
Comment les matériaux durables et la fabrication experte garantissent des PCB conformes à la directive RoHS
16 min
- Pourquoi la RoHS est importante pour la sécurité environnementale et l'accès au marché
- Impact de la RoHS sur les matériaux et composants des PCB
- Intégrer la conformité RoHS dans la conception et la production de PCB
- Obtenir des PCB RoHS supérieurs grâce à une fabrication avancée
- L'engagement de JLCPCB envers l'excellence RoHS et la durabilité
- Foire aux questions (FAQ)
Avez-vous déjà vécu qu'un envoi de produits finis soit retenu aux douanes de l'UE en raison d'un seul composant sur la carte ne passant pas le dépistage RoHS ? C'est plus fréquent que la plupart des ingénieurs ne le pensent, et le coup financier est bien plus important que la valeur des marchandises saisies. Le temps perdu, les dépenses de reconception et un audit de conformité capable de stopper toute l'introduction de votre produit, tel est le coût réel d'une mauvaise application de la RoHS. Le point est le suivant : les PCB conformes à la RoHS cessent d'être un simple exercice de case à cocher pour les concepteurs de PCB expérimentés. Cette directive est devenue une réglementation discontinue pour une réalité de fabrication hautement intégrée qui imprègne chaque sélection de matériau, chaque paramètre de processus et chaque connexion dans votre chaîne d'approvisionnement.

Les aspects techniques pour bien faire continuent de surprendre les équipes expérimentées. Aujourd'hui, nous allons explorer la science des matériaux, le contrôle des processus et les stratégies de chaîne d'approvisionnement qui font la différence entre les cartes véritablement conformes et celles qui semblent l'être sur le papier. Ce guide inclut les détails d'ingénierie pratiques qui sont importants, qu'il s'agisse de la sélection d'alliages sans plomb, du profilage de refusion ou même de la documentation de conformité.
Pourquoi la RoHS est importante pour la sécurité environnementale et l'accès au marché
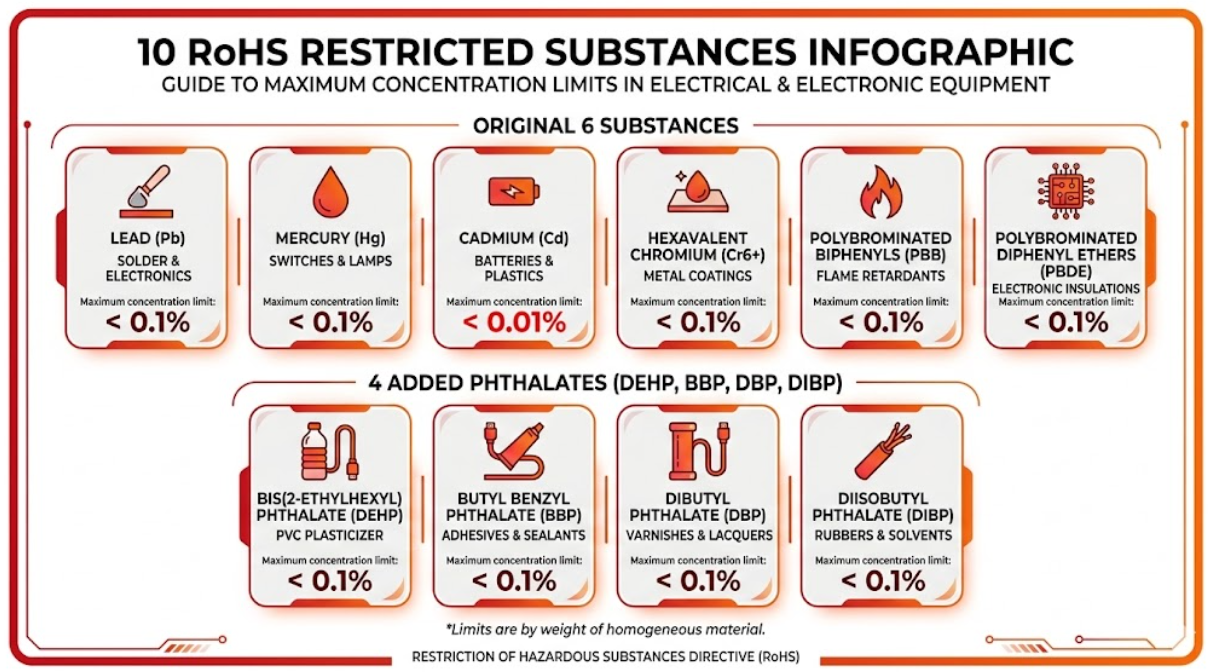
Comme nous l'avons observé en cours, la directive sur la limitation des substances dangereuses (2011/65/UE, modifiée par 2015/863/UE sous le nom de RoHS3) limite dix substances chimiques dans les équipements électriques et électroniques. Les six substances constitutives, à savoir le plomb (Pb), le mercure (Hg), le cadmium (Cd), le chrome hexavalent (Cr6+), les polybromobiphényles (PBB) et les polybromodiphényléthers (PBDE), sont initialement limitées à 0,1 % en poids dans tout matériau homogène, à l'exception du cadmium qui est limité à 0,01 %. Quatre phtalates, à savoir le DEHP, le BBP, le DIBP et le DBP, ont ensuite été ajoutés par la RoHS 3, avec une limite de 0,1 % chacun.
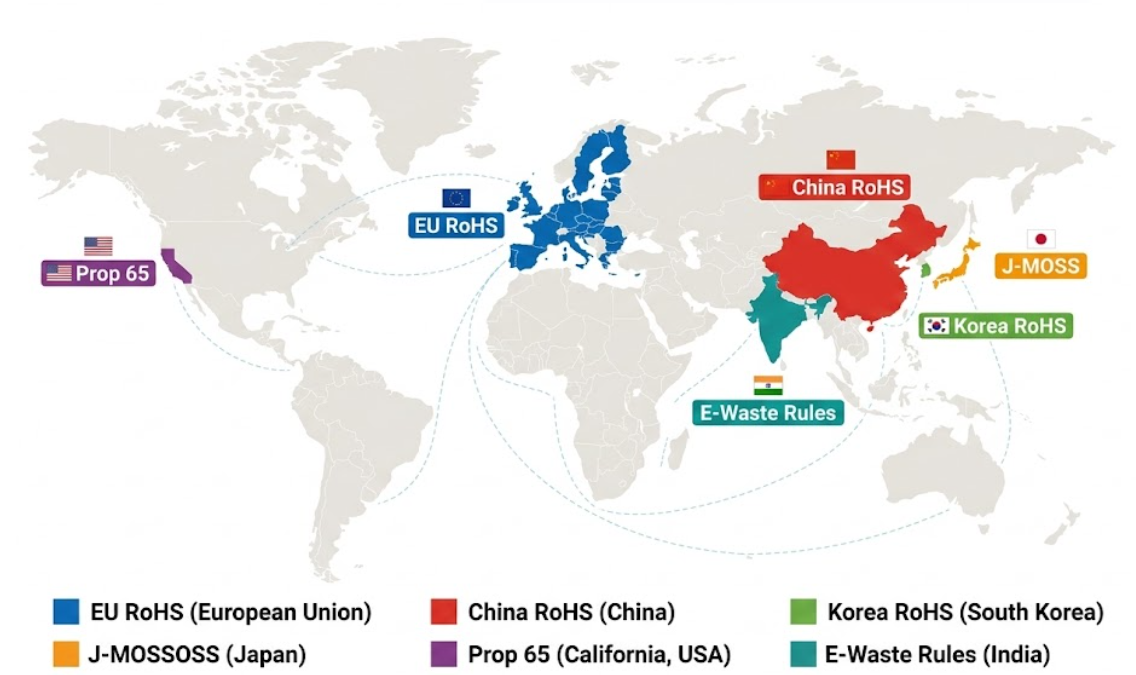
Il s'avère que cela va bien au-delà de l'Europe. La Chine a une variante locale de la RoHS, le Japon a le J-MOSS, la Corée du Sud a une loi sur le recyclage des ressources, et l'État de Californie a une limite similaire dans sa Proposition 65. Lorsque nous développons des produits conformes à la RoHS, nous pouvons effectivement les vendre dans tout pays ayant un marché substantiel ; sinon, nous ne pouvons trouver qu'un petit nombre d'exemptions dans les annexes 3 et 4. Le plomb a en fait réécrit les règles du jeu dans la fabrication de PCB et l'assemblage. Le remplacement de la soudure eutectique traditionnelle Sn63/Pb37 par des alliages sans plomb a non seulement augmenté les températures de refusion, mais a également modifié le comportement de mouillage et perturbé les problèmes de fiabilité que l'industrie avait du mal à équilibrer depuis des décennies.
Impact de la RoHS sur les matériaux et composants des PCB
Alliages de soudure sans plomb : Les compromis matériels qui comptent
La transition du Sn63/Pb37 (eutectique à 183°C) au SAC305 (Sn96.5/Ag3.0/Cu0.5, liquidus 217-220°C) est le changement de matériau le plus conséquent induit par la RoHS. Mais le SAC305 n'est pas la seule option.
| Alliage | Composition | Liquidus (°C) | Caractéristiques clés |
| SAC305 | Sn96.5/Ag3.0/Cu0.5 | 217-220 | Standard industriel, bonne fiabilité, coût plus élevé (argent) |
| SAC105 | Sn98.5/Ag1.0/Cu0.5 | 227 | Coût inférieur, durée de vie en fatigue légèrement réduite |
| SN100C | Sn/Cu0.7/Ni0.05/Ge | 227 | Sans argent, bon mouillage, populaire pour le brasage à la vague |
| SnBi | Sn42/Bi58 | 138 | Option basse température pour composants sensibles |
Le SAC305 est essentiellement celui qui sera utilisé en raison de sa capacité à équilibrer le mouillage, la fiabilité et l'intégration dans le processus. Le SAC105 et le SN100C commencent à gagner du terrain pour les travaux à grand volume et sensibles au budget, car l'argent qu'ils contiennent ajoute un prix supplémentaire notable.
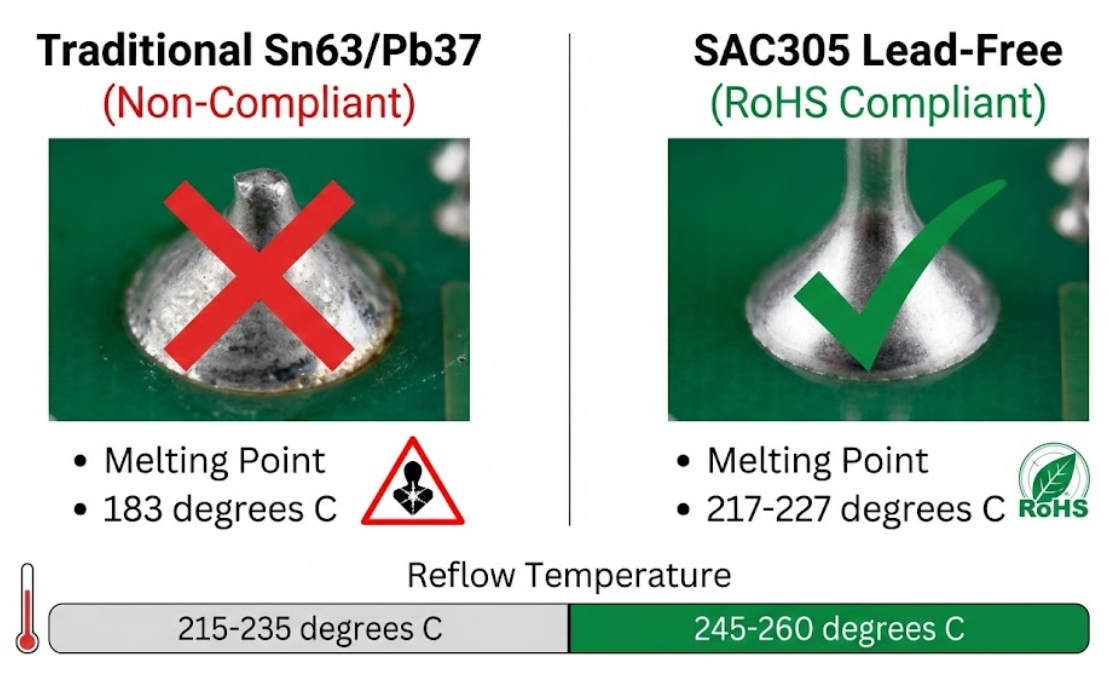
Le décalage de 34 à 37 °C de la température de liquidus introduit une grande quantité de variables dans l'équation. Les composants doivent désormais supporter une température de refusion de crête de 245-260°C plutôt que 215-235°C, comme c'était le cas avec les anciens composants au plomb. La sensibilité à l'humidité devient infiniment pire - toute eau qui y pénètre se dilate beaucoup plus rapidement à ces températures, augmentant le risque de popcorning dans les CI avec boîtiers en plastique. Et comme les alliages sans plomb sèchent moins, la conception des plages et le choix de la finition de surface sont plus importants que jamais lorsque nous utilisions du plomb.
Finitions de surface conformes à la RoHS : Sélection et compromis
Chaque finition de surface conforme à la RoHS élimine le plomb, mais chacune apporte des compromis d'ingénierie distincts. La sélection de la bonne finition dépend de votre processus d'assemblage, des exigences de durée de conservation et de l'environnement d'utilisation finale.
| Finition de surface | Durée de conservation | Planéité | Coût | Meilleur pour |
| HASL sans plomb | 12+ mois | Modérée | Faible | Conceptions polyvalentes, à forte densité de trous traversants |
| ENIG | 12+ mois | Excellente | Moyen-Élevé | BGA à pas fin, bonding, et stockage long |
| OSP | 6 mois | Excellente | Faible | Assemblages à grand volume et simple refusion |
| Argent Immersion | 6-12 mois | Excellente | Moyen | RF/micro-ondes, contacts de commutateurs à membrane |
| Étain Immersion | 6 mois | Excellente | Moyen | Connecteurs press-fit, fonds de panier |
Il semble que l'ENIG soit devenu le choix préféré, en ce qui concerne les assemblages complexes, comme nous l'avons appris en laboratoire. Il est très plat pour les composants à pas fin, a une bonne durée de conservation et une bonne barrière de diffusion au nickel qui est typiquement de 3. L'inconvénient ? C'est cher, et vous risquez des pads noirs à moins que le dépôt de nickel ait été parfaitement maîtrisé.
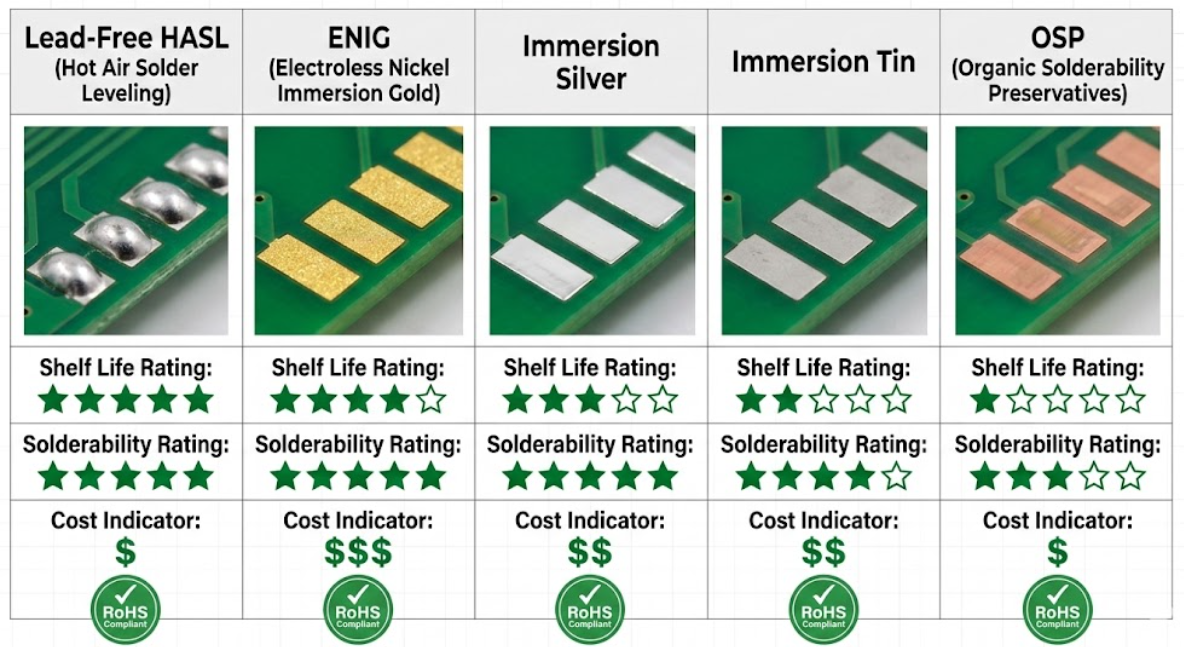
À l'inverse, l'OSP est l'alternative RoHS à faible coût et offre une planéité plutôt correcte. L'astuce est que son revêtement protecteur s'use à chaque cycle thermique, ce qui signifie qu'avec une refusion des deux côtés, vous pourriez arriver à mi-chemin de la deuxième refusion avant que l'OSP du premier passage ne soit complètement éliminé. Heureusement, nous, étudiants, pouvons compter sur des fabricants de PCB récents comme JLCPCB, qui offrent toutes les finitions importantes compatibles RoHS, et il devient facile de sélectionner celle qui convient à votre projet.
Conseil de pro : Si votre conception mélange des BGA à pas fin avec des composants SMT standard et des composants traversants, l'ENIG est presque toujours le choix le plus sûr. Le coût matériel plus élevé est compensé par une réduction des défauts d'assemblage et un meilleur rendement sur les joints à pas fin.
Stratifiés sans halogène : Implications de conception que les ingénieurs devraient connaître
Le FR-4 normal a tendance à recevoir un retardateur de flamme dans le tétrabromobisphénol A (TBBPA). Il ne fait pas partie des substances chimiques que la RoHS interdit complètement, mais beaucoup de gens le remplacent par des alternatives sans halogène en raison des réglementations DEEE et même d'une certaine pression pour être plus vert dans les achats. La spécification IPC/JEDEC J-STD-709 stipule que sans halogène signifie moins de 900 ppm de l'un ou l'autre des deux éléments, le chlore et le brome, et que la teneur totale en halogènes ne peut pas dépasser 1500 ppm.
D'un point de vue conception, les stratifiés sans halogène introduisent des différences mesurables :
- Constante diélectrique (Dk) : Généralement 0,1-0,3 plus élevée, nécessitant un recalcul d'impédance pour les pistes à impédance contrôlée.
- Absorption d'humidité : Peut être 20 à 40 % plus élevée, augmentant le risque de délaminage pendant la refusion sans plomb.
- Tg : Les stratifiés modernes sans halogène atteignent 150-180°C, comparables au FR-4 à Tg moyenne à élevée.
- CTE axe Z : Peut être légèrement plus élevé, pertinent pour les cartes multicouches épaisses avec de nombreuses transitions de vias.
Intégrer la conformité RoHS dans la conception et la production de PCB
Concevoir pour l'assemblage sans plomb : Considérations pratiques de DFM
Lorsque nous discutons des températures accrues, des différences de mouillage de la soudure sans plomb, nous faisons en fait référence au fait que la conception devra être plus délibérée. Le résultat est que la soudure sans plomb a un angle de contact plus grand, aléatoirement de 30 à 45 degrés pour le SAC305 contre 10 à 20 degrés pour le Sn63/Pb37 traditionnel, donc elle ne s'étale tout simplement pas aussi facilement sur la surface de la plage.
Avec les plages thermiques sur les QFN et BGA, ce mouillage diminué peut laisser ces irritants vides si la structure de l'ouverture du pochoir n'est pas optimisée. Un motif d'ouverture fenêtré ou segmenté - divisant la grande ouverture de la plage thermique en une grille de plus petites - permet aux gaz de flux de s'échapper pendant la refusion pour minimiser les vides. Les directives de plages IPC-7351 ont tendance à être stables, mais il est grand temps que vous accordiez un peu plus d'attention à la conception des plages thermiques.
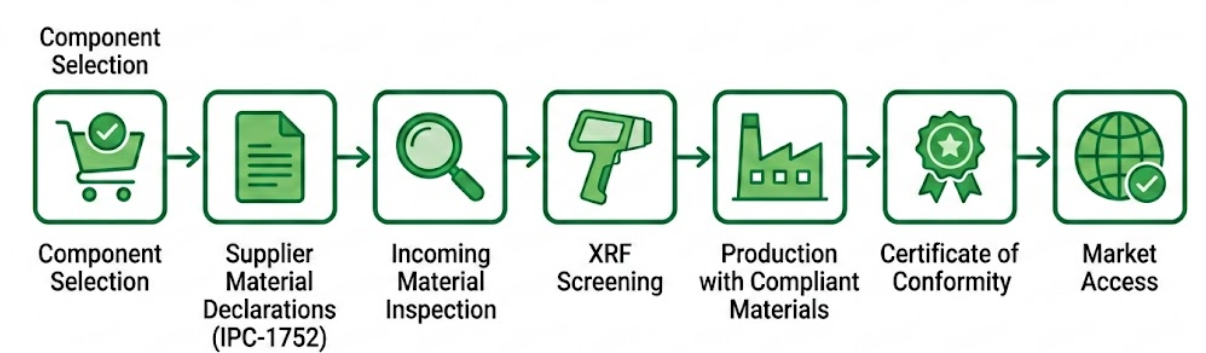
Approvisionnement en composants et vérification de la chaîne d'approvisionnement
La qualité d'une carte conforme à la RoHS est aussi bonne que son composant le plus faible et nous devons vérifier chaque composant. Obtenez les déclarations de matériaux de tous les fournisseurs de composants (généralement IPC-1752) et assurez-vous que le stock d'un distributeur n'est pas un vieux stock au plomb, établissez des contrôles de réception pour intercepter toute pièce non conforme avant qu'elle n'atteigne la ligne de production, et créez une base de données traçable listant le statut de chaque composant et matériau. Cela peut sembler beaucoup de documentation, cependant, une seule non-conformité peut détruire la conformité de l'ensemble du produit et entraîner des problèmes coûteux d'accès au marché dont nous n'avons pas besoin.
Protocoles de test pour la détection des substances dangereuses
Nous commençons par la fluorescence X (XRF) pour obtenir un aperçu des substances restreintes de haut niveau - la XRF détermine la composition élémentaire. Pour obtenir la lecture définitive, nous recourons à la chimie humide (ICP 3 -ES ou ICP 3 -MS) pour obtenir des données quantitatives précises sur ces éléments interdits.
Les tests de phtalates sont plus difficiles et coûteux : nous effectuons une extraction par solvant puis une GC-MS. En raison de son coût élevé, nous l'exécutons normalement sur des échantillons représentatifs plutôt que sur tous les lots. La fréquence de nos tests sera basée sur votre système qualité et votre évaluation des risques. Des contrôles périodiques peuvent être utilisés avec des séries à grand volume et des fournisseurs fiables. Les nouveaux fournisseurs ou matériaux doivent être testés plus souvent avant de pouvoir établir un bon historique.
Obtenir des PCB RoHS supérieurs grâce à une fabrication avancée
Contrôle du processus de refusion sans plomb et prévention de la contamination
Par conséquent, la fenêtre de processus de refusion sans plomb est relativement étroite, environ la moitié de la taille de la fenêtre de soudure au plomb précédente, et c'est ce fait qui explique la majeure partie de la complexité de fabrication. Un profil de refusion SAC305 typique vise un pic de 245-250°C, un temps au-dessus du liquidus (217°C) de 60 à 90 secondes, une rampe de préchauffage de 1,0 à 2,0 °C/seconde, et une rampe de refroidissement de 2,0 à 4,0 °C/seconde.
Il est coûteux de manquer cette fenêtre d'un côté ou de l'autre. Sous-chauffe, vous obtenez des joints froids et les irritants défauts de type "head-in-pillow" sur les BGA. Surchauffe ? Soulèvement des plages, "measling" et croissance rapide de l'IMC qui rend les joints cassants. C'est pourquoi nous avons des fours à convection multi-zones - 8 à 10 zones qui peuvent être ajustées individuellement et un profilage par thermocouple pour garder tout sous contrôle.
Dans les endroits où la production RoHS et non-RoHS est effectuée, il est tout aussi important d'éviter la contamination dans le mélange. Le plomb peut être déposé dans tout pot de soudure, pochoir ou équipement de reprise commun. La solution est un équipement spécial selon le niveau de conformité, des tests ICP fréquents du mélange du pot de soudure, et le maintien d'une séparation physique des flux de matériaux. Ceci est automatiquement traité par la ligne entièrement RoHS de JLCPCB, vous n'avez donc pas à craindre de confondre des matériaux non-RoHS.
Manipulation précise des matériaux et prévention de la contamination
La contamination croisée des matériaux conformes et non conformes est un problème important à éviter dans un environnement de fabrication RoHS. Les pots de soudure, les machines de brasage à la vague et les fours de refusion qui ont été utilisés pour exécuter des assemblages au plomb doivent être complètement nettoyés et testés avant de passer à la production RoHS. La plupart des installations maintiennent des outils spécifiques pour les travaux RoHS et non-RoHS afin d'éviter complètement le risque de contamination.
Des processus de manipulation des matériaux sont utilisés pour garantir que les composants et matériaux stockés et conformes à la RoHS sont maintenus séparés et que leur identification et suivi sont effectués séparément par rapport aux composants et matériaux non conformes. L'inspection à l'arrivée garantit que tous les lots de matériaux correspondent à leur documentation de conformité avant d'être libérés en production.
Systèmes complets de certification et de traçabilité
La documentation de conformité RoHS comprend des certificats de conformité préparés par le fabricant et l'assembleur, des rapports de tests de matériaux prouvant que le niveau de substances restreintes est inférieur au seuil, des déclarations de matériaux au niveau des composants par tous les fournisseurs et la traçabilité des lots entre les produits finis et les lots de matériaux et composants particuliers. Cette chaîne de documentation facilite une réponse rapide aux demandes de conformité des clients, des autorités douanières ou des agences de surveillance du marché. Elle aide également à la gestion des rappels de produits en cas de problème de conformité découvert après expédition.
L'engagement de JLCPCB envers l'excellence RoHS et la durabilité
Installations entièrement certifiées RoHS et partenariats matériels
JLCPCB fonctionne donc selon les directives RoHS, que ce soit pour les cartes, la soudure ou même les finitions sophistiquées. Les substrats, la soudure, les finitions de surface, le masque de soudure et tous les autres articles courants sont propres RoHS par défaut. Ils se sont même associés à des fournisseurs certifiés, donc ils ne manquent jamais de pièces conformes, quelle que soit la taille de la commande.
Tests robustes et documentation pour la conformité mondiale
Leur système qualité est plutôt solide : ils testent les matériaux, auditent les fournisseurs et ajoutent une tonne de paperasse pour vous assurer la conformité. Avoir des certificats RoHS et des déclarations de matériaux sur tous les articles standard est un grand soulagement lorsque vous essayez de vendre sur des marchés contrôlés dans le monde entier - il vous suffit de sortir les papiers.
Fournir des PCB fiables et écologiques à grande échelle

JLCPCB produit des cartes conformes à la RoHS, que vous soyez en train de prototyper ou de produire un million d'unités, la qualité des cartes est la même haute qualité que vous obtiendriez avec une production à grande échelle. Et ils ont les connexions pour faire plus que la RoHS : ils éliminent les déchets, économisent l'énergie et assurent une manipulation responsable des produits chimiques tout au long du processus de fabrication.

Foire aux questions (FAQ)
Q. Que signifie la conformité RoHS pour un assemblage de PCB ?
Chaque matériau homogène dans l'assemblage : substrat, soudure, finition de surface, masque de soudure, broches et corps des composants. Il doit contenir les substances restreintes en dessous des concentrations maximales autorisées.
Q. Toutes les cartes JLCPCB sont-elles conformes à la RoHS par défaut ?
Oui. JLCPCB utilise des matériaux conformes à la RoHS, y compris le HASL sans plomb, l'ENIG, l'OSP, la pâte à souder sans plomb et les substrats conformes en standard. Les options non conformes comme le HASL au plomb ne sont disponibles que sur demande spécifique pour des applications exemptées.
Q. Comment gérer les composants hérités uniquement disponibles en versions au plomb ?
Reconcevoir pour utiliser une alternative conforme, demander une exemption RoHS en vertu de l'annexe III ou IV si votre application est éligible, ou s'approvisionner auprès d'un fournisseur proposant une version conforme à la RoHS. La plupart des composants hérités ont des alternatives conformes aujourd'hui.
Q. À quelle fréquence dois-je tester la conformité RoHS ?
Les nouveaux fournisseurs doivent être soumis à un dépistage par XRF lors de la qualification et périodiquement par la suite. Les fournisseurs établis peuvent passer à une vérification annuelle ou à un échantillonnage par lot. Les tests de phtalates sont généralement limités à des échantillons représentatifs lors de la qualification initiale.
Continuez à apprendre
Comment les matériaux durables et la fabrication experte garantissent des PCB conformes à la directive RoHS
Avez-vous déjà vécu qu'un envoi de produits finis soit retenu aux douanes de l'UE en raison d'un seul composant sur la carte ne passant pas le dépistage RoHS ? C'est plus fréquent que la plupart des ingénieurs ne le pensent, et le coup financier est bien plus important que la valeur des marchandises saisies. Le temps perdu, les dépenses de reconception et un audit de conformité capable de stopper toute l'introduction de votre produit, tel est le coût réel d'une mauvaise application de la RoHS. Le poin......
Propreté des PCB dans la fabrication professionnelle : Prévenir la contamination et garantir une fiabilité à long terme
Dans la fabrication des PCB, les cartes sont contaminées par toutes sortes de saletés à presque chaque étape. Lors du processus de soudure, le flux (à base de colophane ou les formes organiques plus récentes) peut laisser des résidus ou des sels ioniques sur les pastilles et les pistes, les rendant collants. Ensuite, il y a la gravure, le placage et la micro-gravure ; les processus chimiques déposeront des ions métalliques sur le cuivre si le rinçage n'est pas complet. De minuscules particules de cope......
Défauts courants dans les circuits imprimés cuivrés et comment les éviter
En général, tous les circuits imprimés (PCB), sans exception, utilisent du CCL (stratifié plaqué cuivre). Celui-ci fournit la couche conductrice nécessaire au bon fonctionnement du circuit. Les fabricants et les concepteurs peuvent améliorer les contrôles et les mesures préventives en comprenant mieux ces défauts et leurs causes. Les défauts des PCB plaqués cuivre peuvent nuire aux performances électriques et provoquer une défaillance prématurée des appareils électroniques. Cet article examine les déf......
Bases des PCB 5 : Tests et assurance qualité des PCB
Bienvenue dans le domaine des tests et de l'assurance qualité des PCB ! Le contrôle qualité est toujours un élément crucial dans différents secteurs. Un bon contrôle qualité permet non seulement de générer plus d'énergie pour les projets électroniques des clients, mais aussi d'obtenir des certifications et des garanties pour l'industrie électronique. Découvrons l'importance des tests et de l'assurance qualité dans la fabrication des PCB. L'importance des tests et de l'assurance qualité dans la fabrica......
Comment éviter le décollement du cuivre
Le nivellement par air chaud (HASL) consiste à recouvrir la surface du cuivre exposé d'une couche d'alliage d'étain pour empêcher l'oxydation et fournir une bonne surface de soudure pour l'assemblage ultérieur. Le processus de base du HASL consiste à immerger brièvement la carte PCB dans un bain d'étain liquide à haute température. Grâce à l'action du flux et de l'étain à haute température, un alliage cuivre-étain (IMG) se forme. Ensuite, sur des rails de guidage, la carte est soulevée tandis qu'un ga......
Méthodes de test des PCB : Guide complet pour tester et caractériser les circuits imprimés
Lorsqu'il s'agit de circuits imprimés (PCB), assurer leur fonctionnement stable et fiable est essentiel. Les tests de PCB jouent un rôle crucial dans le processus de fabrication, permettant d’identifier les problèmes potentiels et d’éviter des pannes coûteuses. Dans ce guide complet, nous explorerons les différentes méthodes utilisées pour tester et caractériser les PCB, offrant des informations précieuses pour les ingénieurs, fabricants et passionnés d’électronique. Comment tester les PCB : Tester un......