
Leistung vs. Frequenz bei der Induktionserwärmung: Wie man einen Ausgangspunkt ohne Rätselraten wählt
11 min
- Die Leistungs-Frequenz-Karte: Was sie wirklich darstellt
- Warum Frequenz eine Prozessvariable ist (nicht nur eine elektrische Einstellung)
- Ein praktischer Start-Workflow (vor der detaillierten Modellierung)
- Häufige technische Fallstricke
- Schnelle Vergleichstabelle: Wie die Frequenzwahl das Design verschiebt
- Wie man eine thermische Anforderung in einen elektrischen Startpunkt übersetzt
- Warum Anwendungscluster existieren: Die technischen Randbedingungen dahinter
- Eine praktische Checkliste für frühe Frequenzwahl-Besprechungen
- Praktischer Hinweis: Frequenz, Eindringtiefe und Temperatur sind gekoppelt
- Eine konkretere Sicht auf den Leistungs-Frequenz-Kompromissraum
- FAQ zur Frequenzwahl bei der Induktionserwärmung
Wichtige Erkenntnisse
Punkt 1: Die Frequenz bestimmt hauptsächlich das Eindringverhalten und die Stromverteilung im Werkstück, während die Leistung bestimmt, wie schnell die erforderliche Energie zugeführt werden kann.
Punkt 2: Ein disziplinierter erster Durchlauf verwendet drei Ebenen: Prozessphysik, Energiebilanz und elektrische Machbarkeit.
Punkt 3: Die Frequenzwahl hat Konsequenzen zweiter Ordnung wie Instrumentierung, EMV und Wartung, die später auftreten, wenn sie ignoriert werden.
Bei Induktionserwärmungsprojekten ist der schnellste Weg, den Zeitplan zu sprengen, die Frequenzwahl als nachträglichen Einstellknopf zu behandeln. In Wirklichkeit ist die Frequenz eine der frühesten Entscheidungen, die alles Weitere einschränkt: Spulengeometrie, Belastung des Anpassungsnetzwerks, Wahl des Wechselrichterbauelements, Kabelverluste und letztendlich, ob Sie die thermische Spezifikation mit Reserve erreichen können.
Dieser technische Leitfaden erklärt, wie man die Leistungs-Frequenz-Landschaft als praktische Karte nutzt. Ziel ist es nicht, die elektromagnetische/thermische Simulation zu ersetzen, sondern Ihnen zu helfen, einen sinnvollen Startbereich zu wählen (und offensichtlich schlechte Kombinationen zu vermeiden), bevor Sie in die Spulenfertigung und die Beschaffung der Stromversorgung investieren.
Die Leistungs-Frequenz-Karte: Was sie wirklich darstellt
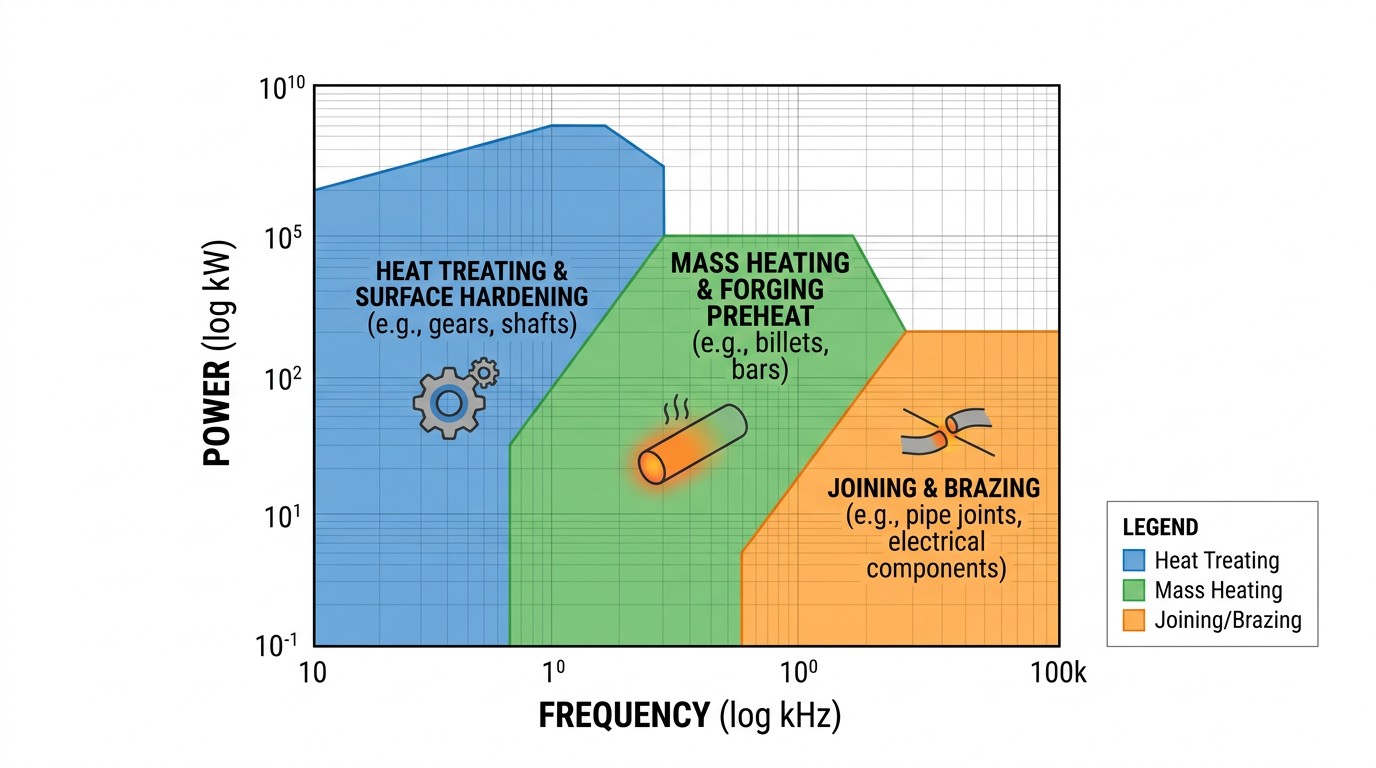
Induktionserwärmungslasten "wollen" keine bestimmte Frequenz – Ihr Prozess tut es. Die Frequenz bestimmt hauptsächlich das Eindringverhalten und die Stromverteilung im Werkstück, während die Leistung bestimmt, wie schnell die erforderliche Energie zugeführt werden kann. Wenn Sie typische industrielle Anwendungen in einer Leistungs-Frequenz-Ebene auftragen, erhalten Sie Cluster und keine einzelne Linie, da verschiedene Prozesse für unterschiedliche Randbedingungen optimieren.
Zum Beispiel können oberflächenbestimmte Prozesse eine geringe Eindringtiefe tolerieren und profitieren oft von einer höheren Frequenz. Durchwärmprozesse für größere Querschnitte benötigen im Allgemeinen eine niedrigere Frequenz, um den Strom tiefer zu treiben und extreme Oberflächengradienten zu reduzieren. Fügeoperationen (Löten/Schweißen/Kleben) liegen häufig in einem Hochfrequenz-Niedrigleistungsbereich, da die erwärmte Zone bewusst klein ist und die Steuerbarkeit wichtiger ist als der Massendurchsatz.
Warum Frequenz eine Prozessvariable ist (nicht nur eine elektrische Einstellung)

Ingenieure behandeln die Frequenz manchmal als "was auch immer die Stromversorgung bietet". Diese Denkweise scheitert, wenn die thermische Spezifikation eng ist. Die Frequenz beeinflusst:
- Das Eindringverhalten und damit, wo Wärme ursprünglich erzeugt wird.
- Spulen- und Sammelschienenverluste, da Skin- und Proximity-Effekte den AC-Widerstand erhöhen.
- Die Machbarkeit von Komponenten, da Halbleiter, Magnetika und Kondensatoren frequenzabhängige Grenzen haben.
Ein System, das bei einigen Kilohertz elektrisch stabil ist, kann bei Dutzenden oder Hunderten von Kilohertz empfindlich werden, wenn Layout-Parasitäre dominieren. Umgekehrt kann ein für hohe Frequenzen optimiertes System unnötig groß und teuer sein, wenn der Prozess auch bei niedrigerer Frequenz funktioniert hätte.
Ein praktischer Start-Workflow (vor der detaillierten Modellierung)
Ein disziplinierter erster Durchlauf verwendet drei Ebenen: Prozessphysik, Energiebilanz und elektrische Machbarkeit.
- Schritt 1: "Gute Erwärmung" klären Ist es die Oberflächentemperatur, die Austenitisierungstiefe, die Austrittsgleichmäßigkeit für die Umformung oder eine Fügegrenzflächentemperatur zum Löten? Ohne dies können Sie nicht entscheiden, ob die Eindringtiefe die primäre Einschränkung ist.
- Schritt 2: Energieabschätzung Führen Sie eine Energieabschätzung durch, um den Umfang der erforderlichen Leistung zu bestimmen. Selbst wenn Sie später mit Simulation verfeinern, sagt Ihnen die Abschätzung, ob Sie sich im Bereich "zig kW" oder "Multi-MW" befinden.
- Schritt 3: Elektrische Machbarkeit Überprüfen Sie den elektrischen Arbeitspunkt auf Plausibilität. Wenn der implizierte Spulenstrom extrem oder die implizierte Spulenspannung unangenehm hoch ist, benötigen Sie möglicherweise ein anderes Frequenzband, eine andere Anpassungsstrategie oder eine andere Spulentopologie.
Häufige technische Fallstricke
Zu vermeidende Fehler
- Verwendung von Raumtemperaturannahmen für den heißen Betrieb. Der spezifische Widerstand des Materials steigt mit der Temperatur; das magnetische Verhalten kann sich stark ändern; die effektive Kopplung und Eindringtiefe verschieben sich während des Zyklus.
- Ignorieren der Verteilung, nicht nur der Durchschnittstemperatur. Viele Prozesse scheitern nicht, weil die Durchschnittsleistung falsch ist, sondern weil die Gradienten falsch sind.
- Unterschätzung der Leiterverluste bei höherer Frequenz. Kabel-, Sammelschienen- und Spulenverluste können dominieren, wenn der AC-Widerstand nicht gemanagt wird.
Wenn diese Fallstricke frühzeitig angegangen werden, liegt der erste Prototyp typischerweise näher am produktionsfähigen Design.
Schnelle Vergleichstabelle: Wie die Frequenzwahl das Design verschiebt
| Entscheidungstreiber | Niedrigere Frequenz begünstigt tendenziell | Höhere Frequenz begünstigt tendenziell |
|---|---|---|
| Erwärmungsziel | Durchwärmung, tiefere Eindringtiefe | Oberflächenfokussierte Erwärmung, kleine Merkmale |
| Typische Leistungsskala | Höher (oft Massenerwärmung) | Niedrig bis moderat (oft Fügen/Wärmebehandeln) |
| Spulen-/Kabelverhalten | Geringere AC-Widerstandsempfindlichkeit | Höhere AC-Widerstandsempfindlichkeit |
| Steuerungsempfindlichkeit | Oft toleranter gegenüber Parasitären | Empfindlicher gegenüber Layout und Anpassung |
| Auswirkungen auf die Ausrüstung | Größere Magnetika, hoher Strom | Schnelleres Schalten, strengere Layout-Disziplin |
Wie man eine thermische Anforderung in einen elektrischen Startpunkt übersetzt
Die meisten Teams beginnen mit einer thermischen Aussage: "Erwärmen Sie diesen Bereich in Y Sekunden auf X °C" oder "Liefern Sie Knüppel mit Z °C und einem maximalen Gradienten". Das Induktionssystem muss dies dann in Spulenstrom, Spulenspannung und ein Frequenzband übersetzen, das das richtige Eindringverhalten erzeugt.
Ein praktischer Workflow besteht darin, zuerst die Energie und die Durchschnittsleistung abzuschätzen und dann zu fragen, was dies für die elektrische Belastung bedeutet. Energie ist ungefähr Masse mal Wärmekapazität mal Temperaturerhöhung (plus Phasenwechsel- oder Umwandlungsterme, falls relevant). Die Durchschnittsleistung ist Energie geteilt durch Erwärmungszeit. Von dort aus wenden Sie einen Wirkungsgradfaktor an – nicht, weil Sie ihn am ersten Tag genau kennen, sondern weil Sie wissen müssen, ob Sie in der 20-kW-Klasse oder der 2-MW-Klasse sind.
Sobald Sie eine geschätzte Leistungsskala haben, können Sie auf Plausibilität prüfen, ob Ihre Frequenzwahl das elektrische Design in eine unangenehme Ecke drängt. Bei sehr hohen Frequenzen können Leiterverluste einen großen Teil der gelieferten Leistung ausmachen, es sei denn, die Spulenzuleitungen, Sammelschienen und die Kondensatorplatzierung werden sorgfältig konstruiert. Bei niedrigeren Frequenzen und sehr hoher Leistung werden mechanische Kräfte auf die Spule und die Sammelschienen (durch hohe Ströme) zu einer dominierenden Designeinschränkung, und die Wahl des Transformators/der Anpassung bestimmt oft die Schrankgröße.
Warum Anwendungscluster existieren: Die technischen Randbedingungen dahinter
Der Grund, warum die Leistungs-Frequenz-Ebene Cluster erzeugt, ist, dass jede Anwendungsfamilie einen anderen "dominanten Schmerz" hat. Bei der Oberflächenwärmebehandlung ist der Schmerz oft die Kontrolle des Wärmemusters und die Wiederholbarkeit – kleine Änderungen der Kopplung können die Einsatzhärtetiefe verändern. Bei der Massenerwärmung sind die Schmerzen die Energiekosten und die Gleichmäßigkeit – wenn die Gradienten falsch sind, scheitert der Umformprozess, selbst wenn die Durchschnittstemperatur korrekt ist. Beim Fügen ist der Schmerz die Selektivität – Wärme muss in die Verbindung gelangen, ohne das umgebende Material zu ruinieren.
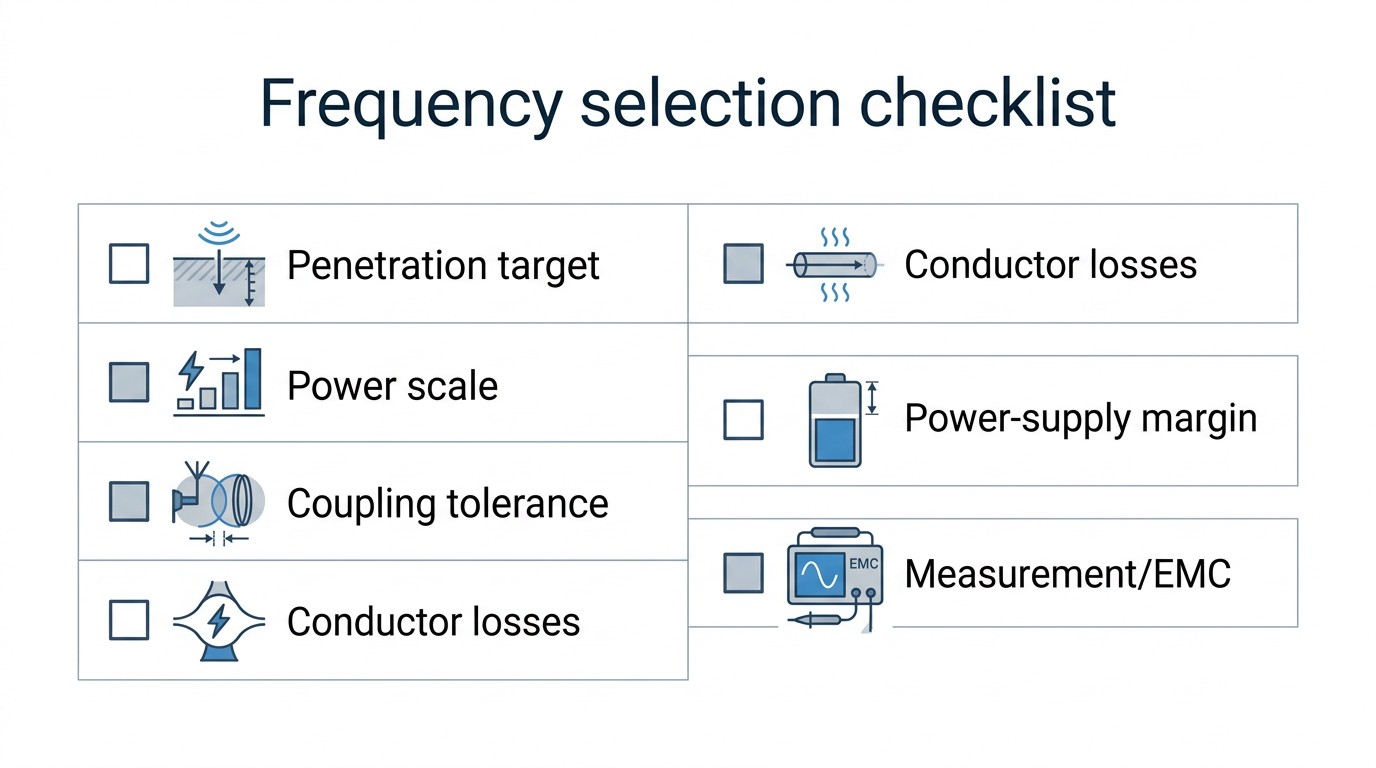
Eine praktische Checkliste für frühe Frequenzwahl-Besprechungen
Ingenieure können viele Iterationen vermeiden, indem sie eine kleine Anzahl von Fragen im Voraus beantworten. Es geht nicht darum, perfekt zu sein; es geht darum, offensichtlich falsche Geräteauswahlen zu verhindern.
- Was ist der maximal zulässige Temperaturunterschied zwischen Oberfläche und Kern am Ende der Erwärmung?
- Ist die Eindringtiefe selbst eine kritische Qualitätsvariable (z. B. Einsatzhärtetiefe) oder ist die Kerntemperatur das Hauptziel?
- Durchläuft das Teil magnetische Übergänge (z. B. in der Nähe des Curie-Punkts bei Stählen), die die Kopplung während des Zyklus verändern?
- Wie reproduzierbar ist die Positionierung des Teils, und wie groß ist die worst-case-Variation des Spaltes zwischen Teil und Spule?
- Was ist der wahrscheinlichste Arbeitspunkt die meiste Zeit: Volllast, Teillast oder häufige Rampen?
Wenn diese Antworten klar sind, können Sie ein Frequenzband wählen, das den Prozess machbar macht und Raum für die Steuerung lässt.
Design-Konsequenzen, die Ingenieure oft unterschätzen
Die Frequenzwahl hat Konsequenzen zweiter Ordnung, die später auftreten, wenn sie ignoriert werden. Eine ist die Instrumentierung: Systeme mit höherer Frequenz erfordern sorgfältigere Messung und Filterung, um zuverlässige kW-, kVA- und Resonanzindikatoren zu liefern. Eine andere ist die EMV: Höherfrequentes Schalten und Tank-Spannungen können in nahegelegene Sensoren einkoppeln, wenn Erdung und Verbindung nicht als System ausgelegt sind. Eine dritte ist die Wartung: Kompakte Hochfrequenzsysteme können sehr zuverlässig sein, aber nur, wenn Kühlung, Staubschutz und Steckverbinderintegrität aufrechterhalten werden.
Praktischer Hinweis: Frequenz, Eindringtiefe und Temperatur sind gekoppelt
Ein Grund, warum die Frequenzwahl leicht falsch sein kann, ist, dass das Eindringverhalten während des gesamten Zyklus nicht konstant ist. Wenn sich das Werkstück erwärmt, steigt der spezifische Widerstand und (bei magnetischen Legierungen) kann sich die Permeabilität ändern, was die effektive Eindringtiefe und Kopplung verschiebt. Das bedeutet, dass das Erwärmungsmuster, das Sie zu Beginn des Zyklus sehen, möglicherweise nicht das Muster ist, das am Ende dominiert. Ingenieure, die dies frühzeitig berücksichtigen, wählen typischerweise Frequenzbänder mit mehr Reserve und konstruieren Spulen und Anpassungsnetzwerke, die die Verschiebung tolerieren.
Eine konkretere Sicht auf den Leistungs-Frequenz-Kompromissraum
Ein subtiles, aber wichtiges Detail im Quellmaterial ist, dass die "Leistungs-Frequenz-Karte" nicht nur die Werkstückphysik betrifft. Es geht auch darum, was die Stromversorgungshardware an diesem Arbeitspunkt zuverlässig leisten kann. Bei einer gegebenen Frequenz müssen die Schaltgeräte, Sammelschienen und Kondensatoren mit ausreichender Reserve ausgelegt sein, und diese Reserve ist schwieriger aufrechtzuerhalten, wenn die Frequenz steigt und parasitäre Effekte einflussreicher werden. Mit anderen Worten, ein Frequenzband, das für das Eindringverhalten attraktiv erscheint, kann dennoch eine schlechte Wahl sein, wenn es die Leistungselektronik in eine Ecke mit geringer Reserve zwingt.
Die Karte spiegelt auch die Tatsache wider, dass Spule und Werkstück gemeinsam die Parameter definieren, die die Stromversorgung tolerieren muss: Spulenspannung, Spulenstrom und den effektiven Lastleistungsfaktor oder die Güte (Q). Wenn Ingenieure nur kW und kHz spezifizieren, spezifizieren sie die tatsächliche elektrische Anforderung zu gering. Zwei Spulen mit derselben Frequenz und kW können je nach Kopplung und Q sehr unterschiedliche Ströme und kVA-Umläufe erfordern, und dieser Unterschied zeigt sich als Kondensatorerwärmung, Sammelschienenerwärmung und lästige Überspannungsereignisse.
Eine praktische Möglichkeit, dies zu verinnerlichen, besteht darin, die frühe Frequenzentscheidung als einen Dreifach-Kompromiss zu behandeln: Eindringverhalten, Leiterverluste (Skin/Proximity) und Reserve der Stromversorgung. Wenn Sie ein Band wählen, das in allen drei Bereichen machbar ist, wird die meiste spätere Designarbeit zur Verfeinerung und nicht zur Rettungsaktion.
Reserve der Komponentenauslegung: Warum sie sich als "Zuverlässigkeit" zeigt
Die Quelle betont, dass Leistungskomponenten für den Betrieb bei der gewählten Frequenz ausgelegt sein müssen und dass die Schaltung sie mit ausreichender Reserve betreiben muss, um eine hohe Zuverlässigkeit zu erzielen. In Inbetriebnahmebegriffen unterscheidet dies eine Maschine, die "nur läuft, wenn sie perfekt abgestimmt ist", von einer Maschine, die alltägliche Schwankungen toleriert. Reserve ist nicht nur ein Typenschildkonzept; es ist die Lücke zwischen Ihrer normalen Betriebssignatur und Ihren Schutzgrenzen unter worst-case-Kopplung und -Temperatur.
Wenn Sie eine konkrete Maßnahme wünschen: Wenn Sie eine Induktionsstation validieren, validieren Sie nicht nur bei Nennkopplung. Validieren Sie beim worst-case-Spalt zwischen Teil und Spule, bei der heißesten erwarteten Kühlwassertemperatur und bei der höchsten erwarteten Umgebungstemperatur. Diese Bedingungen zeigen, ob Ihre Frequenzwahl genügend elektrische Reserve gelassen hat.
FAQ zur Frequenzwahl bei der Induktionserwärmung
F: Was ist der schnellste Weg, ein Frequenzband vor der Simulation zu wählen?
Beginnen Sie mit dem Erwärmungsziel (Oberfläche vs. Durchwärmung), schätzen Sie die Teilegröße und die erforderlichen Gradienten, und verwenden Sie dann die Leistungs-Frequenz-Karte, um das nächstgelegene Anwendungscluster auszuwählen. Validieren Sie mit einer einfachen Energie-/Leistungsabschätzung und überprüfen Sie die Machbarkeit von Spulenspannung/-strom auf Plausibilität.
F: Warum machen höhere Frequenzen die Ausrüstung oft kleiner, aber empfindlicher?
Höhere Frequenzen können den erforderlichen Strom für einen bestimmten Erwärmungseffekt reduzieren und kleinere magnetische Komponenten ermöglichen, erhöhen jedoch die Empfindlichkeit gegenüber Skin-/Proximity-Verlusten und Layout-Parasitären, was die Stabilitätsreserven verringern kann.
F: Wann sollte man die Frequenz als "festgelegten" Parameter behandeln?
Wenn das Eindringverhalten eine kritische Qualitätsvariable ist (Einsatzhärtetiefe, Oberflächenbeschaffenheit, Effizienz der Dünnbanderwärmung). In diesen Fällen ist eine Frequenzänderung eine Prozessänderung und sollte wie jeder andere rezeptkritische Parameter kontrolliert werden.
Fazit: Nutzen Sie die Karte, um Iterationen zu reduzieren
Eine Leistungs-Frequenz-Karte ist kein Ersatz für eine Simulation, aber sie ist ein starkes Filter gegen schlechte Startpunkte. Wenn Sie ein Frequenzband wählen, das mit Ihrem Prozessziel und Ihrer Leistungsskala übereinstimmt, wird der Rest des Systemdesigns zu einem Optimierungsproblem und nicht zu einer Rettungsmission.
Weiterlernen
Erwärmung von Brammen, Vorblöcken und Rechteckstäben durch Induktion: Die Kantenkontrolle ist alles
Wichtige Erkenntnisse Kantenkontrolle ist entscheidend: Brammen, Blöcke und Rechteckstäbe weisen komplexe elektromagnetische Kanten- und Endeffekte auf, die sich direkt auf die Erwärmungsgleichmäßigkeit und die Produktqualität auswirken. Die Frequenzwahl ist wichtig: Das optimale Verhältnis von Eindringtiefe zu Dicke ($d/\delta$) von etwa 3–3,5 für nichtmagnetische Brammen balanciert Eindringtiefe, Erwärmungsgleichmäßigkeit und Spulenwirkungsgrad aus. Optimierung des Spulenüberhangs: Ein normalisierte......
Leistung vs. Frequenz bei der Induktionserwärmung: Wie man einen Ausgangspunkt ohne Rätselraten wählt
Wichtige Erkenntnisse Punkt 1: Die Frequenz bestimmt hauptsächlich das Eindringverhalten und die Stromverteilung im Werkstück, während die Leistung bestimmt, wie schnell die erforderliche Energie zugeführt werden kann. Punkt 2: Ein disziplinierter erster Durchlauf verwendet drei Ebenen: Prozessphysik, Energiebilanz und elektrische Machbarkeit. Punkt 3: Die Frequenzwahl hat Konsequenzen zweiter Ordnung wie Instrumentierung, EMV und Wartung, die später auftreten, wenn sie ignoriert werden. Bei Induktion......
Topologien der Induktionsstromversorgung: Ein praktischer Leitfaden zu Wandlern, Wechselrichtern und Anpassungsnetzwerken
Wichtige Erkenntnisse Punkt 1: Die Wahl der Topologie bestimmt die Eingangsstromqualität, die Reaktionsgeschwindigkeit, die Verstimmungstoleranz und die physikalischen Einschränkungen in realen Installationen. Punkt 2: Die Umrichteroptionen (Diode vs. SCR vs. aktiver Frontend) beeinflussen den Leistungsfaktor bei Teillast und die Stromqualität der Anlage erheblich. Punkt 3: Die Wechselrichtertypen (spannungsgespeist vs. stromgespeist) bestimmen die Schutzphilosophie und die Empfindlichkeit gegenüber L......
Lastanpassung bei der Induktionserwärmung: Auslegung für Stabilität, Effizienz und reale Schwankungen
Wichtige Erkenntnisse Dynamische Last: Induktionsheizlasten sind nicht fest – Kopplung, Materialeigenschaften und Temperatur verschieben die Impedanz während des Betriebs, was die Anpassung zu einer kontinuierlichen Designherausforderung macht. Der Gütefaktor (Q) ist entscheidend: Lasten mit hohem Q können selbst bei bescheidener abgegebener kW-Leistung große Kreisströme und Kondensatorbelastungen erzeugen; dimensionieren Sie für die worst-case-Scheinleistung (kVA), nicht nur für die Wirkleistung. Dis......
Mittel- und Hochfrequenztransformatoren in Induktionssystemen: Die entscheidenden Designfaktoren, die Ingenieure wirklich beachten sollten
Wichtige Erkenntnisse Nicht passiv: Transformatoren legen den elektrischen Arbeitspunkt für die gesamte Induktionsstation fest – Spulenspannung, -strom, Kondensatorbelastung und Wechselrichterreserve hängen alle von der Wahl des Transformators ab. Frequenzeffekte: Bei höheren Frequenzen dominieren Wicklungsverluste und Streukapazität; ein Transformator, der vom Übersetzungsverhältnis her in Ordnung erscheint, kann einen Einschaltdauertest nicht bestehen, wenn die Verlustverteilung falsch ist. Platzier......
Simultane Zweifrequenz-Induktionsleistung: Wenn eine Frequenz den falschen Kompromiss erzwingt
Wichtige Erkenntnisse Dualfrequenz wird durch Robustheit gerechtfertigt, nicht durch Komplexität: Sie sollte nur dann eingesetzt werden, wenn eine einzelne Frequenz einen inakzeptablen Kompromiss zwischen den Anforderungen an die Oberflächen- und Volumenheizung erzwingt. Geben Sie jeder Frequenz eine definierte Rolle: Weisen Sie die niedrigere Frequenz der Volumenheizung/Durchdringung und die höhere Frequenz der Oberflächenformung zu – entwickeln Sie dann Rezepte, indem Sie jeweils eine Variable änder......