
Comment utiliser la pâte à souder : méthodes par pochoir, seringue et fer à souder
11 min
- Avant de commencer : Comment choisir et préparer la pâte à souder
- Méthode 1 : Utiliser la pâte à souder avec un stencil (meilleure pratique)
- Méthode 2 : Utiliser la pâte à souder avec une seringue
- Méthode 3 : Utiliser la pâte à souder avec un fer à souder
- Comment refondre la pâte à souder après application
- Dépannage : corriger les défauts courants
- Manipulation et nettoyage sécurisés
- Quand NE PAS utiliser la pâte à souder manuellement
- Conclusion
- FAQ sur la pâte à souder
Points clés : Comment utiliser la pâte à souder
- La pâte à souder doit être appliquée avant le placement des composants et refondue avec un profil thermique contrôlé.
- Le stencil offre les résultats les plus constants et fiables.
- Les méthodes manuelles (seringue ou fer) ne conviennent que pour les faibles densités ou les réparations.
La pâte à souder est la base de l’assemblage moderne de l’électronique. En termes simples, c’est un mélange de micro-billes de soudure et de flux maintenu dans une consistance crémeuse. Contrairement au fil de soudure traditionnel, elle est appliquée avant le placement des composants et agit comme adhésif temporaire avant de fondre pour former des joints électriques permanents.
Une utilisation correcte est extrêmement importante car la majorité des défauts CMS (ponts, joints froids, déplacement de composants) proviennent d’un volume incorrect de pâte ou d’une mauvaise manipulation. JLCPCB utilise des imprimantes automatiques par jet et un contrôle 3D SPI (Solder Paste Inspection) pour garantir la perfection.

Application de la pâte à souder sur le stencil
Avant de commencer : Comment choisir et préparer la pâte à souder
Avant de presser la seringue, assurez-vous d’avoir le bon matériau et qu’il soit prêt à l’emploi.
Comment choisir la bonne pâte à souder
Toutes les pâtes ne se valent pas. Pour le travail CMS général, SAC305 (Sn96,5/Ag3,0/Cu0,5) est la norme sans plomb. Pour des réparations nécessitant des températures plus basses, la pâte au plomb (Sn63/Pb37) est plus facile à utiliser mais présente des risques sanitaires.
Vous devez aussi choisir la bonne taille de particules (Type).
- Type 3 : Standard pour la plupart des composants.
- Type 4 : Poudre plus fine, indispensable pour les petits composants (0402 et plus petits).
Remarque : L’assemblage CMS de JLCPCB utilise généralement de la pâte sans plomb Type 4 optimisée pour les composants à pas fin, garantissant un libération du stencil constante et un pont minimal.
| Type de pâte | Taille des particules | Idéal pour | Raison |
|---|---|---|---|
| Type 3 | 25–45 µm | 0603, 0805, SOIC | Bon écoulement, coût réduit, durée de vie standard. |
| Type 4 | 20–38 µm | 0402, 0201, uBGA | Meilleur libération des petites ouvertures du stencil. |
Remarque : Pour le soudage à la main, le flux « No-Clean » est fortement recommandé pour éviter un nettoyage agressif après refusion.
Comment préparer correctement la pâte à souder
1. Décongeler naturellement : Sortez la pâte du réfrigérateur 3–4 heures avant utilisation. N’ouvrez pas le pot/seringue tant qu’il est froid; sinon, l’humidité condense et crée des « billes de soudure » pendant le chauffage.
2. Mélanger doucement : Pour un pot, mélangez doucement 1 min afin que le flux soit uniformément réparti.
Remarque : Après application sur le stencil, la pâte reste utilisable 4–8 h avant de s’assécher. Humidité et température peuvent réduire ce délai à 2–3 h.
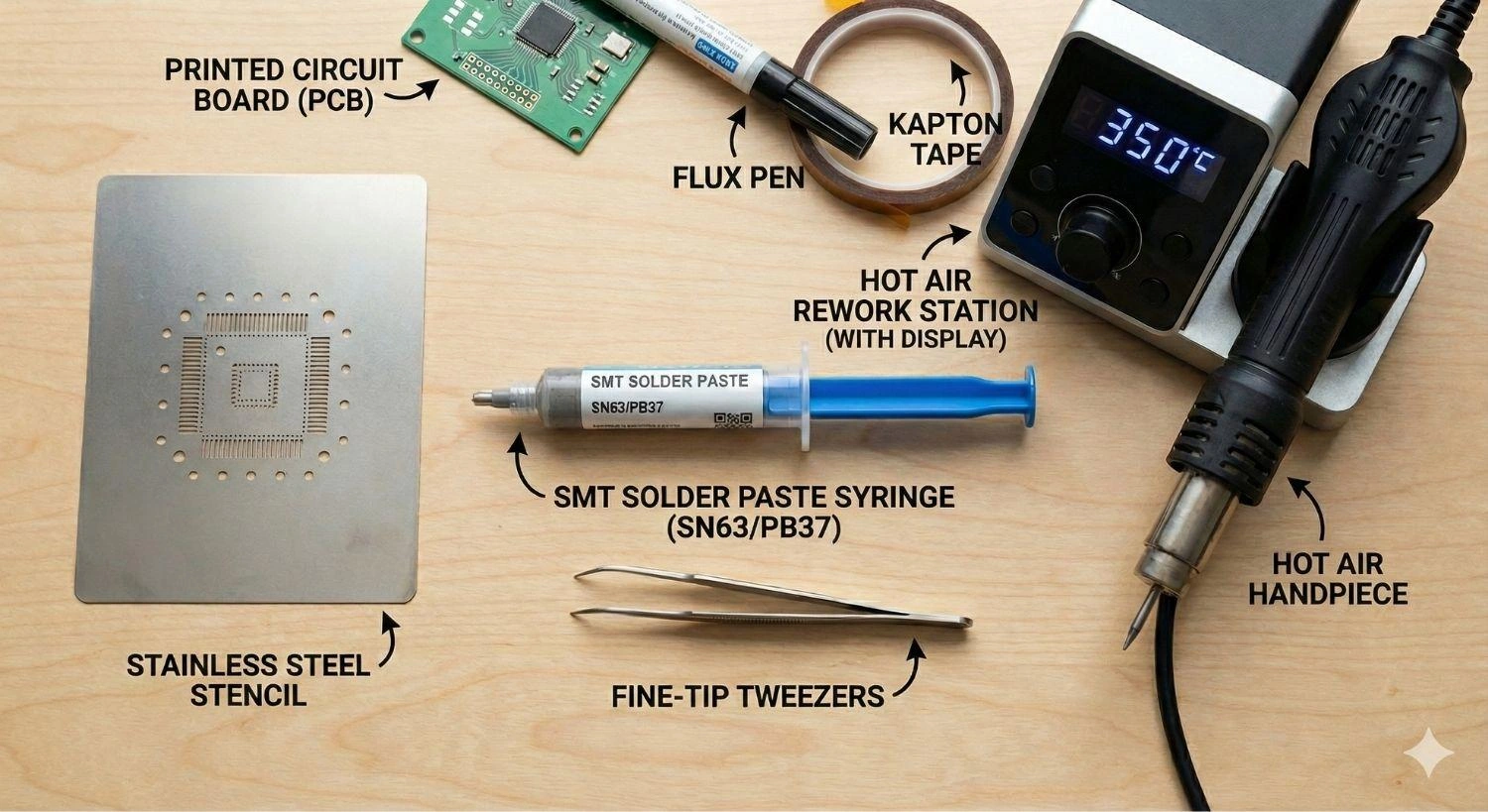
Outils indispensables pour utiliser la pâte à souder
- Pâte à souder : (Seringue ou pot).
- Stencil : Acier inoxydable découpé au laser. JLCPCB propose l’électropolissage pour des parois lisses.
- Raclette : Lame métallique ou carte bancaire usagée.
- Pinces : À embout fin pour placer les composants.
- Source de chaleur : Pistolet à air chaud, plaque chauffante ou four à refusion.
Outils indispensables pour appliquer la pâte à souder
Remarque
Il existe trois façons principales d’appliquer la pâte à souder, selon votre matériel et la complexité des circuits imprimés.
Méthode 1 : Utiliser la pâte à souder avec un stencil (meilleure pratique)
Méthode la plus fiable, reproduisant le procédé professionnel de JLCPCB. Un stencil personnalisé garantit que chaque pad reçoit le volume exact de pâte nécessaire.
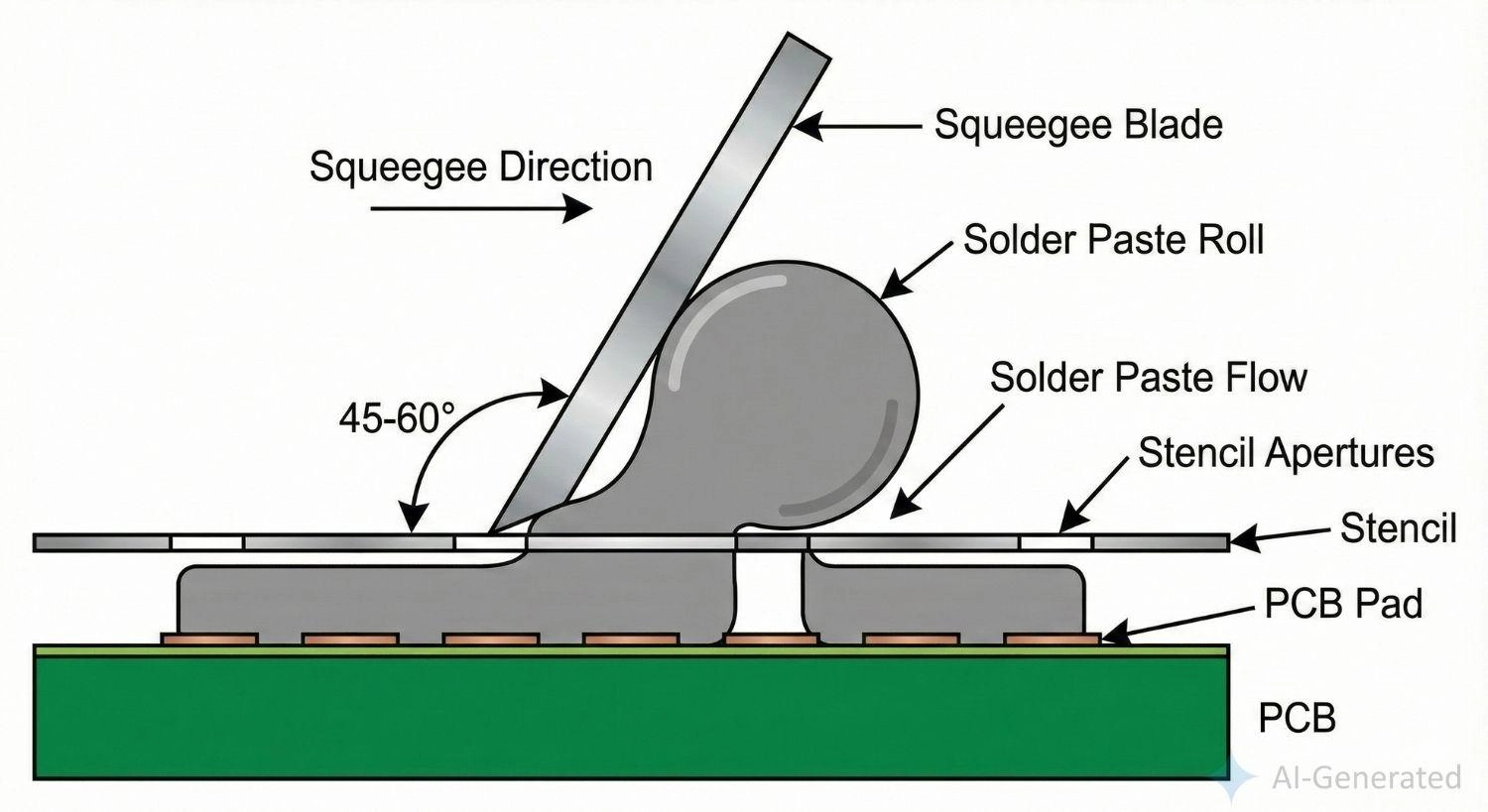
Procédé d’impression CMS avec angles de raclette et pâte pénétrant dans les ouvertures.
Guide étape par étape : utiliser la pâte à souder avec un stencil
- Aligner & fixer : Fixez le PCB à une surface plane. Placez des PCB de récup’ autour pour créer un support plat. Positionnez le stencil, alignez les trous exactement sur les pads.
- Appliquer la pâte : Déposez une ligne de pâte au-dessus du motif, pas dessus.
- Le passage : Tenez la raclette à 45°. Faites glisser la pâte avec une pression ferme et constante. Remplissez les trous sans laisser d’excédent.
- Soulever : Soulevez le stencil verticalement, sans glisser.
- Inspecter : Les dépôts doivent ressembler à de petites briques nettes.
- Placer & refondre : Positionnez les composants et chauffez immédiatement.
Erreurs fréquentes :
- Trop de pression : la pâte est raclée hors des trous (manque de soudure).
- Pas assez de pression : laisse une fine couche sur le stencil (court-circuit).
- Désalignement : la pâte sur le masque soudable forme des billes.
Méthode 2 : Utiliser la pâte à souder avec une seringue
Idéal pour les réparations ou prototypes uniques où un stencil n’est pas envisageable.
Guide étape par étape : application avec seringue
- Choix de l’aiguille : embout rose (#20) ou bleu (#22) conique.
- Dispenser : maintenez la seringue verticale. Exercez une légère pression pour déposer un micro-point sur chaque pad.
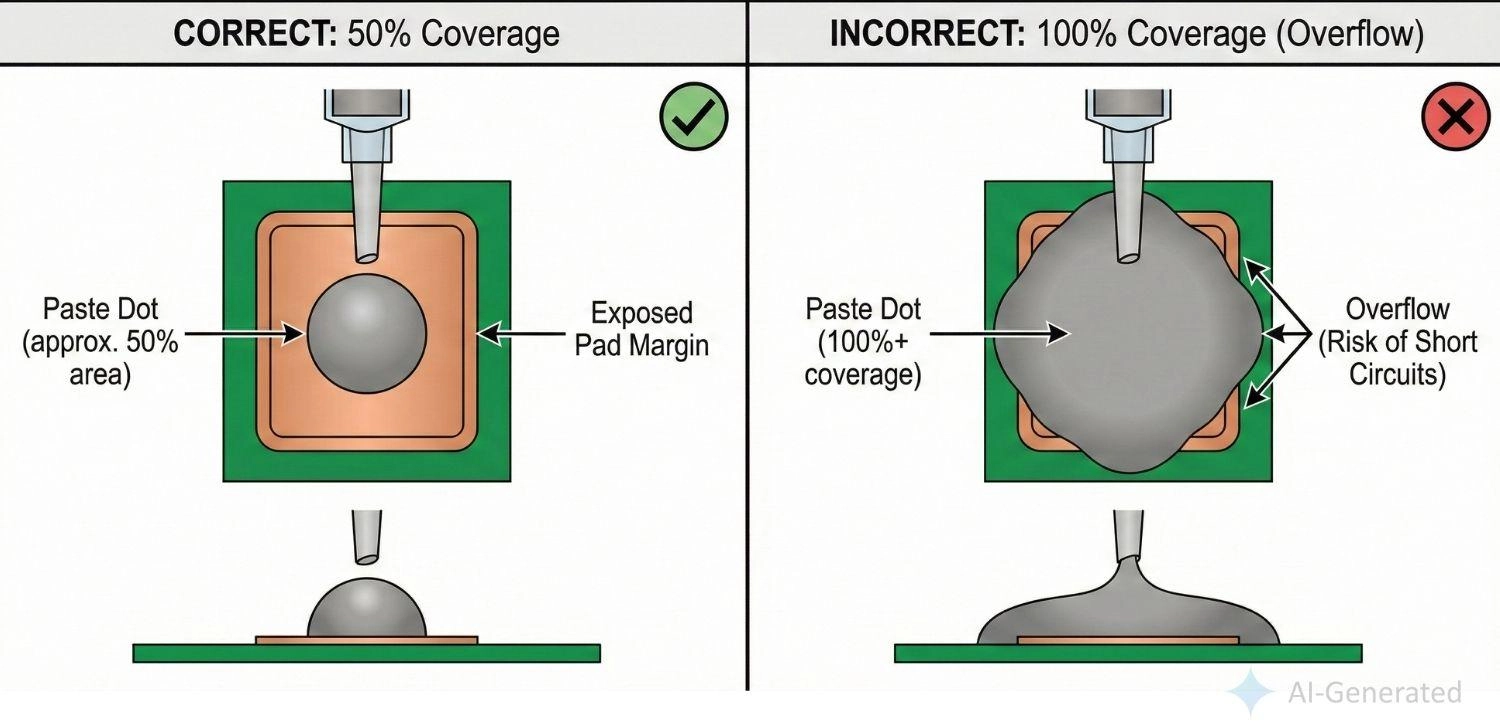
- Contrôle du volume : couvrez seulement 50-60 % du pad. À la fusion, la pâte s’étale.
- Placer : déposez le composant sans appuyer fort.
- Refusion : chauffez à l’air chaud.
Astuce : n’utilisez pas la seringue pour QFN ou BGA. Le volume ne peut pas être constant à la main, provoquant des courts-circuits invisibles. Utilisez toujours un stencil.
Utiliser la pâte à souder avec une seringue
Méthode 3 : Utiliser la pâte à souder avec un fer à souder
Méthode spécialisée pour les réparations rapides ou le maintien provisoire de gros composants.
Procédure :
- Déposez une micro-quantité de pâte sur le pad (et sur la patte si possible).
- Préchauffez légèrement le pad en tenant la pointe près de celui-ci.
- Touchez le pad (pas la pâte directement) avec la pointe. La chaleur fait fondre la pâte et active le flux.
Avertissements :
- Éclaboussures : un fer trop chaud (350 °C+) sur pâte humide fait bouillir les solvants instantanément.
- Flux brûlé : la surchauffe détruit le flux avant décapage, donnant un joint granuleux.
Comment refondre la pâte à souder après application
Appliquer la pâte n’est que la moitié du travail. Il faut chauffer correctement (refusion) pour créer un joint électrique solide. Les usines professionnelles comme JLCPCB utilisent des fours à azote 10 zones ; vous pouvez imiter le profil à la maison.
En savoir plus : Principes et précautions du refusionnage
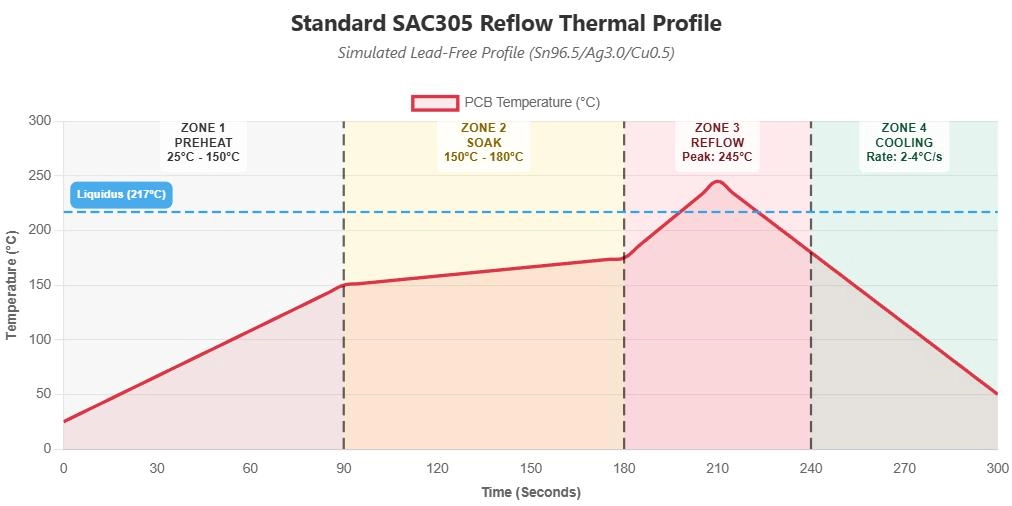
Profil de refusion : préchauffe, soak, refusion, refroidissement.
#1 : Avec un pistolet à air chaud
- Débit d’air moyen (évite de souffler les composants).
- Préchauffez la carte à ~150 °C pendant 30 s.
- Cerclez le pistolet autour du composant. Gardez 3–5 cm de distance.
- Indicateur visuel : la pâte grise devient argentée et brillante. Retirez la chaleur quand tous les joints brillent.
#2 : Plaque chauffante ou mini-four
- Placez le PCB sur la plaque froide.
- Réglez ~230 °C (Sn63) ou ~250 °C (SAC305).
- Laissez monter : le flux bulle, puis le soudre fond.
- Après fusion, coupez la chaleur et laissez refroidir naturellement. Pas de soufflage rapide (risque pour les condensateurs céramiques).
Comment savoir si la refusion est réussie (liste de contrôle visuelle)
- Auto-alignement : le composant se centre sur le pad par tension superficielle. Bon signe de mouillage.
- Bons joints : lisses, brillants, concaves (filet).
- Mauvais joints : mats, granuleux ou en boule (non-mouillé ou froid).
Dépannage : corriger les défauts courants
Tous les ingénieurs rencontrent des problèmes. Guide de solutions rapides.
| Problème | Cause probable | Solution rapide |
|---|---|---|
| Pont (court-circuit) | Trop de pâte ou stencil mal nettoyé. | Absorbez l’excès avec tresse de cuivre. Utilisez un stencil plus fin la prochaine fois. |
| Joint froid | Chaleur insuffisante ; la pâte n’a pas fondu. | Re-chauffez avec flux. Assurez le pic de température. |
| Mouillage médiocre | Pads oxydés ou pâte vieille. | Nettoyez pads à l’alcool ; ajoutez flux neuf avant chauffage. |
| Tombstone | Chauffage inégal (un pad fond avant l’autre). | Chauffez plus uniformément (plaque). Vérifiez le design des pads. |
| Billes de soudure | Montée en température trop rapide (ébullition explosive). | Allongez la phase « préchauffe » pour évaporer lentement les solvants. |
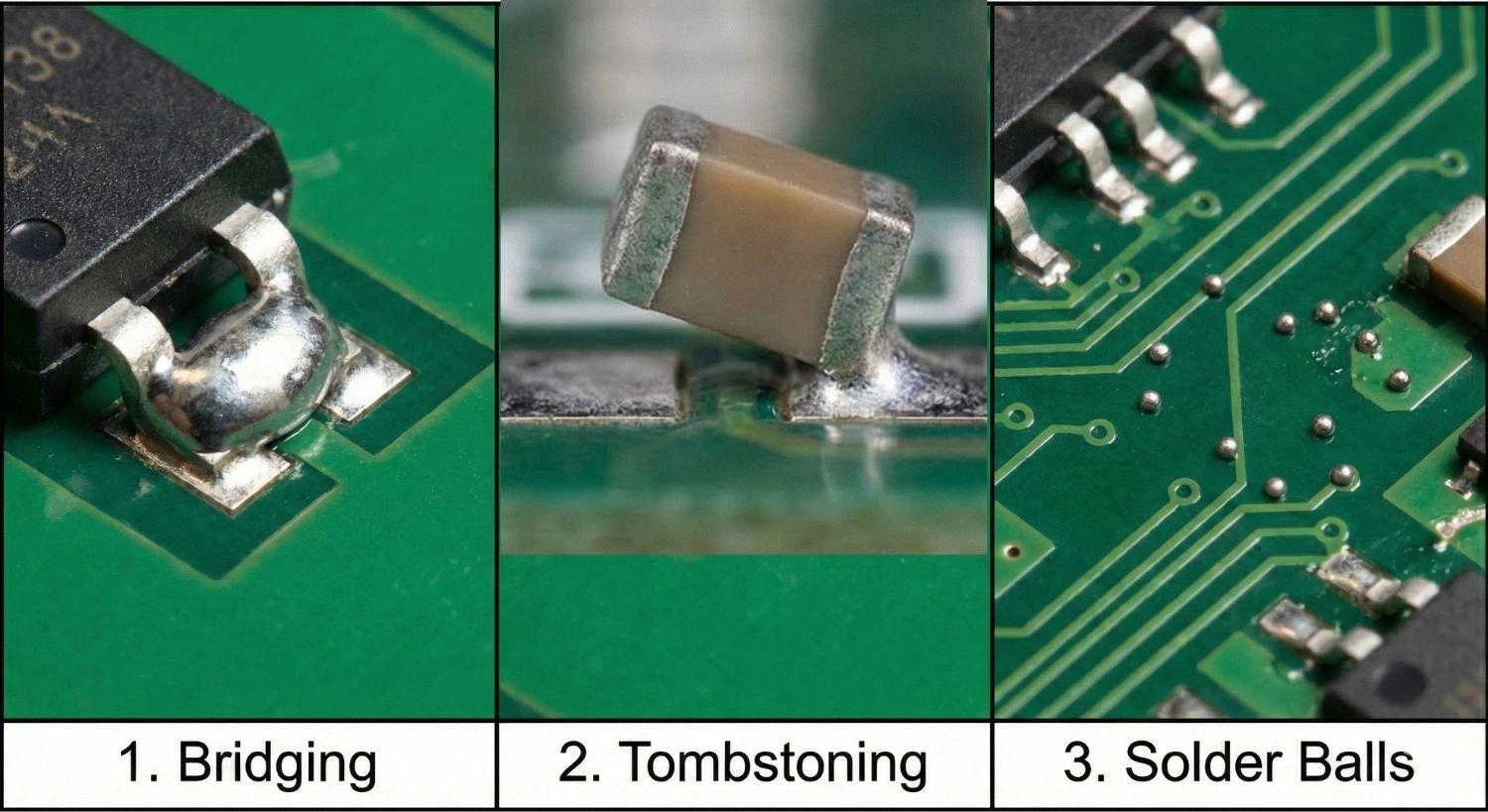
Défauts CMS courants : pont, tombstone, billes de soudure.
Manipulation et nettoyage sécurisés
La pâte contient des produits chimiques et métaux nécessitant précaution.
- Nettoyer immédiatement : la pâte non polymérisée s’essuie facilement à l’IPA. Une fois durcie, elle est très dure à enlever.
- Ne pas réutiliser : une fois sur le stencil, ne remettez pas la pâte dans le pot neuf. Stockez-la dans un pot « déchets ».
- Sécurité : le flux peut irriter la peau ; le plomb (si utilisé) est toxique. Portez des gants et lavez-vous les mains. Utilisez une hotte d’extraction.
Quand NE PAS utiliser la pâte à souder manuellement
- Circuits intégrés à pas fin : < 0,5 mm, il est pratiquement impossible d’éviter les courts-circuits entre pads.
- QFN / pads thermiques : couverture manuelle imprécise, risque de basculement.
- BGA : les connexions doivent être vérifiées par rayons X.
Alternative professionnelle : JLCPCB propose un service CMS à bas coût :
- Impression automatisée : stencils électropolis précis.
- Pâte Type 4 : standard pour cartes haute-précision.
- SPI 3D : inspection de chaque pad volume/décalage.
- Fours à refusion : fours multi-zones modernes pour un contrôle thermique uniforme.
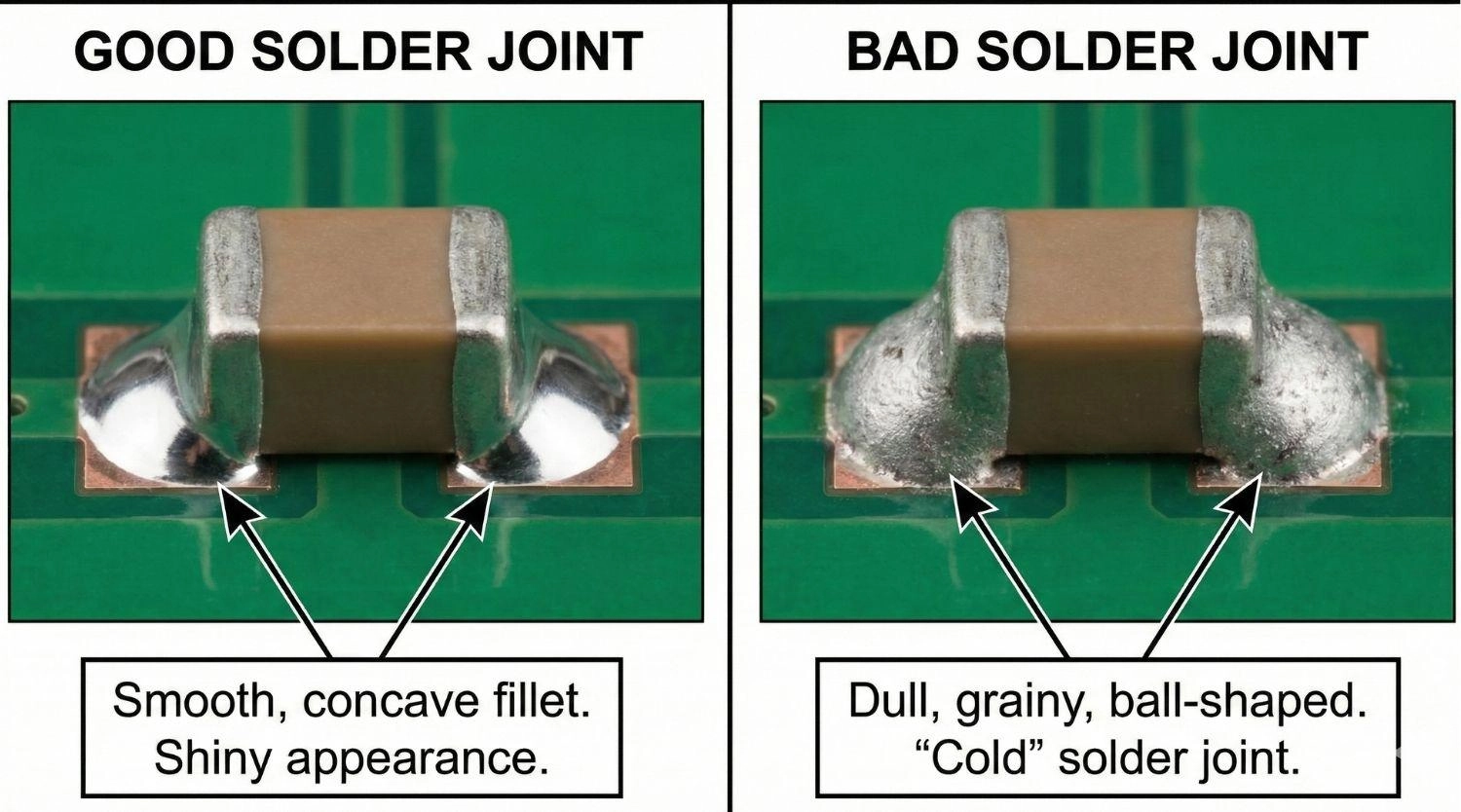
Comparaison : joint brillant correct vs joint froid incorrect.
Conclusion
Maîtriser l’application de la pâte à souder ouvre un nouvel univers de conception électronique, permettant des composants plus petits et plus puissants. La méthode dépend de votre matériel : stencil pour la qualité parfaite, seringue pour prototyper rapidement, fer pour les réparations.
La qualité finale repose toujours sur le profil thermique et le volume appliqué. Pour les cartes complexes et haute densité, évitez les galères de ponts et joints froids en utilisant le service PCBA de JLCPCB.
FAQ sur la pâte à souder
Q : Quelle quantité de pâte à souder utiliser ?
Techniquement, oui, mais c'est risqué. Un réchauffage augmente l'épaisseur de la couche intermétallique, ce qui peut rendre la jonction cassante. Cela épuise également le flux. En cas de reprise, ajoutez toujours du flux frais.
Q : Puis-je refondre deux fois ?
Pour la pâte avec plomb (Sn63/Pb37), la température de pointe doit être d'environ 210 à 220 °C. Pour la pâte sans plomb (SAC305), le pic doit atteindre environ 235 à 245 °C.
Q : Température idéale ?
Pour la pâte avec plomb (Sn63/Pb37), la température de pointe doit être d'environ 210 à 220 °C. Pour la pâte sans plomb (SAC305), le pic doit atteindre environ 235 à 245 °C.
Q : Durée de vie sur le PCB avant refusion ?
Dans le meilleur des cas, la formation devrait être achevée dans les deux heures suivant l'application de la pâte. Si ce délai est dépassé, les solvants du flux s'évaporeront et la pâte deviendra « sèche au toucher », ce qui entraînera alors un mauvais mouillage ainsi que des problèmes d'adhérence des composants.
Q : Pâte ou fil pour CMS ?
La pâte à souder est nettement supérieure pour l'assemblage de composants CMS, car elle permet de placer les composants à plat sur le circuit imprimé et de les refondre tous simultanément. La soudure au fil nécessite de maintenir le composant à l'aide d'une pince à épiler tout en manipulant le fer et le fil, ce qui s'avère difficile pour les pièces de très petite taille.
Continuez à apprendre
Technologie de montage en surface:guide d'assemblage PCB
La technologie de montage en surface (SMT) est la méthode standard utilisée pour assembler la plupart des circuits imprimés modernes. Au lieu d'insérer les broches des composants dans des trous percés, le procédé SMT place de petits composants montés en surface directement sur les pastilles du PCB, puis les soude selon un profil de refusion contrôlé. La technologie SMT est aujourd'hui utilisée dans les smartphones, les ordinateurs, l'électronique automobile et les équipements industriels. Elle permet ......
Profil de refusion : étapes, courbes de température et guide d’optimisation
En technologie de montage en surface (SMT), la gestion thermique est la ligne de démarcation entre une carte de circuit imprimé sans défaut et un tas de rebuts coûteux. La précision de votre profil de refusion SMT détermine directement la résistance mécanique et la fiabilité électrique de chaque joint de soudure. Une légère déviation de la courbe de température – même de quelques degrés ou secondes – peut entraîner des défaillances catastrophiques de la carte, des vides cachés ou des composants endomm......
Comment utiliser la pâte à souder : méthodes par pochoir, seringue et fer à souder
Points clés : Comment utiliser la pâte à souder La pâte à souder doit être appliquée avant le placement des composants et refondue avec un profil thermique contrôlé. Le stencil offre les résultats les plus constants et fiables. Les méthodes manuelles (seringue ou fer) ne conviennent que pour les faibles densités ou les réparations. La pâte à souder est la base de l’assemblage moderne de l’électronique. En termes simples, c’est un mélange de micro-billes de soudure et de flux maintenu dans une consista......
Soudure BGA expliquée : Guide complet du processus, des outils et des meilleures pratiques
Alors que les composants électroniques nécessitent un nombre de broches plus élevé dans des empreintes de plus en plus petites, l’industrie s’appuie fortement sur le Ball Grid Array (BGA). Un BGA est un boîtier de montage en surface qui utilise, sous le composant, un réseau de minuscules billes de soudure plutôt que des fils de connexion traditionnels pour se connecter au circuit imprimé. Comme ces joints sont cachés sous le corps du boîtier, l’inspection visuelle standard est impossible. Cela fait de......
Wire Bonding vs Flip Chip : Principales Différences dans l'Encapsulation des Semi-conducteurs
Dans le monde en rapide évolution de l’encapsulation des semi-conducteurs, le choix entre le câblage par fil (Wire Bonding) et la technologie Flip Chip est bien plus qu’une simple décision mécanique – c’est un tournant stratégique qui détermine les performances de votre produit, ses limites thermiques et sa rentabilité. Recherchez-vous la fiabilité économique des interconnexions traditionnelles, ou votre application exige-t-elle la haute densité d’E/S et l’intégrité de signal supérieure des architectu......
Le guide complet : Assemblage, soudure et réparation de circuits imprimés
L'assemblage, la soudure et la réparation des circuits imprimés font partie des disciplines de fabrication essentielles dans l'industrie électronique et ont un impact direct sur la performance électrique, la fiabilité à long terme et le rendement de fabrication. Que ce soit pour des prototypes précoces, des séries pilotes, la production en série ou des réparations sur site, les ingénieurs doivent comprendre à la fois les processus de base et les modes de défaillance réels issus de la pratique.Ce guide......