et des performances de contact exceptionnelles
Les finitions de surface ne sont pas toutes identiques, et cela est évident, sans même le mentionner, lorsque vous avez affaire à des pièces qui sont frottées les unes contre les autres à maintes reprises. L'or dur. La finition la plus courante utilisée lorsque les circuits imprimés doivent supporter des centaines, voire des milliers d'opérations d'insertion et de retrait avant d'être mis hors service, est essentiellement un alliage dur d'or électrodéposé sur une couche barrière de nickel. La preuve t......
Finition de surface HASL : Fiabilité éprouvée et efficacité économique dans la fabrication de PCB de haute qualité
Si vous avez déjà été confus en voyant l'acronyme HASL sur une fiche technique de PCB et vous êtes demandé ce que cela signifie, voici une brève description : HASL est l'abréviation de Hot Air Solder Leveling (nivellement au jet d'air chaud), et c'est l'une des finitions de surface les plus anciennes et toujours les plus fiables des circuits imprimés. Vous plongez simplement la carte dans un bain de soudure fondue, généralement un alliage étain-plomb ou sans plomb, et vous soufflez de l'air chaud sur ......
Éviter les défaillances d'assemblage de circuits imprimés : Maîtriser les règles d'expansion du masque de soudure et les bonnes pratiques
Le masque de soudure protège les pistes et les plages en cuivre de l'oxydation, des ponts de soudure et de la contamination lors de l'assemblage. Une expansion incorrecte du masque de soudure—le dégagement autour des éléments où le masque est retiré—entraîne des défauts tels que des courts-circuits ou du cuivre exposé. Les ingénieurs doivent définir précisément les valeurs d'expansion pour garantir une soudure fiable et des performances à long terme. Introduction : Pourquoi l'expansion du masque de so......
Masque de soudure sur les circuits imprimés : Protéger les pistes, guider l'assemblage et améliorer la fiabilité à long terme
Tout comme nous portons des masques pour nous protéger de la pollution, les masques utilisés par les PCB servent à éviter la contamination et l'oxydation. Cette étape est devenue très importante dans la fabrication des PCB au fil des ans. Au début, les fabricants se concentraient davantage sur un seul type de couleur, mais aujourd'hui, nous avons des PCB multicolores. C'est ainsi que le processus du masque de soudure a évolué au fil du temps. De la protection des délicates pistes de cuivre à la garant......
Explication de la sérigraphie PCB : De l'intention de conception à l'application professionnelle et à la précision de fabrication
Parlons de la couche la plus haute d'un PCB, celle des annotations. Nous avons tous besoin de documents de référence pour travailler, et il en va de même pour l'assembleur, de l'assemblage des composants au référencement des différentes légendes de section et des plaques de sérigraphie ; cela joue un rôle important. Dans un circuit imprimé fini, la couche de sérigraphie est l'élément le moins apprécié techniquement. C'est la couche la plus utile pour l'utilisateur final car nous ne pouvons pas consult......