
Soudure BGA expliquée : Guide complet du processus, des outils et des meilleures pratiques
16 min
- Qu’est-ce que la soudure BGA ?
- Comment fonctionne la soudure BGA dans l’assemblage de PCB
- Processus de soudure BGA étape par étape
- Outils et équipements pour la soudure BGA
- Défis courants en soudure BGA
- Techniques de réparation et de rework BGA
- Soudure BGA vs autres méthodes SMT
- Assemblage PCB professionnel et services de soudure BGA chez JLCPCB
- Meilleures pratiques pour une soudure BGA fiable
- FAQ sur la soudure BGA
- Conclusion
Alors que les composants électroniques nécessitent un nombre de broches plus élevé dans des empreintes de plus en plus petites, l’industrie s’appuie fortement sur le Ball Grid Array (BGA).
Un BGA est un boîtier de montage en surface qui utilise, sous le composant, un réseau de minuscules billes de soudure plutôt que des fils de connexion traditionnels pour se connecter au circuit imprimé. Comme ces joints sont cachés sous le corps du boîtier, l’inspection visuelle standard est impossible. Cela fait de la soudure BGA un processus hautement critique et complexe dans la technologie de montage en surface (SMT).
Pour les concepteurs de PCB et les ingénieurs, maîtriser cette méthode d’assemblage est essentiel pour obtenir des rendements fiables. Considérez ce tutoriel comme votre guide définitif de soudure BGA.
Ce guide couvre l’intégralité du processus de soudure BGA, des fondamentaux du refusion aux outils nécessaires pour la vérification.
Qu’est-ce que la soudure BGA ?
Si vous vous demandez ce qu’est la soudure BGA, il s’agit du processus spécifique consistant à fixer un composant Ball Grid Array sur un circuit imprimé (PCB). Contrairement aux composants traditionnels qui utilisent des fils de connexion, la soudure de boîtiers BGA repose sur la fonte d’un réseau précis de minuscules sphères de soudure situées sous le composant afin de former à la fois les connexions électriques et mécaniques avec la carte.
Structure des boîtiers Ball Grid Array
Un BGA est un boîtier de montage en surface qui utilise une grille de billes de soudure BGA – généralement Sn63Pb37 eutectique ou SAC305 sans plomb – comme interface entre le composant et le PCB. Au lieu de broches fragiles autour du périmètre, le BGA utilise toute la surface inférieure du composant pour les connexions. Cette conception maximise l’espace disponible.
Pourquoi les boîtiers BGA sont largement utilisés dans l’électronique moderne
Pourquoi l’industrie a-t-elle adopté ce boîtier difficile à inspecter ? La réside en trois avantages clés :
Comment fonctionne la soudure BGA dans l’assemblage de PCB
Avant d’examiner les étapes exactes, il est utile de comprendre la technique de soudure BGA fondamentale dans une ligne d’assemblage SMT.
Placement du composant BGA
Le processus repose fortement sur l’automatisation. Comme les pads sont cachés sous la puce, le placement manuel est presque impossible en production de haut volume. Des machines automatisées cartographient les pads et le composant pour garantir un alignement parfait avant toute application de chaleur.
Application de la pâte à souder
La pâte à souder agit à la fois comme adhésif pour maintenir le BGA en place avant le chauffage et comme métal supplémentaire qui fusionnera avec les billes de soudure BGA pour former un joint solide. L’application précise de cette pâte dicte le succès final du joint.
Processus de refusion
La soudure proprement dite ne se fait pas avec un fer ; elle se fait dans un four massif. La carte est soumise à un environnement thermique soigneusement contrôlé où la température monte juste assez pour faire fondre la soudure sans endommager le circuit intégré sensible à l’intérieur du boîtier BGA.
Processus de soudure BGA étape par étape
La fiabilité d’un joint BGA est déterminée bien avant que la carte n’entre dans le four. Voici le processus de soudure BGA utilisé dans les environnements SMT professionnels.
Étape 1 : Préparation du PCB
Le processus commence par s’assurer que les pads du PCB sont propres et correctement conçus. Des éléments comme des via comblés sous pad (pour éviter l’aspiration de la soudure) et des pads Non-Solder Mask Defined (NSMD) appropriés sont vérifiés afin que la soudure dispose d’une surface plane et fiable pour adhérer.
Étape 2 : Application de la pâte à souder
La base d’un bon joint de soudure est le volume correct de pâte à souder. Pour les BGA, la conception des ouvertures du stencil est critique. Les ingénieurs préfèrent souvent des ouvertures carrées aux coins arrondis plutôt que circulaires. Une ouverture carrée libère mieux la pâte et dépose légèrement plus de volume, ce qui aide à former une connexion robuste.
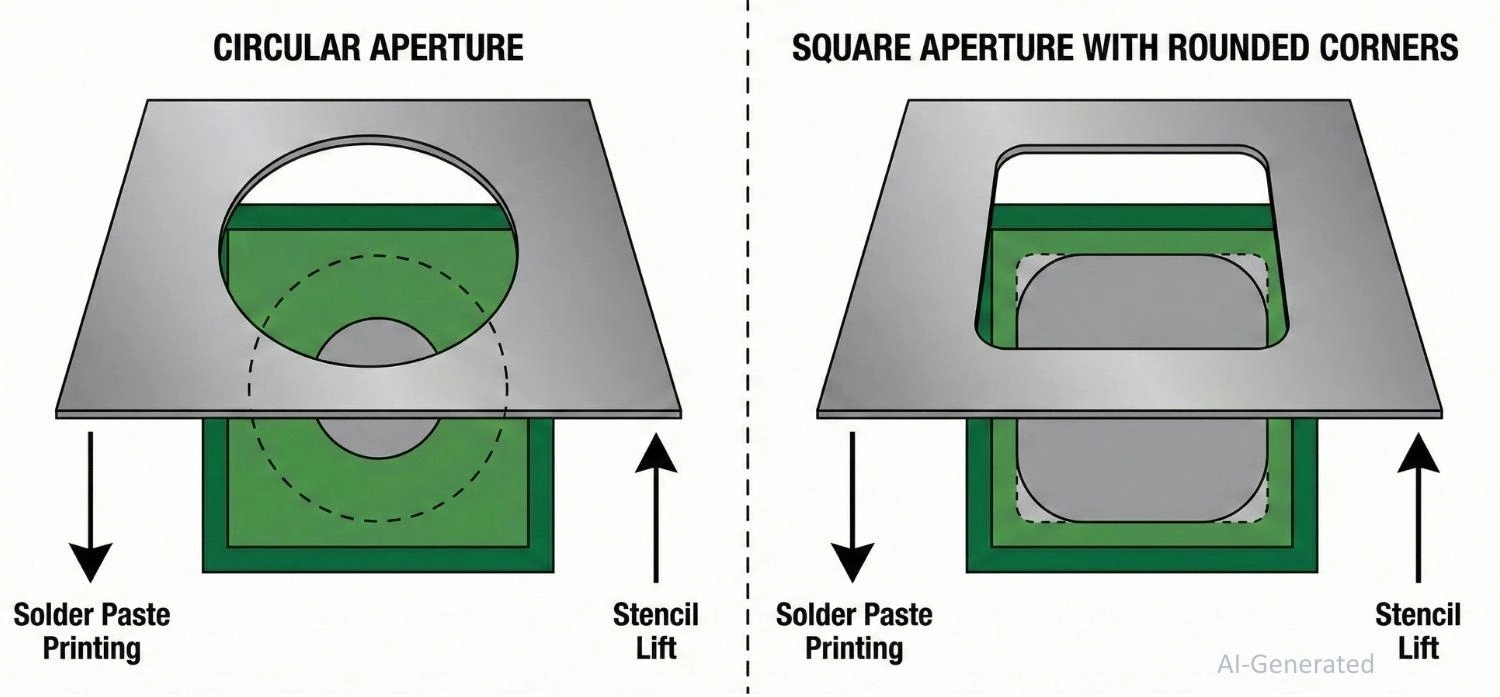
Figure : Comparaison des ouvertures de stencil circulaires et carrées pour l’impression de pâte BGA.
Étape 3 : Placement précis du composant
Une fois la pâte imprimée, la machine pick-and-place prend le relais. Les machines modernes utilisent des systèmes de vision pour reconnaître le réseau de billes de soudure sous le BGA. Lorsque la soudure fond à l’étape suivante, la tension superficielle du métal liquide attire naturellement le composant vers le centre du pad. Cette capacité d’auto-alignement corrige les placements légèrement décalés.
Étape 4 : Processus de chauffage en refusion
Le PCB traverse un four de refusion. Le profil de température de soudure BGA doit être réglé spécifiquement pour la masse thermique du composant :
Zone de trempage : La carte est maintenue à une température constante (habituellement 150 °C – 180 °C) pendant 60-120 s. Cela permet au flux de s’activer et d’éliminer les oxydes, et assure que l’ensemble du BGA (centre et bords) atteigne la même température avant le pic.
Zone de refusion : La température dépasse le point de fusion (Liquidus).
Temps au-dessus du Liquidus (TAL) : C’est le paramètre critique. La soudure doit rester liquide pendant 45–90 s.
Trop court : La soudure ne mouille pas complètement le pad (joint froid).
- Trop long : La couche intermétallique devient trop épaisse, rendant le joint fragile.
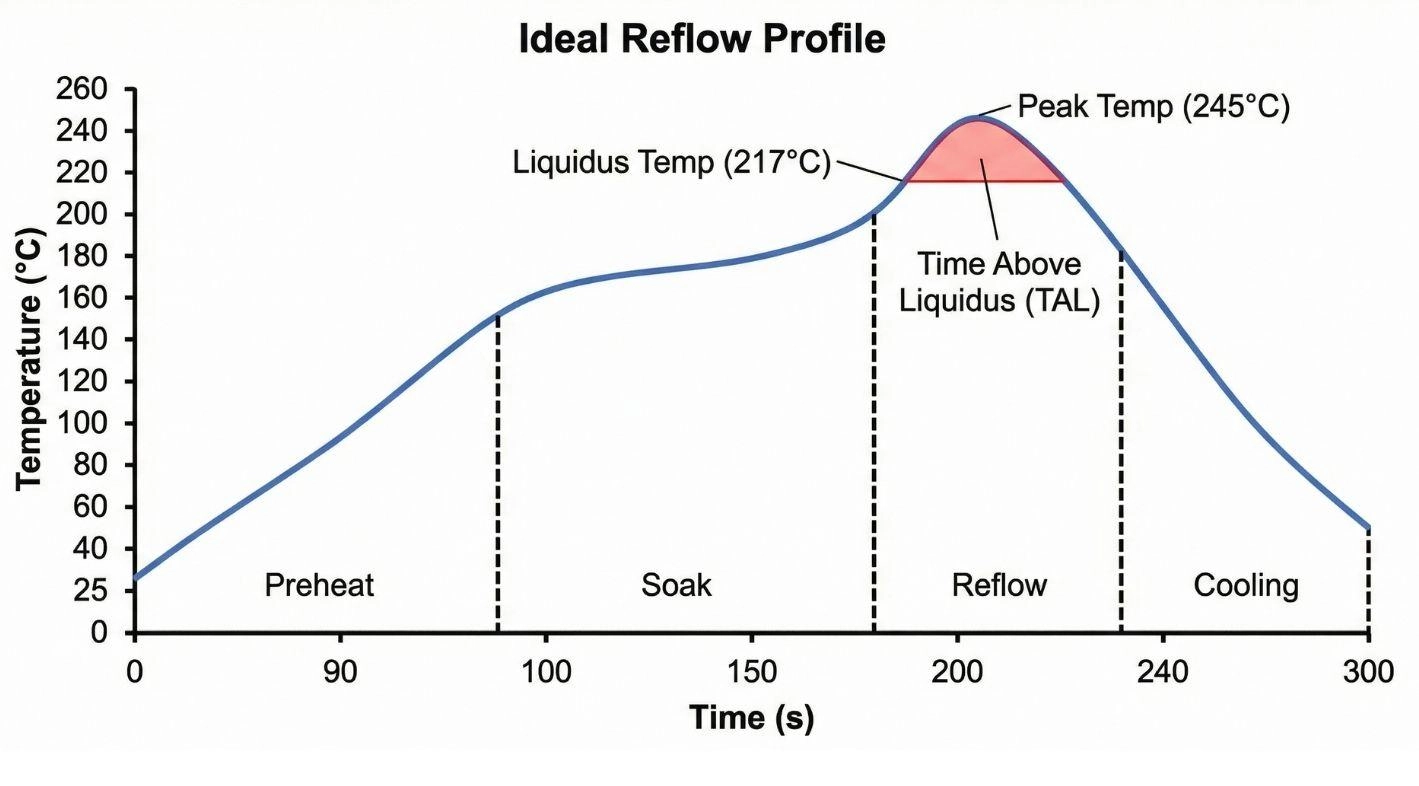
Figure : Graphique de profil de refusion SMT mettant en évidence les zones de préchauffage, de trempage et de refusion pour la soudure BGA.
Étape 5 : Inspection et contrôle qualité
Comme les joints sont cachés, des systèmes automatisés interviennent immédiatement après le refroidissement pour vérifier que le processus de refusion a réussi, garantissant l’absence de courts-circuits ou de vides sous le boîtier.
Outils et équipements pour la soudure BGA
Un assemblage et une réparation de haute qualité nécessitent des outils de soudure BGA spécialisés.
Station de réparation BGA
Pour toute intervention manuelle, vous avez besoin d’une station de réparation BGA dédiée. Elle combine chauffage supérieur, préchauffage inférieur et optique d’alignement de précision en une seule unité, garantissant que le profil de refusion exact peut être reproduit hors du four SMT principal.
Outils de réparation à air chaud
Un fer à souder standard ne peut pas atteindre sous un BGA. Les outils de réparation à air chaud fournissent un flux d’air à température contrôlée pour faire fondre les billes de soudure uniformément. Les buses utilisées sont façonnées précisément pour correspondre à l’empreinte carrée de la puce BGA ciblée.
Machines de réparation infrarouges
Comme alternative à l’air chaud, certaines stations de réparation avancées utilisent un chauffage infrarouge (IR). Les stations IR chauffent le composant par ondes lumineuses infrarouges, ce qui peut empêcher les petits composants environnants d’être emportés par les courants d’air, un risque courant avec l’air chaud.
Systèmes d’inspection par rayons X
L’inspection visuelle ne peut vérifier que la rangée extérieure de billes de soudure. Pour voir les rangées cachées, vous avez besoin de l’inspection automatique par rayons X (AXI). La soudure absorbe les rayons X et apparaît sombre, tandis que le PCB est transparent, permettant aux techniciens de repérer facilement les défauts internes.
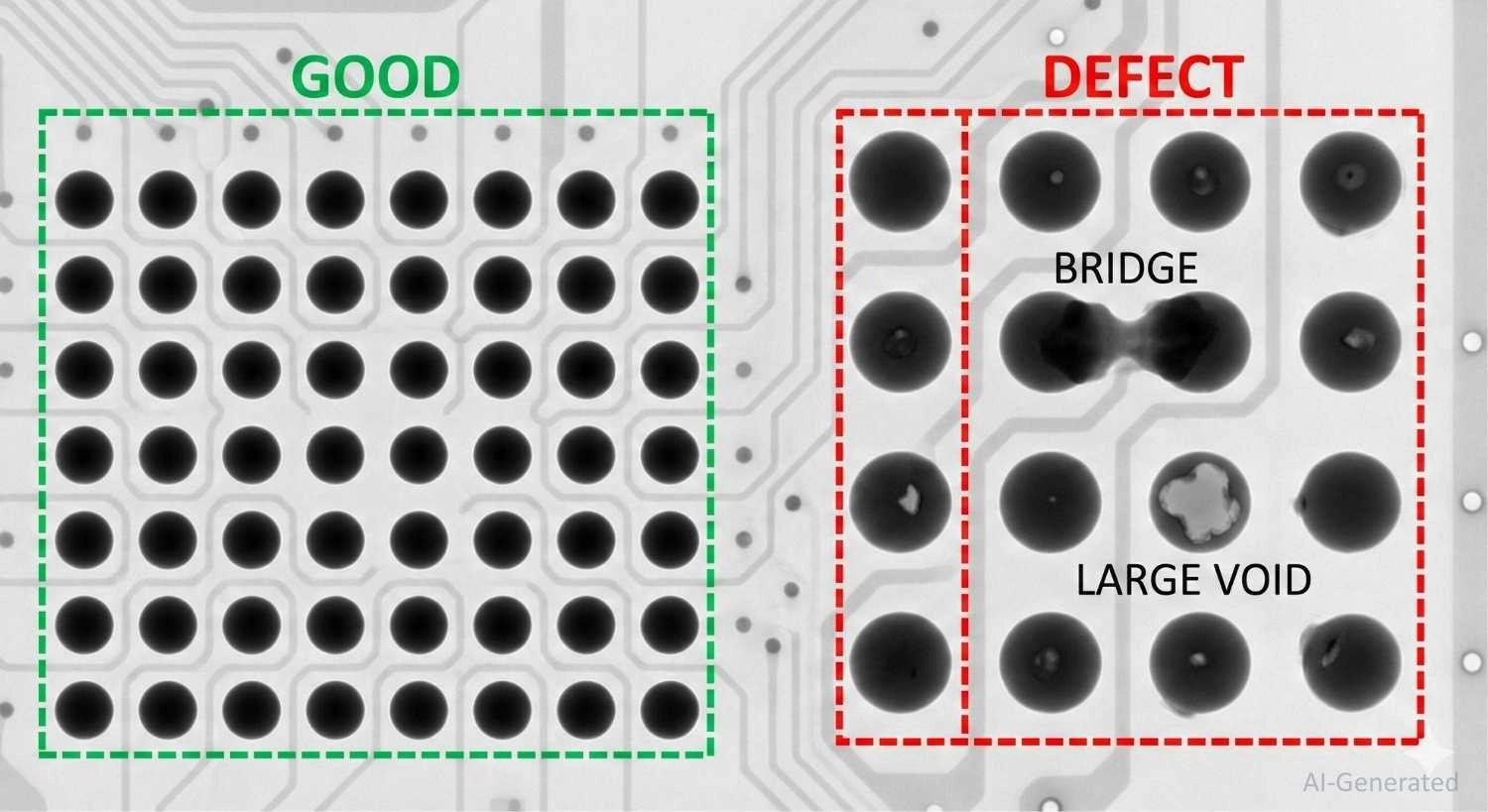
Figure : Image d’inspection par rayons X montrant des billes de soudure BGA avec des vides et des ponts.
Défis courants en soudure BGA
Même avec l’automatisation, les choses peuvent mal tourner. Identifier ces défauts est la première étape pour les corriger.
Vides de soudure
Les vides de soudure sont essentiellement des bulles d’air ou de gaz piégées à l’intérieur de la bille de soudure.
- La norme : Selon IPC-A-610 Classe 2, les vides sont acceptables s’ils occupent moins de 25 % de la surface de la bille sur l’image radiographique.
- La cause : Les vides sont souvent dus au dégazage du flux. Si le profil de refusion monte trop vite, le solvant du flux bout avant de pouvoir s’échapper, piégeant le gaz dans le métal qui durcit.
Head-in-Pillow (HiP)
C’est le cauchemar de l’assemblage BGA. Dans un défaut HiP, la bille de soudure BGA fond et la pâte sur le PCB fond, mais ils ne fusionnent pas. La bille repose simplement sur le coussin de pâte, créant une connexion électrique intermittente qui peut passer un test fonctionnel rapide mais échouer plus tard.
- Cause racine : Généralement due à la déformation du composant. Les coins du BGA se soulèvent pendant le chauffage, séparant la bille de la pâte. Au moment où il redescend, la pâte s’est oxydée et a formé une « peau », empêchant la coalescence.
Pontage entre billes
Le pontage survient lorsque la soudure connecte deux pads adjacents.
- Cause : Souvent dû à un dépôt excessif de pâte à souder, une faible tension du stencil ou un placement du composant avec trop de pression, écrasant la pâte.
Désalignement pendant la refusion
Également connu sous le nom de défaut Head-in-Pillow (HiP), il se produit quand la bille de soudure BGA fond et la pâte fond, mais ils ne fusionnent pas. La bille repose sur le coussin de pâte, créant une connexion intermittente. Il est généralement causé par la déformation du composant soulevant la bille pendant le cycle de chauffage.
Pad cratering
Il s’agit d’une défaillance mécanique où le pad de cuivre est littéralement arraché au stratifié du PCB. C’est rarement une erreur de soudure et généralement le résultat d’un stress mécanique (flexion de la carte) ou d’un choc thermique.
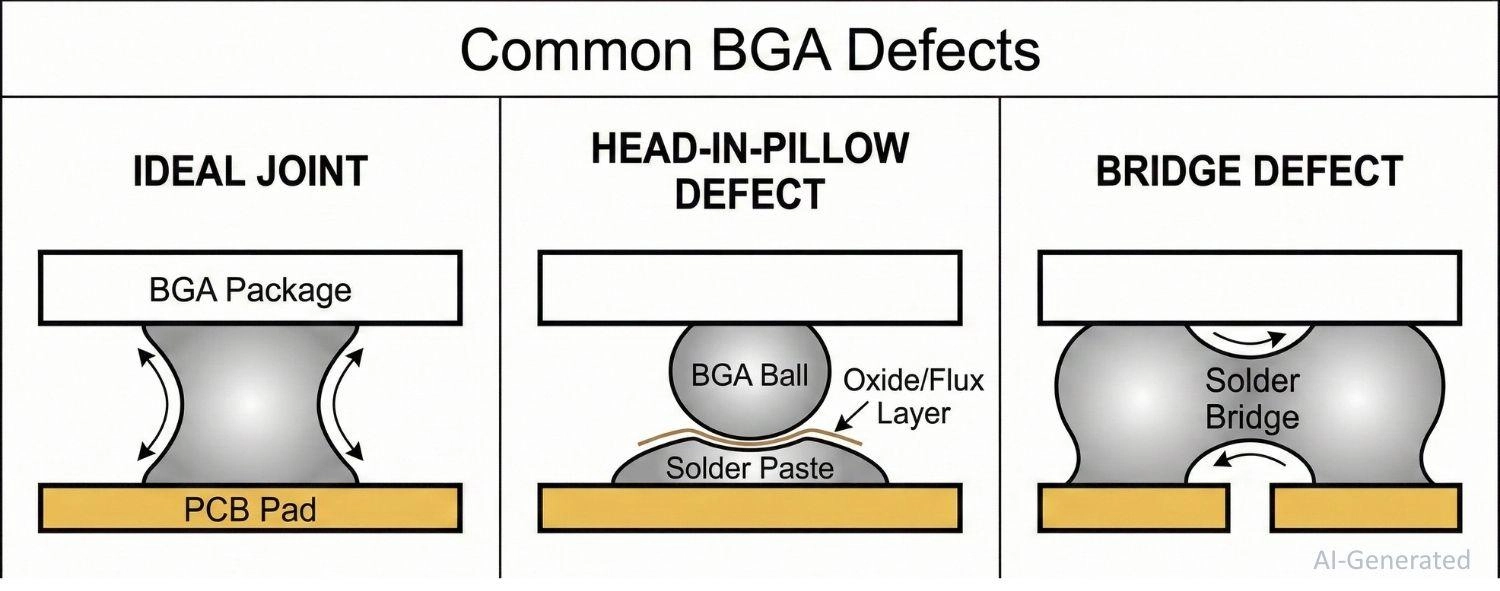
Figure : Comparaison entre un défaut Head-in-Pillow, un joint sain et un pont de soudure.
En savoir plus : BGA Void Explained: Causes, IPC Standards, and Prevention
Techniques de réparation et de rework BGA
Lorsqu’un défaut est détecté, le composant doit être réparé en utilisant des techniques de soudure BGA spécifiques.
Processus de reballing BGA
Si un BGA est retiré, il ne peut pas être simplement replacé sur une carte. Il nécessite un reballing – un processus laborieux consistant à enlever l’ancienne soudure, appliquer du flux frais et fixer de nouvelles billes de soudure BGA à l’aide d’un fixture de stencil spécialisé. Une fois reballed, la puce est prête à être réutilisée.
Retrait et remplacement des puces BGA
Le retrait d’un BGA nécessite d’appliquer du flux collant autour des bords, de régler la station de réparation à la température de fusion exacte et de soulever délicatement la puce avec un stylo à vide une fois la soudure liquéfiée. Après retrait, les pads du PCB doivent être soigneusement nettoyés avec de la tresse de désoudure avant d’appliquer une nouvelle pâte pour la puce de remplacement.
Prévention des dommages pendant le rework
Le préchauffage est obligatoire. Vous devez utiliser un chauffage inférieur pour amener l’ensemble de la carte à ~150 °C. Si vous ne faites chauffer que le BGA par le dessus, l’expansion thermique locale déformera la carte et risquera d’arracher les pads.
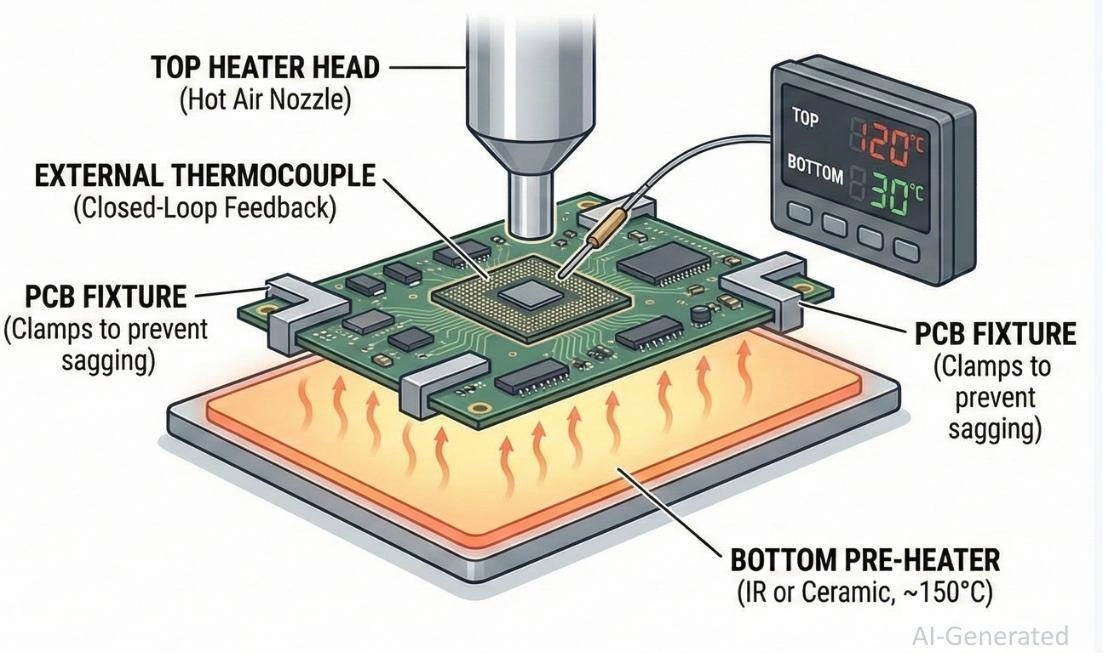
Figure : Station de réparation BGA montrant la buse supérieure, le préchauffeur inférieur, les serre-cartes et les sondes de température.
Le risque : Le rework manuel impose un stress thermique élevé sur le composant et le PCB. Il est souvent plus sûr et plus rentable de commander quelques prototypes assemblés auprès d’un service professionnel comme JLCPCB plutôt que de risquer un FPGA coûteux avec un pistolet à air chaud manuel.
En savoir plus : BGA Rework Guide: Process, Tools, and Best Practices
Soudure BGA vs autres méthodes SMT
BGA vs boîtiers QFN
Les boîtiers Quad Flat No-leads (QFN) ont des pads métalliques autour de leur périmètre inférieur et un grand pad thermique central. Bien que plus faciles à router que les BGA, les QFN sont limités en nombre de broches. Dès que vous dépassez 100 broches, la structure BGA (qui utilise toute la surface inférieure, pas seulement les bords) devient obligatoire.
BGA vs boîtiers QFP
Les Quad Flat Packages (QFP) possèdent de fragiles broches « en aile de mouette » s’étendant sur les côtés. Ils sont faciles à inspecter visuellement, mais occupent énormément d’espace sur la carte et souffrent d’une inductance élevée comparée aux BGA.
| Caractéristique | Quad Flat Package (QFP) | Ball Grid Array (BGA) |
|---|---|---|
| Densité de broches | Faible à moyenne (Périphérique uniquement) | Élevée (Réseau sur toute la surface) |
| Inductance | Élevée (Longues broches) | Faible (Courtes billes de soudure) |
| Inspection | Visuelle / Microscope optique | Inspection aux rayons X requise |
Avantages de la technologie BGA
En définitive, la technologie BGA l’emporte grâce à son efficacité spatiale inégalée, permettant aux ingénieurs de concentrer une puissance de traitement immense dans des facteurs de forme réduits comme les smartphones et les objets connectés. La capacité naturelle d’auto-centrage du boîtier pendant la refusion pardonne aussi les petites erreurs d’alignement du pick-and-place, conduisant à des rendements de fabrication plus élevés.
De plus, les performances thermiques et électriques robustes fournies par les courtes billes de soudure solides assurent une dissipation thermique supérieure vers les plans de masse du PCB et une intégrité de signal nettement meilleure pour les circuits haute vitesse comme les GPU, CPU et FPGA.
Assemblage PCB professionnel et services de soudure BGA chez JLCPCB
Bien que le rework manuel soit possible en cas d’urgence, la fiabilité de l’assemblage automatisé est incomparable. Le soudage à la main impose un stress thermique élevé sur le composant et le PCB.
Il est toujours plus sûr et plus rentable d’utiliser un service professionnel.
Le service d’assemblage de PCB de JLCPCB garantit que vos composants à pas fin sont placés avec une précision parfaite. De plus, l’inspection aux rayons X n’est pas une option ; c’est un protocole standard pour l’assemblage BGA chez JLCPCB, garantissant que vos conceptions haute densité fonctionnent parfaitement à chaque fois.
Meilleures pratiques pour une soudure BGA fiable
Au-delà du processus standard, voici trois conseils pros issus de l’usine pour garantir le succès.
Profils de température appropriés
Ne devinez pas la température de soudure BGA. Le profilage professionnel consiste à percer un trou dans un PCB de test et à fixer un thermocouple directement sur une bille au centre de la grille. Cela garantit que les billes les plus intérieures atteignent le liquidus, pas seulement celles du bord.
Alignement précis des composants
Placez toujours des repères fiduciaires (fiduciaux locaux) près des coins du BGA dans votre conception PCB. Cela donne à la machine pick-and-place une référence locale précise pour calculer la position exacte des pads, garantissant un alignement parfait avant refusion.
Utilisation de pâte à souder de haute qualité
L’hygiène de la pâte à souder est critique. Une pâte restée trop longtemps sur le stencil perd l’activité de son flux, ce qui est une cause majeure de défauts Head-in-Pillow. Le nettoyage régulier et l’utilisation de pâte fraîche sont non négociables pour des joints fiables.
FAQ sur la soudure BGA
Q : L’underfill est-il toujours requis pour les composants BGA ?
Q : Puis-je placer des BGA des deux côtés du PCB ?
Q : Comment nettoyer le résidu de flux sous un BGA ?
Q : Un BGA désoudé peut-il être réutilisé ?
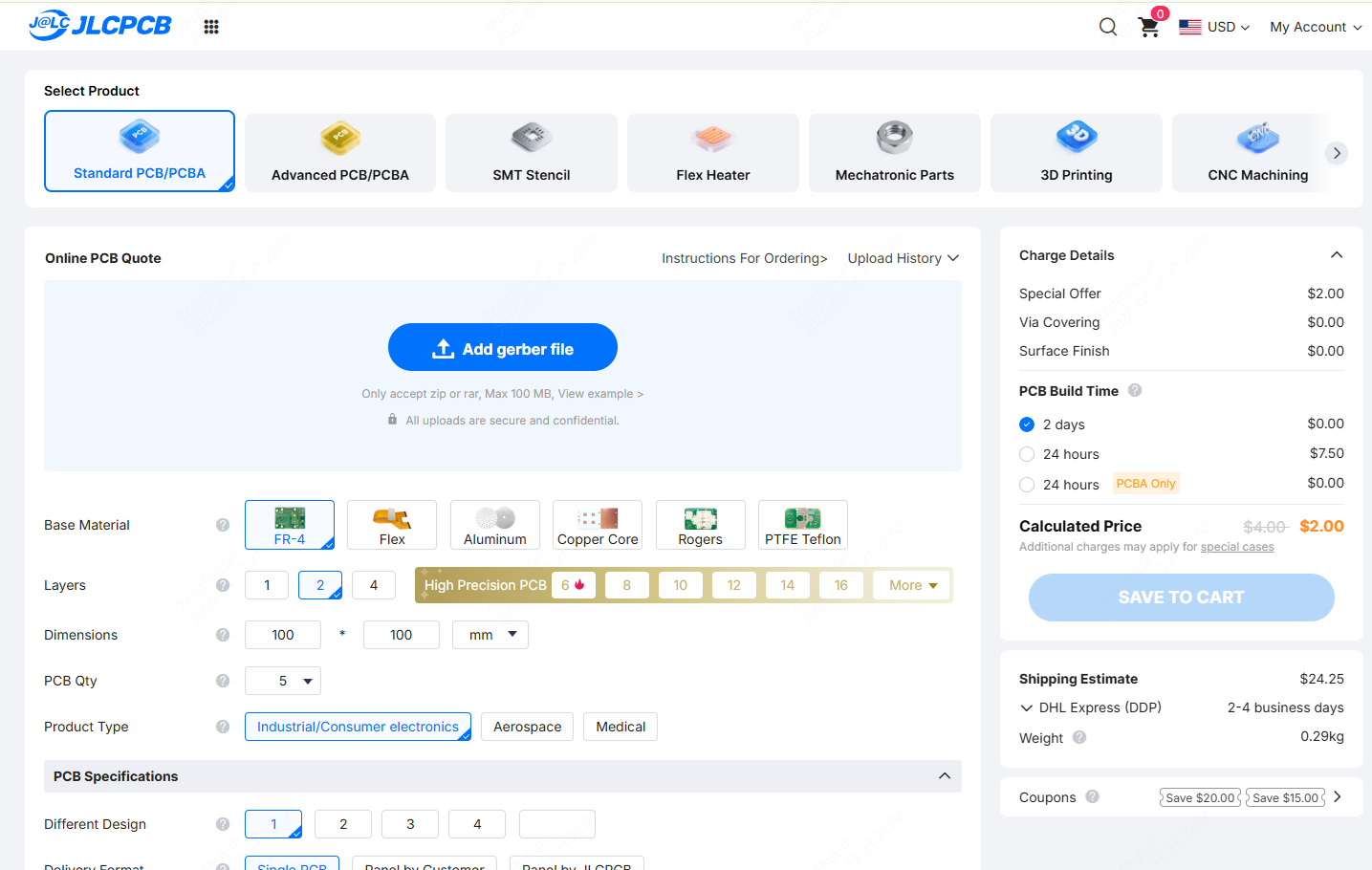
Q : L’utilisation de BGA à pas fin augmente-t-elle le coût du PCB nu ?
Conclusion
La soudure BGA est une danse sophistiquée de chimie, de thermodynamique et d’optique. Elle nous permet de construire des appareils puissants et compacts, mais exige le respect du processus. De la conception des ouvertures correctes à l’ajustement fin du profil de refusion et à la vérification par rayons X, chaque étape compte.
Bien que le rework manuel soit possible en cas d’urgence, la fiabilité de l’assemblage automatisé est incomparable. Que vous prototypiez un nouvel appareil IoT ou passiez à la production, comprendre ces principes garantit que vos conceptions haute densité fonctionneront parfaitement à chaque fois.
Prêt à passer aux conceptions haute densité ? Confiez vos projets BGA au service d’assemblage de PCB de JLCPCB, où l’inspection aux rayons X avancée et le profilage précis de refusion sont inclus.
Obtenez un devis gratuit instantanément !
Continuez à apprendre
Technologie de montage en surface:guide d'assemblage PCB
La technologie de montage en surface (SMT) est la méthode standard utilisée pour assembler la plupart des circuits imprimés modernes. Au lieu d'insérer les broches des composants dans des trous percés, le procédé SMT place de petits composants montés en surface directement sur les pastilles du PCB, puis les soude selon un profil de refusion contrôlé. La technologie SMT est aujourd'hui utilisée dans les smartphones, les ordinateurs, l'électronique automobile et les équipements industriels. Elle permet ......
Profil de refusion : étapes, courbes de température et guide d’optimisation
En technologie de montage en surface (SMT), la gestion thermique est la ligne de démarcation entre une carte de circuit imprimé sans défaut et un tas de rebuts coûteux. La précision de votre profil de refusion SMT détermine directement la résistance mécanique et la fiabilité électrique de chaque joint de soudure. Une légère déviation de la courbe de température – même de quelques degrés ou secondes – peut entraîner des défaillances catastrophiques de la carte, des vides cachés ou des composants endomm......
Comment utiliser la pâte à souder : méthodes par pochoir, seringue et fer à souder
Points clés : Comment utiliser la pâte à souder La pâte à souder doit être appliquée avant le placement des composants et refondue avec un profil thermique contrôlé. Le stencil offre les résultats les plus constants et fiables. Les méthodes manuelles (seringue ou fer) ne conviennent que pour les faibles densités ou les réparations. La pâte à souder est la base de l’assemblage moderne de l’électronique. En termes simples, c’est un mélange de micro-billes de soudure et de flux maintenu dans une consista......
Soudure BGA expliquée : Guide complet du processus, des outils et des meilleures pratiques
Alors que les composants électroniques nécessitent un nombre de broches plus élevé dans des empreintes de plus en plus petites, l’industrie s’appuie fortement sur le Ball Grid Array (BGA). Un BGA est un boîtier de montage en surface qui utilise, sous le composant, un réseau de minuscules billes de soudure plutôt que des fils de connexion traditionnels pour se connecter au circuit imprimé. Comme ces joints sont cachés sous le corps du boîtier, l’inspection visuelle standard est impossible. Cela fait de......
Wire Bonding vs Flip Chip : Principales Différences dans l'Encapsulation des Semi-conducteurs
Dans le monde en rapide évolution de l’encapsulation des semi-conducteurs, le choix entre le câblage par fil (Wire Bonding) et la technologie Flip Chip est bien plus qu’une simple décision mécanique – c’est un tournant stratégique qui détermine les performances de votre produit, ses limites thermiques et sa rentabilité. Recherchez-vous la fiabilité économique des interconnexions traditionnelles, ou votre application exige-t-elle la haute densité d’E/S et l’intégrité de signal supérieure des architectu......
Le guide complet : Assemblage, soudure et réparation de circuits imprimés
L'assemblage, la soudure et la réparation des circuits imprimés font partie des disciplines de fabrication essentielles dans l'industrie électronique et ont un impact direct sur la performance électrique, la fiabilité à long terme et le rendement de fabrication. Que ce soit pour des prototypes précoces, des séries pilotes, la production en série ou des réparations sur site, les ingénieurs doivent comprendre à la fois les processus de base et les modes de défaillance réels issus de la pratique.Ce guide......