
Wie nachhaltige Materialien und fachmännische Fertigung RoHS-konforme Leiterplatten sicherstellen
13 min
- Warum RoHS für Umweltsicherheit und Marktzugang wichtig ist
- Auswirkungen von RoHS auf PCB-Materialien und -Komponenten
- Integration der RoHS-Konformität in PCB-Design und -Produktion
- Erzielung überlegener RoHS-Leiterplatten durch fortschrittliche Fertigung
- JLCPCBs Engagement für RoHS-Exzellenz und Nachhaltigkeit
- Häufig gestellte Fragen (FAQ)
Haben Sie schon einmal erlebt, dass eine fertige Produktlieferung aufgrund einer einzigen Komponente auf der Platine, die das RoHS-Screening nicht bestanden hat, vom EU-Zoll zurückgehalten wurde? Die Wahrscheinlichkeit dafür ist höher, als die meisten Ingenieure denken, und der finanzielle Schlag ist weitaus größer als der Wert der beschlagnahmten Ware. Verschwendete Zeit, Kosten für Neukonstruktionen und ein Compliance-Audit, das Ihre gesamte Produkteinführung zum Stillstand bringen kann – das sind die tatsächlichen Kosten einer falschen RoHS-Umsetzung. Der Punkt ist folgender: RoHS-konforme Leiterplatten sind für erfahrene PCB-Designer keine reine Checklisten-Übung mehr. Die Verordnung hat sich bereits von einer diskontinuierlichen Regelung zu einer hochintegrierten Fertigungsrealität entwickelt, die jede Materialauswahl, jeden Prozessparameter und jede Verbindung in Ihrer Lieferkette durchdringt.

Die technischen Details, um es richtig zu machen, überraschen selbst erfahrene Teams immer wieder. Heute werden wir uns mit den Materialwissenschaften, der Prozesskontrolle und den Lieferkettenstrategien befassen, die den Unterschied zwischen wirklich konformen Platinen und denen ausmachen, die nur auf dem Papier konform erscheinen. Dieser Leitfaden enthält die praktischen technischen Details, die wichtig sind, sei es bei der Auswahl bleifreier Legierungen, der Reflow-Profilierung oder der Compliance-Dokumentation.
Warum RoHS für Umweltsicherheit und Marktzugang wichtig ist
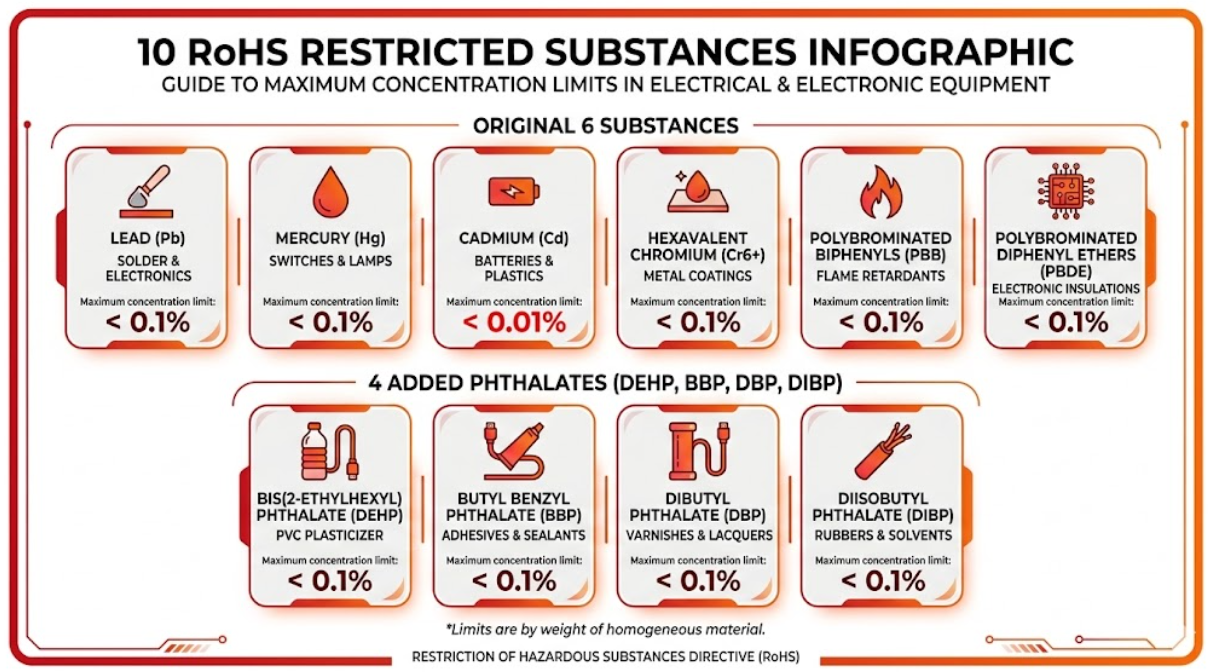
Wie wir im Unterricht gesehen haben, begrenzt die Richtlinie zur Beschränkung gefährlicher Stoffe (2011/65/EU, geändert durch 2015/863/EU als RoHS3) zehn Chemikalien in Elektro- und Elektronikgeräten. Die sechs ursprünglichen Stoffe – Blei (Pb), Quecksilber (Hg), Cadmium (Cd), sechswertiges Chrom (Cr6+), polybromierte Biphenyle (PBB) und polybromierte Diphenylether (PBDE) – sind ursprünglich auf 0,1 Gewichtsprozent in jedem homogenen Material beschränkt, mit Ausnahme von Cadmium, das auf 0,01 % beschränkt ist. Vier Phthalate, nämlich DEHP, BBP, DIBP und DBP, wurden dann durch RoHS 3 hinzugefügt, mit einem Grenzwert von jeweils 0,1 %.
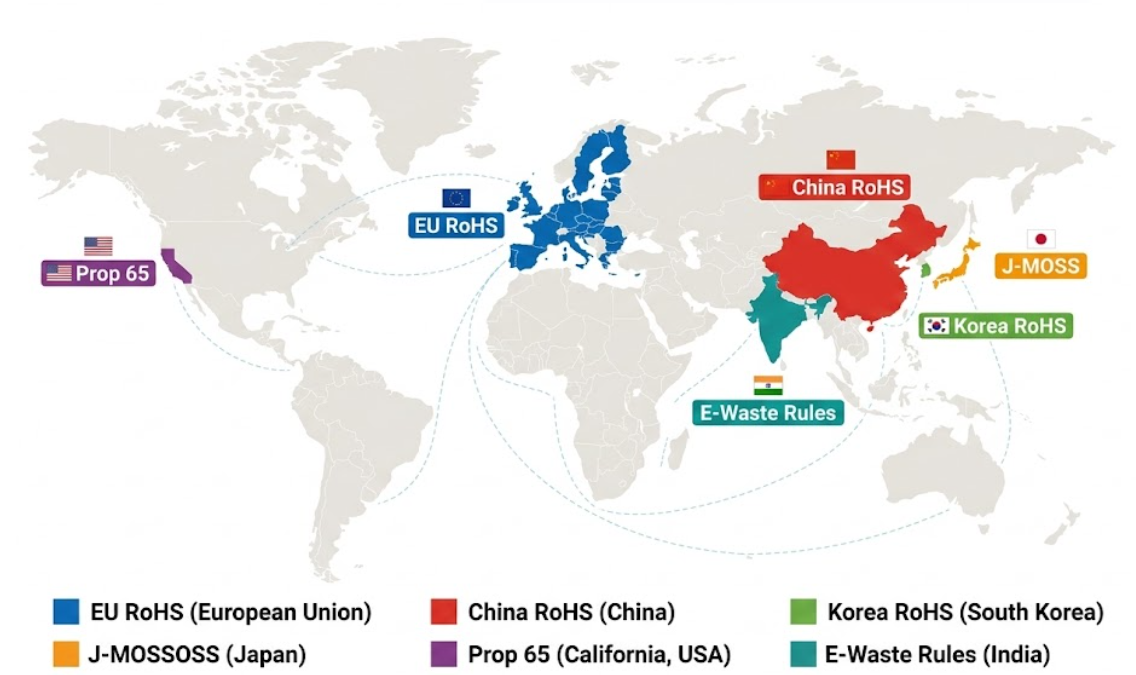
Es stellte sich heraus, dass dies weit über Europa hinausgeht. China hat eine lokale Variante von RoHS, Japan hat J-MOSS, Südkorea hat ein Ressourcenrecycling-Gesetz und der Bundesstaat Kalifornien hat eine ähnliche Beschränkung in seiner Proposition 65. Wenn wir Produkte entwickeln, die RoHS entsprechen, können wir sie effektiv in jedes Land mit einem bedeutenden Markt verkaufen; andernfalls finden wir nur eine kleine Anzahl von Ausnahmen in den Anhängen 3 und 4. Blei hat tatsächlich das Regelwerk in der Leiterplattenfertigung und -bestückung neu geschrieben. Der Ersatz des traditionellen eutektischen Sn63/Pb37-Lots durch bleifreie Legierungen erhöhte nicht nur die Reflow-Temperaturen, sondern veränderte auch das Benetzungsverhalten und verursachte Zuverlässigkeitsprobleme, mit denen die Industrie jahrzehntelang zu kämpfen hatte.
Auswirkungen von RoHS auf PCB-Materialien und -Komponenten
Bleifreie Lötlegierungen: Die entscheidenden Materialkompromisse
Der Übergang von Sn63/Pb37 (eutektisch bei 183 °C) zu SAC305 (Sn96,5/Ag3,0/Cu0,5, Liquidus 217-220 °C) ist die folgenreichste RoHS-getriebene Materialänderung. Aber SAC305 ist nicht die einzige Option.
| Legierung | Zusammensetzung | Liquidus (°C) | Wichtige Eigenschaften |
| SAC305 | Sn96,5/Ag3,0/Cu0,5 | 217-220 | Industriestandard, gute Zuverlässigkeit, höhere Kosten (Silber) |
| SAC105 | Sn98,5/Ag1,0/Cu0,5 | 227 | Niedrigere Kosten, leicht reduzierte Ermüdungslebensdauer |
| SN100C | Sn/Cu0,7/Ni0,05/Ge | 227 | Silberfrei, gute Benetzung, beliebt für Wellenlöten |
| SnBi | Sn42/Bi58 | 138 | Niedertemperaturoption für empfindliche Komponenten |
SAC305 wird im Wesentlichen aufgrund seiner Fähigkeit verwendet, Benetzung, Zuverlässigkeit und Prozessintegration auszugleichen. SAC105 und SN100C gewinnen bei budgetsensiblen Arbeiten mit hohen Stückzahlen an Boden, da das darin enthaltene Silber einen spürbaren Aufpreis verursacht.
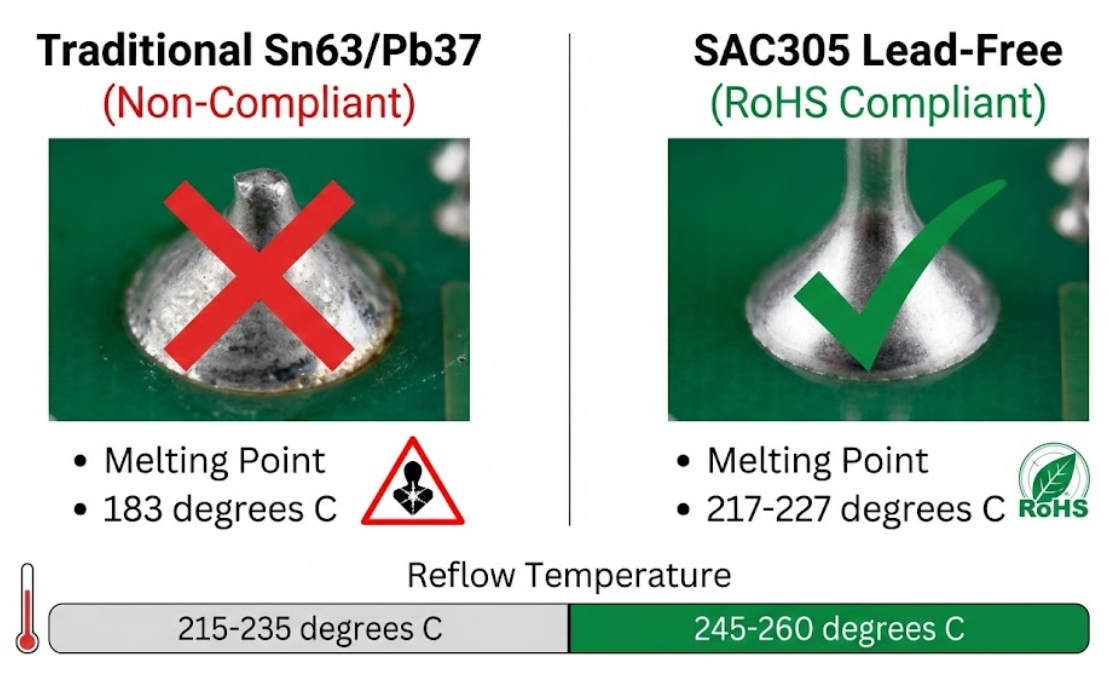
Die Verschiebung der Liquidustemperatur um 34-37 °C bringt eine Vielzahl von Variablen in die Gleichung. Komponenten müssen nun einer Spitzen-Reflow-Temperatur von 245-260 °C standhalten, statt wie bei den früheren bleihaltigen Komponenten 215-235 °C. Die Feuchtigkeitsempfindlichkeit wird unendlich schlechter – jegliches eingeschlossene Wasser dehnt sich bei solchen Temperaturen deutlich schneller aus, was das Risiko von Popcorning-Effekten in ICs mit Kunststoffgehäusen erhöht. Und da die bleifreien Legierungen weniger trocknen, sind das Pad-Design und die Wahl der Oberflächenbeschaffenheit wichtiger denn je im Vergleich zur Zeit mit Blei.
RoHS-konforme Oberflächenbeschichtungen: Auswahl und Kompromisse
Jede RoHS-konforme Oberflächenbeschichtung eliminiert Blei, bringt aber unterschiedliche technische Kompromisse mit sich. Die Wahl der richtigen Beschichtung hängt von Ihrem Bestückungsprozess, den Anforderungen an die Lagerfähigkeit und der Einsatzumgebung ab.
| Oberflächenbeschichtung | Lagerfähigkeit | Ebenheit | Kosten | Am besten geeignet für |
| Bleifreies HASL | 12+ Monate | Mäßig | Niedrig | Allzweckanwendungen, durchkontaktierungsreiche Designs |
| ENIG | 12+ Monate | Hervorragend | Mittel-Hoch | Feinpitch-BGAs, Drahtbonden, lange Lagerung |
| OSP | 6 Monate | Hervorragend | Niedrig | Hochvolumige Baugruppen mit einfachem Reflow |
| Immersion Silver | 6-12 Monate | Hervorragend | Mittel | HF/Mikrowelle, Membranschalterkontakte |
| Immersion Tin | 6 Monate | Hervorragend | Mittel | Press-Fit-Steckverbinder, Backplanes |
Wie wir im Labor gelernt haben, scheint ENIG bei komplexen Baugruppen zur bevorzugten Wahl geworden zu sein. Es ist sehr flach für feinpitchige Komponenten, hat eine gute Lagerfähigkeit und eine gute Nickel-Diffusionsbarriere, die typischerweise 3 beträgt. Der Nachteil? Es ist teuer, und es besteht das Risiko von Black Pads, es sei denn, die Nickelabscheidung wurde perfektioniert.
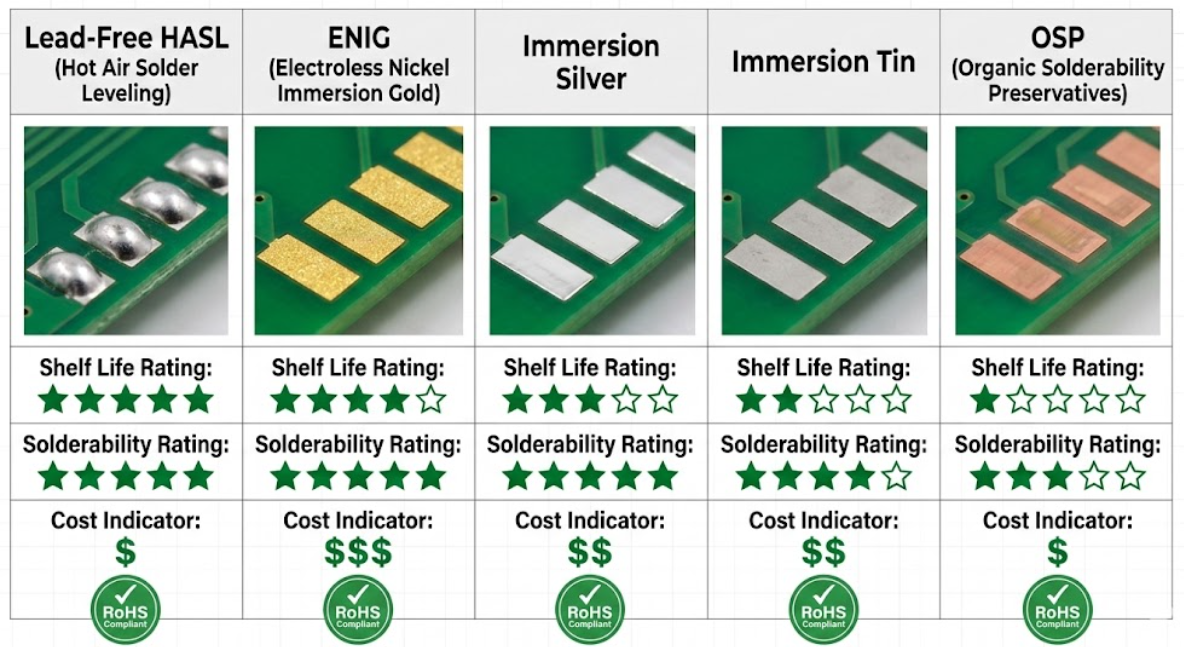
Umgekehrt ist OSP die kostengünstige RoHS-Alternative und hat eine recht gute Ebenheit. Der Haken ist, dass seine Schutzschicht mit jedem thermischen Zyklus abgetragen wird, was bedeutet, dass Sie bei beidseitigem Reflow möglicherweise die Hälfte des zweiten Reflows erreichen, bevor das OSP auf der ersten Seite vollständig entfernt ist. Glücklicherweise können wir Studenten auf aktuelle Leiterplattenhersteller wie JLCPCB zählen, die alle wichtigen RoHS-kompatiblen Oberflächen anbieten, sodass die Auswahl der geeigneten für Ihr Projekt einfach wird.
Pro-Tipp: Wenn Ihr Design feinpitchige BGAs mit Standard-SMT- und Durchsteckkomponenten kombiniert, ist ENIG fast immer die sicherste Wahl. Die höheren Materialkosten werden durch reduzierte Bestückungsfehler und eine bessere Ausbeute bei feinpitchigen Verbindungen ausgeglichen.
Halogenfreie Laminate: Konstruktionsimplikationen, die Ingenieure kennen sollten
Normales FR-4 enthält typischerweise Tetrabrombisphenol A (TBBPA) als Flammschutzmittel. Es gehört nicht zu den Chemikalien, die RoHS vollständig verbietet, aber viele ersetzen es aufgrund der WEEE-Richtlinien und sogar aufgrund des Drucks in der Beschaffung, umweltfreundlicher zu sein, durch halogenfreie Alternativen. Die Spezifikation IPC/JEDEC J-STD-709 besagt, dass halogenfrei bedeutet, dass weniger als 900 ppm von Chlor oder Brom und der Gesamthalogengehalt 1500 ppm nicht überschreiten darf.
Aus konstruktiver Sicht führen halogenfreie Laminate zu messbaren Unterschieden:
- Dielektrizitätskonstante (Dk): Typischerweise 0,1-0,3 höher, was eine Neuberechnung der Impedanz für Leiterbahnen mit kontrollierter Impedanz erfordert.
- Feuchtigkeitsaufnahme: Kann 20-40 % höher sein, was das Delaminationsrisiko während des bleifreien Reflows erhöht.
- Tg: Moderne halogenfreie Laminate erreichen 150-180 °C, vergleichbar mit FR-4 mit mittlerer bis hoher Tg.
- Z-Achsen-CTE: Kann etwas höher sein, relevant für dicke Multilayer-Platinen mit vielen Via-Übergängen.
Integration der RoHS-Konformität in PCB-Design und -Produktion
Design für bleifreie Bestückung: Praktische DFM-Überlegungen
Wenn wir über erhöhte Temperaturen und die Unterschiede in der Benetzung von bleifreiem Lot sprechen, beziehen wir uns tatsächlich darauf, dass das Design durchdachter sein muss. Das Ergebnis ist, dass bleifreies Lot einen größeren Kontaktwinkel hat, zufällig 30-45 Grad bei SAC305 gegenüber 10-20 Grad beim traditionellen Sn63/Pb37, sodass es sich einfach nicht so leicht auf der Pad-Oberfläche ausbreitet.
Bei thermischen Pads auf QFN und BGA kann diese verminderte Benetzung diese lästigen Lufteinschlüsse hinterlassen, falls die Schablonenöffnungsgeometrie nicht optimiert ist. Ein gefenstertes oder segmentiertes Öffnungsmuster – Aufteilung der großen thermischen Pad-Öffnung in ein Gitter kleinerer Öffnungen – ermöglicht das Entweichen der Flussmittelgase während des Reflows, um Lufteinschlüsse zu minimieren. Die Pad-Richtlinien nach IPC-7351 sind in der Regel stabil, aber es ist höchste Zeit, dem Design der thermischen Pads etwas mehr Aufmerksamkeit zu schenken.
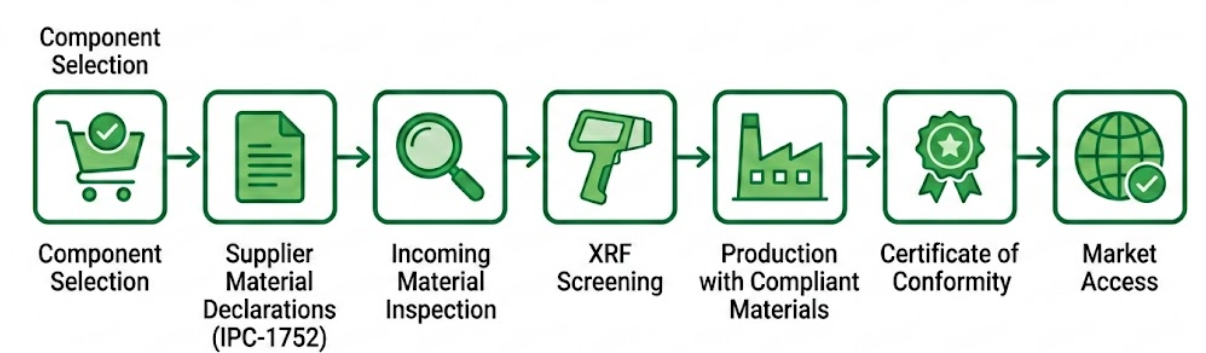
Komponentenbeschaffung und Lieferkettenüberprüfung
Die Qualität einer RoHS-konformen Platine ist nur so gut wie ihre schwächste Komponente, und wir müssen jede Komponente genau prüfen. Besorgen Sie sich Materialdeklarationen von allen Komponentenlieferanten (typischerweise IPC-1752), stellen Sie sicher, dass der Bestand eines Distributors kein altes bleihaltiges Material enthält, richten Sie Wareneingangskontrollen ein, um nicht konforme Teile abzufangen, bevor sie in die Produktion gelangen, und erstellen Sie eine rückverfolgbare Datenbank, die den Status jeder Komponente und jedes Materials auflistet. Es mag nach viel Dokumentation aussehen, aber eine einzige Nichtkonformität kann die Konformität des gesamten Produkts zerstören und zu teuren Marktzugangsproblemen führen, die wir nicht brauchen.
Testprotokolle für den Nachweis gefährlicher Stoffe
Wir beginnen mit der Röntgenfluoreszenzanalyse (RFA), um eine Momentaufnahme der wichtigsten beschränkten Stoffe zu erhalten – RFA bestimmt die elementare Zusammensetzung. Für die endgültige Bestimmung greifen wir auf die Nasschemie (ICP-OES oder ICP-MS) zurück, um präzise quantitative Daten zu diesen verbotenen Elementen zu erhalten.
Phthalat-Tests sind schwieriger und teurer: Wir führen eine Lösungsmittelextraktion und dann eine GC-MS durch. Aufgrund der hohen Kosten führen wir sie normalerweise an repräsentativen Proben durch, nicht an allen Chargen. Die Häufigkeit unserer Tests hängt von Ihrem Qualitätssystem und Ihrer Risikobewertung ab. Bei Großserien und zuverlässigen Lieferanten können regelmäßige Stichproben verwendet werden. Neue Lieferanten oder Materialien sollten häufiger getestet werden, bevor sie eine gute Erfolgsbilanz aufbauen können.
Erzielung überlegener RoHS-Leiterplatten durch fortschrittliche Fertigung
Prozesskontrolle beim bleifreien Reflow und Vermeidung von Kontamination
Das Prozessfenster für den bleifreien Reflow ist daher relativ schmal – etwa halb so groß wie das des vorherigen bleihaltigen Lotfensters –, und diese eine Tatsache macht den Großteil der Fertigungskomplexität aus. Ein typisches SAC305-Reflow-Profil zielt auf eine Spitze von 245-250 °C, eine Zeit oberhalb des Liquidus (217 °C) von 60-90 Sekunden, eine Vorheizrampe von 1,0-2,0 °C/Sekunde und eine Kühlrampe von 2,0-4,0 °C/Sekunde ab.
Es ist kostspielig, dieses Fenster auf beiden Seiten zu verfehlen. Bei Unterhitzung erhalten Sie kalte Lötstellen und die lästigen Head-in-Pillow-Fehler bei BGAs. Überhitzung? Pad-Ablösung, Measling und schnelles IMC-Wachstum, das die Verbindungen tatsächlich spröde macht. Deshalb haben wir Mehrzonen-Konvektionsöfen – 8 bis 10 individuell einstellbare Zonen – und Thermoelement-Profiling, um alles im Griff zu behalten.
An Orten, an denen sowohl RoHS- als auch Nicht-RoHS-Produktion durchgeführt wird, ist es ebenso wichtig, Kontaminationen im Mix zu vermeiden. Blei kann sich in jedem gemeinsamen Lötbad, jeder Schablone oder jedem Nacharbeitsgerät ablagern. Die Lösung sind spezielle Geräte entsprechend dem Konformitätsgrad, häufige ICP-Tests der Lötbadzusammensetzung und die physische Trennung der Materialflüsse. Dies wird automatisch durch die reine RoHS-Linie von JLCPCB adressiert, sodass Sie keine Angst vor Verwechslungen mit Nicht-RoHS-Materialien haben müssen.
Präzise Materialhandhabung und Kontaminationsprävention
Die Kreuzkontamination von konformen und nicht konformen Materialien ist ein wichtiges Thema, das in einer RoHS-Fertigungsumgebung vermieden werden sollte. Lötbäder, Wellenlötmaschinen und Reflow-Öfen, die für bleihaltige Baugruppen verwendet wurden, sollten vor der RoHS-Produktion gründlich gereinigt und getestet werden. Die meisten Einrichtungen unterhalten spezifische Werkzeuge für RoHS- und Nicht-RoHS-Arbeiten, um das Kontaminationsrisiko vollständig zu vermeiden.
Materialhandhabungsprozesse werden verwendet, um sicherzustellen, dass die gelagerten Komponenten und Materialien, die RoHS-konform sind, getrennt gehalten und ihre Identifikation und Rückverfolgung getrennt von den nicht konformen Komponenten und Materialien erfolgt. Die Wareneingangskontrolle stellt sicher, dass alle Materialchargen vor der Freigabe für die Produktion mit ihrer Konformitätsdokumentation übereinstimmen.
Umfassende Zertifizierungs- und Rückverfolgbarkeitssysteme
Die RoHS-Konformitätsdokumentation besteht aus Konformitätsbescheinigungen des Herstellers und Bestückers, Materialprüfberichten, die belegen, dass die beschränkten Stoffe unter dem Schwellenwert liegen, Materialdeklarationen auf Komponentenebene aller Lieferanten und Chargenrückverfolgbarkeit zwischen fertigen Produkten und bestimmten Material- und Komponentenchargen. Diese Dokumentationskette ermöglicht eine schnelle Reaktion auf Konformitätsanfragen von Kunden, Zollbehörden oder Marktüberwachungsstellen. Sie hilft auch bei der Produktrückrufverwaltung, falls nach dem Versand ein Konformitätsproblem festgestellt wird.
JLCPCBs Engagement für RoHS-Exzellenz und Nachhaltigkeit
Vollständig RoHS-zertifizierte Einrichtungen und Materialpartnerschaften
JLCPCB arbeitet daher nach den RoHS-Richtlinien, sei es bei Platinen, Lot oder den ausgefallenen Oberflächen. Die Substrate, das Lot, die Oberflächenbeschichtungen, der Lötstopplack und alle anderen gängigen Materialien sind standardmäßig RoHS-rein. Sie haben sogar Partnerschaften mit zertifizierten Lieferanten, sodass ihnen unabhängig von der Bestellgröße nie die konformen Teile ausgehen.
Robuste Prüfung und Dokumentation für globale Konformität
Ihr Qualitätssystem ist recht solide: Sie testen Materialien, auditieren Lieferanten und fügen eine Menge Papierkram hinzu, um Ihre Konformität zu gewährleisten. RoHS-Zertifikate und Materialdeklarationen für alle Standardartikel zu haben, ist eine große Erleichterung, wenn Sie versuchen, in regulierten Märkten weltweit zu verkaufen – Sie greifen einfach auf die Papiere zu.
Lieferung zuverlässiger, umweltfreundlicher Leiterplatten in großem Maßstab

JLCPCB stellt Platinen mit RoHS-konformen Platinen aus, egal ob Sie nur einen Prototypen bauen oder eine Million Einheiten produzieren, die Qualität der Platinen ist die gleiche hohe Qualität, die Sie von einer Serienproduktion erwarten würden. Und sie haben Verbindungen, um mehr als nur RoHS zu tun: Sie vermeiden Abfall, sparen Energie und gehen während des gesamten Herstellungsprozesses verantwortungsvoll mit Chemikalien um.

Häufig gestellte Fragen (FAQ)
F. Was bedeutet RoHS-Konformität für eine Leiterplattenbestückung?
Jedes homogene Material in der Bestückung – Substrat, Lot, Oberflächenbeschichtung, Lötstopplack, Komponentenanschlüsse und -gehäuse – muss die beschränkten Stoffe unterhalb der maximalen Konzentrationsgrenzwerte enthalten.
F. Sind alle JLCPCB-Platinen standardmäßig RoHS-konform?
Ja. JLCPCB verwendet standardmäßig RoHS-konforme Materialien, einschließlich bleifreiem HASL, ENIG, OSP, bleifreiem Lotpasten und konformen Substraten. Nicht konforme Optionen wie bleihaltiges HASL sind nur auf spezielle Anfrage für Ausnahmeanwendungen erhältlich.
F. Wie gehe ich mit Legacy-Komponenten um, die nur in bleihaltigen Versionen erhältlich sind?
Entwerfen Sie neu, um eine konforme Alternative zu verwenden, beantragen Sie eine RoHS-Ausnahme gemäß Anhang III oder IV, wenn Ihre Anwendung qualifiziert ist, oder beziehen Sie von einem Lieferanten, der eine RoHS-konforme Version anbietet. Die meisten Legacy-Komponenten haben heute konforme Alternativen.
F. Wie oft sollte ich auf RoHS-Konformität testen?
Neue Lieferanten sollten bei der Qualifizierung und danach regelmäßig per RFA gescreent werden. Etablierte Lieferanten können auf jährliche Überprüfungen oder chargenbasierte Stichproben umstellen. Phthalat-Tests sind in der Regel auf repräsentative Proben während der Erstqualifizierung beschränkt.