
Profil de refusion : étapes, courbes de température et guide d’optimisation
12 min
- Aperçu rapide du profil de refusion
- Qu’est-ce qu’un profil de refusion ?
- Étapes d’un profil de refusion
- Courbe de température de refusion expliquée
- Comment créer un profil optimal
- Problèmes courants de profil
- Différences profils : sans plomb vs. au plomb
- Équipements de refusion
- Assemblage PCB avancé avec profils optimisés chez JLCPCB
- Bonnes pratiques pour les profils de refusion
- FAQ sur les profils de refusion
- Conclusion
En technologie de montage en surface (SMT), la gestion thermique est la ligne de démarcation entre une carte de circuit imprimé sans défaut et un tas de rebuts coûteux. La précision de votre profil de refusion SMT détermine directement la résistance mécanique et la fiabilité électrique de chaque joint de soudure. Une légère déviation de la courbe de température – même de quelques degrés ou secondes – peut entraîner des défaillances catastrophiques de la carte, des vides cachés ou des composants endommagés par la chaleur.
Ce guide explique :
- Ce qu’est un profil de refusion et pourquoi il est essentiel pour un assemblage SMT fiable
- Les quatre étapes d’un profil de température de refusion : préchauffage, trempe, pic de refusion et refroidissement contrôlé
- Vitesses de montée, températures de pic et temps au-dessus du liquidus (TAL) recommandés pour le soudage sans plomb
- Comment la masse thermique du PCB, les plans de cuivre et la densité de composants influencent la courbe de refusion
- Méthodes pratiques pour la mesure, la validation et l’optimisation du profil de refusion à l’aide de thermocouples
- Défauts courants de refusion : vides, joints froids, effet « tombe-pierre » et gauchissement du PCB
- Bonnes pratiques pour obtenir un rendement SMT stable, une reproductibilité du processus et une production PCBA fiable
Aperçu rapide du profil de refusion
Pour une référence rapide d’un processus sans plomb standard, voici les limites cibles :
| Étape | Plage de température typique | Durée / Vitesse |
|---|---|---|
| Préchauffage | Ambiant à 150°C | Montée 1,0–3,0°C/s |
| Trempe | 150°C–200°C | 60–120 secondes |
| Refusion (pic) | 230°C–250°C | 45–90 s (TAL) |
| Refroidissement | Pic à ambiant | Pente –2,0 à –4,0°C/s |
Qu’est-ce qu’un profil de refusion ?
En termes techniques, c’est un ensemble prédéfini et contrôlé de valeurs de température tracées en fonction du temps qu’une carte de circuit imprimé subit en traversant le four de refusion. Il dicte la vitesse de chauffe, la durée de maintien chaud et la vitesse de refroidissement.
Pourquoi les profils sont critiques dans l’assemblage PCB
Une courbe thermique précise est non négociable pour un rendement SMT élevé. Elle évite le choc thermique aux puces sensibles, limite le gauchissement des substrats FR4 et assure des liaisons métallurgiques correctes entre les pistes de cuivre et les composants. Ce contrôle thermique est le principal facteur de différenciation entre une carte nue et un assemblage hautement fiable ; vous pouvez en savoir plus dans notre guide sur PCBA vs PCB.
Relation entre la pâte à souder et les profils
Le profil est intrinsèquement lié à la métallurgie de la pâte. La courbe est conçue pour évaporer les solvants, activer le flux chimique afin d’éliminer l’oxydation, puis fondre l’alliage sans dépasser les limites thermiques de la carte.
Étapes d’un profil de refusion
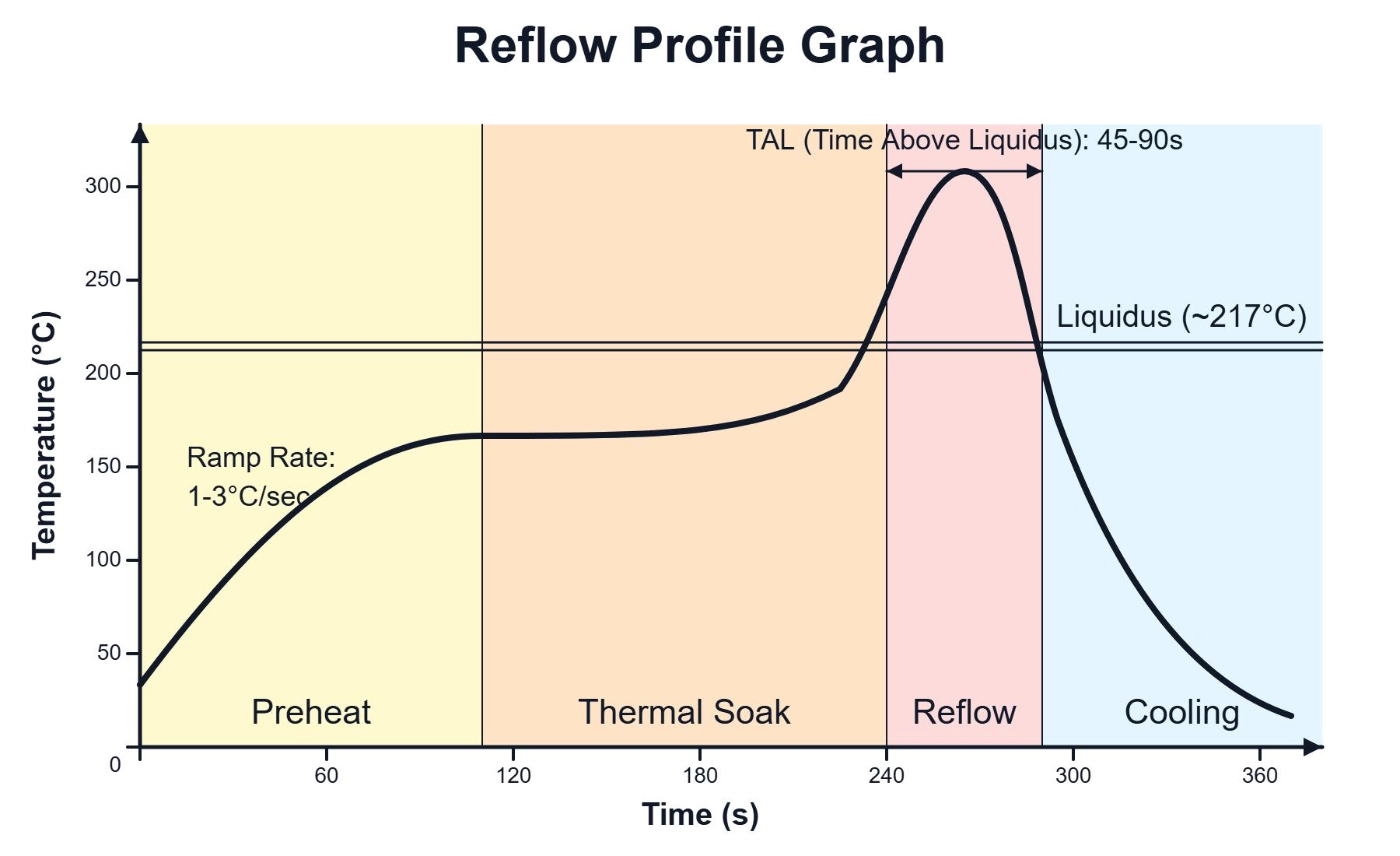
Figure : graphe du profil de refusion montrant la courbe temps/température des étapes préchauffage, trempe thermique, refusion et refroidissement.
Préchauffage
Fait passer la carte de l’ambiant à ~150°C. La vitesse de montée doit être strictement contrôlée à 1,0–3,0°C/s. Pourquoi ?
Une montée trop rapide fait bouillir les solvants, provoquant des projections (billes de soudure) et un choc thermique aux condensateurs céramiques.
Trempe
Maintient la carte à l’équilibre thermique, typiquement 150–200°C pendant 60–120 s. Pourquoi ?
Cela permet aux composants de forte masse thermique (gros inducteurs) et de faible masse (résistances 0402) d’atteindre la même température avant la fusion, et active le flux pour réduire les oxydes.
Refusion (pic)
L’alliage devient liquide. Le profil entre dans la zone TAL critique. Pendant 45–90 s, la température dépasse d’environ 20–30°C le point de fusion. Pourquoi ?
Cela assure un mouillage complet des pads et la formation d’une couche intermétallique solide entre le cuivre et la soudure.
Refroidissement
Ramène la soudure liquide à l’état solide avec une pente de –2 à –4°C/s. Pourquoi ? Un refroidissement rapide mais contrôlé produit un joint à grain fin et robuste. Trop lent = joint granuleux et fragile. Trop rapide (> –6°C/s) = contraintes de contraction et fissures.
Courbe de température de refusion expliquée
Un graphe typique montre la relation température/temps pendant le passage dans chaque zone du four.
Plage de température pour soudure sans plomb
La fabrication moderne utilise presque exclusivement l’alliage SAC305 (Sn96,5/Ag3,0/Cu0,5). Le point de fusion du SAC305 est ~217°C, donc le pic du four doit atteindre 240–250°C pour un mouillage correct, réduisant la marge d’erreur avant d’endommager les composants.
Vitesse de montée et gradient thermique
Un gradient thermique raide est désastreux. Les PCB multicouches contiennent des densités variables de cuivre. Une montée inégale ou trop rapide fait dilater les couches externes plus vite que les internes, entraînant délamination ou fissures des vias.
À l’inverse, une montée trop lente ou trop chaude provoque l’épuisement du flux : les produits actifs s’évaporent avant le liquidus, laissant le métal se ré-oxyder.
Température de pic et TAL
Le choix de la température de pic et du TAL obéit à la cinétique métallurgique. Pourquoi le TAL ne doit-il pas dépasser 90 s ? La soudure ne colle pas simplement : elle forme un composé intermétallique (IMC) Cu₃Sn et Cu₆Sn₅.
Une couche IMC saine (1–3 µm) est nécessaire. Au-delà de 90 s, l’IMC devient trop épaisse et fragile, et l’alliage SAC dissout littéralement le cuivre du pad.
Comment créer un profil optimal
Développer un profil de qualité ingénieur demande une approche systématique :
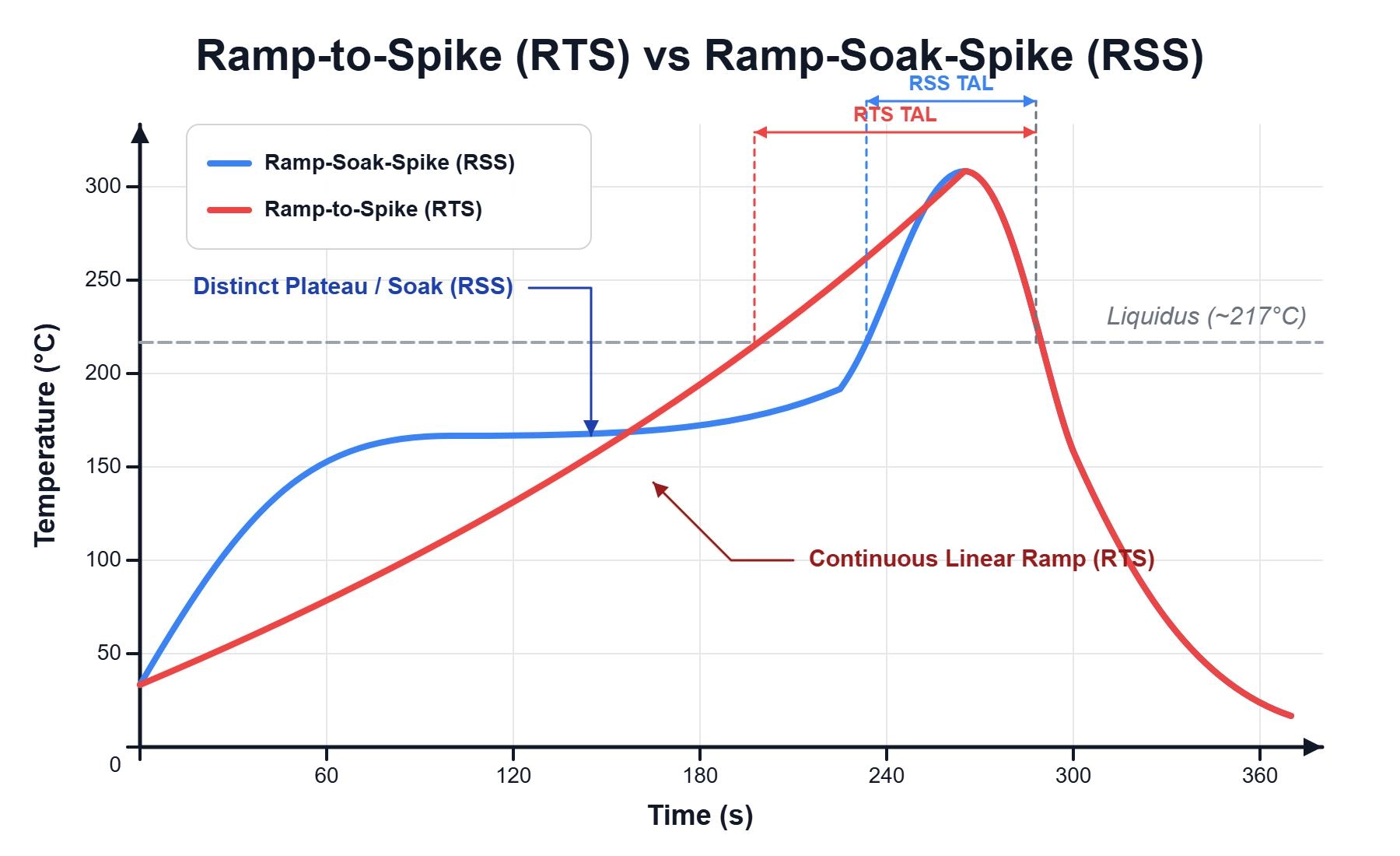
Figure : comparaison entre un profil linéaire Rampe-Pic (RTS) et un profil Rampe-Trempe-Pic (RSS) en plateau.
Étape 1 : lire la fiche technique de la pâte
Définissez les limites thermiques absolues. Choisissez entre courbe RTS ou RSS.
- RTS : boards simples, masse thermique uniforme ; minimise l’exposition thermique.
- RSS : boards complexes ; permet aux composants lourds de « rattraper » leur température.
Étape 2 : définir les limites de température de pic
Identifiez le composant le plus sensible thermiquement dans le BOM pour ne pas dépasser sa limite (souvent 260°C pendant 10 s pour connecteurs plastiques ou IC standards).
Étape 3 : régler les températures initiales des zones
Entrez les températures de base dans le logiciel du four. Pour un four 8 zones en SAC305, une table de départ pourrait être :
| Zone | Rôle | Temp. haut (°C) | Temp. bas (°C) |
|---|---|---|---|
| Zones 1–3 | Préchauffage | 120 / 140 / 160 | 120 / 140 / 160 |
| Zones 4–5 | Trempe | 180 / 190 | 180 / 190 |
| Zone 6 | Pré-refusion | 210 | 210 |
| Zone 7 | Pic refusion | 255 | 255 |
| Zone 8 | Refroidissement | Air froid | Air froid |
Étape 4 : calculer la vitesse du convoyeur
La longueur chauffante du four divisée par le temps total souhaité donne la vitesse. Ex. : 300 cm / 4 min = 75 cm/min.
Étape 5 : faire passer une carte de profilage
Fixez des thermocouples type K sur une carte « dummy » entièrement peuplée.
Étape 6 : correction ΔT
Analysez les données : gardez l’écart ΔT entre composants le plus chaud et le plus froid < 10°C pendant la refusion. Si un inducteur lourd pic à 230°C (trop froid) et une résistance 0402 à 255°C (trop chaud), augmentez la durée de trempe plutôt que le pic. Plusieurs itérations sont souvent nécessaires.
Problèmes courants de profil
L’ingénierie des process relie chaque défaut physique à une erreur thermique.
Figure : défauts de soudure SMT : effet tombe-pierre sur composant passif et défaut Head-in-Pillow sous BGA.
Effet tombe-pierre (Tombstoning)
- Défaut : une extrémité d’un composant passif se soulève, se dresse verticalement.
- Cause & Correctif : la rampe avant refusion est trop rapide ; la pâte d’un pad atteint le liquidus avant l’autre. Ralentir la rampe ou passer au profil RSS.
Head-in-Pillow (HiP)
- Défaut : la bille de soudure d’un BGA repose sur la pâte sans coalescer.
- Cause & Correctif : épuisement précoce du flux ou gauchissement dynamique du PCB. Raccourcir la trempe ou légèrement baisser le pic.
Vides de soudure
- Défaut : poches de gaz piégées dans le joint, affaiblissant conductivité thermique/électrique.
- Cause & Correctif : trempe insuffisante ; les solvants ne s’échappent pas avant solidification. Allonger la trempe.
Fissuration des composants & gauchissement PCB
- Défaut : micro-fissures dans condensateurs céramiques ou substrat FR4 voûté.
- Cause & Correctif : pente de refroidissement > –4°C/s (choc thermique) ou déséquilibre haut/bas. Aplatir la pente et équilibrer les souffleries.
Différences profils : sans plomb vs. au plomb
Écarts de température
Soudure au plomb (Sn63/Pb37) : point de fusion 183°C, pic ~210–220°C. Sans plomb (SAC305) : fusion 217°C, pic ~240–250°C.
Ajustements process
La fenêtre de process est bien plus étroite sans plomb. Moins de 15°C séparent une fusion réussie de la destruction thermique des composants et substrats FR4.
Considérations fiabilité
Les profils sans plomb accélèrent la dissolution du cuivre ; la maîtrise du TAL est donc encore plus critique qu’à l’époque Sn-Pb.
Équipements de refusion
Fours de refusion
L’industrie utilise des fours à convection multi-zones. Les fours grille-pain modifiés pour refusion à domicile manquent de contrôle bouclé et de distribution d’air, rendant le soudage SAC305 peu répétable.
Outils de profilage thermique
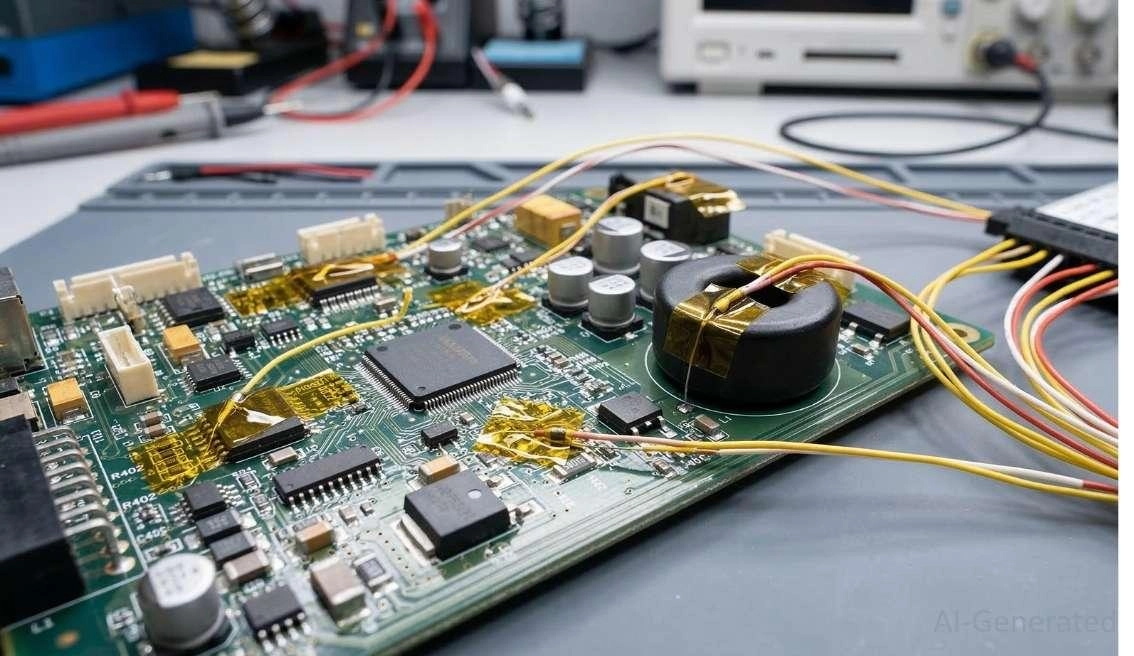
Figure : carte de test préparée pour profilage thermique, thermocouples type K fixés avec ruban Kapton.
Les profileurs sont des enregistreurs de données qui traversent le four avec le PCB. On utilise 4 à 6 thermocouples collés avec ruban Kapton haute température ou époxy thermique.
Stratégie de placement :
- 1 sonde sur la plus grande masse thermique (ex. : inducteur de puissance).
- 1 sonde sur la plus faible masse (ex. : résistance 0402).
- 1 sonde sur un IC sensible ou connecteur plastique.
- 1 sonde sur un spot nu de FR4 pour mesurer la contrainte du substrat.
En analysant la convergence des courbes, on isole la zone exacte de divergence thermique.
Assemblage PCB avancé avec profils optimisés chez JLCPCB
Obtenir un rendement élevé nécessite l’optimisation mixte SMD. Quand un PCB présente des déséquilibres thermiques massifs – plans de cuivre agissant comme dissipateurs sous MOSFET de puissance voisins de passifs 0201 – les profils standards échouent.
Pour protéger les composants délicats tout en assurant la fusion des masses lourdes, il faut des méthodes de blindage sélectif, palettes de refusion spécialisées ou tampons thermiques locaux. Un équilibrage cuivre correct dans la conception PCB est essentiel.
Les fabricants avancés doivent utiliser la convection à azote (N₂). L’azote déplace l’oxygène, éliminant pratiquement l’oxydation à haute température, élargissant la fenêtre de process et permettant un mouillage à pic légèrement plus bas, sauvant les composants sensibles.
De plus, la gestion du refusion double face exige un réglage zone par zone afin que les composants côté inférieur (soudés au premier passage) ne dépassent pas leur liquidus et ne tombent pas pendant le second passage.
Pour relever ces défis extrêmes, JLCPCB utilise des fours industriels à convection azote multi-zones de pointe. Grâce à un profilage étendu, nos ingénieurs aplatissent le gradient thermique, garantissant que les connecteurs massifs atteignent la température de refusion sans cramer les micro-composants adjacents.
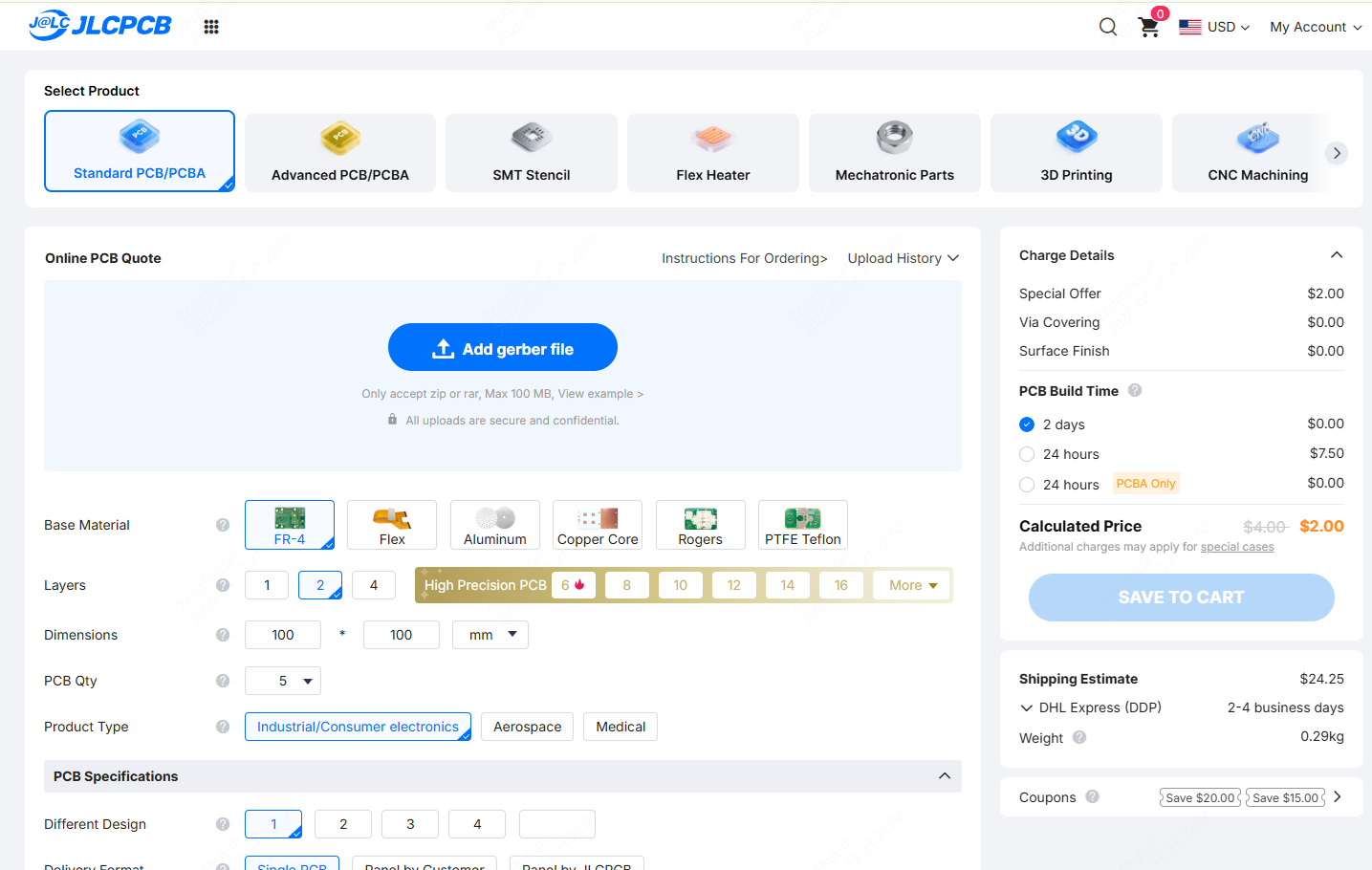
Pour un contrôle de processus industriel, explorez les services d’assemblage PCB de JLCPCB. Obtenez instantanément un devis via notre page de devis.
Bonnes pratiques pour les profils de refusion
Surveillance des profils
Le profilage n’est pas « régler et oublier ». Effectuez une validation continue à l’aide d’une « carte dorée » (carte test dédiée) au début de chaque quart de production ou à chaque changement de série.
Étalonnage du four
Planifiez un étalonnage régulier. Avec le temps, les moteurs de soufflerie se dégradent et les éléments chauffants dérivent ; la température réelle de la zone peut ne plus correspondre au consigne logicielle.
Protocoles de manutention des matériaux
Même le profil parfait échouera si la pâte est mal manipulée. Respectez le stockage réfrigéré, laissez la pâte revenir à température ambiante avant ouverture pour éviter la condensation, et assurez un espacement constant des cartes sur le convoyeur pour éviter la famine d’air.
FAQ sur les profils de refusion
Q : Combien de fois un PCB standard peut-il passer au four ?
Q : Dois-je pré-cuire les composants avant refusion ?
Q : Puis-je utiliser un profil sans plomb sur des composants à finitions plombées ?
Q : L’épaisseur du substrat modifie-t-elle la trempe ?
Q : Puis-je accélérer le refroidissement avec des ventilateurs externes ?
Conclusion
Maîtriser le profil de refusion est la pierre angulaire d’une fabrication électronique à haut rendement. En comprenant la physique des étapes de montée, trempe, pic et refroidissement, les ingénieurs éliminent les défauts, de l’Head-in-Pillow à la dissolution agressive du cuivre. Le succès exige d’ajuster finement la courbe thermique à la fiche technique de la pâte, de profiler pour corriger le ΔT, et de respecter la masse thermique unique du PCB.
Quand vous êtes prêt à passer à la production, commencez par des matériaux fiables.
Sourcez des composants authentiques pour votre processus SMT sur la page JLCPCB Parts, et concrétisez vos designs optimisés sans effort chez JLCPCB.
Continuez à apprendre
Technologie de montage en surface:guide d'assemblage PCB
La technologie de montage en surface (SMT) est la méthode standard utilisée pour assembler la plupart des circuits imprimés modernes. Au lieu d'insérer les broches des composants dans des trous percés, le procédé SMT place de petits composants montés en surface directement sur les pastilles du PCB, puis les soude selon un profil de refusion contrôlé. La technologie SMT est aujourd'hui utilisée dans les smartphones, les ordinateurs, l'électronique automobile et les équipements industriels. Elle permet ......
Profil de refusion : étapes, courbes de température et guide d’optimisation
En technologie de montage en surface (SMT), la gestion thermique est la ligne de démarcation entre une carte de circuit imprimé sans défaut et un tas de rebuts coûteux. La précision de votre profil de refusion SMT détermine directement la résistance mécanique et la fiabilité électrique de chaque joint de soudure. Une légère déviation de la courbe de température – même de quelques degrés ou secondes – peut entraîner des défaillances catastrophiques de la carte, des vides cachés ou des composants endomm......
Comment utiliser la pâte à souder : méthodes par pochoir, seringue et fer à souder
Points clés : Comment utiliser la pâte à souder La pâte à souder doit être appliquée avant le placement des composants et refondue avec un profil thermique contrôlé. Le stencil offre les résultats les plus constants et fiables. Les méthodes manuelles (seringue ou fer) ne conviennent que pour les faibles densités ou les réparations. La pâte à souder est la base de l’assemblage moderne de l’électronique. En termes simples, c’est un mélange de micro-billes de soudure et de flux maintenu dans une consista......
Soudure BGA expliquée : Guide complet du processus, des outils et des meilleures pratiques
Alors que les composants électroniques nécessitent un nombre de broches plus élevé dans des empreintes de plus en plus petites, l’industrie s’appuie fortement sur le Ball Grid Array (BGA). Un BGA est un boîtier de montage en surface qui utilise, sous le composant, un réseau de minuscules billes de soudure plutôt que des fils de connexion traditionnels pour se connecter au circuit imprimé. Comme ces joints sont cachés sous le corps du boîtier, l’inspection visuelle standard est impossible. Cela fait de......
Wire Bonding vs Flip Chip : Principales Différences dans l'Encapsulation des Semi-conducteurs
Dans le monde en rapide évolution de l’encapsulation des semi-conducteurs, le choix entre le câblage par fil (Wire Bonding) et la technologie Flip Chip est bien plus qu’une simple décision mécanique – c’est un tournant stratégique qui détermine les performances de votre produit, ses limites thermiques et sa rentabilité. Recherchez-vous la fiabilité économique des interconnexions traditionnelles, ou votre application exige-t-elle la haute densité d’E/S et l’intégrité de signal supérieure des architectu......
Le guide complet : Assemblage, soudure et réparation de circuits imprimés
L'assemblage, la soudure et la réparation des circuits imprimés font partie des disciplines de fabrication essentielles dans l'industrie électronique et ont un impact direct sur la performance électrique, la fiabilité à long terme et le rendement de fabrication. Que ce soit pour des prototypes précoces, des séries pilotes, la production en série ou des réparations sur site, les ingénieurs doivent comprendre à la fois les processus de base et les modes de défaillance réels issus de la pratique.Ce guide......