
Manuelles Bestücken: Eine kostengünstige SMT-Alternative
12 min
- Was ist manuelles Bestücken und wann wird es eingesetzt?
- Häufige Probleme bei der manuellen SMT-Bestückung
- Manueller Aufbau vs. automatisierte SMT-Bestückungsmaschine
- Optimierung Ihres Arbeitsplatzes für schnelleres Bestücken
- Wie die SMT-Schablonenqualität die Platzierungsgenauigkeit beeinflusst
- Schablonenausrichtungstechniken für den manuellen Aufbau
- Empfohlener Aufbau für professionelles manuelles Bestücken
- Häufig gestellte Fragen (FAQs) zum manuellen Bestücken
- Fazit: Manuelles Bestücken als praktische SMT-Alternative
Wichtige Erkenntnisse für manuelles Bestücken
Beim manuellen Bestücken werden SMD-Bauteile mit einem handgeführten Vakuumstift und einem Positioniertisch von Hand platziert, was in der Prototypenmontage Pinzetten ersetzt.
Es ist am kosteneffektivsten für Produktionsserien von 1 bis 50 Platinen, bei denen sich die Anschaffungskosten von über 10.000 $ für eine automatisierte SMT-Bestückungsmaschine nicht rechtfertigen lassen.
Ein kompletter manueller Arbeitsplatz kostet zwischen 300 und 500 $, verglichen mit über 10.000 $ für eine automatisierte Einsteiger-Bestückungsmaschine.
Die Qualität der SMT-Schablone ist der größte Einzelfaktor für die manuelle Platzierungsgenauigkeit: Gleichmäßige Lotpastenablagerungen stabilisieren die Bauteile und verhindern ein Verrutschen während des Reflow-Lötens.
Die vier häufigsten Fehler – Probleme beim Lösen des Bauteils vom Düsenkopf, Lotpastenverschmieren, Ermüdung beim Bestücken und Tombstoning – lassen sich entweder auf die Vakuumeinstellung oder die Kontrolle des Lotpastenauftrags zurückführen.
Eine präzise lasergeschnittene Schablone mit elektropolierten Öffnungen und Nanobeschichtung verleiht manuellen Arbeitsabläufen eine nahezu industrielle Wiederholgenauigkeit bei 0603- und 0402-Bauteilen.
Die Prototypenmontage zeigt, dass es im SMT-Prozess an Produktivität mangelt. Mehrere Fehler im Ausrichtungs- und Bestückungszyklus sind auf die Pinzette zurückzuführen. Die Investitions- und Installationskosten für industriell eingesetzte Bestückungsmaschinen sind hoch.
Möglicherweise müssen Sie manuell bestücken, wenn Sie eine kleine Charge von Artikeln herstellen. Bestückungsmethode – unterstützte Platzierungswerkzeuge für erhöhte Präzision und Wiederholbarkeit. Wenn Sie keine fortschrittliche Automatisierung anstreben, kann eine strukturierte manuelle Konfiguration verwendet werden, um gute Ergebnisse zu erzielen.
Die Qualität der Platzierung wird durch optimierte Ergonomie und die Verwendung einer hochpräzisen SMT-Schablone bestimmt. Bauteile werden während des Bestückungsprozesses durch den gleichmäßigen Lotpastenauftrag stabilisiert. Die nahezu industrielle Genauigkeit manueller Bestückungsprozesse ist kostengünstig und ermöglicht kürzere Iterationszeiten.
Was ist manuelles Bestücken und wann wird es eingesetzt?
Manuelles Bestücken ist eine Bauteilplatzierungstechnik in der SMT-Montage, die mit handbetriebenen Werkzeugen anstatt mit automatisierten Maschinen durchgeführt wird. Die Technik basiert auf einem Vakuumstift und einem Positioniertisch für die Ausrichtung, wobei visuelles Feedback und mechanische Stabilität auf der PCB-Oberfläche entscheidend für eine genaue Platzierung sind. Bei feinen Rastermaßen und dichten Layouts hängt diese Platzierungsgenauigkeit direkt von der Geschicklichkeit und Kontrolle des Bedieners ab.
Manuelles Bestücken eignet sich gut für Kleinserienfertigung und technische Prototypen, die häufigen Designänderungen unterliegen. Es bewältigt effektiv die meisten Prototyping-Szenarien, von 1 bis 50 Platinen. Bei komplexen Layouts kann jedes Bauteil während des Montageprozesses an Ort und Stelle inspiziert und korrigiert werden.
Automatisierte Bestückungsmaschinen sind besser für die Produktion mit hohem Durchsatz und großen Stückzahlen geeignet. Manuelles Bestücken hingegen priorisiert Flexibilität und direkte Bedienerkontrolle, was es zur kosteneffektiveren Wahl für kleine Produktionsserien und iterative Hardwareentwicklung macht.
Sichern Sie sich Ihren $11 Schablonen-Gutschein für den Start!
Ab $3. Keine Mindestbestellmenge. Produktion in 12 Stunden. Wählen Sie zwischen gerahmt/rahmenlos, Elektropolieren, Nanobeschichtung, Stufenschablonen, SMD-Schablonen und mehr.$11 Gutschein sichern
Häufige Probleme bei der manuellen SMT-Bestückung
Wenn Prozessparameter wie Vakuumdruck, Pastenviskosität und Ausrichtungsgenauigkeit nicht richtig kontrolliert werden, treten bei der manuellen SMT-Montage häufig wiederkehrende Platzierungsfehler auf. Der Prozess hängt von einer gleichmäßigen Vakuumkraft und einem stabilen Lotpastenverhalten ab. Wenn entweder die Werkzeugleistung oder die Materialeigenschaften schwanken, leiden sowohl die Platzierungsqualität als auch die Vorhersagbarkeit der Herstellungskosten. Hier sind die häufigsten Fehler, die auftreten können:
- Probleme beim Lösen des Bauteils vom Düsenkopf: Wenn die Vakuumkraft an der Düsenspitze zu hoch ist, lösen sich die Bauteile nicht sauber auf den Lotpastenpads. Ohne ein angemessenes Gleichgewicht zwischen Saugdruck und Pastenklebrigkeit werden Bauteile entweder nicht korrekt übertragen oder landen mit Positionsfehlern.
- Lotpastenverschmieren und -brückenbildung: Ein falsch ausgerichteter Schablonendruck führt dazu, dass sich Lotpaste zwischen benachbarten Pads ausbreitet. Wiederholter Kontakt der Düse mit nasser Paste stört die Geometrie der Ablagerung zusätzlich, was während des Reflow-Lötens zu Brückenbildungsfehlern führt.
- Ermüdung beim Bestücken: Längere Bestückungssitzungen führen unweigerlich zu Ermüdungserscheinungen beim Bediener. Die daraus resultierende Augenbelastung und das Zittern der Hände verschlechtern die Ausrichtungsgenauigkeit, insbesondere bei Bauteilen mit feinem Rastermaß. Mit zunehmender Chargengröße und Sitzungsdauer nimmt die Bestückungskonsistenz deutlich ab.
- Tombstoning von Bauteilen: Tombstoning ist ein Reflow-Fehler, bei dem ein Bauteil aufrecht auf einem Ende steht, anstatt flach zu liegen. Es wird durch ungleiche Lotpastenmengen auf gegenüberliegenden Pads verursacht. Während des Reflow-Lötens erzeugt das Pad mit mehr Paste eine stärkere Oberflächenspannungskraft, die ein Ende des Bauteils anhebt und die elektrische Verbindung auf der anderen Seite unterbricht.
Mit einer strukturierten Prozesskontrolle können diese Fehler jedoch bei der manuellen Montage minimiert werden. Hohe Platzierungsgenauigkeit, konsistente Werkzeugeinstellung und gleichmäßiger Lotpastenauftrag sind mit der richtigen Technik und Arbeitsplatzorganisation erreichbar.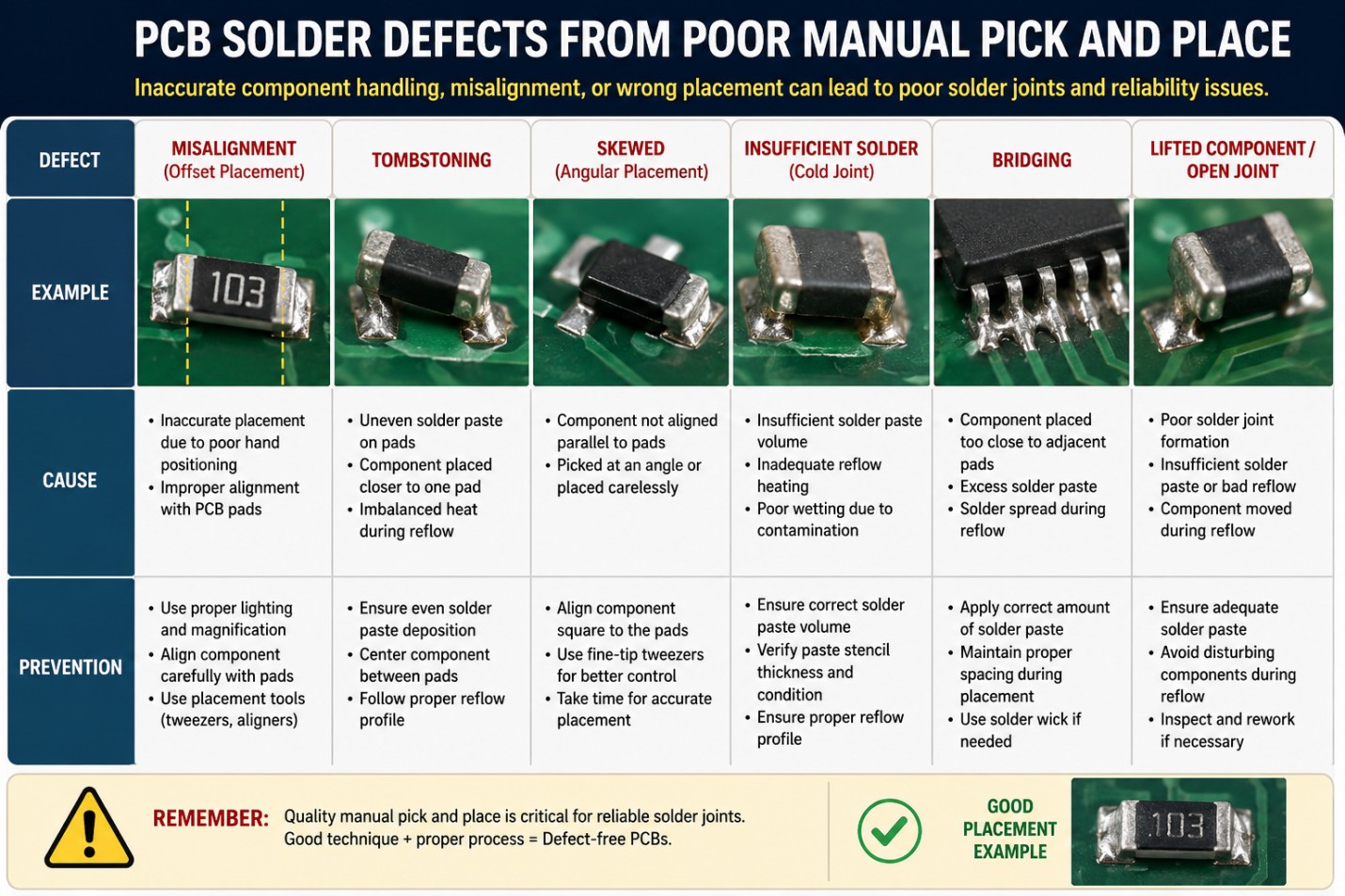
Manueller Aufbau vs. automatisierte SMT-Bestückungsmaschine
Obwohl automatisierte Bestückungsmaschinen erhebliche Durchsatzvorteile bieten, können ihre Anschaffungs- und Einrichtungskosten über zehntausend Dollar betragen. Eine professionelle manuelle Bestückungsstation kostet im Vergleich dazu typischerweise zwischen 300 und 500 Dollar, abhängig von der enthaltenen Ausrüstung und den optischen Zubehörteilen. Dieser erhebliche Kostenunterschied hat direkte Auswirkungen auf die Wirtschaftlichkeit von Prototypen- und Kleinserienfertigung.
Auch die Einrichtungszeit unterscheidet sich erheblich zwischen den beiden Methoden. Manuelles Bestücken kann sofort nach dem Lotpastendruck beginnen, ohne Programmierverzögerungen. Automatisierte Systeme erfordern das Bestücken der Zuführungen, die Maschinenkalibrierung und Programmierung, bevor die erste Platine bestückt werden kann.
Die Schablonenqualität wirkt sich direkt auf die Platzierungsqualität aus, indem sie die Konsistenz des Lotpastenauftrags steuert. Bei Bauteilen mit feinem Rastermaß, bei denen selbst kleine Abweichungen deutlich sichtbar sind, ist die Bedienerkontrolle während der Platzierung unerlässlich, um die Ausrichtung feinabzustimmen und Fehler frühzeitig zu erkennen.
Unter stabilen Arbeitsbedingungen kann manuelles Bestücken eine genaue Platzierung von 0603- und 0402-Bauteilen erreichen. Eine hochwertige Schablonenherstellung gewährleistet die Platzierungswiederholbarkeit über Produktionsserien hinweg und reduziert die Chargenschwankungen in der Position des Lotpastenauftrags.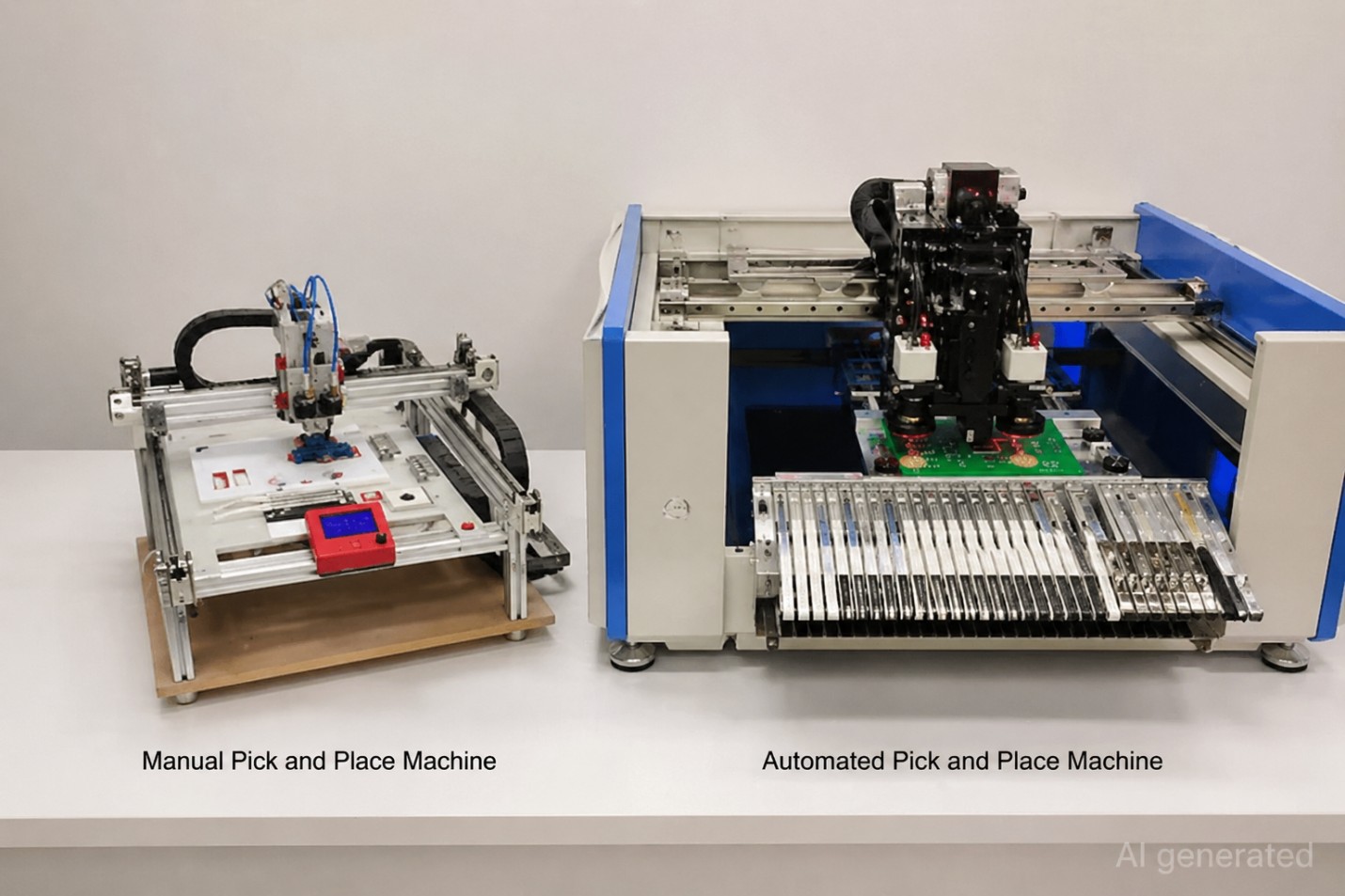
Optimierung Ihres Arbeitsplatzes für schnelleres Bestücken
Eine effektive Arbeitsplatzkonfiguration beeinflusst direkt sowohl die Bestückungsgeschwindigkeit als auch die Platzierungskonsistenz.
Die Arbeitsplatzorganisation ist ein Schlüsselfaktor für die Effizienz des manuellen Bestückens. Die Anordnung der Bauteile in einem radialen Layout um die Platine minimiert die Handbewegungsdistanz zwischen den Bauteilquellen und dem Platzierungsbereich, wodurch sowohl die Taktzeit als auch die Ermüdung des Bedieners reduziert werden. Klar definierte Organisationszonen unterstützen zusätzlich einen reibungslosen, wiederholbaren Bestückungsablauf.
Die Vakuumkraft muss an die Klebeeigenschaften der Lotpaste angepasst sein. Übermäßiger Sog erschwert das saubere Lösen der Bauteile auf den Pastenpads und beeinträchtigt die Platzierungsgenauigkeit. Ausgewogene Vakuumeinstellungen verbessern die Konsistenz über verschiedene Bauteilgrößen hinweg, von kleinen passiven Bauteilen bis hin zu größeren ICs. Visuelle Ausrichtungssysteme, wie digitale Mikroskope, liefern die für eine genaue Platzierung bei feinem Rastermaß erforderliche Vergrößerung.
Digitale Mikroskope helfen, die korrekte Pad-Ausrichtung während der Platzierung zu überprüfen. Bauteile, die im Gurt- und Rollenformat geliefert werden, können schnell nacheinander entnommen werden, wodurch Suchzeit und Handhabungsfehler reduziert werden. Ein gut strukturierter Bestückungsaufbau verbessert den Gesamtdurchsatz und die Platzierungskonsistenz.
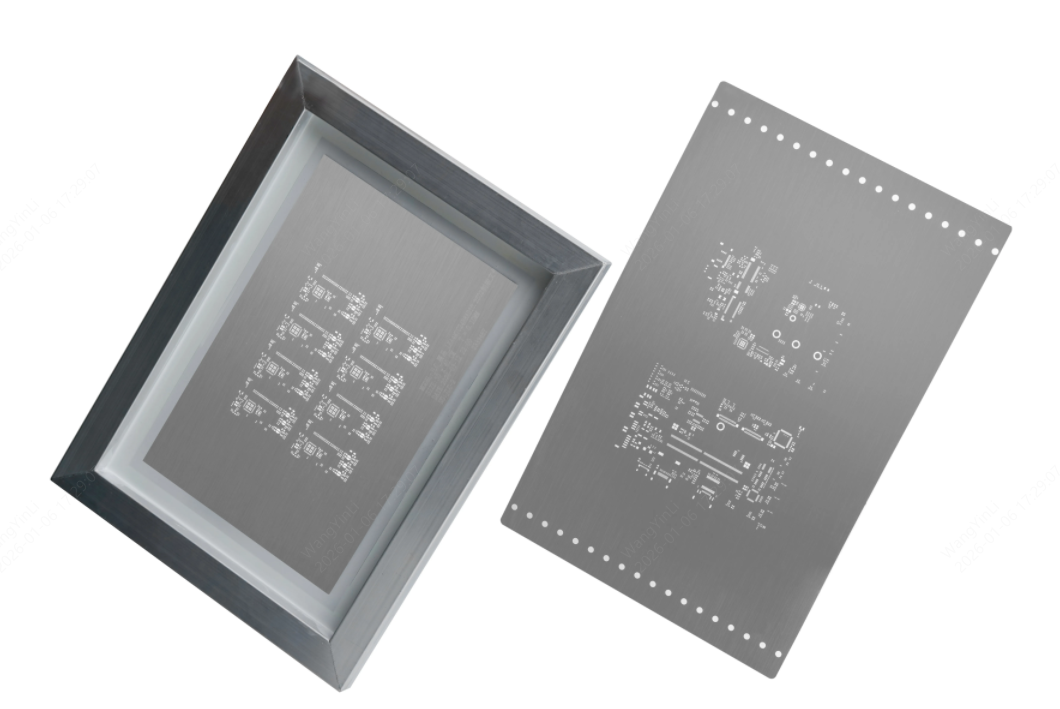
Wie die SMT-Schablonenqualität die Platzierungsgenauigkeit beeinflusst
Die SMT-Schablone ist grundlegend für die Qualität des manuellen Bestückens, da die Präzision der Öffnungen direkt die Geometrie der Lotpaste bestimmt. Wenn die Öffnungsformen konsistent sind und die Paste in gleichmäßigen Mengen aufgetragen wird, sitzen die Bauteile stabiler auf den Pads und neigen weniger zum Verrutschen während der Handhabung.
Dies ist besonders bei Designs mit feinem Rastermaß kritisch, wo selbst kleine Abweichungen im Pastenvolumen dazu führen können, dass Bauteile vor dem Reflow-Löten aus der Ausrichtung geraten. Ein konsistentes Pastenvolumen auf jedem Pad macht die Bauteilplatzierung vorhersagbarer und verbessert die allgemeine Montagewiederholbarkeit.
Die langfristige Schablonenleistung hängt auch von der Materialqualität ab. 304 HTA Edelstahl behält durch wiederholten Gebrauch eine stabile Öffnungsgeometrie bei, und die Laserschneidpräzision von ±0,003mm macht es für Bauteile mit feinem Rastermaß geeignet. Eine kontrollierte Schablonendicke gewährleistet zudem ein gleichmäßiges Pastenvolumen auf allen Pads.
Elektropolieren glättet die inneren Öffnungswände, reduziert die Pastenhaftung und ermöglicht einen saubereren Lotpastenauftrag auf den PCB-Pads. Dies verbessert die Übertragungskonsistenz und unterstützt ein wiederholbares Platzierungsmuster über mehrere Produktionszyklen hinweg.
Schablonenausrichtungstechniken für den manuellen Aufbau
Eine genaue Schablonenpositionierung ist für einen konsistenten Lotpastenauftrag in der manuellen SMT-Montage unerlässlich. Die Klebeband-Scharnier-Methode fixiert die Schablone vor dem Druck in Position und bietet eine wiederholbare Ausrichtungsreferenz, die über mehrere Platinen hinweg funktioniert. Die Konsistenz der Scharnierposition von Platine zu Platine gewährleistet eine zuverlässige Registrierung von Öffnung zu Pad.
Eine PCB-Vorrichtung hält die Platine während des Pastenauftrags sicher, während L-förmige Kantenhalter die Ausrichtung unter dem Druck des Rakels aufrechterhalten. Diese mechanische Stabilität während der Vorbereitung verbessert direkt die nachgelagerte Platzierungsgenauigkeit. Eine konsistente Schablonenpositionierung reduziert Pastenschwankungen zwischen den Platinen und minimiert Ausrichtungsfehler von Charge zu Charge, beides ist für einen zuverlässigen manuellen Prozess unerlässlich.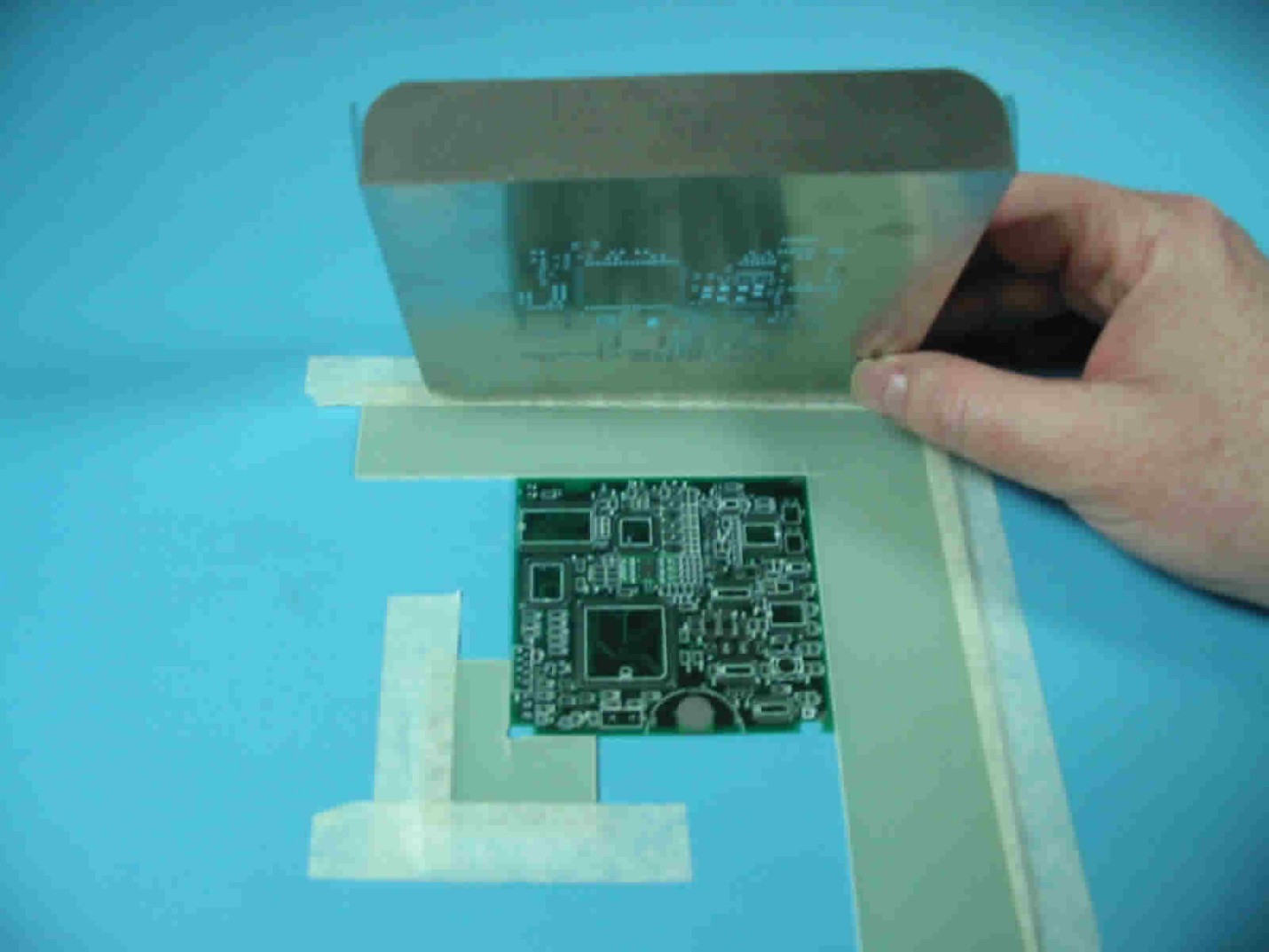
Empfohlener Aufbau für professionelles manuelles Bestücken
Ein professioneller manueller Bestückungsarbeitsplatz erfordert die richtige Werkzeugausstattung, Vorrichtungen und Materialhandhabung. JLCPCB hochwertige SMT-Schablonen sind dabei zentral. Nanobeschichtete Schablonenoberflächen widerstehen der Pastenhaftung und ermöglichen einen saubereren Lotpastenauftrag, was die Konsistenz verbessert, unabhängig davon, ob eine oder mehrere Personen Platinen bestücken. Das Ergebnis ist eine gleichmäßigere Pastenverteilung über alle Platinen einer Produktionsserie.
Einsteigerschablonen beginnen bei $3 pro Schablone, mit Standard-Durchlaufzeiten von nur 12 Stunden. Die globale Logistik gewährleistet eine pünktliche Lieferung in verschiedene Regionen und Produktionsumgebungen.
Der Bestellprozess verwendet ein strukturiertes Datei-Upload-System, um Genauigkeit zu gewährleisten. Gerber-Dateien definieren die Öffnungsgeometrie und das Layout und ermöglichen so eine präzise Schablonenerstellung. Die sofortige Angebotserstellung reduziert die Beschaffungsvorlaufzeit, und die gleichbleibende Schablonenqualität über die Bestellzyklen hinweg ist ein messbarer Vorteil bei der manuellen Bestückung.
Möchten Sie JLCPCB's
zuverlässige, kundenspezifische SMT-Schablone testen?
Wählen Sie zwischen gerahmt/rahmenlos, Elektropolieren, Nanobeschichtung, Stufenschablonen, SMD-Kleberschablonen und mehr. Ab $3. Keine Mindestbestellmenge. Produktion in 12 Stunden.$11 Gutschein jetzt sichern >
Häufig gestellte Fragen (FAQs) zum manuellen Bestücken
Wie schneidet manuelles Bestücken im Vergleich zu Bestückungsmaschinen für das Prototyping ab?
Manuelles Bestücken ist ideal für kleine Produktionsserien und schnelles Prototyping. Es kann sofort nach dem Auftragen der Lotpaste beginnen, ohne dass eine Programmierung oder das Bestücken von Zuführungen erforderlich ist. Automatisierte Maschinen hingegen erfordern eine Konfiguration, bevor die erste Platine laufen kann. Für kleine Chargen und iterative Entwicklung reduzieren manuelle Prozesse die Durchlaufzeit erheblich.
Welcher Vakuumdruck eignet sich am besten für manuelles Bestücken?
Der optimale Vakuumdruck hängt von der Größe, dem Gewicht und der Oberfläche des Bauteils ab. Kleine passive Bauteile benötigen einen geringeren Sog, um sich sauber auf den Pastenpads zu lösen, während größere IC-Gehäuse einen moderaten Sog für eine stabile Aufnahme benötigen. Die Anpassung der Vakuumkraft an das zu platzierende Bauteil verbessert sowohl die Genauigkeit als auch die Konsistenz beim Lösen von der Düse.
Wie beeinflusst die Temperatur die Lotpaste während der Platzierung?
Die Umgebungstemperatur beeinflusst direkt die Klebrigkeit und Viskosität der Lotpaste, was wiederum beeinflusst, wie die Bauteile auf den Pads sitzen. Kalte Bedingungen versteifen die Paste und verringern die Druckqualität, während hohe Temperaturen die Viskosität senken und dazu führen, dass die Paste verläuft oder sich ausbreitet. Die Aufrechterhaltung gleichbleibender Umgebungsbedingungen während eines gesamten Aufbaus ist wichtig für eine stabile Platzierungsgenauigkeit.
Was verursacht das Verrutschen von Bauteilen während des Reflow-Lötens?
Das Verrutschen von Bauteilen während des Reflow-Lötens wird durch ungleiche Pastenmengen auf gegenüberliegenden Pads verursacht. Wenn das Lot schmilzt, ziehen Oberflächenspannungskräfte das Bauteil in Richtung des Pads mit mehr Paste. Eine falsch ausgerichtete anfängliche Platzierung verstärkt dieses Risiko. Ein ausgewogener Lotpastenauftrag und eine genaue Positionierung wirken zusammen, um die Bauteile während des gesamten thermischen Zyklus stabil zu halten.
Wie beeinflusst die Bauteilverpackung die Effizienz des Bestückens?
Das Verpackungsformat der Bauteile beeinflusst direkt sowohl die Handhabungsgeschwindigkeit als auch die Platzierungsgenauigkeit. Die Gurt- und Rollenverpackung unterstützt einen konsistenten, effizienten Zuführprozess mit minimaler Handhabungszeit zwischen den Bauteilen. Lose Bauteile hingegen erhöhen die Handhabungsfehler und verlangsamen den Arbeitsablauf. Die Standardisierung auf organisierte Verpackungsformate verbessert die allgemeine Bestückungskonsistenz.
Wie genau ist manuelles Bestücken im Vergleich zu Maschinen?
In einer kontrollierten Umgebung mit einem stabilen Arbeitsplatzaufbau kann manuelles Bestücken eine hohe Platzierungsgenauigkeit erreichen. Die Qualität der SMT-Schablone bestimmt die Pastengleichmäßigkeit, während die Technik des Bedieners die Ausrichtungskonsistenz für Bauteile mit feinem Rastermaß bestimmt. Automatisierte Maschinen bieten eine größere Wiederholbarkeit im großen Maßstab, aber für kleine Chargen und Prototypen ist ein gut ausgeführter manueller Prozess durchaus in der Lage, professionelle Montagestandards zu erfüllen.
Fazit: Manuelles Bestücken als praktische SMT-Alternative
Manuelles Bestücken ist eine praktische, kosteneffektive SMT-Montagemethode, die die für die Prototypen- und Kleinserienfertigung erforderliche Kontrolle bietet. Wenn Arbeitsabläufe konsistent eingerichtet sind, mit der richtigen Werkzeugausstattung, Vorrichtungen und Prozessdisziplin, liefert sie zuverlässige, wiederholbare Ergebnisse.
Die Genauigkeit der SMT-Schablone ist zentral für die Platzierungsstabilität und Fehlerreduzierung. Eine hochwertige Schablonenherstellung eliminiert pastenbedingte Fehler an der Quelle, und in Kombination mit der richtigen Technik kann die manuelle Bauteilplatzierung optimiert werden, um professionelle Montagestandards zu erfüllen.
Weiterlernen