
Leiterplatte fertigungsgerecht entwickeln: Eine praxisorientierte DFM Checkliste für ein erfolgreiches PCB Design
13 min
- Warum fertigungsgerechtes PCB Design bereits beim Schaltungsentwurf beginnt
- Design for Manufacturing (DFM) kurz erklärt
- Leiterbahnen, Mindestabstände und Kupferflächen richtig auslegen
- Bohrungen, Vias und Bauteilplatzierung optimieren
- Lötstoppmaske, Bestückungsdruck und Testpunkte nicht vergessen
- Design Rule Check und Gerberdaten vor der Fertigung prüfen
- Typische Layoutfehler aus der Praxis und wie sie sich vermeiden lassen
- PCB Design Checkliste vor der Bestellung
- Fazit
Das Layout ist elektrisch fertig, die Bauteile sitzen, die Simulation sieht gut aus, und trotzdem kommt nach dem Upload der Gerberdaten eine Rückfrage vom Hersteller. Oder schlimmer: Die Leiterplatte wird gefertigt, bestückt und funktioniert nicht zuverlässig. In den meisten Fällen liegt der Grund nicht im Schaltplan, sondern mehr in den Details, die während des Layouts übersehen wurden.
Wer eine Leiterplatte fertigungsgerecht entwickelt, vermeidet genau diese Probleme, bevor sie entstehen. Dieser Beitrag führt Sie Schritt für Schritt durch die relevanten Prüfpunkte, von der Leiterbahnbreite über Bohrungen und Lötstoppmaske bis zur finalen Kontrolle der Fertigungsdaten. Im Anschluss finden Sie eine Checkliste, die Sie unmittelbar vor der Bestellung durchgehen können.
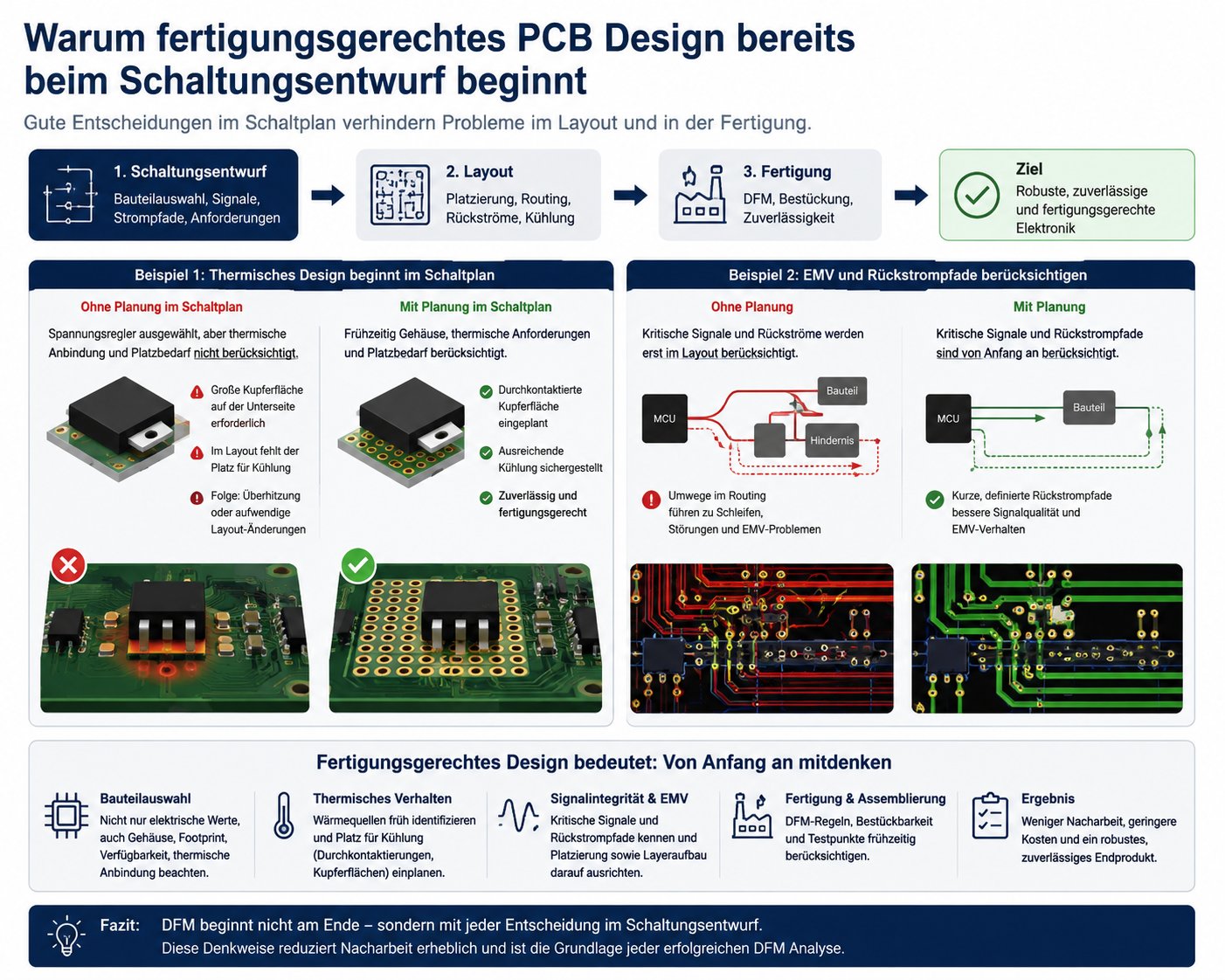
Warum fertigungsgerechtes PCB Design bereits beim Schaltungsentwurf beginnt
Viele Entwickler betrachten das Layout als reine Umsetzung eines fertigen Schaltplans. Tatsächlich entstehen die meisten späteren Fertigungsprobleme genau an dieser Schnittstelle. Wer bei der Bauteilauswahl nicht an das spätere Gehäuse, an verfügbare Footprints oder an die Strombelastbarkeit denkt, schafft sich Probleme, die im Layout nur noch mit Kompromissen zu lösen sind.
Ein Beispiel aus der Praxis: Ein Spannungsregler wird nach elektrischen Kennwerten ausgewählt, das gewählte Gehäuse hat jedoch eine thermische Anbindung, die eine große durchkontaktierte Kupferfläche auf der Unterseite benötigt. Ist dieser Platzbedarf im Layout nicht eingeplant, ist später entweder die Kühlung unzureichend oder das gesamte Layout muss nachträglich geändert werden.
Ähnliches gilt für die EMV Betrachtung. Wer schon beim Schaltungsentwurf weiß, welche Signale kritisch sind und welche Rückstrompfade benötigt werden, kann die Platzierung von Anfang an entsprechend planen, statt später Leiterbahnen um Hindernisse herumzuführen.
Fertigungsgerechtes Design bedeutet also nicht nur, am Ende eine Checkliste abzuhaken. Es bedeutet, während der gesamten Elektronikentwicklung mitzudenken, wie sich eine Entscheidung auf Fertigbarkeit, thermisches Verhalten und Signalintegrität auswirkt. Diese Denkweise reduziert Nacharbeit erheblich und ist die Grundlage jeder erfolgreichen DFM Analyse.
Design for Manufacturing (DFM) kurz erklärt
Design for Manufacturing, kurz DFM, beschreibt die Praxis, ein Produkt so zu gestalten, dass es mit den vorhandenen Fertigungsprozessen zuverlässig, wiederholbar und kosteneffizient hergestellt werden kann. Bei Leiterplatten betrifft das konkret Leiterbahnbreiten, Abstände, Bohrungen, Lagenaufbau, Lötstoppmaske und die Qualität der übergebenen Fertigungsdaten.
Für den Entwickler bringt DFM einen klaren Vorteil: weniger Rückfragen, weniger Nacharbeit, kürzere Durchlaufzeiten. Für den Leiterplattenhersteller bedeutet ein sauberes Design, dass die Produktion ohne manuelle Korrekturen ablaufen kann, was Fehlerquellen reduziert. Für den Bestücker schließlich zählt vor allem die korrekte Bauteilorientierung, ausreichend Abstand zwischen Bauteilen und eine gut lesbare Kennzeichnung, damit die automatische Bestückung reibungslos funktioniert. DFM ist damit ein praktisches Werkzeug, das an drei Stellen gleichzeitig Zeit und Geld spart.

Leiterbahnen, Mindestabstände und Kupferflächen richtig auslegen
Die elektrische Grundlage jeder Leiterplatte ist das Kupferlayout. Hier entscheidet sich, ob eine Schaltung zuverlässig arbeitet oder unter Last Probleme zeigt.
Die Leiterbahnbreite muss zur erwarteten Strombelastbarkeit passen. Als grobe Orientierung gilt: Auf einer Außenlage mit 35 µm Kupfer trägt eine 0,3 mm breite Leiterbahn bei moderater Erwärmung etwa 1 A, auf Innenlagen liegt dieser Wert wegen der schlechteren Wärmeabfuhr deutlich niedriger. Für belastbare Auslegungen empfiehlt sich der Einsatz eines IPC 2221 Rechners, statt sich allein auf Erfahrungswerte zu verlassen.
Spannungsabstände und Kriechstrecken sind besonders bei Schaltungen mit höheren Spannungen relevant. Wer beispielsweise 230 V führt, benötigt deutlich größere Mindestabstände zwischen spannungsführenden Leiterbahnen als bei reiner 3,3 V Logik. Die konkreten Werte richten sich nach Isolationsklasse, Verschmutzungsgrad und der einschlägigen Norm, meist IPC 2221 oder für sicherheitsrelevante Anwendungen die IEC 60950 beziehungsweise IEC 62368.
Kupferflächen und Masseflächen sollten möglichst durchgängig und großflächig ausgeführt werden. Eine sternförmige Masseführung, bei der alle Rückströme über einen zentralen Punkt geführt werden, hat sich bei gemischt analogen und digitalen Schaltungen bewährt, um Kopplungen zu vermeiden. Bei rein digitalen Layouts mit hohen Schaltfrequenzen ist dagegen eine durchgehende Massefläche unter den Signallagen meist die bessere Wahl, weil sie definierte Rückstrompfade mit geringer Induktivität bietet.
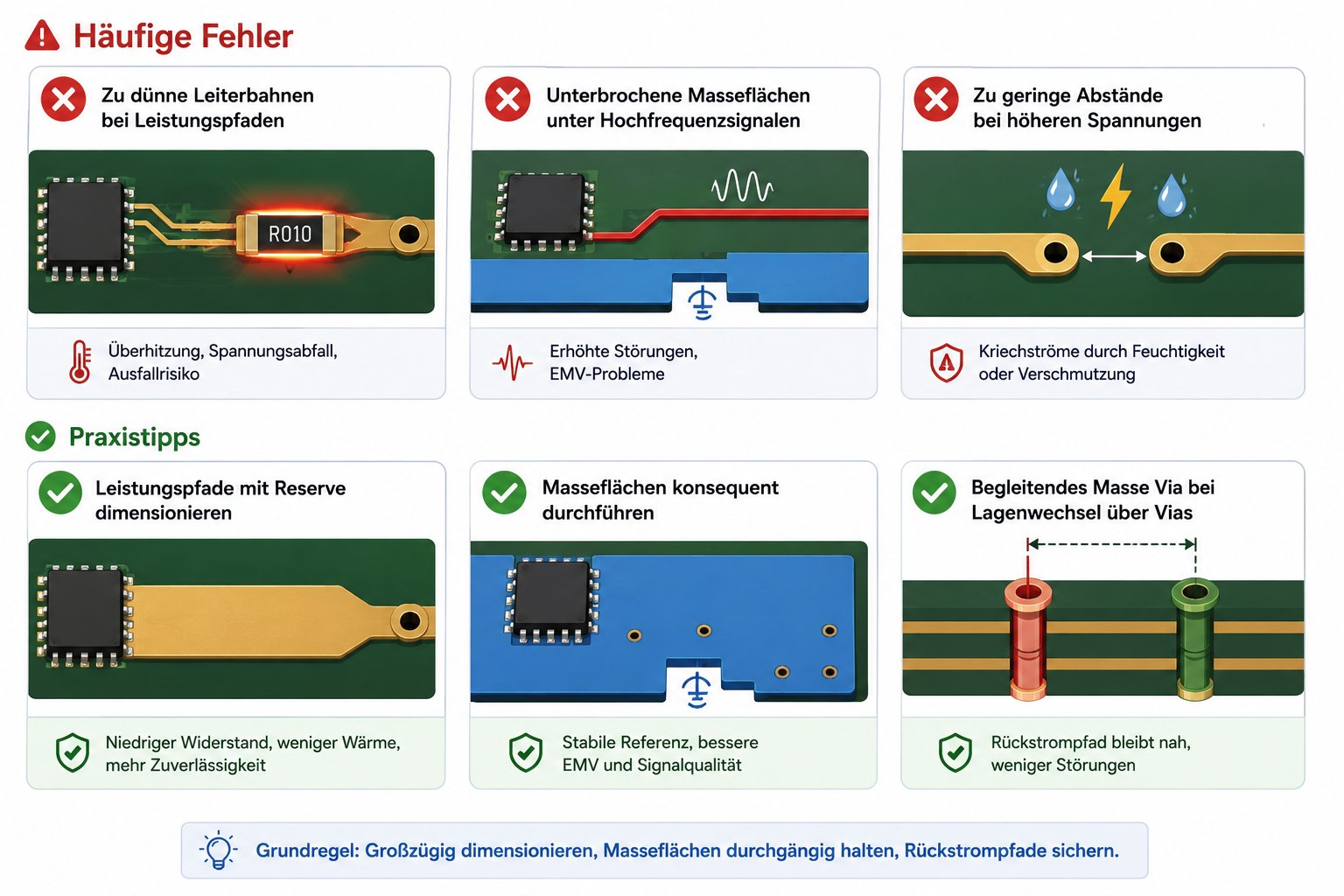
Rückstrompfade werden häufig unterschätzt. Jedes Hochfrequenzsignal sucht sich den Weg des geringsten Widerstands zurück zur Quelle, im Idealfall direkt unter der Signalleiterbahn auf der benachbarten Massefläche. Wird diese Massefläche etwa durch eine Bauteilaussparung unterbrochen, muss der Rückstrom einen Umweg nehmen, was die Signalintegrität verschlechtert und die EMV Eigenschaften negativ beeinflusst.
Praxistipps
Häufige Fehler in diesem Bereich sind zu dünn dimensionierte Leiterbahnen bei Leistungspfaden, unterbrochene Masseflächen unter Hochfrequenzsignalen sowie zu geringe Abstände bei höheren Spannungen, die im Alltag funktionieren, aber unter Feuchtigkeit oder Verschmutzung schon zu Kriechströmen führen können.
Empfehlenswert ist es, kritische Leistungspfade grundsätzlich mit Reserve zu dimensionieren, Masseflächen konsequent durchzuführen und bei jedem Signal, das eine Lagenwechsel über Vias macht, ein begleitendes Masse Via in unmittelbarer Nähe vorzusehen, damit der Rückstrompfad nicht unterbrochen wird.
Bohrungen, Vias und Bauteilplatzierung optimieren
Bohrdurchmesser sollten sich an den Standardwerten des Herstellers orientieren. Moderne Fertigungsprozesse mit mechanischer Bohrung erlauben heute Innendurchmesser bis etwa 0,15 mm in 0,05 mm Schritten, allerdings gelten Bohrungen unter 0,3 mm bei vielen Fertigern bereits als kleine Bohrungen mit geringerer Prozesseffizienz. Das bedeutet nicht zwingend einen Aufpreis, wirkt sich aber auf Durchlaufzeit und Ausbeute aus, da kleinere Bohrer langsamer arbeiten und schneller verschleißen. Für ein robustes und wirtschaftliches Design empfiehlt sich deshalb, Bohrungen wo immer möglich mit mindestens 0,3 mm auszulegen und kleinere Durchmesser nur dort einzusetzen, wo der Platzbedarf es zwingend erfordert.
Bei Via Typen unterscheidet man zwischen durchkontaktierten Standard Vias, Blind Vias, die nur eine Außenlage mit einer inneren Lage verbinden, und Buried Vias, die vollständig im Inneren des Lagenaufbaus liegen. Blind und Buried Vias erlauben eine dichtere Bauteilplatzierung, erhöhen jedoch die Fertigungskosten spürbar und sollten nur eingesetzt werden, wenn Standard-Vias den Platzbedarf nicht lösen.
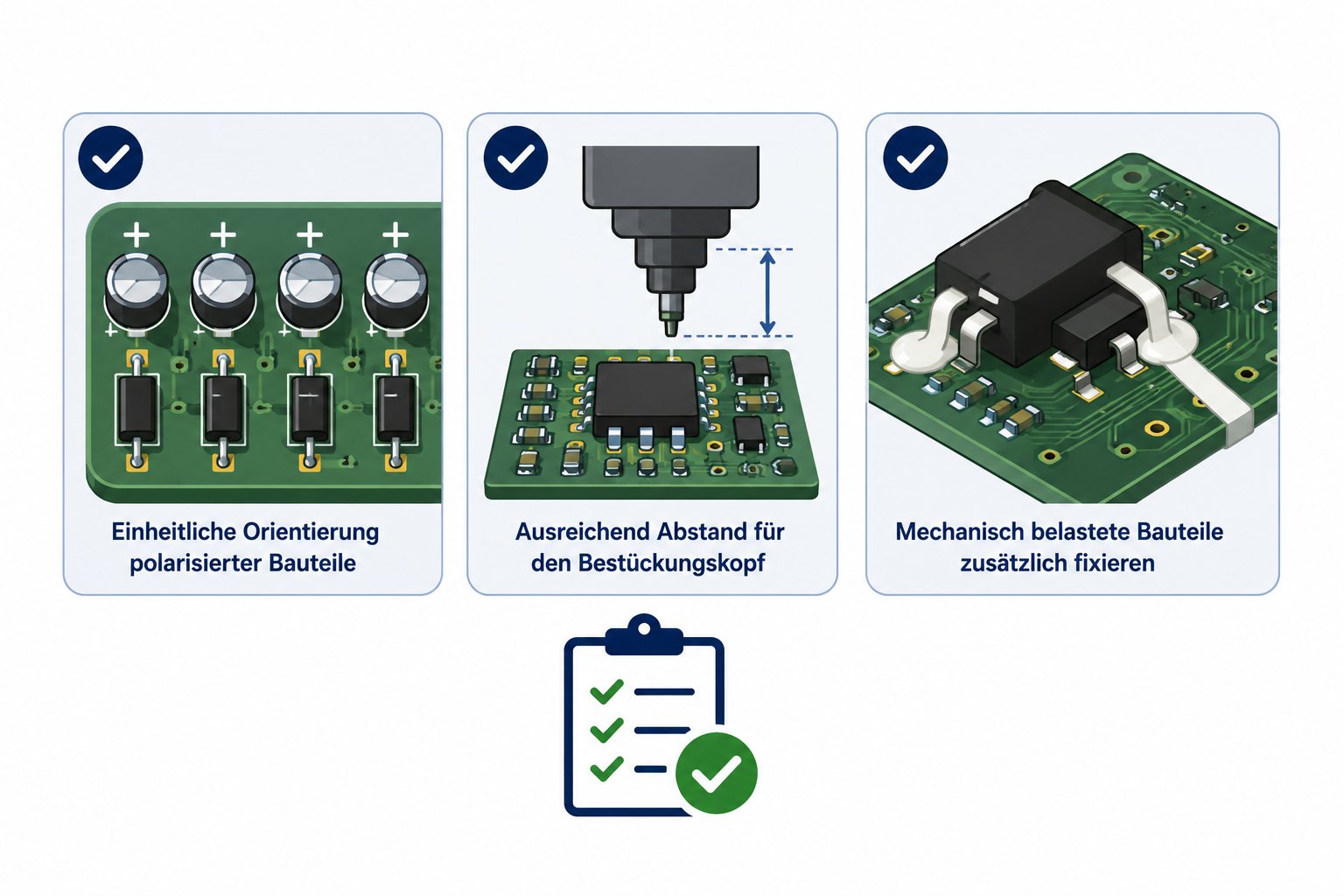
Abstände zwischen Bohrungen, Padgrößen und die umgebende Kupferfläche müssen den Vorgaben des Herstellers entsprechen, da sonst beim Design Rule Check Fehlermeldungen entstehen. Die Bauteilorientierung ist für die automatische Bestückung wichtig: Polarisierte Bauteile sollten möglichst einheitlich ausgerichtet werden, damit der Bestücker sie in einem Durchgang bestücken kann, statt die Bestückungsmaschine mehrfach umzurüsten.
Die Lötbarkeit hängt eng mit der Padgestaltung zusammen. Zu kleine Lötpads bei Bauteilen mit hoher thermischer Masse führen häufig zu kalten Lötstellen. Umgekehrt kann eine zu große Kupferfläche unter einem Bauteil die Wärme so schnell ableiten, dass beim Reflow Löten keine ausreichende Lötstellenqualität erreicht wird. Hier hilft eine thermische Entkopplung durch schmale Kupferstege zur Anbindung großer Flächen an kleine Lötpads.
Mechanische Stabilität betrifft vor allem Steckverbinder und schwere Bauteile. Diese sollten zusätzlich mechanisch verankert werden, etwa durch zusätzliche Befestigungsbohrungen oder mechanische Halteklammern, da reine Lötverbindungen bei mechanischer Belastung im Betrieb reißen können. Montagebohrungen für das Gehäuse sollten frühzeitig im Layout festgelegt werden, da nachträgliche Änderungen oft mit Bauteilen kollidieren.
Typische Fehler
Zu den häufigsten Fehlern zählen zu eng platzierte Bauteile, die eine automatische Bestückung erschweren, fehlende thermische Entkopplung bei kleinen Lötpads sowie unzureichend verankerte Steckverbinder, die im Feldeinsatz mechanisch versagen.
Praktische Empfehlungen
Prüfen Sie vor dem Fertigstellen des Layouts, ob alle polarisierten Bauteile einheitlich orientiert sind, ob ausreichend Abstand für den Bestückungskopf vorhanden ist und ob mechanisch belastete Bauteile zusätzlich fixiert sind.
Lötstoppmaske, Bestückungsdruck und Testpunkte nicht vergessen
Die Lötstoppmaske schützt das Kupfer vor Oxidation und verhindert Lötbrücken zwischen eng benachbarten Pads. Bei sehr feinen Pitches, etwa bei modernen QFN oder BGA Gehäusen, sind ausreichende Freistellungen um jedes Pad wichtig, damit die Lötstoppmaske nicht ungewollt Pads verbindet oder verdeckt. Zu enge Stege zwischen Lötstoppmasken-Öffnungen sind eine häufige Ursache für Lötbrücken, die erst bei der optischen Endkontrolle auffallen.
Der Bestückungsdruck sollte alle Referenzbezeichnungen lesbar und ohne Überlappung mit Bauteilen oder Bohrungen darstellen, da er sowohl der manuellen Fehlersuche als auch der Endkontrolle dient. Polungskennzeichnungen bei Dioden, Elektrolytkondensatoren und Steckverbindern müssen eindeutig und nach dem Bestücken noch sichtbar sein und dürfen nicht unter dem Bauteil verschwinden.
Testpunkte werden gerne vergessen, sind aber für die spätere Inbetriebnahme und für einen In Circuit Test unverzichtbar. Wichtige Versorgungsspannungen, kritische Signale und Steuerleitungen sollten über gut zugängliche Testpunkte verfügen. Für die Funktionsprüfung in der Serienfertigung reduziert eine durchdachte Testpunktplanung den Prüfaufwand erheblich und erleichtert die Servicefreundlichkeit im Reparaturfall, weil die Techniker die Messpunkte nicht erst suchen müssen.
Design Rule Check und Gerberdaten vor der Fertigung prüfen
Der Design Rule Check, kurz DRC, ist die letzte automatisierte Kontrollinstanz vor dem Export. Er prüft elektrische Regeln wie Kurzschlüsse, offene Netze und fehlende Verbindungen sowie mechanische Regeln wie Mindestabstände, Leiterbahnbreiten und Bohrungsgrößen. Ein DRC ohne Fehlermeldungen ist die Grundvoraussetzung, bevor überhaupt an den Export der Fertigungsdaten gedacht werden sollte.
Beim Erzeugen der Gerberdaten empfiehlt sich das erweiterte Format RS 274X, da es Aperturinformationen direkt enthält und weniger fehleranfällig ist als ältere Formate. Nach dem Export sollte jede einzelne Lage in einem Gerber Viewer kontrolliert werden. Achten Sie besonders darauf, dass alle Kupferlagen, die Lötstoppmaske, der Bestückungsdruck und die Bohrdaten vollständig und in der richtigen Lagenreihenfolge enthalten sind.
Bohrdaten werden häufig getrennt von den Gerberdaten als Excellon Datei exportiert und sollten separat geprüft werden, insbesondere hinsichtlich der Einheiten, da eine Verwechslung von Zoll und Millimeter zu völlig falsch positionierten Bohrungen führt. Typische Fehler beim Export sind fehlende Lagen, falsch zugeordnete Bohrdatei-Layer sowie vergessene Innenlagen bei mehrlagigen Leiterplatten.
Vor dem Upload der Fertigungsdaten sollte eine letzte Prüfung erfolgen: Stimmen Plattengröße und Lagenanzahl mit der Bestellung überein, sind alle Lagen vollständig und öffnet sich die zusammengefasste Ansicht im Gerber Viewer so, wie das Layout in der Entwicklungssoftware aussieht? Diese letzte Kontrolle dauert wenige Minuten, verhindert aber die häufigsten und teuersten Fehler.
Typische Layoutfehler aus der Praxis und wie sie sich vermeiden lassen
Die folgende Übersicht zeigt zehn Fehler, die in der Praxis immer wieder auftreten, jeweils mit Ursache, Auswirkung und Vermeidungsstrategie.
| Fehler | Wie er entsteht | Auswirkung | Vermeidung |
| Zu schmale Leiterbahnen bei Leistungspfaden | Auslegung nach Erfahrungswert statt Berechnung | Überhitzung, im Extremfall Leiterbahnabriss | Strombelastbarkeit mit IPC 2221 Rechner ermitteln |
| Unterbrochene Masseflächen unter Signalleitungen | Bauteile oder Aussparungen ohne Rücksicht auf Rückstrompfad platziert | Schlechte Signalintegrität, erhöhte EMV | Rückstrompfad beim Platzieren aktiv mitdenken |
| Zu geringe Abstände bei höheren Spannungen | Layout wie bei Kleinspannung fortgeführt | Kriechströme, im schlimmsten Fall Durchschlag | Norm konforme Mindestabstände nach Spannungsklasse einhalten |
| Fehlende thermische Entkopplung an Lötpads | Große Kupferfläche direkt an kleines Pad angebunden | Kalte Lötstellen durch zu schnellen Wärmeabfluss | Schmale Kupferstege zur Entkopplung einsetzen |
| Vias direkt in Lötpads ohne Verkappung | Platzersparnis im dichten Layout | Lötzinn fließt durch das Via ab, unzureichende Lötstelle | Verkappte Vias oder Via-in-Pad Prozess mit dem Hersteller abstimmen |
| Uneinheitliche Bauteilorientierung | Layout ohne Rücksicht auf Bestückungsablauf | Höherer Aufwand und Fehlerrisiko bei der Bestückung | Polarisierte Bauteile konsequent einheitlich ausrichten |
| Zu enge Stege in der Lötstoppmaske | Feine Pitches ohne angepasste Freistellung | Lötbrücken zwischen benachbarten Pads | Herstellerspezifische Mindeststege einhalten |
| Fehlende oder schlecht platzierte Testpunkte | Testpunkte erst nach Fertigstellung des Layouts nachgedacht | Aufwendige oder unmögliche Fehlersuche | Testpunkte von Anfang an in die Planung einbeziehen |
| Falsche Lagenreihenfolge beim Gerber Export | Unachtsamkeit beim Exportvorgang | Falsch gefertigte Leiterplatte, Zeitverlust | Export konsequent im Gerber Viewer kontrollieren |
| Fehlende Panelisierungsreserven | Layout randlos ohne Rand für die Fertigung ausgelegt | Probleme bei der automatischen Bestückung im Nutzen | Mit dem Hersteller frühzeitig über Panelisierung abstimmen |
PCB Design Checkliste vor der Bestellung
Die folgende Checkliste sollte unmittelbar vor dem Hochladen der Fertigungsdaten Punkt für Punkt durchgearbeitet werden.
1. DRC ohne Fehlermeldungen abgeschlossen
2. Alle Netze im Schaltplan mit dem Layout abgeglichen
3. Leiterbahnbreiten für Leistungspfade nach Strombelastbarkeit berechnet
4. Mindestabstände entsprechend der Spannungsklasse eingehalten
5. Masseflächen ohne unnötige Unterbrechungen durchgeführt
6. Rückstrompfade für kritische Signale kontrolliert
7. Bohrdurchmesser innerhalb der Standardwerte des Herstellers
8. Via Typen und Platzierung mit dem Fertigungsprozess abgestimmt
9. Padgrößen und Lötflächen für die verwendeten Bauteile geprüft
10. Thermische Entkopplung an kritischen Lötpads vorgesehen
11. Bauteilorientierung für die automatische Bestückung vereinheitlicht
12. Mechanisch belastete Bauteile zusätzlich verankert
13. Montagebohrungen mit dem Gehäuse abgeglichen
14. Lötstoppmaske Freistellungen bei feinen Pitches kontrolliert
15. Bestückungsdruck lesbar und ohne Überlappungen platziert
16. Polungskennzeichnungen sind auch nach dem Bestücken sichtbar
17. Testpunkte für Versorgungsspannungen und kritische Signale vorhanden
18. Panelisierung mit dem Hersteller abgestimmt, falls relevant
19. Gerberdaten im RS 274X Format vollständig exportiert
20. Bohrdatei separat exportiert und Einheiten kontrolliert
21. Alle Lagen im Gerber Viewer visuell geprüft
22. Lagenanzahl und Plattengröße mit der Bestellung abgeglichen
Fazit
Eine Leiterplatte fertigungsgerecht zu entwickeln, beginnt nicht erst beim Export der Gerberdaten, sondern bereits beim Schaltungsentwurf. Wer Leiterbahnbreiten, Mindestabstände, Kupferflächen und Rückstrompfade von Anfang an mit einplant, vermeidet elektrische Probleme, bevor sie im Layout entstehen. Wer zusätzlich Bohrungen, Vias, Bauteilplatzierung, Lötstoppmaske und Testpunkte sorgfältig plant, reduziert das Risiko von Rückfragen des Herstellers und teuren Fertigungsfehlern erheblich. Der abschließende Design Rule Check und eine gründliche Kontrolle der Fertigungsdaten im Gerber Viewer sind die letzte Absicherung vor dem Upload.

In der Summe zeigt sich: Fertigungsgerechtes PCB Design ist kein zusätzlicher Arbeitsschritt am Ende des Projekts, sondern eine Denkweise, die den gesamten Entwicklungsprozess begleitet. Sie spart Zeit, reduziert Kosten und erhöht die Wahrscheinlichkeit, dass der erste Prototyp bereits funktioniert. Professionelle Leiterplattenhersteller unterstützen diesen Prozess zusätzlich, indem sie ihre Design Rules und Fertigungstoleranzen offen veröffentlichen und Entwicklern damit eine verlässliche Grundlage für die eigene DFM Analyse an die Hand geben.

Über den Autor
Gerd Weichhaus ist freiberuflicher Fachautor mit über 40 Jahren Erfahrung in der Elektronik. Er hat mehr als zehn Fachbücher unter anderem bei Verlagen wie Wiley-VCH und Elektor veröffentlicht und schreibt regelmäßig für technische Fachmedien. Mehr von ihm finden Sie auf gerdweichhaus.de und bastelnmitelektronik.de.
Weiterlernen
Leiterplatte fertigungsgerecht entwickeln: Eine praxisorientierte DFM Checkliste für ein erfolgreiches PCB Design
Das Layout ist elektrisch fertig, die Bauteile sitzen, die Simulation sieht gut aus, und trotzdem kommt nach dem Upload der Gerberdaten eine Rückfrage vom Hersteller. Oder schlimmer: Die Leiterplatte wird gefertigt, bestückt und funktioniert nicht zuverlässig. In den meisten Fällen liegt der Grund nicht im Schaltplan, sondern mehr in den Details, die während des Layouts übersehen wurden. Wer eine Leiterplatte fertigungsgerecht entwickelt, vermeidet genau diese Probleme, bevor sie entstehen. Dieser Bei......
PCB Luftstrecke und Kriechstrecke: Richtige Abstände für Hochspannungs-PCBs
Wichtige Erkenntnisse Clearance ist der Luftspalt; Kriechstrecke ist der Oberflächenweg – beide sind für die Hochspannungssicherheit unerlässlich. Basisabstand auf Spitzenspannung und befolgen Sie die Normen IPC-2221 / IEC 60664-1. Hauptfaktoren: Spannung, Verschmutzungsgrad, CTI, Höhenlage und Leiterposition. Verwenden Sie Isolationsnuten, Schutzringe und Konformbeschichtung, um den Abstand zu optimieren. Führen Sie vor der Produktion immer Berechnungen des Luftabstands, DFM-Prüfungen und Hochspannun......
Grundlegendes Design der Lötmaske
Allgemeine doppelseitige Leiterplatten (PCBs) bestehen aus drei Schichten, die von der Substratoberfläche ausgehen: der Kupferschicht, der Lötstiftschicht (Soldermask) und der Siebdruckschicht (Silkscreen). Diese Schichten sind über metallisierte Durchkontaktierungen (Plated Through Holes, PTH) in der Bohrschicht miteinander verbunden, um die elektrische Verbindung zwischen der oberen und unteren Schicht zu gewährleisten. Zweck der Lötstiftmaske (Solder Mask) Verhindert das Eindringen von Feuchtigkeit......
Verbesserung Ihrer Schaltungsdesign-Fähigkeiten: Tipps und Techniken zur Leistungsoptimierung
Einführung ins Schaltungsdesign Das Schaltungsdesign ist ein zentraler Bestandteil der modernen Elektronik – es beeinflusst direkt die Funktionalität, Leistung und Zuverlässigkeit elektronischer Geräte. Daher ist es für Elektronikingenieure und Entwickler entscheidend, Zugriff auf die besten verfügbaren Schaltplan-Softwarelösungen zu haben. In diesem Artikel stellen wir die besten Tools für das Schaltungsdesign im Jahr 2023 vor und geben Expertentipps sowie bewährte Methoden, um Ihre Schaltungen zu op......