
Les principales méthodes d’assemblage de circuits imprimés – Avec de vrais défis et solutions d’ingénierie
17 min
- Assemblage SMD (Surface Mounted Device)
- Problèmes fréquents lors de l'assemblage de circuits imprimés – Du terrain
- THT (Through Hole / Technologie à trous traversants)
- Défis pratiques de l'assemblage THT
- Problèmes de soudage par onde – Ponts de soudure, remplissage incomplet et porosité de la soudure
- Entretien du bain de soudure et des équipements
- JLCPCB – Des compétences réelles pour les défis techniques actuels
- Conclusion
L’assemblage de circuits imprimés (PCB) est une étape cruciale pour donner vie aux produits électroniques. Il comprend l’application de pâte à souder, le placement précis des composants, le soudage, l’inspection et le contrôle final. Un processus d’assemblage de PCB maîtrisé a une influence majeure sur les performances électriques, la fiabilité et le rendement de fabrication.
JLCPCB propose des services complets PCB Assembly Manufacturing Process - JLCPCB Factory Tour avec les technologies SMD et THT (Through-Hole Technology / technologie à trous traversants) les plus modernes. En combinant ces deux méthodes, nous veillons à ce que les circuits imprimés de nos clients soient parfaitement adaptés aux exigences de chaque application, qu’il s’agisse de l’industrie, du domaine médical ou d’autres secteurs exigeants.
Assemblage SMD (Surface Mounted Device)
L’assemblage SMD est une technologie moderne et compacte dans laquelle les composants sont soudés directement sur la surface du circuit imprimé (PCB). Les composants SMD sont petits, légers et peuvent être placés automatiquement avec une grande précision. Cela rend l’assemblage SMD particulièrement adapté aux modules compacts et permet une densité élevée de composants, ce qui fait gagner de l’espace et du poids. Cette technologie est idéale pour les applications où l’efficacité et les conceptions miniaturisées sont importantes.
Techniques d’assemblage SMD
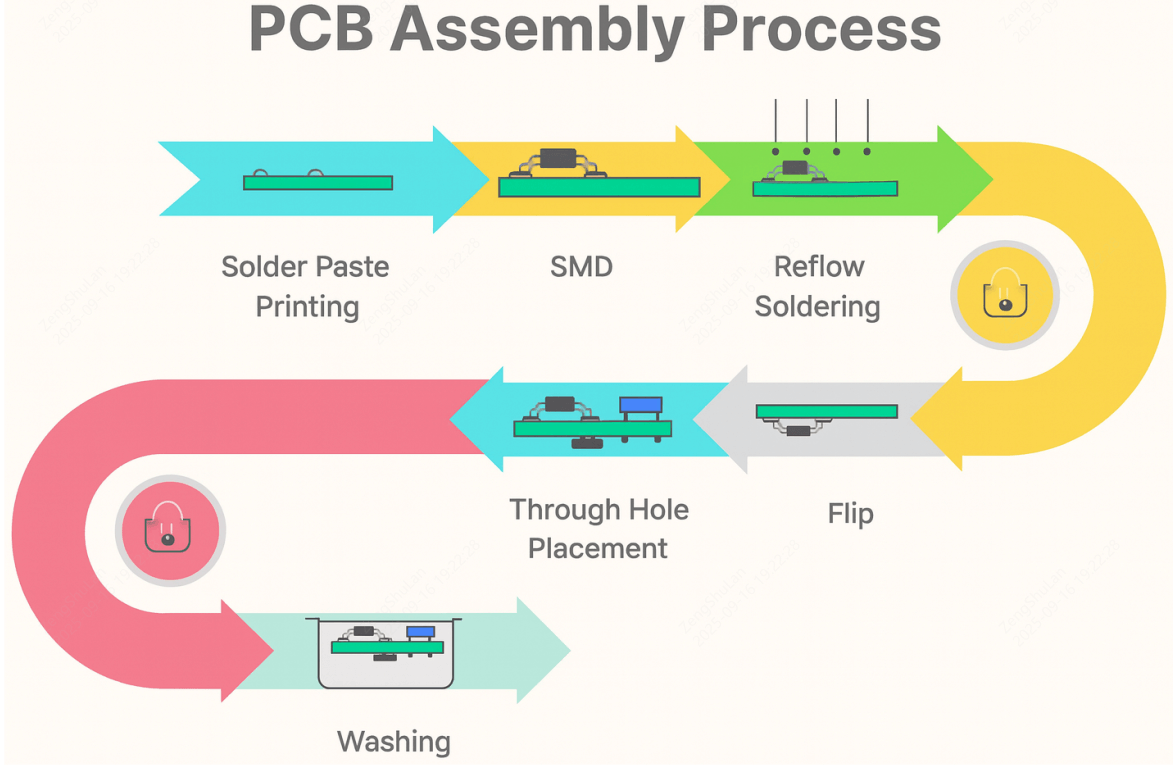
Le circuit imprimé dispose de zones de soudure pour le placement des composants, généralement en cuivre étamé, argenté ou doré, et ne comportant pas de trous. Sur ces zones, on applique de la pâte à souder – un mélange de flux et de particules de soudure – soit par sérigraphie, soit par impression jet. Ensuite, les cartes sont transportées sur un convoyeur vers des machines de placement, qui saisissent les composants à partir de bobines, de tubes ou de plateaux antistatiques et les placent sur le circuit imprimé.
Les cartes passent ensuite dans le four de refusion. La température y est élevée jusqu’à ce que les particules de soudure de la pâte fondent et connectent les broches des composants aux pastilles de soudure. La tension superficielle du métal fondu aide à maintenir les composants en place. Elle aligne automatiquement les composants sur leurs pastilles, à condition que celles-ci soient correctement conçues.
Différentes techniques de refusion sont utilisées dans la fabrication électronique. Les méthodes courantes sont le refusion infrarouge, la convection à air chaud et le refusion en phase vapeur. Chaque technique a ses avantages et inconvénients : par exemple, le refusion infrarouge nécessite un placement précis des composants pour éviter les « zones d’ombre ». La refusion en phase vapeur et le soudage par convection offrent davantage de flexibilité pour le placement des composants.
Pour les circuits imprimés double face, le processus de refusion peut être répété, avec une nouvelle application de pâte à souder ou de colle. Dans le cas du soudage à la vague, les composants doivent être fixés au préalable pour éviter qu’ils ne se déplacent lors de la fusion. Après le soudage, le nettoyage est crucial pour éliminer les résidus de flux et les billes de soudure. Les méthodes de nettoyage varient : le flux contenant de la colophane nécessite des solvants comme les fluorocarbures, tandis que le flux soluble dans l’eau est éliminé avec de l’eau déminéralisée et des agents de nettoyage. Bien qu’il existe le procédé « No-Clean », où des résidus de flux inoffensifs restent sur la carte pour réduire les coûts et les déchets, le nettoyage reste recommandé dans les applications haute fréquence et pour améliorer l’adhésion des revêtements.
Les normes de fabrication soulignent l’importance d’un circuit propre, quel que soit le type de soudure utilisé. Elles exigent l’élimination de toute contamination, y compris les résidus potentiellement nuisibles, sauf si ceux-ci sont considérés comme inoffensifs.
Dans la production électronique réelle, les ingénieurs et équipes de fabrication rencontrent néanmoins fréquemment des problèmes d’assemblage qui ne sont pas toujours entièrement traités dans les manuels – allant des défauts de soudure et du mauvais placement des composants à la déformation des circuits et aux problèmes de nettoyage.
Problèmes fréquents lors de l'assemblage de circuits imprimés – Du terrain
Erreurs de soudure – Soudure froide, ponts et manque de mouillage
Même les ingénieurs expérimentés rencontrent régulièrement des problèmes de soudure. Les soudures froides, les ponts entre les pastilles voisines et la quantité insuffisante de soudure peuvent provoquer des pannes fonctionnelles ou des performances intermittentes sur les cartes terminées. Ces problèmes surviennent souvent en raison de profils de température incorrects, de défauts d’impression de la pâte à souder ou d’une activation insuffisante du flux.
Les solutions pratiques courantes comprennent :
● Des profils de refusion soigneusement ajustés en fonction de la taille du circuit imprimé et des types de composants
● De la pâte à souder de haute qualité et des pochoirs bien conçus
● Des contrôles tout au long du processus, tels que l'inspection de la pâte à souder (SPI), pour détecter les problèmes avant la refusion
Mauvais placement des composants et erreurs d'alignement
Dans les lignes SMT, un mauvais placement des composants entraîne des défauts de fonctionnement. Cela résulte souvent de décalages de calibration des machines de placement ou d'un mauvais réglage des alimentations de composants. Les ingénieurs sur le terrain savent que même de légers décalages de 0,1 mm peuvent nuire aux performances, notamment pour les pas fins.
Approche de solution chez JLCPCB :
● Calibration régulière et maintenance des machines de placement
● Utilisation de systèmes de vision pour un alignement précis et de repères fiduciaires pour une bonne position
● Inspection optique automatique (AOI) pour détecter les mauvais placements avant la refusion
Problèmes liés à l'application de la pâte à souder et aux pochoirs
Une des causes les plus fréquentes des erreurs d'assemblage se situe au niveau de l'application de la pâte à souder. Lorsque les ouvertures des pochoirs sont mal alignées ou mal dimensionnées, trop ou trop peu de pâte à souder est appliquée – ce qui peut entraîner des soudures ouvertes ou des ponts.
Approche de solution chez JLCPCB :
● Optimisation des conceptions des pochoirs en collaboration avec la mise en page des pastilles
● Utilisation de l'impression jet ou de pochoirs de haute précision
● Retour d'information entre la conception et la fabrication pour garantir la bonne quantité de pâte avant l'assemblage
Déformation des circuits imprimés lors de la refusion
La déformation des circuits imprimés est un problème réel, surtout pour les cartes grandes ou fines. Les cartes déformées perturbent la précision du placement et peuvent affecter l'intégrité des soudures. Cela se produit souvent à cause d’un chauffage non uniforme ou de matériaux avec des propriétés d'expansion différentes.
Approche de solution chez JLCPCB :
● Profilage thermique et réglages optimisés du four de refusion
● Empilement des couches équilibré et propriétés matérielles contrôlées lors de la fabrication des circuits imprimés
● Précuisson des cartes pour éliminer l'humidité avant l'assemblage de la refusion
Nettoyage post-soudure et contrôle des contaminants
Après le soudage, les résidus de flux et les billes de soudure peuvent causer de la corrosion, des contacts intermittents ou une résistance d'isolation réduite. De nombreux ingénieurs insistent sur l'importance du nettoyage post-soudure, même avec des pâtes « No-Clean » – en particulier pour les conceptions haute fréquence ou les cartes recouvertes.
Approche de solution chez JLCPCB :
● Choix des méthodes de nettoyage en fonction du type de flux
● Utilisation d'eau déminéralisée ou de systèmes de solvants, ou application de revêtements protecteurs après nettoyage
THT (Through Hole / Technologie à trous traversants)
La technologie à trous traversants (THT) est un procédé de fabrication en électronique dans lequel les connexions des composants sont insérées dans des trous percés dans les circuits imprimés (PCB) et fixées sur la face opposée aux zones de soudure – soit manuellement, soit à l’aide de machines automatisées d’insertion. Dans les années 1980, la THT était la méthode standard pour les circuits imprimés typiques.
À l’origine, les circuits imprimés ne comportaient que des pistes sur une seule face, puis sur les deux faces, et enfin les cartes à plusieurs couches ont été introduites. Afin que les composants atteignent les couches conductrices nécessaires, les trous traversants ont été développés en trous traversants métallisés (Plated Through-Holes, PTH). Sur les cartes SMT, les PTH ne sont plus nécessaires pour la connexion des composants, mais sont toujours utilisés pour les connexions entre les couches et sont appelés « vias » dans ce contexte.
Assemblage THT
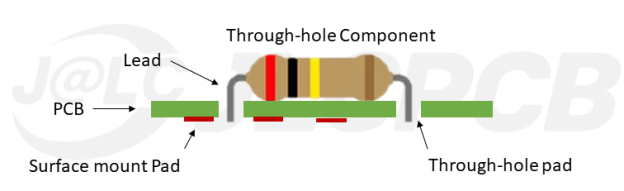
Le processus d'assemblage Through Hole (THT) comprend plusieurs étapes essentielles pour garantir que les composants sont solidement fixés mécaniquement et connectés électriquement. La première étape consiste à créer la conception du circuit imprimé, où les trous sont positionnés de manière à ce que les broches des composants s'adaptent. En fonction du composant, ces trous sont percés avec précision à un diamètre correspondant aux broches, généralement entre 0,7 et 1,2 mm.
Pour améliorer la conductivité et la stabilité, les trous peuvent être recouverts de cuivre, créant ainsi des trous traversants métallisés (PTH). Pour les petites séries, les composants sont insérés manuellement, tandis que pour les grandes quantités, des machines automatisées d'insertion sont utilisées. Les broches sont insérées du côté supérieur du circuit imprimé.
Le soudage assure une connexion électrique fiable en reliant les broches des composants aux zones de soudure du circuit imprimé. Les trois principales techniques de soudure dans le domaine THT sont : la soudure par onde, la soudure sélective et la soudure manuelle. Après le soudage, une inspection visuelle et un contrôle fonctionnel sont effectués pour vérifier que toutes les connexions sont intactes et qu'aucune erreur, comme des ponts ou des soudures froides, n’est présente. La continuité et les valeurs de résistance peuvent être vérifiées par inspection optique automatique (AOI) ou par contrôle manuel avec un multimètre – par exemple, vérifier si une résistance se situe près de sa valeur nominale de 1 kΩ.
Enfin, les extrémités des broches dépassant du côté inférieur du circuit imprimé sont coupées pour éviter les courts-circuits et améliorer l'apparence de la carte. Dans la production en série, cette étape est souvent réalisée manuellement ou de manière automatisée.
Défis pratiques de l'assemblage THT
La technologie à trous traversants reste indispensable pour les applications nécessitant une résistance mécanique, une haute résistance thermique et des connexions électriques robustes – par exemple pour les connecteurs de puissance, les composants lourds ou les produits soumis à des contraintes mécaniques. Cependant, les ingénieurs rencontrent différentes difficultés lors de l'assemblage et du soudage THT.
Erreurs dans les zones de soudure et la dimension des trous – Soudure froide et mauvais mouillage
L'une des causes les plus fréquentes de problèmes est une conception insuffisante des pastilles et des trous. Lorsque les PTH ne sont pas correctement dimensionnés par rapport aux broches des composants ou lorsque les anneaux de cuivre (annular rings) sont trop petits, la soudure ne s'écoule pas correctement. Cela entraîne un mauvais mouillage – la soudure ne se lie pas complètement à la broche ou au trou – et génère des soudures froides, qui sont cassantes et peu fiables.
Conseils d'ingénieur :
● Les soudures froides apparaissent mates et granuleuses et peuvent échouer de manière intermittente sous contrainte.
● Un mauvais mouillage est aggravé lorsque les diamètres des trous sont trop étroits ou trop larges, ce qui empêche l’effet capillaire lors du soudage.
Approche de solution chez JLCPCB :
● Adapter les pastilles et les diamètres des trous aux tailles des broches et à l'alliage de soudure.
● Utiliser des motifs de décharge thermique dans les circuits imprimés multicouches pour réduire la dissipation thermique et améliorer l'écoulement de la soudure.
● Choisir le bon type de flux et les profils de préchauffage pour améliorer le mouillage et la qualité de la soudure.
Problèmes de soudage par onde – Ponts de soudure, remplissage incomplet et porosité de la soudure
Lors du soudage par onde – où le circuit imprimé est passé au-dessus de la soudure fondue – divers défauts peuvent survenir, même avec des équipements modernes :
Ponts de soudure :
Trop de soudure ou un écart de pastille trop étroit peuvent créer des ponts entre les broches voisines et provoquer des courts-circuits, en particulier sur les cartes densément peuplées.
Remplissage incomplet des trous :
Si la soudure ne remplit pas complètement le trou traversant, la connexion est mécaniquement faible et électriquement peu fiable. Les causes typiques sont des températures de préchauffage trop basses, une pénétration insuffisante du flux ou un passage trop rapide de la carte à travers l'onde de soudure.
Porosité de la soudure et gaz piégés :
Les gaz emprisonnés dans la soudure créent des pores qui réduisent la résistance mécanique et la conductivité thermique – ce qui est particulièrement critique pour les cartes haute performance.
Approche de solution chez JLCPCB :
● Optimiser les profils de préchauffage pour garantir une température uniforme avant le contact avec l'onde de soudure.
● Ajuster la hauteur de l'onde, la pression de l'onde et la vitesse de convoyage pour assurer un écoulement uniforme de la soudure sans excédent.
● Appliquer uniformément le flux pour éliminer les oxydes et améliorer l'adhésion.
Entretien du bain de soudure et des équipements
Un facteur souvent négligé, mais crucial, est l'entretien du bain de soudure. L'oxydation, les résidus métalliques et les dépôts inter-métalliques affectent la qualité de la soudure et la cohérence de l'onde de soudure.
Observation pratique :
● Un bain de soudure sale entraîne des résultats incohérents, même lorsque la conception et les paramètres du processus sont corrects.
● Un nettoyage régulier et un contrôle du bain, des buses et du système de pulvérisation de flux sont nécessaires pour maintenir des propriétés de soudure stables et une forme d'onde cohérente.
Soudure sélective – Solutions ciblées pour les cartes à technologie mixte
Pour les cartes complexes avec des composants SMT et THT, le soudage par onde peut générer des contraintes thermiques sur les composants voisins ou ne pas atteindre certaines soudures.
La soudure sélective présente des avantages dans ce cas :
● Les points de soudure programmables appliquent la soudure uniquement là où elle est nécessaire, réduisant ainsi l'impact thermique sur les zones sensibles.
● L'application locale de flux et un chauffage préalable contrôlé assurent un remplissage fiable des trous sans affecter les composants SMT. Cette approche minimise les reprises et maximise le rendement, sans chauffer la carte de manière uniforme comme c'est le cas avec le soudage par onde.
Contraintes thermiques et aspects des alliages
Les cartes modernes utilisent souvent des soudures sans plomb (par exemple, SAC305) avec des points de fusion plus élevés et d'autres propriétés de mouillage par rapport aux soudures classiques à base de SnPb. Les soudures sans plomb peuvent rendre le remplissage des trous plus difficile, car l'écart de température entre la température du bain et le point de fusion est plus petit.
Approche de solution chez JLCPCB :
● Approche globale : combinaison de conception, contrôle des processus, équipements et inspection.
● Design-for-Manufacturability (DFM) : tailles optimisées des pastilles et des trous, espacements et agencements pour minimiser les défauts de soudure.
● Contrôle des processus : préchauffage standardisé, application de flux et paramètres de l'onde de soudure.
● Soudure sélective : réduit la contrainte thermique et améliore le remplissage des trous pour les assemblages mixtes.
● Inspection et retour d'information : l'AOI et l'inspection par rayons X détectent les défauts cachés et contribuent aux améliorations de la conception et des processus
JLCPCB – Des compétences réelles pour les défis techniques actuels
Services d'assemblage intégrés SMD & THT
Chez JLCPCB, nous savons que la résolution des problèmes d'assemblage nécessite plus que des connaissances théoriques – cela demande des compétences pratiques, un contrôle rigoureux des processus et des technologies modernes. C'est pourquoi nous proposons des services d'assemblage SMD et THT (Through-Hole) sous un même toit.
Nos installations de fabrication sont équipées pour :
● Impression de pochoir de haute précision
● Assemblage automatisé avec des systèmes Pick-and-Place et contrôle visuel
● Profils de refusion optimisés pour les cartes à technologie mixte
● Contrôle complet incluant l'AOI et les tests fonctionnels
En combinant les méthodes SMD et THT de pointe, nous répondons aux exigences des applications les plus diverses – que ce soit dans l'automatisation industrielle, la technologie médicale, les télécommunications ou d'autres secteurs exigeants.
Service de pochoirs adapté à l'industrie
Pour les ingénieurs qui effectuent des processus manuels ou souhaitent améliorer le rendement de l'assemblage interne, le service de pochoirs SMT de JLCPCB est un outil puissant.
Les pochoirs sur mesure permettent :
● Application précise de pâte à souder
● Meilleur contrôle du volume de pâte pour les pas fins
● Réduction du taux d'erreurs et des reprises
Ce service respecte les normes industrielles, où un design de pochoir correct et une application précise de la pâte à souder peuvent réduire considérablement les ponts de soudure ou les soudures froides.
Solutions complètes pour l'assemblage SMT
Pour des résultats optimaux – en particulier pour les grandes séries ou les composants très fins – JLCPCB propose un assemblage SMT clé en main complet, incluant :
● Impression de pâte à souder
● Placement précis des composants
● Soudage par refusion contrôlé
● Contrôle final et tests
Ce flux de travail complet suit les solutions industrielles courantes pour améliorer le rendement et réduire le temps passé par les ingénieurs à résoudre les problèmes.
Conclusion
Dans l'industrie électronique d'aujourd'hui, les ingénieurs doivent prendre en compte des problèmes réels d'assemblage – des erreurs de pâte à souder et de placement aux déformations des cartes ou aux problèmes de contamination. La bonne nouvelle : JLCPCB dispose de pratiques de fabrication établies et propose des services d'assemblage modernes qui permettent de réduire considérablement les erreurs et d'améliorer le rendement.Que vous réalisiez une partie du processus vous-même ou que vous ayez besoin d'un partenaire d'assemblage clé en main, JLCPCB soutient vos projets avec précision et fiabilité, du prototype à la production en série.
Pour soutenir encore davantage votre créativité, nous offrons des bons d'une valeur de $XX aux nouveaux utilisateurs. Rendez-vous sur notre site Web à l'adresse et donnez vie à vos idées avec nous !
Continuez à apprendre
Les principales méthodes d’assemblage de circuits imprimés – Avec de vrais défis et solutions d’ingénierie
L’assemblage de circuits imprimés (PCB) est une étape cruciale pour donner vie aux produits électroniques. Il comprend l’application de pâte à souder, le placement précis des composants, le soudage, l’inspection et le contrôle final. Un processus d’assemblage de PCB maîtrisé a une influence majeure sur les performances électriques, la fiabilité et le rendement de fabrication. JLCPCB propose des services complets PCB Assembly Manufacturing Process - JLCPCB Factory Tour avec les technologies SMD et THT ......
Machine d'assemblage (Pick-and-Place) expliquée : Un aperçu de l'usine JLCPCB
Dans la fabrication moderne de l’électronique, la vitesse, la précision et la sécurité des processus sont des facteurs clés de succès. L’une des technologies les plus importantes pour un assemblage de circuits imprimés (PCB) de haute qualité est la machine Pick-and-Place, également connue sous le nom de machine d'assemblage. Elle est au cœur de chaque assemblage SMT professionnel et est indispensable à l'assemblage automatisé des PCB. Une machine Pick-and-Place est un système d’automatisation industri......
Découvrez la puissance des projets ESP32
Le microcontrôleur ESP32 est très apprécié des passionnés de technologie pour ses fonctionnalités impressionnantes et sa grande polyvalence. Doté d’un processeur double cœur, du Wi-Fi et du Bluetooth, il est idéal pour de nombreux projets DIY et professionnels. Dans cet article, nous allons découvrir plusieurs projets ESP32 passionnants, allant de la domotique à la surveillance environnementale, afin de vous montrer comment exploiter pleinement ce microcontrôleur. Domotique avec l’ESP32 La domotique e......