
Röntgenprüfung von Leiterplatten erklärt: Zerstörungsfreie Prüfung für die Qualitätskontrolle der Leiterplattenbestückung
15 min
- Was ist die PCB-Röntgenprüfung?
- Warum die Röntgenprüfung für moderne PCBs unerlässlich ist
- Wie die PCB-Röntgenprüfung funktioniert
- PCB-Komponenten, die eine Röntgenprüfung erfordern
- Häufige Defekte, die durch die PCB-Röntgenprüfung erkannt werden
- PCB-Röntgenprüfung im Vergleich zu anderen Prüfmethoden
- IPC-Standards und Akzeptanzkriterien für die Röntgenprüfung
- Grenzen der PCB-Röntgenprüfung
- Technische Spezifikationen und Auswahlkriterien für die SMT-Röntgenprüfung
- Auswahl eines PCB-Bestückungsdienstleisters mit Röntgenfähigkeit
- Zukünftige Trends in der Röntgenprüftechnologie
- Zusammenfassung: Ist die PCB-Röntgenprüfung für Ihr Projekt notwendig?
- Häufig gestellte Fragen (FAQs)
Im Zeitalter der Miniaturisierung stehen moderne Leiterplatten (PCBs) vor einer unsichtbaren Herausforderung: der Überprüfung der Qualität von Lötstellen, die sich unter Bauteilen verbergen. Bei Ball-Grid-Array-Gehäusen (BGA) mit Rastermaßen bis zu 0,3 mm und Quad-Flat-No-lead-Bauteilen (QFN), die kritische thermische Verbindungen verbergen, sind herkömmliche optische Methoden blind für die kritischsten Fehlerstellen.
Die PCB-Röntgenprüfung hat sich als die definitive Lösung etabliert. Dieser Leitfaden untersucht die technischen Grundlagen, Anwendungen und Akzeptanzkriterien der Röntgenprüfung und befähigt Ingenieure, die Fertigungszuverlässigkeit sicherzustellen.
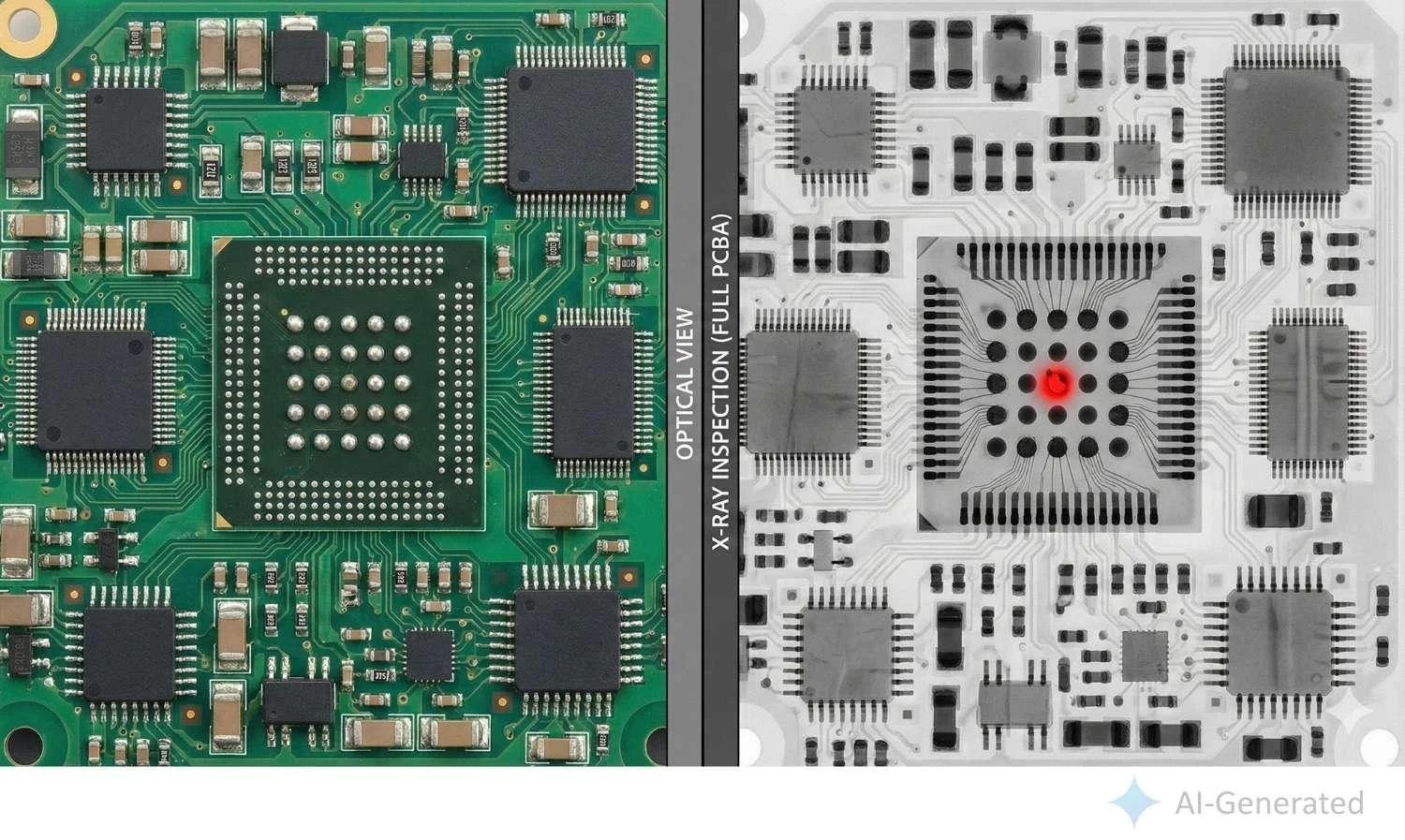
Die PCB-Röntgenprüfung zeigt versteckte Lötstellen und Lunker unter einem BGA-Bauteil.
Was ist die PCB-Röntgenprüfung?
Die PCB-Röntgenprüfung, auch bekannt als Automatisierte Röntgenprüfung (AXI), ist eine zerstörungsfreie Prüftechnik (NDT), die bei der PCB-Bestückung eingesetzt wird, um innere Merkmale zu bewerten, die für die optische Inspektion nicht sichtbar sind.
AXI verwendet Röntgenstrahlen, um PCB-Materialien und elektronische Bauteile zu durchdringen, und erzeugt Durchstrahlungsbilder, die innere Strukturen wie versteckte Lötstellen unter BGA-, QFN- oder LGA-Gehäusen, die Lotfüllqualität in Durchkontaktierungen und interne Bonddrähte sichtbar machen.
Im Gegensatz zur Automatisierten Optischen Inspektion (AOI), die nur sichtbare Oberflächenmerkmale mit reflektiertem Licht prüft, ermöglicht die Röntgenprüfung die Erkennung von Defekten unter der Oberfläche, einschließlich Lunker, unzureichendem Lot, Lotbrücken und Fehlausrichtungen.
Folglich spielt die PCB-Röntgenprüfung eine entscheidende Rolle bei der Sicherstellung der Zuverlässigkeit von Lötstellen, insbesondere bei hochdichten, feinrasternden und fortschrittlichen Gehäusetechnologien.
Warum die Röntgenprüfung für moderne PCBs unerlässlich ist
Mit zunehmender Dichte verschwindet die „Sichtlinie". Die Implementierung der PCB-Röntgenprüfung verbessert die Fertigungsqualität durch mehrere entscheidende Vorteile:
● Versteckte Lötstellen: BGAs, CSPs und Flip-Chips haben Lötstellen vollständig unter dem Gehäuse, was sie für die optische Inspektion unsichtbar macht.
● Hohe Dichte: 01005-Passivbauteile und hochdichte Verbindungen (HDI) erfordern eine Präzision, die die manuelle Inspektion nicht bieten kann.
● Zuverlässigkeit: Für die Industrie- und Automobilkunden von JLCPCB ist die Überprüfung des Lunkeranteils entscheidend, um thermische Ausfälle zu verhindern.
● Frühe Fehlererkennung und Ausbeuteverbesserung: Die Identifizierung innerer Defekte wie Lunker oder Brücken vor dem Funktionstest verhindert teuren Ausschuss und Nacharbeit. Das frühzeitige Erkennen von Problemen steigert die Erstausbeute (FPY) erheblich.
● Rückkopplungsschleife zur Prozessoptimierung: Röntgendaten liefern quantitative Rückmeldungen an die SMT-Linie. Steigt die Lunkerrate, können Ingenieure sofort die Reflow-Profile oder Schablonenöffnungen anpassen und so Defektausbrüche verhindern.
Wie die PCB-Röntgenprüfung funktioniert
Grundprinzip der Röntgenbildgebung
Die Röntgenprüfung von Leiterplatten basiert auf der unterschiedlichen Absorption von Röntgenstrahlen. Wenn Photonen (30-160 keV) eine PCBA durchdringen, absorbieren Materialien sie basierend auf ihrer Ordnungszahl (Z) und Dichte.
● Hohe Dämpfung (Hellweiß): Bleifreie Lotlegierungen (SAC305: Zinn-Silber-Kupfer) mit Ordnungszahlen von 50 (Sn), 47 (Ag) und 29 (Cu).
● Mäßige Dämpfung (Grau): Kupferleiterbahnen (Z = 29).
● Niedrige Dämpfung (Dunkel): Die Röntgenabsorption des FR-4-Substratmaterials und des Siliziumchips (Z = 14) ist so gering, dass sie als die dunkelsten Teile des Bildes erscheinen.
Dieser Dämpfungsunterschied erzeugt Graustufenbilder, in denen Lötstellen, Bauteilanschlüsse und innere Strukturen sichtbar werden. Der Bildkontrast folgt dem Lambert-Beerschen Gesetz:
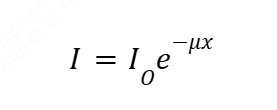
Wobei I die transmittierte Intensität, I0 die einfallende Intensität, 𝜇 der lineare Schwächungskoeffizient und x die Materialdicke ist.
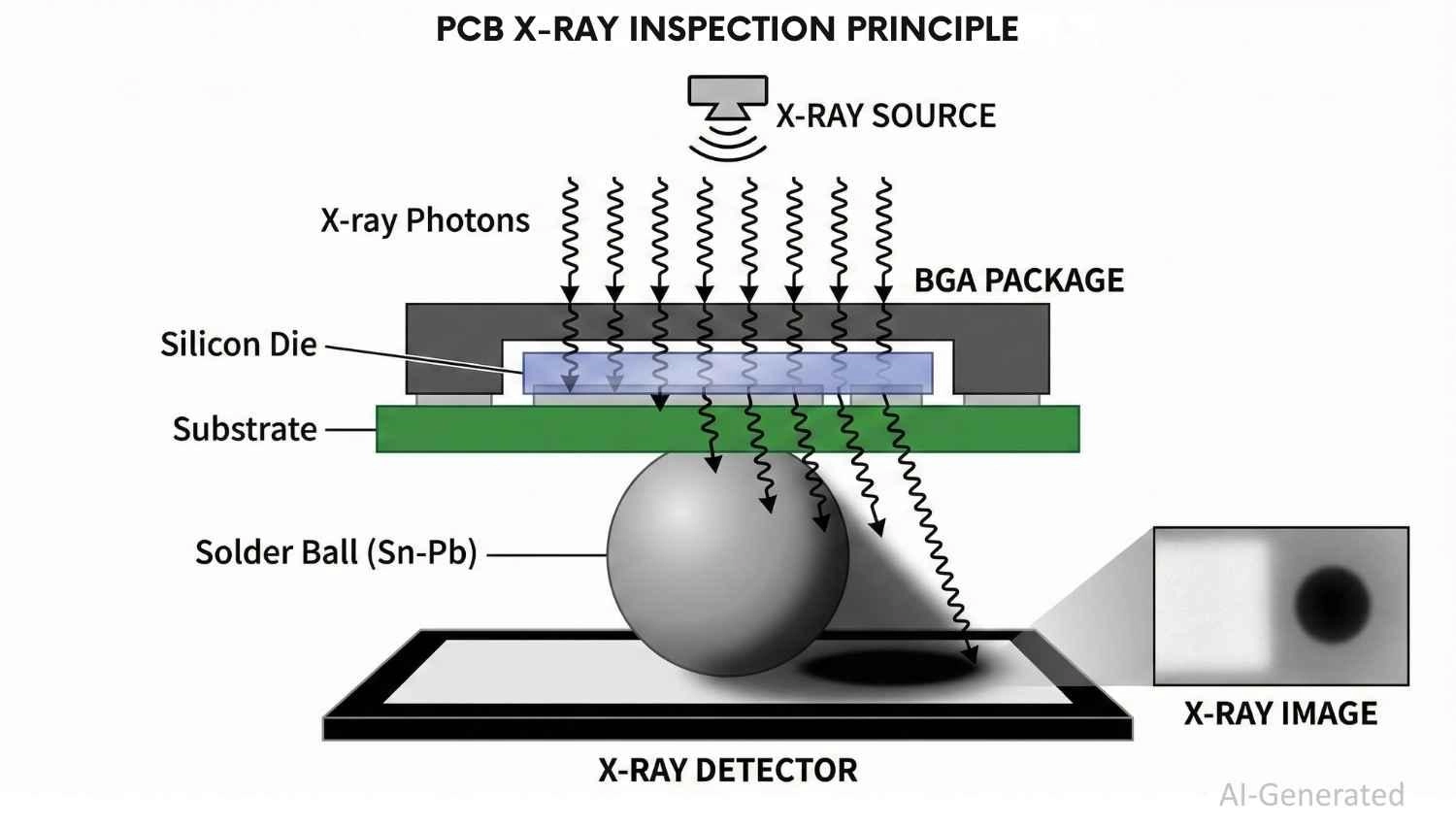
Röntgenprüfung, die die Unterschiede in der Photonendämpfung zwischen Siliziumchip und Zinn-Blei-Lötstellen zeigt.
2D-Röntgen- vs. 3D-CT-Röntgenprüfung
| Merkmal | 2D-Röntgen | 3D-Röntgen / CT |
|---|---|---|
| Methodik | Einwinkelprojektion (Schattenbild) | Mehrfachprojektionen + volumetrische Rekonstruktion |
| Auflösung | 3-5 μm | 0,5-2 μm |
| Prüfgeschwindigkeit | 60-200 Platinen/Stunde | 5-20 Platinen/Stunde |
| Lunkererkennungsgenauigkeit | ±3-5% | ±1-2% |
| Schichtunterscheidung | Begrenzt (Überlappende Merkmale) | Hervorragend (Isolierte Schichten) |
| Kostenrahmen | $80K - $250K | $350K - $800K+ |
| Beste Anwendung | Hochvolumige Inline-Prüfung | Fehleranalyse, F&E, komplexe PCBA |
PCB-Komponenten, die eine Röntgenprüfung erfordern
BGA-Röntgenprüfung
Ball Grid Arrays sind der Haupttreiber für die Einführung der Röntgentechnik. Die Prüfung verifiziert:
● Kugelform: Sicherstellung einer gleichmäßigen Kollabierung beim Reflow.
● Ausrichtung: Überprüfung auf Versatz zwischen der BGA-Kugel und dem PCB-Pad.
● Lunkerbildung: Quantifizierung von Gaseinschlüssen innerhalb der Lotkugel.
QFN / LGA Röntgenprüfung
Bei gehäuselosen Bauteilen liegt der kritische Fokus auf dem Thermal Pad.
● Masseverbindung: Sicherstellung, dass das große zentrale Pad mit der PCB-Massefläche verlötet ist.
● Hohlkehlenprüfung: Überprüfung der Benetzung an den Seitenwandanschlüssen, wobei das Röntgen hauptsächlich das Lotvolumen darunter misst.
Durchkontaktierte und mehrschichtige Leiterplatten
Röntgenstrahlen durchdringen das Platinensubstrat, um die Integrität der durchkontaktierten Löcher (PTH) zu prüfen.
● Schachtfüllung: Bestätigung, dass das Lot >75% der vertikalen Schachthöhe gefüllt hat (gemäß IPC Klasse 2).
● Lagenausrichtung: Bei mehrschichtigen Platinen (bis zu 32 Lagen bei JLCPCB) stellt Röntgen sicher, dass Bohrlöcher perfekt mit den inneren Kupferringen ausgerichtet sind.
Häufige Defekte, die durch die PCB-Röntgenprüfung erkannt werden
1. Lunker und Lunkeranteil
Lunker sind Lufteinschlüsse, die während des Reflow-Prozesses eingeschlossen werden. Die Ball-Grid-Array-Prüfung ist der Haupttreiber für die Einführung der Röntgentechnik. Moderne BGAs mit 0,4 mm Rastermaß erzeugen Lötstellen, die vollständig vor optischer Sicht verborgen sind.
● Risiko: Hohe Lunkerbildung verringert die Wärmeleitfähigkeit und mechanische Festigkeit.
● Messung:
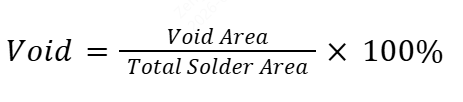
2. Offene Lötstellen und Head-in-Pillow (HiP)
Offene Lötstellen (Nichtbenetzung): Eine offene Lötstelle liegt vor, wenn eine vollständige physische Trennung zwischen dem Bauteilanschluss und dem PCB-Pad besteht. Auf einem Röntgenbild erscheint dies typischerweise als perfekt runde Lotkugel (was darauf hindeutet, dass sie nicht benetzt und auf dem Pad kollabiert ist) oder mit einem deutlich kleineren Durchmesser als benachbarte funktionale Lötstellen.
Head-in-Pillow (HiP): Ein berüchtigter und subtiler Defekt, bei dem die BGA-Kugel auf der Lotpaste ruht, aber nicht verschmilzt, oft verursacht durch Bauteilverzug oder Oxidation. Im Gegensatz zu einer vollständigen Unterbrechung erzeugt HiP eine intermittierende elektrische Verbindung. Röntgen erkennt dies, indem es eine deutliche „Taille" oder Trennlinie im Lotprofil identifiziert, die für die optische Inspektion unsichtbar ist.
3. Lotbrücken und Kurzschlüsse
Brücken erscheinen als helle weiße Bänder, die benachbarte Pads verbinden. Röntgen ist die einzige Möglichkeit, Brücken unter BGAs oder Abschirmbechern zu erkennen.
4. Unzureichendes oder übermäßiges Lot
Durch die Analyse der Graustufendichte (Dicke) bestimmen Algorithmen, ob eine Lötstelle „ausgehungert" (unzureichendes Lotvolumen) oder aufgebläht (übermäßig) ist, was zu Kurzschlüssen führen könnte.
5. Lunkerbildung im QFN-Thermalpad
Quad-Flat-No-lead-Gehäuse konzentrieren Verbindungen auf einem zentralen Massepad. Übermäßige Lunkerbildung (>20-30%) beeinträchtigt die Wärmeableitung. Die Röntgenbildgebung misst das tatsächliche Lotvolumen und die Benetzungswinkel entlang der Bauteilkante.
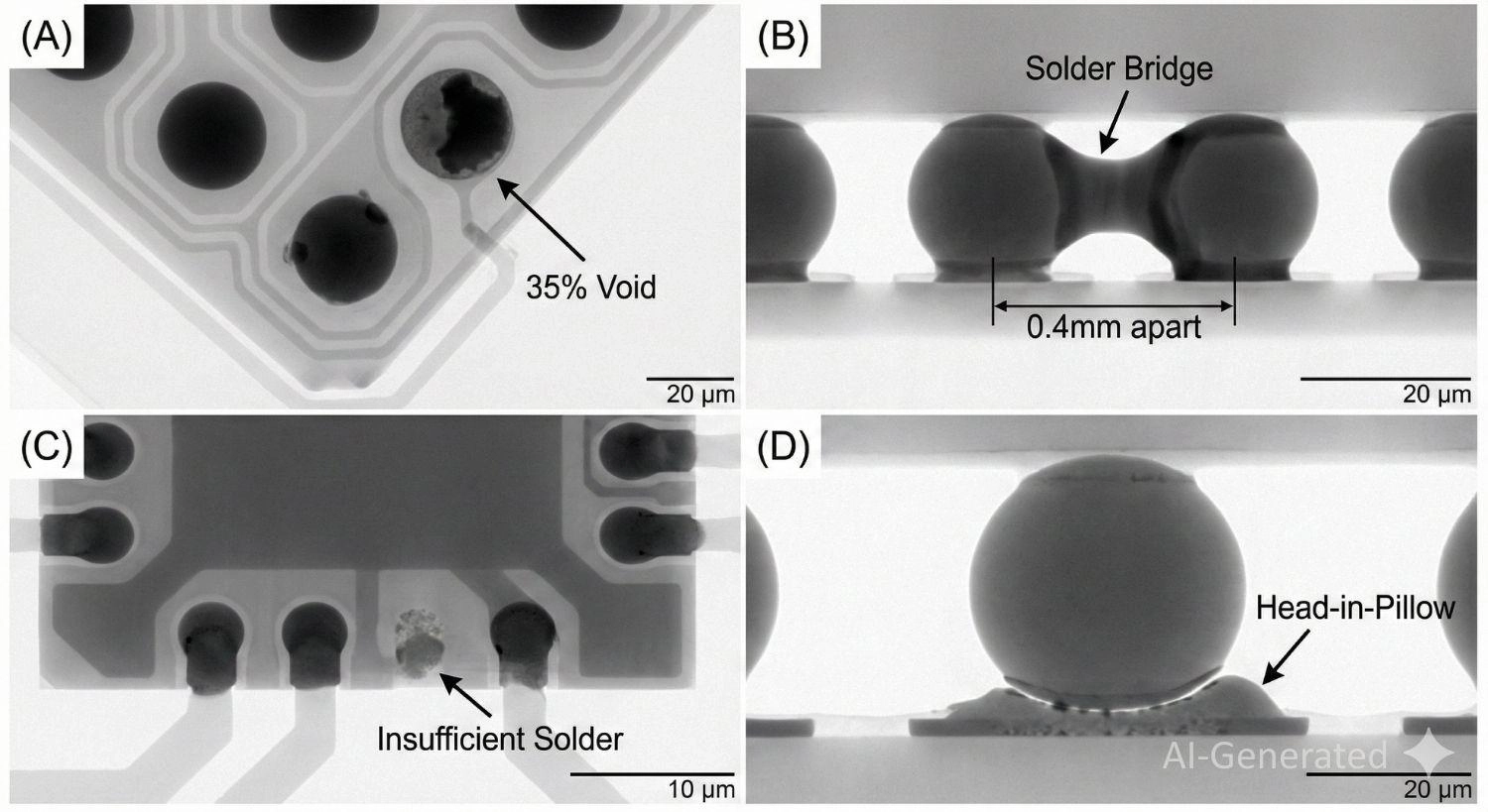
Röntgenprüfbild, das typische SMT-Bestückungsfehler zeigt, einschließlich BGA-Lunker, Lotbrücken und Head-in-Pillow-Defekte.
PCB-Röntgenprüfung im Vergleich zu anderen Prüfmethoden
Röntgenprüfung vs. AOI (Automatisierte Optische Inspektion)
● AOI: Verwendet Kameras/Licht. Am besten geeignet für Bauteilpräsenz, Polarität und sichtbare Lötverrundungen (0201, SOIC). Kann nicht unter Gehäuse sehen.
● Röntgen: Verwendet Photonen. Unverzichtbar für BGA/QFN. Langsamer als AOI.
Röntgenprüfung vs. ICT (In-Circuit-Test)
● ICT: Verwendet elektrische Sonden. Überprüft Widerstand, Kapazität und Logik. Findet „tote" Teile oder harte Kurzschlüsse.
● Röntgen: Überprüft die physische Struktur. Findet „grenzwertige" Lötstellen (wie HiP oder übermäßige Lunkerbildung), die den ICT elektrisch bestehen könnten, aber später mechanisch versagen.
Wann die Röntgenprüfung notwendig ist – und wann nicht
● Notwendig: BGAs, LGAs, CSPs, QFNs mit Thermalpads, Metall-Abschirmbecher.
● Nicht notwendig: Einfache SMT-Bauteile (Widerstände/Kondensatoren) und SOIC-Gehäuse, bei denen die optische Inspektion (AOI) eine ausreichende Abdeckung schneller und kostengünstiger bietet.
IPC-Standards und Akzeptanzkriterien für die Röntgenprüfung
Relevante IPC-Standards
● IPC-A-610: „Akzeptanz von elektronischen Baugruppen".
● IPC-7095: „Design- und Montageprozessimplementierung für BGAs".
Richtlinien zur Lunkerakzeptanz für BGA und QFN (IPC Klasse 2)
| Fehlertyp | IPC Klasse 2 (Standard) | IPC Klasse 3 (Hohe Zuverlässigkeit) |
|---|---|---|
| BGA-Kugellunker % (Einzeln) | <25% | <15% |
| BGA-Kugellunker % (Kumulativ) | <30% | <20% |
| Thermalpad-Lunker % | <30% | <20% |
| Lotbrücken | Nicht akzeptabel | Nicht akzeptabel |
| Unzureichendes Lot (Abdeckung) | >75% Anschlussabdeckung | >90% Anschlussabdeckung |
| Bauteilfehlausrichtung | <50% der Elektrodenbreite | <25% der Elektrodenbreite |
Die Qualitätskontrollstandards von JLCPCB folgen den IPC-Klasse-2-Kriterien mit strenger Einhaltung in allen Bestückungsklassen. So garantieren wir durch Robotik und Konsumanwendungen die Qualität unserer Produkte oder Dienstleistungen.
Grenzen der PCB-Röntgenprüfung
Was Röntgen nicht erkennen kann
● Elektrische Logik: Es kann nicht feststellen, ob ein Chip intern defekt oder leer ist, sondern nur, ob er korrekt verlötet ist.
● Null-Kontrast-Materialien: Aluminium-Bonddrähte auf Aluminium-Pads (üblich in einigen COB-Technologien) sind ohne ein fortschrittliches Phasenkontrast-Röntgengerät schwer abzubilden.
● Kalte Lötstellen (manchmal): Wenn die Lotform perfekt ist, aber die metallurgische Verbindung schwach, könnte das Röntgenbild dies übersehen (im Gegensatz zu physikalischen Zugversuchen).
Kosten- und Durchsatzüberlegungen
● Engpass: Röntgen ist deutlich langsamer als AOI. Eine 100%ige Röntgenprüfung ist oft bestimmten Bauteilen (BGAs) vorbehalten, nicht der gesamten Platine, um den Liniendurchsatz aufrechtzuerhalten.
● Interpretation: Während KI sich verbessert, erfordern komplexe Bilder (wie CT-Rekonstruktionen) oft noch die Überprüfung durch erfahrene Bediener.
Technische Spezifikationen und Auswahlkriterien für die SMT-Röntgenprüfung
Wichtige Leistungsparameter von SMT-Röntgenprüfsystemen
Auflösung: Sie wird beeinflusst durch die Größe des Röntgenbrennflecks (1-10 μm) und den Abstand der Detektorpixel. Die höchste nutzbare Vergrößerung liegt etwa beim 1000-fachen der Brennfleckgröße.
Röhrenspannung: Auswahl basierend auf der Probendicke:
○ 30-50 kV: Dünne PCB-Baugruppen (<1 mm) mit niedrigem Kupferanteil.
○ 60-90 kV: Standard-SMT-Baugruppen (1,6 mm FR-4).
○ 100-160 kV: Dicke und mehrschichtige Platinen (3-5 mm) mit hohem Kupferanteil.
Detektortechnologie: Flachbilddetektoren (amorphes Silizium oder CMOS) werden aufgrund ihrer hervorragenden Bildkonsistenz und Linearität gegenüber der älteren Bildverstärkertechnologie bevorzugt.
Die unten gezeigten typischen Werte sind Richtbereiche. Die tatsächliche Leistung hängt von der Systemarchitektur, der Brennfleckgröße, der Detektorauflösung und dem Prüfmodus (2D vs. CT) ab.
| Anwendung | Erforderliche Auflösung | Vergrößerungsbereich | Röhrenspannung |
|---|---|---|---|
| BGA <0,4 mm Rastermaß | 2-3 μm | 500-1500X | 60-90 kV |
| Standard SMT (>0,5 mm) | 5-8 μm | 100-800X | 50-80 kV |
| Hochleistungsmodule | 5-10 μm | 50-500X | 80-130 kV |
| Luftfahrt/Medizin (CT) | <1 μm | 1000-2000X | 90-160 kV |
Auswahl eines PCB-Bestückungsdienstleisters mit Röntgenfähigkeit
Bei der Suche nach einem PCB-Bestückungsservice stellen Sie die richtigen Fragen, um die Sicherheit Ihrer BGA-Designs zu gewährleisten.
Was Sie Ihren PCB-Bestückungslieferanten zur Röntgenprüfung fragen sollten
1. Ist die Röntgenprüfung inline oder offline?
○ Warum fragen: Inline ermöglicht eine 100%ige Prüfung kritischer Teile in der Massenproduktion ohne Engpässe. Offline wird typischerweise für Stichproben oder detaillierte Fehleranalysen (NPI) verwendet.
○ Bei JLCPCB: Wir integrieren die automatisierte Prüfung direkt in den Qualitätskontrollworkflow und führen die Überprüfung von BGA- und QFN-Bauteilen als Standardleistung durch.
2. Welche Röntgentechnologie verwenden Sie (2D vs. 3D/CT)?
○ Warum fragen: Bei doppelseitigen Platinen hat die einfache 2D-Röntgentechnik Probleme mit „Verschattungen" durch Bauteile auf der gegenüberliegenden Seite. 2,5D oder 3D CT ist für eine genaue Fehlererkennung in komplexen Baugruppen unerlässlich.
○ Bei JLCPCB: Unsere Anlagen nutzen hochauflösende Systeme, die komplexe, doppelseitige Layouts handhaben können, um eine klare Fehlervisualisierung zu gewährleisten.
3. Wie sind Ihre Berichtsfunktionen?
○ Warum fragen: Ein einfaches „Bestanden" reicht für Projekte mit hohen Zuverlässigkeitsanforderungen nicht aus. Sie müssen überprüfen, ob der Lieferant tatsächliche Röntgenbilder, Lunkeranteil-Wärmekarten oder lediglich ein textbasiertes „Bestanden/Nicht bestanden"-Protokoll bereitstellt. Der Zugang zu Rohdaten ist entscheidend für das Debuggen von Reflow-Profilen.
○ Bei JLCPCB: Wir glauben an Transparenz. Kunden können Muster-Röntgenbilder und Lunkeranalysedaten anfordern, um sicherzustellen, dass der Status „Bestanden" durch objektive IPC-A-610-Klasse-2-Daten gestützt wird.
4. Was ist Ihre Standard-Stichprobenstrategie (100% vs. AQL)?
○ Warum fragen: Einige Hersteller prüfen nur 1 von 50 Platinen (AQL-Stichprobe), um Zeit zu sparen. Bei BGAs wird oft eine 100%ige Prüfung bevorzugt, um zufällige Prozessanomalien zu erfassen.
○ Bei JLCPCB: Wir wenden die Röntgenprüfung für alle BGA- und QFN-Bauteile an, um die Lötstellenqualität zu überprüfen und sicherzustellen, dass keine Platine mit versteckten Defekten die Linie verlässt.
5. Befolgen Ihre Bediener die IPC-Standards?
○ Warum fragen: Automatisierte Systeme markieren immer noch „grenzwertige" Defekte, die menschliches Urteilsvermögen erfordern. Bediener müssen geschult sein, um zwischen einem harmlosen Artefakt und einem echten Defekt zu unterscheiden.
○ Bei JLCPCB: Unser Qualitätssicherungsteam ist in den Standards IPC-A-610 und IPC-7095 geschult, um genaue, konsistente Annahme-/Ablehnungsentscheidungen zu treffen.


JLCPCB PCBA-Qualitätskontroll-Workflow, der die Integration von SPI-, AOI- und Röntgenprüfstufen zeigt.
Zukünftige Trends in der Röntgenprüftechnologie
Die neuen Fähigkeiten, die die Welt der PCB-Röntgenprüfung verändern, sind:
● KI-gestützte Defektklassifizierung: Deep-Learning-Modelle, die mit Millionen von Defektbildern trainiert wurden, können diese mit einer Genauigkeit von über 99% klassifizieren, wodurch die Anzahl von Fehlalarmen und die Ermüdung der Bediener reduziert werden.
● Höher auflösende Mikrofokus-Röhren: Neue Röhrentypen mit <1 μm Brennfleck können 5000-10000× Vergrößerung bieten, was für Fan-Out-Wafer-Level-Packaging (FOWLP) sehr wichtig ist.
● Echtzeit-3D-Bildgebung: Inverse Geometrie-Röntgensysteme mit mehreren Detektoren können in Sekunden einen CT-Datensatz erfassen und ermöglichen so eine echte Inline-3D-Prüfung für die Massenproduktion.
Zusammenfassung: Ist die PCB-Röntgenprüfung für Ihr Projekt notwendig?
Wenn Ihr Design BGAs, QFNs, LGAs oder ultrafeine CSPs umfasst, ist die PCB-Röntgenprüfung nicht optional – sie ist zwingend erforderlich. Die optische Inspektion kann die Zuverlässigkeit dieser Verbindungen schlichtweg nicht überprüfen. Durch das Verständnis der Physik der Dämpfung und der Standards können Sie Ihre Qualitätsanforderungen besser kommunizieren.
Von der einfachen 2D-Lunkeranalyse bis zur fortschrittlichen 3D-CT-Rekonstruktion liefert die Röntgenprüfung die Daten, die zur Gewährleistung der Zuverlässigkeit erforderlich sind. Egal, ob Sie Unterhaltungselektronik oder Industrieregler bauen, das Design mit Blick auf Prüfbarkeit – und die Wahl eines Herstellers wie JLCPCB, der Transparenz priorisiert – ist der Schlüssel zum Erfolg.
Bereit, professionelle Qualitätskontrolle zu nutzen? Entdecken Sie noch heute den PCB-Bestückungsservice von JLCPCB und stellen Sie sicher, dass Ihre BGA- und QFN-Designs für die Ewigkeit gebaut sind.
Häufig gestellte Fragen (FAQs)
F1. Beschädigt die Röntgenprüfung empfindliche Halbleiterbauteile?
In den meisten Fällen lautet die Antwort nein. Die modernen Röntgenprüfsysteme, die für SMT verwendet werden, nutzen sehr niedrige Strahlungsniveaus, die weit unter der Grenze liegen, die Schäden an Silizium oder Ladungseinfang in EEPROM/Flash-Speichern verursacht, und ermöglichen so die Prüfung aktiver Bauteile ohne Risiko.
F2. Was ist der IPC-Standard für zulässige Lunkerbildung bei der BGA-Röntgenprüfung?
Die IPC-A-610 Klasse 2 (der Standard, den JLCPCB einhält) erlaubt einzelne Lunker von 25% der Kugelfläche, was einer kumulativen Lunkerbildung von 30% entspricht. Anwendungen der Klasse 3 haben einen strengeren Standard (<15% einzelne Lunker). Diese Anwendungen erfordern jedoch in der Regel spezielle Fertigungsvereinbarungen.
F3. Wie unterscheidet sich 3D-Röntgen (CT) von der Laminographie?
Beide Techniken liefern Tiefeninformationen, aber die Computertomographie (CT) führt in der Regel eine vollständige 360-Grad-Drehung der Probe für die volumetrische Rekonstruktion durch. Die Laminographie hingegen scannt, indem sie Schichten (Schnitte) aufnimmt, ohne die vollständige Drehung durchzuführen, was sie schneller und besser geeignet für flache PCBA-Panels in Produktionsumgebungen macht.
F4. Kann die Röntgenprüfung Mikrorisse in Lötstellen erkennen?
Mikrorisse (1-2 μm) können durch hochauflösende Röntgen-CT erkannt werden, die dunkle lineare Merkmale innerhalb des hellen Lotvolumens zeigt. Bei extrem feinen Rissen (<1 μm) oder Delamination können jedoch ergänzende Prüfmethoden wie akustische Mikroskopie (C-SAM) oder zerstörendes Querschleifen erforderlich sein.
F5. Wie unterscheidet sich die Automatisierte Röntgenprüfung (AXI) von der manuellen Prüfung?
AXI-Systeme können 60-200 Platinen pro Stunde verarbeiten, indem sie CAD-programmierte Koordinaten zusammen mit KI-basierter Defekterkennung verwenden. Manuelle Systeme müssen sich auf die Bildpositionierung und -interpretation durch die Bediener verlassen, was zu einem Durchsatz von nur 10-30 Platinen pro Stunde führt. Obwohl die manuelle Prüfung für Prototypen kostengünstiger ist, ist AXI für die Massenproduktion unvermeidlich, selbst bei längerer Einrichtungszeit.
F6. Welche Röntgenröhrenspannung ist optimal für dicke mehrschichtige Leiterplatten?
Der beste Bereich für Standard-1,6-mm-FR-4-Platinen liegt bei 60-80 kV. Für dicke mehrschichtige Platinen (3-5 mm) mit starkem Kupfer sind 90-130 kV für eine gute Durchdringung erforderlich. Eine gängige Praxis ist es, die Spannung für jeden zusätzlichen Millimeter Dicke um 10-15 kV zu erhöhen, um den gewünschten Kontrast zu gewährleisten, ohne dass die Durchdringung zu weit geht.