
Stromversorgungen nach Anwendungsfamilie: Fügen, Massenerwärmung und Bandverarbeitung
12 min
- Drei Anwendungsfamilien und ihre Anforderungen an die Stromversorgung
- Fügeoperationen: Hartlöten, Weichlöten und Kleben
- Masserwärmung vor der Umformung: Knüppel, Stangen und Stäbe
- Bandverarbeitung: Kontinuierliches Erhitzen dünner Abschnitte
- Fügestationen: Warum Anpassungsflexibilität ein Qualitätsmerkmal ist
- Masserwärmungslinien: Steuerung der Gleichmäßigkeit, nicht nur der Temperatur
- Bandverarbeitung: Architektur folgt der Installationsphysik
- Typische Messstrategie nach Anwendungsfamilie
- Warum "Ein Schrank" selten die beste Antwort für Bandlinien ist
- Inbetriebnahme-Leistungen, die diese Linien nachhaltig machen
- Technische Konsequenz: Wie die Frequenzwahl Spulenwerkzeuge und Betrieb verändert
- Eine praktische Abnahmestrategie nach Anwendungsfamilie
- Auslegung für Umstellung und gemischte Produktion
- Fügefrequenzen: Ein konkretes Beispiel
- Masserwärmung: Technologieentwicklung und Auswahllogik
- Warum der für die gleiche Erwärmung benötigte Strom mit der Frequenz sinkt
- Eine nützliche Regel: Verknüpfen Sie die Frequenzwahl mit dem, was Sie steuern möchten
- FAQ zu Induktionsstromversorgungen nach Anwendung
Wichtige Erkenntnisse
Fügeoperationen (Hartlöten, Weichlöten, Kleben) erfordern höhere Frequenzen und Anpassungsflexibilität, um variable Spulenkopplungen und präzise Oberflächenerwärmung zu handhaben.
Masserwärmungslinien (Knüppel, Stangen, Brammen) priorisieren Dauerbetrieb, Effizienz und Robustheit bei hohen Leistungsniveaus mit Mehrspulen-Zonensteuerung.
Bandverarbeitung erfordert Architekturen, die die Steuerelektronik von den Hochfrequenz-Wechselrichtermodulen trennen, um rauen Installationsumgebungen standzuhalten.
Die Angabe von nur kW und kHz spezifiziert die tatsächlichen Anforderungen unzureichend. Beginnen Sie mit dem Prozesssteuerungsziel, um die richtige Architektur zu bestimmen.
Drei Anwendungsfamilien und ihre Anforderungen an die Stromversorgung
Induktionsstromversorgungen sind nicht für jeden Zweck gleich. Die "richtige" Architektur hängt davon ab, was der Prozess steuern soll: eine winzige Verbindungsstelle, einen kontinuierlichen Strom von Knüppeln oder ein sich schnell bewegendes Stahlband. Jede Anwendungsfamilie treibt die Designprioritäten in unterschiedliche Richtungen – Leistungsniveau, Frequenz, Anpassungsflexibilität, Verpackung und Umweltschutz.
Dieser Leitfaden vergleicht drei gängige Anwendungsfamilien und erläutert, was sich bei den Anforderungen an die Stromversorgung und der Integrationsstrategie ändert.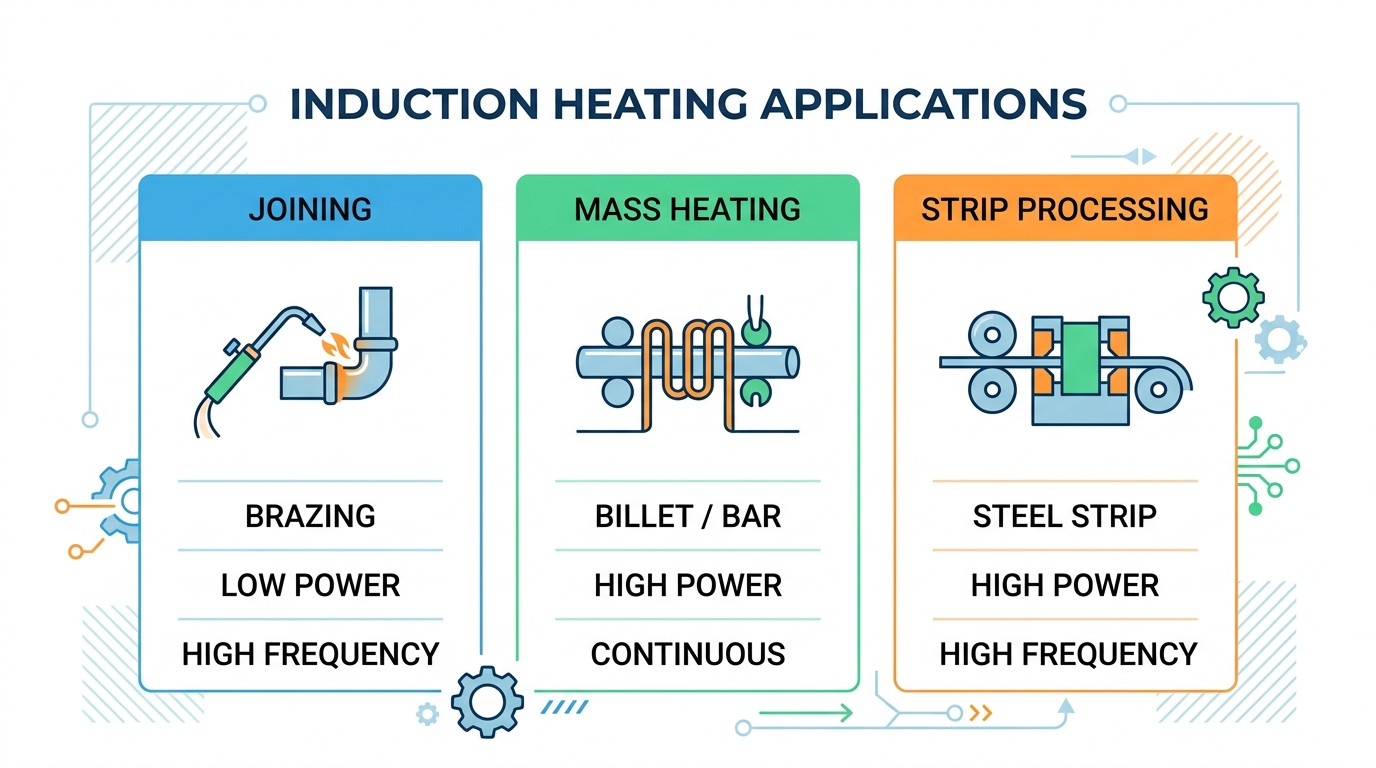
Drei Anwendungsfamilien und die Eigenschaften der Stromversorgung, die sie am häufigsten erfordern.
| Typische Leistung | Typische Frequenz | Designpriorität | |
|---|---|---|---|
| Fügen (Hartlöten/Weichlöten/Kleben) | Niedrig bis mittel | Mittel bis hoch | Anpassungsflexibilität, Tragbarkeit, Präzision |
| Masserwärmung (Knüppel/Stange/Bramme) | Hoch bis sehr hoch | Niedrig bis mittel | Dauerbetrieb, Effizienz, Robustheit |
| Bandverarbeitung | Hoch | Mittel bis hoch | Effizienz, Architektur für raue Layout-Beschränkungen |
Fügeoperationen: Hartlöten, Weichlöten und Kleben
Beim Fügen geht es darum, benachbarte Oberflächen präzise zu erhitzen, damit das Füllmaterial schmilzt und zu einer robusten Verbindung erstarrt. Die erhitzte Zone ist bewusst klein, und die Vermeidung von Kollateralschäden ist Teil der Qualitätsanforderung. Dies führt typischerweise zu geringeren Leistungsanforderungen, aber höheren Frequenzwahlen, um die Erwärmung in der Nähe der Oberflächen zu konzentrieren und kleine, manövrierfähige Spulen zu unterstützen.
In vielen Fügestationen bedienen die Bediener die Spule oder Vorrichtung, was während des Zyklus zu Kopplungsschwankungen führt. Die Stromversorgung muss daher Lasten mit hohem Gütefaktor (Q) tolerieren und eine breite Anpassungsflexibilität bieten.
Füge- oder anwendungsspezifische Stromversorgungsverpackung.
Masserwärmung vor der Umformung: Knüppel, Stangen und Stäbe
Masserwärmung ist durchsatzgetrieben. Das Ziel ist eine gleichmäßige Durchwärmung bei hoher Leistung, oft im Dauerbetrieb. Die Effizienz wird wirtschaftlich dominant: Kleine Unterschiede in der Effizienz führen zu großen kontinuierlichen Energiekosten. Die Umgebungsbedingungen sind oft rau: Staub, Zunder, hohe Umgebungswärme, Vibrationen.
Diese Systeme verwenden häufig Mehrspulenlinien und können die Leistung zonenweise zuweisen, um Oberflächen-Kern-Gradienten zu steuern, anstatt einfach eine Durchschnittstemperatur zu erreichen.
Bandverarbeitung: Kontinuierliches Erhitzen dünner Abschnitte
Bandlinien ähneln der Masserwärmung in Bezug auf Durchsatz und Arbeitszyklus, aber die Werkstückdicke erzwingt höhere Frequenzen für Kopplung und Effizienz. Die Installationsbeschränkungen können extrem sein (Höhe, Hitze, Staub, Nähe zu aggressiven Atmosphären). Architekturen, die Steuerung/Gleichrichtung vom Hochfrequenz-Wechselrichtermodul trennen, sind üblich, wenn der Induktionskopf in der Nähe des Bandes leben muss und die Hauptelektronik wartbar bleiben muss.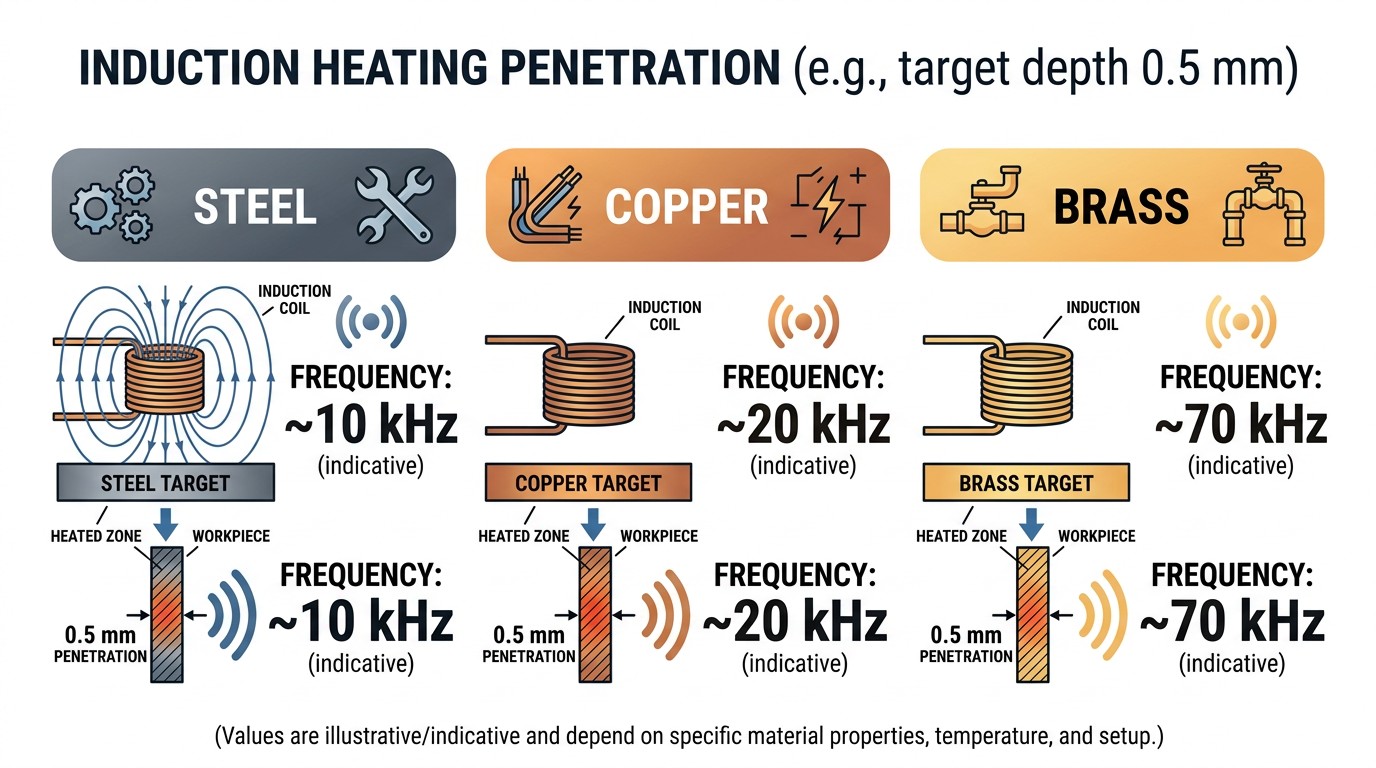
Indikative Frequenzunterschiede für ähnliche Eindringziele bei verschiedenen Materialien.
Fügestationen: Warum Anpassungsflexibilität ein Qualitätsmerkmal ist
Beim Fügen ist die Spule oft ein Werkzeug, das nahe am Werkstück gehalten und manchmal während des Zyklus manipuliert wird. Das macht die elektrische Last von Natur aus variabel. Eine Stromversorgung, die Lastschwankungen nicht toleriert, zwingt die Bediener, langsamer zu arbeiten, Vorrichtungen nachzuarbeiten oder inkonsistente Erwärmung zu akzeptieren.
Aus diesem Grund sollte die Anpassungsflexibilität als Qualitätsmerkmal und nicht als Annehmlichkeit behandelt werden. Die Stromversorgung muss über einen realistischen Bereich von Spulengeometrien und Kopplungsbedingungen stabil bleiben. Protokollierung und Alarmverhalten sollten den Arbeitsablauf des Bedieners unterstützen, anstatt eine Experteninterpretation zu erfordern.
Masserwärmungslinien: Steuerung der Gleichmäßigkeit, nicht nur der Temperatur
Umformprozesse legen oft mehr Wert auf Gradienten als auf die Durchschnittstemperatur. Wenn die Oberfläche zu heiß ist, nehmen Oxidation und Fehler zu. Wenn der Kern zu kalt ist, steigen die Umformkräfte und der Werkzeugverschleiß nimmt zu. Mehrspulenlinien begegnen diesem Problem, indem sie ein thermisches Profil entlang der Linie formen.
Hier kommt es auf die Modularität der Stromversorgung an. Eine unabhängige Steuerung pro Spule (oder pro Zone) kann die Gleichmäßigkeit und Effizienz verbessern, indem die Leistung dort zugewiesen wird, wo sie am effektivsten ist.
Bandverarbeitung: Architektur folgt der Installationsphysik
Bandlinien können den Induktionskopf in physisch feindliche Umgebungen zwingen. Die besten Architekturen trennen das, was in der Nähe des Bandes sein muss (HF-Wechselrichter + Spulenmodul), von dem, was zugänglich bleiben sollte (Gleichrichter/Steuerung). Die DC-Übertragung über Distanz ist oft die praktische Lösung.
Wenn Sie Bandausrüstung spezifizieren, ohne diese Layout-Realitäten zu berücksichtigen, endet das Projekt oft mit teuren Nachrüstungen.
Typische Messstrategie nach Anwendungsfamilie
In Fügestationen umfassen die nützlichsten Messungen oft die pro Zyklus abgegebene Energie und eine einfache Temperaturbestätigung in der Nähe der Verbindung, da kleine Zeitunterschiede wichtig sein können. In Masserwärmungslinien umfassen die nützlichsten Messungen die Leistung pro Zone und die Liniengeschwindigkeit, da die thermische Historie verteilt ist. In Bandlinien dominieren oft Durchsatz und Austrittstemperatur (oder Aushärteindikatoren der Beschichtung), und das System muss unter Dauerbetrieb stabil bleiben.
Die Stromversorgung sollte diese Strategien unterstützen, indem sie stabile Signale, exportierbare Protokolle und Alarme bereitstellt, die physikalischen Ursachen zugeordnet werden können.
Eine Anmerkung zu Kostentreibern
Fügesysteme werden oft durch Anpassungsflexibilität und Spulenwerkzeuge begrenzt, nicht durch die reinen kW-Kosten. Masserwärmungssysteme werden durch Energiekosten und Kühlkosten über die Lebensdauer der Linie begrenzt. Bandsysteme werden durch Installationskomplexität und Servicezugang begrenzt. Wenn Sie alle drei Familien mit derselben Beschaffungsbrille bewerten, werden Sie die falschen Kompromisse eingehen.
Warum "Ein Schrank" selten die beste Antwort für Bandlinien ist
Bei der Bandverarbeitung kann die Prozessstation physisch weit entfernt von dem Ort sein, an dem Techniker sicher an der Elektronik arbeiten können. Die Trennung von Gleichrichtung/Steuerung vom HF-Modul ist keine exotische Wahl; es ist eine Wartbarkeitswahl. Diese Architektur verkürzt auch die HF-Schleife und kann die Effizienz verbessern.
Inbetriebnahme-Leistungen, die diese Linien nachhaltig machen
Unabhängig von der Anwendungsfamilie bestehen Sie auf einem Inbetriebnahme-Paket, das Folgendes umfasst: Basis-Signaturen, verifizierte Alarmschwellen und ein dokumentiertes Umstellungsverfahren. Fügestationen benötigen eine Spulen-ID und Anpassungsdokumentation; Masserwärmungslinien benötigen Zonenleistungsprofile und Geschwindigkeitshüllkurven; Bandlinien benötigen verifizierte thermische Leistung bei maximalem Durchsatz und ungünstigsten Umgebungsbedingungen. Wenn diese Leistungen existieren, bleibt die Linie lange nach dem Abzug des Inbetriebnahme-Teams stabil.
Technische Konsequenz: Wie die Frequenzwahl Spulenwerkzeuge und Betrieb verändert
Beim Fügen ermöglicht eine höhere Frequenz oft kleinere Werkzeuge, kann aber auch die Empfindlichkeit gegenüber Spulenverschleiß und Positionierung erhöhen. Bei der Masserwärmung unterstützt eine niedrigere Frequenz eine tiefere Erwärmung, aber die Spulenlinien werden physisch größer und die Leistungsniveaus steigen, was sowohl elektrische als auch mechanische Designherausforderungen mit sich bringt. Bei der Bandverarbeitung ist die Frequenzwahl mit der Banddicke und -geschwindigkeit verknüpft; das gewählte Band muss die Kopplungseffizienz aufrechterhalten, ohne eine inakzeptable Oberflächenüberhitzung zu erzeugen.
Diese betrieblichen Konsequenzen sind wichtig, da sie bestimmen, wie oft Spulen ausgetauscht werden müssen, wie oft die Linie abgestimmt werden muss und wie stabil der Prozess unter normalen Schwankungen bleibt.
Eine praktische Abnahmestrategie nach Anwendungsfamilie
Bei Fügesystemen sollte die Abnahme Tests über Spulenvarianten und bewusste Kopplungsversätze umfassen, um die Anpassungsflexibilität und Stabilität zu bestätigen. Bei Masserwärmungslinien sollte die Abnahme stationäre thermische Läufe bei maximalem Arbeitszyklus mit verifizierten Zonenleistungsprofilen und Austrittstemperaturverteilung umfassen. Bei Bandlinien sollte die Abnahme Tests mit maximalem Durchsatz unter ungünstigsten Umgebungsbedingungen umfassen, plus die Verifizierung, dass die Architektur den Servicezugang unterstützt, ohne die gesamte Linie stilllegen zu müssen.
Wenn diese Abnahmetests nicht spezifiziert sind, "bestehen" Projekte oft auf dem Papier, scheitern aber in der Praxis.
Abschließender Integrationstipp: Verknüpfen Sie Rezepte mit Spulen-IDs
In allen drei Familien wird die Rezeptabweichung drastisch reduziert, wenn die Station die Spulenidentität überprüft und automatisch den korrekten Anpassungsbereich und die Grenzwerte lädt. Dies ist eine einfache Möglichkeit, Fehler vom Typ "falsche Spule, falsches Rezept" zu verhindern.
Auslegung für Umstellung und gemischte Produktion
Viele Induktionsanlagen müssen mehr als ein Produkt verarbeiten. Fügezellen können täglich die Vorrichtungen wechseln, und Wärmebehandlungszellen können mehrere Teilevarianten auf derselben Maschine verarbeiten. In diesen Umgebungen muss die Stromversorgung eine kontrollierte Umstellung unterstützen, nicht Improvisation.
Eine praktische Umstellungsstrategie umfasst die Spulenidentifikation, eine dokumentierte Anpassungskonfiguration und einen standardmäßigen Verifikationszyklus, der eine bekannte elektrische Signatur erzeugt. Wenn die Signatur abweicht, ist die Umstellung nicht abgeschlossen. Dieser Ansatz verhindert Abweichungen und reduziert die Versuchung, "so lange zu justieren, bis es funktioniert", was dazu führt, dass validierte Prozesse langsam degradieren.
In kontinuierlichen Masserwärmungslinien ist die entsprechende Herausforderung die Durchsatzvariation. Wenn sich die Liniengeschwindigkeit ändert, ändert sich die thermische Historie. Systeme, die die Leistung zonenweise umverteilen und eine stabile Steuerung bei Geschwindigkeitsänderungen aufrechterhalten können, erzeugen tendenziell konsistentere Austrittstemperaturverteilungen.
In Bandlinien kann der Produktmix Dicken- und Beschichtungsänderungen umfassen. Das Induktionssystem muss unter diesen Änderungen stabil bleiben, während es Servicezugang und thermische Reserven aufrechterhält. Hier bestimmen Architekturentscheidungen (verteiltes HF-Modul vs. zentraler Schrank) oft, wie wartbar die Linie bei häufigen Anpassungen ist.
Fügefrequenzen: Ein konkretes Beispiel
Wenn Sie eine Eindringtiefe von etwa 0,5 mm anstreben, kann eine Heizfrequenz in der Größenordnung von ~10 kHz für Kohlenstoffstahl unter bestimmten Bedingungen mit niedriger Leistungsdichte und Raumtemperatur angemessen sein, während Kupfer für die gleiche Eindringtiefe ~20 kHz und Messing ~70 kHz erfordern kann. Die genauen Zahlen verschieben sich mit Temperatur und Leistungsdichte, aber das Prinzip ist beständig: Unterschiedliche Materialien erfordern unterschiedliche Frequenzen für das gleiche thermische Ziel.
Dies ist auch der Grund, warum Fügestromversorgungen oft höhere Frequenzen bevorzugen: Höhere Frequenzen können den Strom reduzieren, der für einen bestimmten Heizeffekt erforderlich ist, was wiederum kleinere Spulen und kleinere Leiter ermöglicht. Diese Größenreduzierung führt zu tragbareren Geräten und einem praktischeren Zugang zu beengten Verbindungen.
Masserwärmung: Technologieentwicklung und Auswahllogik
Bei der Masserwärmung hat die Entwicklung von Netzfrequenz-Stromversorgungen und Motor-Generator-Sätzen hin zu SCR-basierten und transistorisierten Stromversorgungen die heutige Auswahllandschaft geprägt. Die praktische Entscheidung heute läuft oft auf Frequenz und Wirtschaftlichkeit hinaus: Transistorisierte Lösungen sind aufgrund ihrer Kompaktheit oft bei ~10 kHz und darüber attraktiv, während SCR-Lösungen bei sehr hoher Leistung und niedrigeren Frequenzen üblich bleiben.
Für den Integrator ist die umsetzbare Erkenntnis, die Topologieauswahl daran auszurichten, wo Ihr Prozess auf der Leistungs-Frequenz-Karte liegt, und die thermische Leistung im Dauerbetrieb zu validieren. Bei der Masserwärmung sind die thermische Stabilität im stationären Zustand und die Energieeffizienz in der Regel wichtiger als das Spitzentransientenverhalten.
Warum der für die gleiche Erwärmung benötigte Strom mit der Frequenz sinkt
Bei höherer Frequenz kann weniger Strom benötigt werden, um den gleichen Heizeffekt an der Oberfläche zu erzielen. Technisch gesehen bedeutet dies oft, dass die Spule und die sie versorgenden Leiter kleiner sein können, was die Kupferkosten senkt und die Handhabung der Werkzeuge erleichtert. Es bedeutet auch, dass Anpassungskomponenten oft kompakter sein können, da die Magnetkerne und Strompfade kleiner werden. Dies ist einer der Gründe, warum tragbare Fügestromversorgungen als gängiges Industrieprodukt und nicht als Nischenlösung existieren.
Designhinweis
Der Frequenzvorteil wird nur realisiert, wenn das Layout diszipliniert ist. Hohe Frequenzen erhöhen auch den AC-Widerstand und die Empfindlichkeit gegenüber Parasiten, daher muss Kompaktheit mit gutem Leiterdesign und Kondensatorplatzierung einhergehen.
Eine nützliche Regel: Verknüpfen Sie die Frequenzwahl mit dem, was Sie steuern möchten
Wenn Teams über die Frequenz diskutieren, ist die einfachste Lösung, die zu steuernde Variable neu zu formulieren. Wenn Sie einen kleinen Oberflächenbereich (eine Verbindungsstelle) steuern, ist eine höhere Frequenz in der Regel gerechtfertigt. Wenn Sie die Massentemperatur für die Umformung steuern, sind eine niedrigere Frequenz und längere Spulenlinien in der Regel gerechtfertigt. Wenn Sie die Temperatur dünner Bänder bei hohem Durchsatz steuern, ist eine höhere Frequenz oft für die Kopplungseffizienz erforderlich, aber die Architektur muss so gewählt werden, dass die Hochfrequenzschleife physisch kurz bleibt.
Diese Regel verhindert, dass "Frequenzdebatten" zu persönlichen Vorlieben werden, und hält Entscheidungen an messbare Prozessanforderungen gebunden.
FAQ zu Induktionsstromversorgungen nach Anwendung
F: Warum sind Fügestromversorgungen oft hochfrequent, selbst bei niedrigen kW?
Weil das Fügen oberflächenorientiert ist und von kleinen Spulen und Leitern profitiert. Höhere Frequenzen können die erforderliche Erwärmung mit geringerem Strom und kompakteren Geräten erreichen.
F: Warum betonen Masserwärmungssysteme Effizienz und Dauerbetrieb?
Sie laufen über lange Zeiträume mit hoher Leistung. Selbst kleine Verluste führen zu erheblichen Energiekosten und Anforderungen an die Wärmeabfuhr.
F: Was ist der häufigste Integrationsfehler bei Bandlinien?
Der Versuch, hochfrequenten Wechselstrom über weite Strecken zu übertragen. Viele Bandinstallationen profitieren vom Transport von Gleichstrom und der Platzierung des Hochfrequenz-Wechselrichters in der Nähe der Spule, um Verluste und Verstimmungsempfindlichkeit zu reduzieren.
Fazit: Spezifizieren Sie das System um das, was Sie steuern müssen
Wenn Sie nur kW und kHz spezifizieren, werden Sie die tatsächlichen Anforderungen unzureichend spezifizieren: Anpassungsbereich, Kabellängenbeschränkungen, Umweltschutz und Steuerungs-/Überwachungsstrategie. Beginnen Sie mit dem Prozesssteuerungsziel – präzise Fügeerwärmung, gleichmäßige Massenerwärmung oder kontinuierliche Banderwärmung – und die richtige Architektur wird viel klarer.
Weiterlernen
Induktionserwärmung für die halbfeste Verarbeitung: Erfolgreiche Rezepte für Barren und Vorformlinge
Wichtige Erkenntnisse Halbfester Temperaturbereich: Aluminiumlegierungen müssen auf 575°C–595°C mit einer Gleichmäßigkeit von ±3°C bis ±4°C erhitzt werden, um einen gleichmäßigen Flüssigkeitsanteil von 50% und hochwertige Gussstücke zu gewährleisten. Geometrie des Bolzens ist entscheidend: Halten Sie das Längen-zu-Durchmesser-Verhältnis des Rohlings zwischen 1:2 und 1:3, um Entmischung zu verhindern und eine gleichmäßige Erwärmung des gesamten Werkstücks zu gewährleisten. Mehrstufiges Erhitzen ist une......
Erwärmung von Brammen, Vorblöcken und Rechteckstäben durch Induktion: Die Kantenkontrolle ist alles
Wichtige Erkenntnisse Kantenkontrolle ist entscheidend: Brammen, Blöcke und Rechteckstäbe weisen komplexe elektromagnetische Kanten- und Endeffekte auf, die sich direkt auf die Erwärmungsgleichmäßigkeit und die Produktqualität auswirken. Die Frequenzwahl ist wichtig: Das optimale Verhältnis von Eindringtiefe zu Dicke ($d/\delta$) von etwa 3–3,5 für nichtmagnetische Brammen balanciert Eindringtiefe, Erwärmungsgleichmäßigkeit und Spulenwirkungsgrad aus. Optimierung des Spulenüberhangs: Ein normalisierte......
Leistung vs. Frequenz bei der Induktionserwärmung: Wie man einen Ausgangspunkt ohne Rätselraten wählt
Wichtige Erkenntnisse Punkt 1: Die Frequenz bestimmt hauptsächlich das Eindringverhalten und die Stromverteilung im Werkstück, während die Leistung bestimmt, wie schnell die erforderliche Energie zugeführt werden kann. Punkt 2: Ein disziplinierter erster Durchlauf verwendet drei Ebenen: Prozessphysik, Energiebilanz und elektrische Machbarkeit. Punkt 3: Die Frequenzwahl hat Konsequenzen zweiter Ordnung wie Instrumentierung, EMV und Wartung, die später auftreten, wenn sie ignoriert werden. Bei Induktion......
Topologien der Induktionsstromversorgung: Ein praktischer Leitfaden zu Wandlern, Wechselrichtern und Anpassungsnetzwerken
Wichtige Erkenntnisse Punkt 1: Die Wahl der Topologie bestimmt die Eingangsstromqualität, die Reaktionsgeschwindigkeit, die Verstimmungstoleranz und die physikalischen Einschränkungen in realen Installationen. Punkt 2: Die Umrichteroptionen (Diode vs. SCR vs. aktiver Frontend) beeinflussen den Leistungsfaktor bei Teillast und die Stromqualität der Anlage erheblich. Punkt 3: Die Wechselrichtertypen (spannungsgespeist vs. stromgespeist) bestimmen die Schutzphilosophie und die Empfindlichkeit gegenüber L......
Lastanpassung bei der Induktionserwärmung: Auslegung für Stabilität, Effizienz und reale Schwankungen
Wichtige Erkenntnisse Dynamische Last: Induktionsheizlasten sind nicht fest – Kopplung, Materialeigenschaften und Temperatur verschieben die Impedanz während des Betriebs, was die Anpassung zu einer kontinuierlichen Designherausforderung macht. Der Gütefaktor (Q) ist entscheidend: Lasten mit hohem Q können selbst bei bescheidener abgegebener kW-Leistung große Kreisströme und Kondensatorbelastungen erzeugen; dimensionieren Sie für die worst-case-Scheinleistung (kVA), nicht nur für die Wirkleistung. Dis......
Mittel- und Hochfrequenztransformatoren in Induktionssystemen: Die entscheidenden Designfaktoren, die Ingenieure wirklich beachten sollten
Wichtige Erkenntnisse Nicht passiv: Transformatoren legen den elektrischen Arbeitspunkt für die gesamte Induktionsstation fest – Spulenspannung, -strom, Kondensatorbelastung und Wechselrichterreserve hängen alle von der Wahl des Transformators ab. Frequenzeffekte: Bei höheren Frequenzen dominieren Wicklungsverluste und Streukapazität; ein Transformator, der vom Übersetzungsverhältnis her in Ordnung erscheint, kann einen Einschaltdauertest nicht bestehen, wenn die Verlustverteilung falsch ist. Platzier......