
Inspection par rayons X des PCB expliquée : Contrôle non destructif pour l'assurance qualité de l'assemblage des circuits imprimés
20 min
- Qu'est-ce que l'inspection par rayons X des PCB ?
- Pourquoi l'inspection par rayons X est essentielle pour les PCB modernes
- Comment fonctionne l'inspection par rayons X des PCB
- Composants PCB nécessitant une inspection par rayons X
- Défauts courants détectés par l'inspection par rayons X des PCB
- Inspection par rayons X des PCB vs autres méthodes d'inspection
- Normes IPC et critères d'acceptation pour l'inspection par rayons X
- Limites de l'inspection par rayons X des PCB
- Spécifications techniques et critères de sélection pour l'inspection par rayons X CMS
- Choisir un fabricant d'assemblage de PCB avec capacité de rayons X
- Tendances futures de la technologie d'inspection par rayons X
- Résumé : L'inspection par rayons X des PCB est-elle nécessaire pour votre projet ?
- FAQ
À l'ère de la miniaturisation, les circuits imprimés (PCB) modernes sont confrontés à un défi invisible : vérifier la qualité des joints de soudure cachés sous les composants. Avec les boîtiers à matrice de billes (BGA) dont le pas peut atteindre 0,3 mm et les composants Quad Flat No-lead (QFN) dissimulant des connexions thermiques critiques, les méthodes optiques traditionnelles sont aveugles aux points de défaillance les plus critiques.
L'inspection par rayons X des PCB est devenue la solution définitive. Ce guide explore les fondements techniques, les applications et les critères d'acceptation de l'inspection par rayons X, permettant aux ingénieurs de garantir la fiabilité de la fabrication.
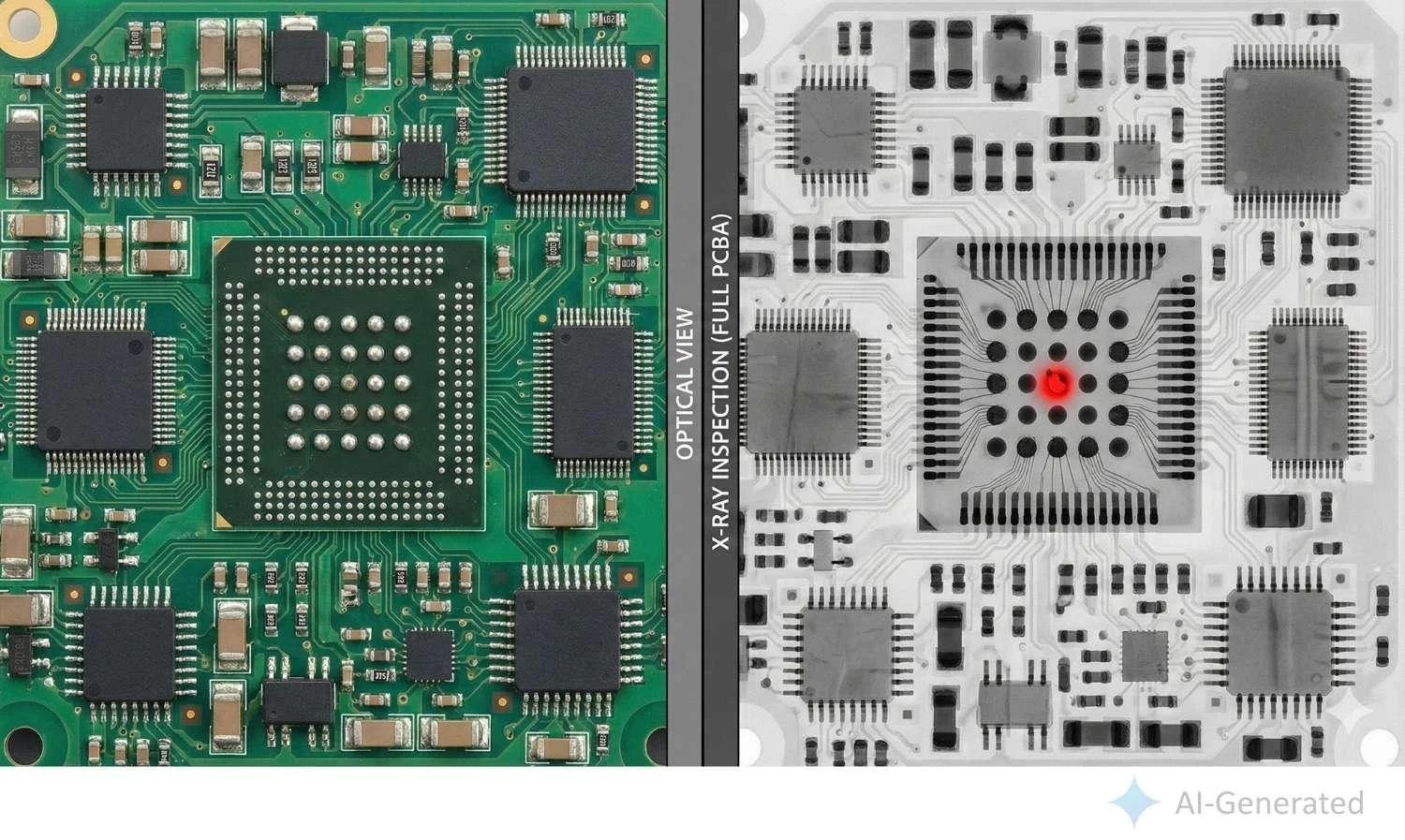
L'inspection par rayons X des PCB révèle les joints de soudure et les vides cachés sous un composant BGA.
Qu'est-ce que l'inspection par rayons X des PCB ?
L'inspection par rayons X des PCB, également connue sous le nom d'inspection automatisée par rayons X (AXI), est une technique de contrôle non destructif (CND) utilisée dans l'assemblage de PCB pour évaluer les caractéristiques internes qui ne sont pas visibles par inspection optique.
L'AXI utilise des rayons X pour pénétrer les matériaux des PCB et les composants électroniques, générant des images de transmission qui révèlent les structures internes telles que les joints de soudure cachés sous les boîtiers BGA, QFN ou LGA, la qualité du remplissage de soudure dans les trous traversants métallisés et les connexions par fils internes.
Contrairement à l'inspection optique automatisée (AOI), qui inspecte uniquement les caractéristiques de surface visibles à l'aide de lumière réfléchie, l'inspection par rayons X permet la détection de défauts sous la surface, notamment les vides, la soudure insuffisante, les ponts de soudure et le désalignement.
Par conséquent, l'inspection par rayons X des PCB joue un rôle essentiel pour garantir la fiabilité des joints de soudure, en particulier pour les technologies de conditionnement à haute densité, à pas fin et avancées.
Pourquoi l'inspection par rayons X est essentielle pour les PCB modernes
À mesure que la densité augmente, la « ligne de visée » disparaît. La mise en œuvre de l'inspection par rayons X des PCB améliore la qualité de fabrication grâce à plusieurs avantages clés :
● Joints cachés : Les BGA, CSP et Flip Chips ont des joints de soudure entièrement sous le boîtier, ce qui les rend invisibles à l'inspection optique.
● Haute densité : Les composants passifs 01005 et les interconnexions haute densité (HDI) nécessitent une précision que l'inspection manuelle ne peut pas fournir.
● Fiabilité : Pour les clients industriels et automobiles de JLCPCB, la vérification des pourcentages de vides est essentielle pour prévenir les défaillances thermiques.
● Détection précoce des défauts et amélioration du rendement : L'identification des défauts internes comme les vides ou les ponts avant les tests fonctionnels évite les rebuts et les reprises coûteux. La détection précoce des problèmes augmente considérablement le rendement de première passe (FPY).
● Boucle de rétroaction pour l'optimisation des processus : Les données des rayons X fournissent une rétroaction quantitative à la ligne CMS. Si les taux de vides augmentent, les ingénieurs peuvent immédiatement ajuster les profils de refusion ou les ouvertures de pochoir, empêchant ainsi les épidémies de défauts.
Comment fonctionne l'inspection par rayons X des PCB
Principe de base de l'imagerie par rayons X
L'inspection par rayons X des PCB fonctionne sur la base de l'absorption différentielle des rayons X. Lorsque les photons (30-160 keV) pénètrent dans un PCBA, les matériaux les absorbent en fonction du numéro atomique (Z) et de la densité.
● Atténuation élevée (Blanc brillant) : Alliages de soudure sans plomb (SAC305 : Étain-Argent-Cuivre) avec des numéros atomiques de 50 (Sn), 47 (Ag) et 29 (Cu).
● Atténuation modérée (Gris) : Pistes de cuivre (Z = 29).
● Faible atténuation (Sombre) : L'absorption des rayons X du substrat FR-4 et de la puce de silicium (Z = 14) est si faible qu'ils sont considérés comme les parties les plus sombres de l'image.
Ce différentiel d'atténuation crée des images en niveaux de gris où les joints de soudure, les connexions des composants et les structures internes deviennent visibles. Le contraste de l'image suit la loi de Beer-Lambert :
Où I est l'intensité transmise, I0 est l'intensité incidente, 𝜇 est le coefficient d'atténuation linéaire, et x est l'épaisseur du matériau.
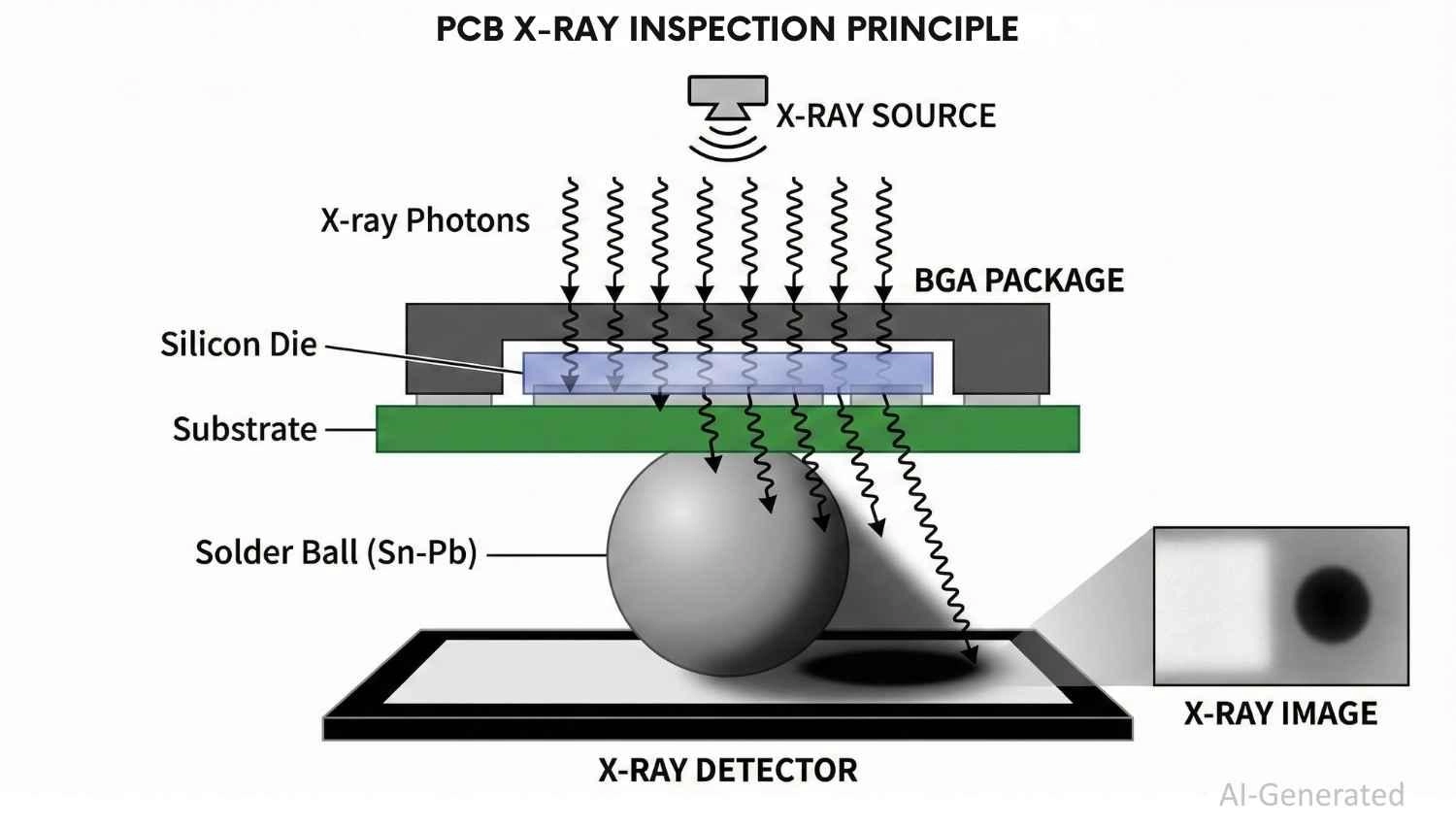
Inspection par rayons X montrant les différences d'atténuation des photons entre la puce de silicium et les joints de soudure étain-plomb.
Inspection par rayons X 2D vs 3D CT
| Caractéristique | Rayons X 2D | Rayons X 3D / CT |
|---|---|---|
| Méthodologie | Projection à angle unique (Carte d'ombre) | Projections multiples + reconstruction volumétrique |
| Résolution | 3-5 μm | 0,5-2 μm |
| Vitesse d'inspection | 60-200 cartes/heure | 5-20 cartes/heure |
| Précision de détection des vides | ±3-5% | ±1-2% |
| Différenciation des couches | Limitée (Caractéristiques superposées) | Excellente (Tranches isolées) |
| Fourchette de coûts | 80 000 $ - 250 000 $ | 350 000 $ - 800 000 $+ |
| Meilleure application | Inspection en ligne à haut volume | Analyse de défaillance, R&D, PCBA complexe |
Composants PCB nécessitant une inspection par rayons X
Inspection par rayons X des BGA
Les matrices de billes (BGA) sont le principal moteur de l'adoption des rayons X. L'inspection vérifie :
● Forme de la bille : Assurer un affaissement uniforme lors de la refusion.
● Alignement : Vérifier le décalage entre la bille BGA et le plot PCB.
● Vides : Quantifier les poches de gaz dans la sphère de soudure.
Inspection par rayons X des QFN / LGA
Pour les boîtiers sans connexions, l'attention critique se porte sur le plot thermique.
● Mise à la masse : Assurer que le grand plot central est soudé au plan de masse du PCB.
● Inspection du congé : Vérifier le mouillage sur les terminaisons latérales, bien que les rayons X mesurent principalement le volume de soudure en dessous.
PCB traversants et multicouches
Les rayons X pénètrent le substrat de la carte pour inspecter l'intégrité des trous traversants métallisés (PTH).
● Remplissage du barillet : Confirmer que la soudure a rempli >75% de la hauteur verticale du barillet (selon la classe IPC 2).
● Alignement des couches : Dans les cartes multicouches (jusqu'à 32 couches chez JLCPCB), les rayons X garantissent que les trous de perçage s'alignent parfaitement avec les bagues en cuivre internes.
Défauts courants détectés par l'inspection par rayons X des PCB
1. Vides de soudure et pourcentage de vides
Les vides sont des poches d'air piégées lors de la refusion. L'inspection des matrices de billes est le principal moteur de l'adoption des rayons X. Les BGA modernes avec un pas de 0,4 mm créent des joints de soudure complètement cachés à la vue optique.
● Risque : Un taux de vides élevé réduit la conductivité thermique et la résistance mécanique.
● Mesure :
2. Joints ouverts et Head-in-Pillow (HiP)
Joints ouverts (Non-mouillage) : Un joint ouvert se produit lorsqu'il y a une séparation physique complète entre la terminaison du composant et le plot du PCB. Sur une radiographie, cela apparaît généralement comme une bille de soudure parfaitement sphérique (indiquant qu'elle n'a pas mouillé et ne s'est pas affaissée sur le plot) ou d'un diamètre significativement plus petit que les joints fonctionnels adjacents.
Head-in-Pillow (HiP) : Un défaut notoire et subtil où la bille BGA repose sur la pâte à souder mais ne fusionne pas, souvent dû à un gauchissement du composant ou à une oxydation. Contrairement à un ouvert complet, le HiP crée une connexion électrique intermittente. Les rayons X le détectent en identifiant une forme distincte de « taille » ou une ligne de séparation dans le profil de soudure, invisible à l'inspection optique.
3. Ponts de soudure et courts-circuits
Les ponts apparaissent comme des bandes blanches brillantes reliant les plots adjacents. Les rayons X sont le seul moyen de détecter les ponts sous les BGA ou les capots de blindage.
4. Soudure insuffisante ou excessive
En analysant la densité des niveaux de gris (épaisseur), les algorithmes déterminent si un joint est « affamé » (volume de soudure insuffisant) ou gonflé (excessif), ce qui pourrait entraîner des courts-circuits.
5. Vides dans le plot thermique des QFN
Les boîtiers Quad Flat No-lead concentrent les connexions sur un plot de masse central. Des vides excessifs (>20-30%) compromettent la dissipation thermique. L'imagerie par rayons X mesure le volume réel de soudure et les angles de mouillage le long du bord du composant.
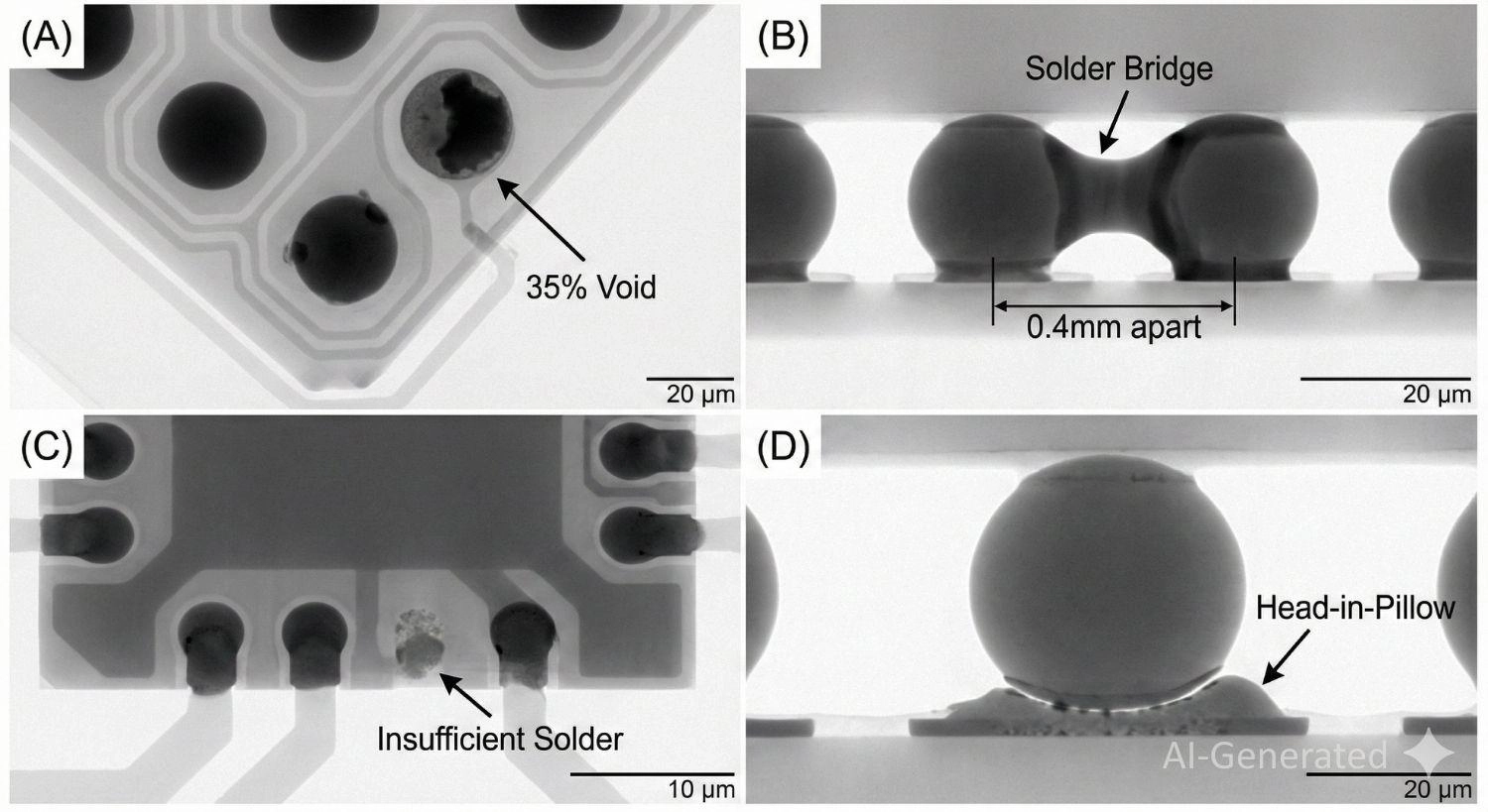
Image d'inspection par rayons X montrant des défauts d'assemblage CMS typiques, notamment des vides BGA, des ponts de soudure et des défauts head-in-pillow.
Inspection par rayons X des PCB vs autres méthodes d'inspection
Inspection par rayons X vs AOI (Inspection optique automatisée)
● AOI : Utilise des caméras/lumière. Idéal pour la présence de composants, la polarité et les congés de soudure visibles (0201, SOIC). Ne peut pas voir sous les boîtiers.
● Rayons X : Utilise des photons. Essentiel pour BGA/QFN. Plus lent que l'AOI.
Inspection par rayons X vs ICT (Test en circuit)
● ICT : Utilise des sondes électriques. Vérifie la résistance, la capacité et la logique. Trouve les pièces « mortes » ou les courts-circuits durs.
● Rayons X : Vérifie la structure physique. Trouve les joints « marginaux » (comme le HiP ou les vides excessifs) qui pourraient passer le test électrique ICT mais échouer mécaniquement plus tard.
Quand l'inspection par rayons X est nécessaire - et quand elle ne l'est pas
● Nécessaire : BGA, LGA, CSP, QFN avec plots thermiques, capots de blindage métalliques.
● Pas nécessaire : CMS simples (résistances/condensateurs) et boîtiers SOIC où l'inspection optique (AOI) fournit une couverture suffisante plus rapidement et à moindre coût.
Normes IPC et critères d'acceptation pour l'inspection par rayons X
Normes IPC pertinentes
● IPC-A-610 : « Acceptabilité des assemblages électroniques. »
● IPC-7095 : « Mise en œuvre du processus de conception et d'assemblage pour les BGA. »
Directives d'acceptation des vides pour BGA et QFN (Classe IPC 2)
| Type de défaut | Classe IPC 2 (Standard) | Classe IPC 3 (Haute fiabilité) |
|---|---|---|
| % de vides dans les billes BGA (Individuel) | <25% | <15% |
| % de vides dans les billes BGA (Cumulatif) | <30% | <20% |
| % de vides dans le plot thermique | <30% | <20% |
| Ponts de soudure | Non acceptable | Non acceptable |
| Soudure insuffisante (Couverture) | >75% de couverture de la terminaison | >90% de couverture de la terminaison |
| Désalignement du composant | <50% de la largeur de l'électrode | <25% de la largeur de l'électrode |
Les normes de contrôle qualité de JLCPCB suivent les critères de la classe IPC 2 avec une adhésion stricte dans toutes les classes d'assemblage. Ainsi, grâce à la robotique et aux applications grand public, nous garantissons la qualité de nos produits ou services.
Limites de l'inspection par rayons X des PCB
Ce que les rayons X ne peuvent pas détecter
● Logique électrique : Il ne peut pas dire si une puce est grillée ou vierge, seulement si elle est correctement soudée.
● Matériaux à contraste nul : Les connexions par fils d'aluminium sur des plots en aluminium (courantes dans certaines technologies COB) sont difficiles à imager sans un rayon X à contraste de phase avancé.
● Joints de soudure froids (Parfois) : Si la forme de la soudure est parfaite mais que la liaison métallurgique est faible, les rayons X pourraient ne pas le détecter (contrairement à un test de traction physique).
Considérations sur le coût et le débit
● Goulot d'étranglement : Les rayons X sont significativement plus lents que l'AOI. L'inspection à 100% par rayons X est souvent réservée à des composants spécifiques (BGA) plutôt qu'à l'ensemble de la carte pour maintenir le débit de la ligne.
● Interprétation : Bien que l'IA s'améliore, les images complexes (comme les reconstructions CT) nécessitent souvent encore l'examen d'un opérateur qualifié.
Spécifications techniques et critères de sélection pour l'inspection par rayons X CMS
Paramètres de performance clés des systèmes d'inspection par rayons X CMS
Résolution : Elle est influencée par la taille du point focal des rayons X (1-10 μm) et le pas des pixels du détecteur. Le plus grand grossissement utile est d'environ 1000 fois la taille du point focal.
Tension du tube : Sélectionnée en fonction de l'épaisseur de l'échantillon :
○ 30-50 kV : Assemblages de PCB minces (<1 mm) avec une faible teneur en cuivre.
○ 60-90 kV : Assemblages CMS standard (FR-4 de 1,6 mm).
○ 100-160 kV : Cartes épaisses et multicouches (3-5 mm), avec un pourcentage élevé de cuivre.
Technologie de détecteur : Les détecteurs à panneau plat (silicium amorphe ou CMOS) sont préférés pour leur excellente consistance d'image et leur linéarité par rapport à l'ancienne technologie d'intensificateur d'image.
Les valeurs typiques présentées ci-dessous sont des plages indicatives. Les performances réelles dépendent de l'architecture du système, de la taille du point focal, de la résolution du détecteur et du mode d'inspection (2D vs CT).
| Application | Résolution requise | Plage de grossissement | Tension du tube |
|---|---|---|---|
| BGA pas <0,4 mm | 2-3 μm | 500-1500X | 60-90 kV |
| CMS standard (>0,5 mm) | 5-8 μm | 100-800X | 50-80 kV |
| Modules haute puissance | 5-10 μm | 50-500X | 80-130 kV |
| Aérospatial/Médical (CT) | <1 μm | 1000-2000X | 90-160 kV |
Choisir un fabricant d'assemblage de PCB avec capacité de rayons X
Lors de la recherche d'un service d'assemblage de PCB, poser les bonnes questions garantit la sécurité de vos conceptions BGA.
Que demander à votre fournisseur d'assemblage de PCB concernant l'inspection par rayons X
1. L'inspection par rayons X est-elle en ligne ou hors ligne ?
○ Pourquoi demander : En ligne permet une inspection à 100% des pièces critiques en production de masse sans goulots d'étranglement. Hors ligne est généralement utilisé pour l'échantillonnage ou l'analyse de défaillance détaillée (NPI).
○ Chez JLCPCB : Nous intégrons l'inspection automatisée directement dans le flux de travail du contrôle qualité, effectuant la vérification des composants BGA et QFN en standard.
2. Quel type de technologie de rayons X utilisez-vous (2D vs 3D/CT) ?
○ Pourquoi demander : Pour les cartes double face, les rayons X 2D de base ont du mal avec « l'ombrage » des composants du côté opposé. La 2,5D ou la 3D CT est essentielle pour une détection précise des défauts dans les assemblages complexes.
○ Chez JLCPCB : Nos installations utilisent des systèmes haute résolution capables de gérer des configurations complexes double face pour garantir une visualisation claire des défauts.
3. Quelles sont vos capacités de rapport ?
○ Pourquoi demander : Un simple « réussi » ne suffit pas pour les projets à haute fiabilité. Vous devez vérifier si le fournisseur fournit des images radiographiques réelles, des cartes thermiques de pourcentage de vides, ou simplement un journal textuel « Réussi/Échoué ». L'accès aux données brutes est crucial pour le débogage des profils de refusion.
○ Chez JLCPCB : Nous croyons en la transparence. Les clients peuvent demander des images radiographiques d'échantillons et des données d'analyse des vides, garantissant que le statut « Réussi » est soutenu par des données objectives de la classe IPC-A-610 2.
4. Quelle est votre stratégie d'échantillonnage standard (100% vs AQL) ?
○ Pourquoi demander : Certains fabricants inspectent seulement 1 carte sur 50 (échantillonnage AQL) pour gagner du temps. Pour les BGA, l'inspection à 100% est souvent préférée pour détecter les anomalies de processus aléatoires.
○ Chez JLCPCB : Nous appliquons l'inspection par rayons X pour tous les composants BGA et QFN afin de vérifier la qualité des joints de soudure, garantissant qu'aucune carte ne quitte la ligne avec des défauts cachés.
5. Vos opérateurs suivent-ils les normes IPC ?
○ Pourquoi demander : Les systèmes automatisés signalent encore les défauts « marginaux » qui nécessitent un jugement humain. Les opérateurs doivent être formés pour distinguer un artefact inoffensif d'un véritable défaut.
○ Chez JLCPCB : Notre équipe d'assurance qualité est formée aux normes IPC-A-610 et IPC-7095 pour prendre des décisions d'acceptation/rejet précises et cohérentes.


Flux de travail du contrôle qualité PCBA de JLCPCB montrant l'intégration des étapes d'inspection SPI, AOI et rayons X.
Tendances futures de la technologie d'inspection par rayons X
Les nouvelles capacités qui transforment le monde de l'inspection par rayons X des PCB sont :
● Classification des défauts basée sur l'IA : Les modèles d'apprentissage profond formés sur des millions d'images de défauts peuvent les classer avec une précision supérieure à 99%, réduisant ainsi le nombre de fausses alertes et la fatigue des opérateurs.
● Micro-foyer à plus haute résolution : De nouveaux types de tubes avec des points focaux <1 μm peuvent offrir un grossissement de 5000 à 10000×, ce qui est très important pour le conditionnement au niveau plaquette Fan-Out (FOWLP).
● Imagerie 3D en temps réel : Les systèmes de rayons X à géométrie inverse dotés de plusieurs détecteurs peuvent obtenir un ensemble de données CT en quelques secondes, rendant ainsi possible une véritable inspection 3D en ligne pour la production de masse.
Résumé : L'inspection par rayons X des PCB est-elle nécessaire pour votre projet ?
Si votre conception comprend des BGA, QFN, LGA ou des CSP à pas ultra-fin, l'inspection par rayons X des PCB n'est pas facultative - elle est obligatoire. L'inspection optique ne peut tout simplement pas vérifier la fiabilité de ces connexions. En comprenant la physique de l'atténuation et les normes, vous pouvez mieux communiquer vos exigences de qualité.
De l'analyse de base des vides en 2D à la reconstruction CT 3D avancée, l'inspection par rayons X fournit les données nécessaires pour garantir la fiabilité. Que vous construisiez de l'électronique grand public ou des contrôleurs industriels, concevoir en pensant à la testabilité - et choisir un fabricant comme JLCPCB qui privilégie la transparence - est la clé du succès.
Prêt à tirer parti d'un contrôle qualité de niveau professionnel ? Explorez le service d'assemblage de PCB de JLCPCB dès aujourd'hui et assurez-vous que vos conceptions BGA et QFN sont construites pour durer.
FAQ
Q1. L'inspection par rayons X endommage-t-elle les composants semi-conducteurs sensibles ?
Dans la plupart des cas, la réponse est non. Les systèmes modernes d'inspection par rayons X utilisés pour la CMS profitent de niveaux de rayonnement très faibles, bien en dessous de la limite qui cause des dommages au silicium ou le piégeage de charges dans la mémoire EEPROM/Flash, facilitant ainsi l'inspection des composants actifs sans risque.
Q2. Quelle est la norme IPC pour les vides admissibles dans l'inspection par rayons X des BGA ?
La norme IPC-A-610 Classe 2 (la norme à laquelle JLCPCB adhère) autorise des vides individuels de 25% de la surface de la bille, ce qui représente 30% de vides cumulés. Les applications de classe 3 ont une norme plus stricte (<15% de vides individuels). Cependant, ces applications nécessitent généralement la mise en place d'accords de fabrication spéciaux.
Q3. En quoi la radiographie 3D (CT) diffère-t-elle de la laminographie ?
Les deux techniques fournissent des informations de profondeur, mais la tomodensitométrie (CT) effectue généralement une rotation complète de l'échantillon à 360 degrés pour une reconstruction volumétrique. La laminographie, quant à elle, effectue un balayage en prenant des couches (tranches) sans effectuer la rotation complète, ce qui la rend plus rapide et plus adaptée aux panneaux PCBA plats dans les environnements de production.
Q4. L'inspection par rayons X peut-elle détecter les microfissures dans les joints de soudure ?
Les microfissures (1-2 μm) peuvent être détectées par la CT à rayons X haute résolution qui révèle des caractéristiques linéaires sombres dans le volume de soudure brillant. Mais pour les fissures extrêmement fines (<1 μm) ou le délaminage, des méthodes de test complémentaires telles que la microscopie acoustique (C-SAM) ou la coupe transversale destructive peuvent être nécessaires.
Q5. En quoi l'inspection automatisée par rayons X (AXI) diffère-t-elle de l'inspection manuelle ?
Les systèmes AXI sont capables de traiter 60 à 200 cartes par heure en utilisant des coordonnées programmées par CAO ainsi qu'une reconnaissance de défauts basée sur l'IA. Les systèmes manuels doivent compter sur le positionnement et l'interprétation de l'image par les opérateurs, ce qui donne un débit de seulement 10 à 30 cartes par heure. Bien que l'inspection manuelle soit moins coûteuse pour les prototypes, l'AXI est incontournable pour la production de masse, même avec un temps de configuration plus long.
Q6. Quelle tension de tube à rayons X est optimale pour les PCB multicouches épais ?
La meilleure plage pour les cartes FR-4 standard de 1,6 mm est de 60 à 80 kV. Pour les cartes multicouches épaisses (3-5 mm) avec du cuivre lourd, 90-130 kV sont nécessaires pour une bonne pénétration. Une pratique courante consiste à augmenter la tension de 10 à 15 kV pour chaque millimètre supplémentaire d'épaisseur afin de garantir le contraste souhaité sans que la pénétration n'aille trop loin.
Continuez à apprendre
Analyse des défaillances des PCB : Comprendre les causes et les solutions
L'analyse des défaillances des circuits imprimés (PCB) est essentielle pour identifier et résoudre les problèmes qui empêchent les appareils électroniques de fonctionner. Les PCB sont extrêmement complexes et comportent de nombreuses couches de circuits qui interagissent entre elles, ce qui rend difficile la compréhension de la raison pour laquelle quelque chose ne fonctionne pas. Un composant endommagé peut entraîner la panne de l'ensemble du système. En effectuant une analyse des défaillances, les f......
Principe de fonctionnement de la détection AOI
1 Qu'est-ce que la détection AOI ? L'inspection optique automatisée (AOI) est une technologie qui utilise des principes optiques et des techniques de traitement d'image pour inspecter les joints de soudure des composants sur les cartes PCBA. Elle permet d'identifier rapidement les défauts subtils des joints de soudure, surmontant ainsi efficacement les limites de l'inspection visuelle manuelle. (Source de l'image : Internet) #2 Principe de fonctionnement de la détection AOI L'équipement de détection A......
Inspection Optique Automatisée (AOI) : Principes, Défauts et Applications sur les Circuits Imprimés
Qu'est-ce que l'inspection optique automatisée (AOI) ? L'inspection optique automatisée (AOI) est une méthode d'inspection basée sur des machines qui utilise des caméras haute résolution, un éclairage contrôlé et un logiciel de traitement d'image pour détecter automatiquement les défauts visuels sur les circuits imprimés (PCB). Elle est largement utilisée dans la fabrication et l'assemblage de PCB pour inspecter les composants, les joints de soudure et les motifs conducteurs sans contact physique. En ......
Test par sonde volante : Révolutionner l'assurance qualité des circuits imprimés dans la fabrication électronique moderne
Le processus de fabrication des circuits imprimés (PCB) comprend une phase de test critique. Chaque carte doit subir des tests pour garantir que les fabricants détectent tout problème électrique ou de circuit avant de quitter le centre. Lorsqu'un PCB réussit ce test, cela garantit en outre qu'il fonctionne de manière fiable. Les méthodes de test les plus courantes incluent le test en circuit (ICT) et le test par sonde volante (FPT). 6 sondes de haute précision (aiguilles), 4 sur le dessus et 2 sur le ......
Décharge Électrostatique (DES) : La Menace Cachée pour l'Électronique
Il est possible que votre prochain appareil électronique soit déployé dans une zone où il est exposé à des hautes tensions ou à l'électricité statique. Dans ces cas, la vulnérabilité d'un système aux décharges électrostatiques (ESD) doit être déterminée par des tests et des simulations. Une décharge électrostatique (ESD) est le transfert soudain d'électricité statique d'un objet à un autre. Ce phénomène se produit lorsqu'il existe une différence de potentiel électrique entre deux surfaces, entraînant ......
Quels sont les différents types de tests SMT dans l'assemblage de PCB
Les solutions électroniques complètes qui visent à minimiser la taille et l'espace utilisent des composants montés en surface. Bien que les composants CMS fonctionnent de manière similaire aux composants traversants, ils sont généralement choisis en raison de leur petite taille et de leur compatibilité avec les assemblages des deux côtés. Lors du développement pour la fabrication de masse, le coût est également le problème principal en raison de leur faible coût, ce qui nous permet de les utiliser en ......