
Anneaux Annuaires dans la Conception de PCB : Connexions de Via Fiables
16 min
- Au-delà de la Formule de Base : Ce qui Détermine Réellement la Largeur de Votre Anneau
- Exigences de l'IPC-6012 pour l'Anneau Annulaire : Ce que la Spécification Dit Réellement
- Analyse de l'Accumulateur de Tolérances : Où Va Votre Budget d'Anneau
- Densité de Routage vs Intégrité de l'Anneau : Le Compromis BGA
- Teardrops : La mise à niveau gratuite de la fiabilité que vous devriez toujours utiliser
- Réalités de la fabrication : Perçage, plaquage et inspection
- Intégration DFM : Détecter les problèmes avant la production
- L’approche de précision de JLCPCB pour la fabrication des anneaux annulaires
- Conclusion
- FAQ (Questions Fréquemment Posées)
Nous avons une question qui mérite d'être posée : quand avez-vous réellement calculé la taille du pire anneau annulaire de votre PCB, y compris toutes les tolérances de fabrication ? Si vous répondez, "pas récemment", vous n'êtes certainement pas seul. Bien souvent, nous ajustons simplement la taille des pastilles selon les paramètres par défaut de l'EDA ou ce que nous avons déjà utilisé, sans vérifier si ce chiffre correspond réellement au décalage du foret, à la mauvaise alignement des couches, et à la compensation de l'attaque. La seule connexion mécanique et électrique entre le baril du via plaqué et les pastilles en cuivre de chaque couche est ce mince anneau de cuivre autour de tous les trous percés.
Personne ne le remarque tant qu'il est suffisant. Si cet anneau est marginal, vous aurez des pannes intermittentes qui resteront invisibles et perturberont les ingénieurs de production plusieurs mois plus tard. Aujourd'hui, nous allons aller au-delà de la définition de base. Nous allons déconstruire l'accumulation des tolérances, qui détermine en réalité votre marge d'anneau annulaire, examiner les exigences de la classe IPC-6012 (et leur donner toute leur importance), et aussi passer en revue des techniques de conception qui équilibrent la densité de routage et la robustesse de fabrication.
Au-delà de la Formule de Base : Ce qui Détermine Réellement la Largeur de Votre Anneau
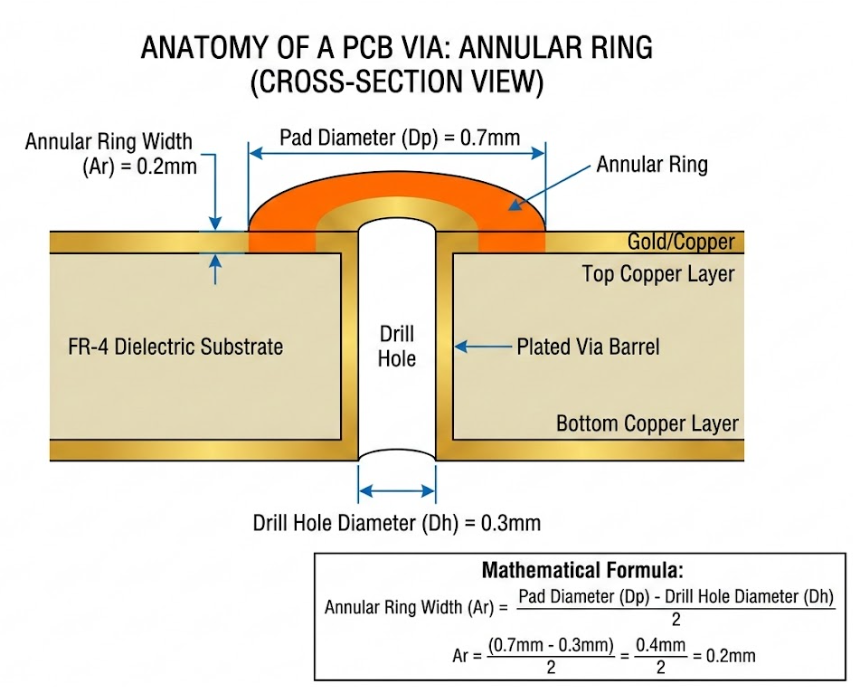
Vous pouvez le calculer vous-même : la largeur des anneaux annulaires est la moitié de la différence entre le diamètre de la pastille et le diamètre du foret. Une pastille de 0,7 mm de profondeur et un foret de 0,3 mm donne ainsi, de chaque côté, 0,2 mm, soit environ 8 mils. Le problème est que ce petit calcul n'est qu'une valeur nominale, pas celle que vous obtiendrez après toute la chaîne de fabrication. L'anneau annulaire réel est en fait la valeur nominale moins le total de toutes les tolérances qui s'ajoutent au processus.
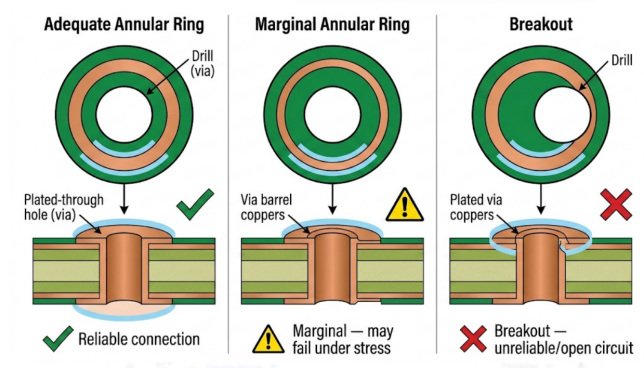
L'anneau fait deux tâches simultanément. D'un point de vue électrique, il représente la zone de contact du baril électroplaqué avec la pastille de cuivre sur chaque couche ; il influence directement la résistance du via et la quantité réelle de courant qui peut le traverser. D'un point de vue mécanique, il maintient le via en place sur le laminate et lutte contre le décollage de la pastille lorsque le foret thermique est appliqué, et que le cuivre et l'FR-4 ont des taux d'expansion différents, exerçant une pression sur le contact baril-pastille.
Les problèmes se manifesteront lorsque l'anneau sera seulement marginalement suffisant. Le via peut passer l'électroplaquage, la refusion et paraître correct pendant quelques semaines, pour ensuite commencer à rencontrer des ouvertures intermittentes après quelques cycles thermiques. Cela est dû au fait que la petite connexion en cuivre commence à s'éroder avec le temps. Ces types de défauts, cachés mais conformes à l'IPC 6012, sont précisément ceux que les spécifications plus strictes visent à éviter dans les situations de la classe 3.
Exigences de l'IPC-6012 pour l'Anneau Annulaire : Ce que la Spécification Dit Réellement
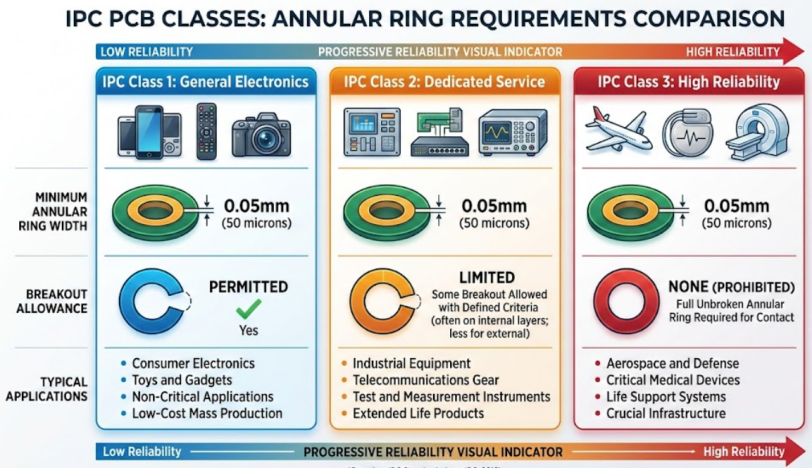
L'IPC-6012 définit les exigences minimales d'anneau annulaire sur trois classes de produits, mais les chiffres à eux seuls ne racontent pas toute l'histoire.
| Paramètre | Classe 1 (Général) | Classe 2 (Service dédié) | Classe 3 (Haute fiabilité) |
|---|---|---|---|
| Anneau Annulaire Min (Externe) | 0,050 mm (2 mils) | 0,050 mm (2 mils) | 0,050 mm (2 mils) |
| Anneau Annulaire Min (Interne) | 0,050 mm (2 mils) | 0,050 mm (2 mils) | 0,050 mm (2 mils) |
| Éclatement autorisé (Externe) | Oui, 90° | Oui, 90° | Aucun éclatement |
| Éclatement autorisé (Interne) | Oui, 180° | Oui, 90° | Aucun éclatement |
La distinction critique ne réside pas dans la largeur minimale elle-même, qui est identique pour toutes les classes, mais dans la tolérance d'éclatement. Les classes 1 et 2 autorisent un éclatement partiel tant que la largeur minimale de l'anneau est maintenue sur l'arc restant. La classe 3 ne permet aucun éclatement sur aucune couche, ce qui signifie que le foret doit atterrir entièrement dans la limite de la pastille sur chaque couche du circuit.
La distinction critique ne réside pas dans la largeur minimale elle-même, qui est identique pour toutes les classes, mais dans la tolérance d'éclatement. Les classes 1 et 2 autorisent un éclatement partiel tant que la largeur minimale de l'anneau est maintenue sur l'arc restant. La classe 3 ne permet aucun éclatement sur aucune couche, ce qui signifie que le foret doit atterrir entièrement dans la limite de la pastille sur chaque couche du circuit.
Analyse de l'Accumulateur de Tolérances : Où Va Votre Budget d'Anneau
C'est ici que la réalité se confronte à la théorie. Votre anneau annulaire nominal est réduit par un empilement de tolérances de fabrication.
Contributeurs Clés
1. Précision de la position du foret : Le perçage CNC standard atteint ±0,075 mm (3 mils). Les équipements haut de gamme peuvent atteindre ±0,025 mm (1 mil).
2. Enregistrement des couches internes par rapport aux outils : Typiquement ±0,050 mm (2 mils), influencé par la précision d'imagerie et la stabilité dimensionnelle des matériaux.
3. Décalage de l'enregistrement lors du laminage : La chaleur et la pression peuvent déplacer les couches internes de ±0,025 à 0,075 mm.
4. Variation de compensation de l'attaque : La variation dans l'attaque latérale contribue de ±0,013 à 0,025 mm.
5. Enregistrement foret-plaquage lors du laminage : L'alignement par rayons X ajoute ±0,025 à 0,050 mm.
Pour une analyse des tolérances de pire cas (RSS) sur une carte à 4 couches standard, la tolérance combinée peut atteindre 0,10 à 0,15 mm. Votre anneau nominal de 0,20 mm pourrait ainsi se réduire à 0,05 à 0,10 mm sur le pire des vias du panneau.
Objectifs Pratiques de Conception
Étant donné cette réalité, voici les objectifs d'anneau annulaire qui fonctionnent réellement en production.
| Application | Anneau Cible (Externe) | Anneau Cible (Interne) | Raison |
|---|---|---|---|
| Consommateur (Classe 2) | 0,150 mm (6 mils) | 0,175 mm (7 mils) | Marge standard de tolérance |
| Industriel (Classe 2) | 0,175 mm (7 mils) | 0,200 mm (8 mils) | Marge pour durée de vie étendue |
| Automobile/Medical (Classe 3) | 0,200 mm (8 mils) | 0,250 mm (10 mils) | Budget sans éclatement |
| Militaire/Aéro (Classe 3) | 0,250 mm (10 mils) | 0,300 mm (12 mils) | Marge de fiabilité maximale |
Les couches internes nécessitent des objectifs plus grands, car elles accumulent plus de tolérances à travers le processus de laminage et d'enregistrement.
Densité de Routage vs Intégrité de l'Anneau : Le Compromis BGA
Prenons un BGA à pas 0,8 mm. Avec un foret de 0,3 mm et un anneau annulaire cible de 0,125 mm, vous avez besoin d'une pastille de 0,55 mm. L'écart entre les bords des pastilles adjacentes est de seulement 0,25 mm. Selon les règles de trace/espacement, cela peut permettre une trace à 4/4 mils ou aucune à 5/5 mils.
Réduire l'anneau à 0,1 mm avec une pastille de 0,50 mm ouvre l'écart à 0,30 mm, ce qui permet potentiellement une trace supplémentaire. Mais vous avez échangé la marge de fabrication contre la liberté de routage. Votre fabricant peut-il tenir suffisamment de tolérances pour rendre cet anneau de 0,1 mm fiable ?
Pour les BGA à pas de 0,5 mm et 0,4 mm, les microvias deviennent une nécessité. Le perçage laser des microvias offre une précision de positionnement de ±0,013 mm (0,5 mil), resserrant considérablement l'empilement des tolérances. Une pastille de 0,250 mm avec un foret laser de 0,100 mm donne un anneau annulaire de 0,075 mm qui, après le budget de tolérance plus serré, est en réalité plus fiable qu'un via percé mécaniquement avec un anneau nominalement plus grand.
Quand réduire la taille des anneaux : Quand insister sur des anneaux plus petits
Vous pouvez pousser à des anneaux plus petits si votre fabricant confirme un meilleur enregistrement, si vous utilisez des microvias percées au laser, ou si l'application est de classe 2 avec éclatement autorisé. Il faut en revanche éviter les anneaux plus petits près des bords du circuit, autour des trous de montage, pour les vias à fort courant, ou dans toute conception de classe 3.
Teardrops : La mise à niveau gratuite de la fiabilité que vous devriez toujours utiliser
Les teardrops (gouttes de cuivre) sont de petites soudures de cuivre situées à l'interface trace-pastille qui créent une transition géométrique fluide au lieu d'un changement brutal de largeur. Elles réduisent la concentration de contraintes à l'interface lors des cycles thermiques et augmentent efficacement l'anneau annulaire dans la direction de la trace.
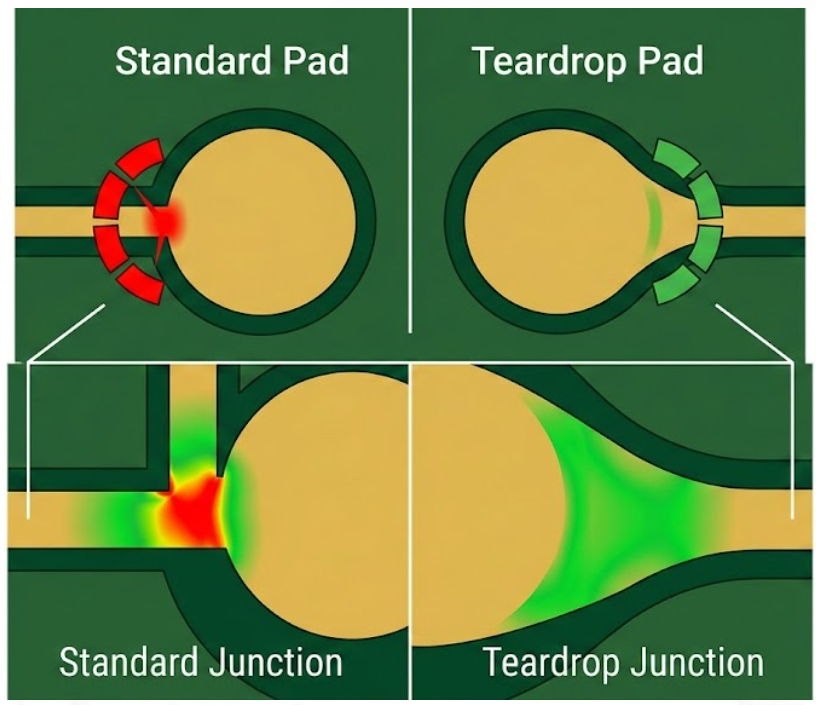
Si le déplacement du foret déplace le trou vers la trace entrante, le teardrop fournit du cuivre supplémentaire qui n'existerait pas avec une pastille circulaire standard. La plupart des outils EDA, y compris KiCad, Altium et EasyEDA, appliquent les teardrops en opération de lot après le routage. Ce processus n'ajoute que peu de taille au fichier, aucun coût de fabrication supplémentaire, et améliore mesurablement la fiabilité lors des cycles thermiques. Il n'y a vraiment aucune raison de les ignorer. Combinez les teardrops avec des connexions de cuivre sur les pastilles pour un maximum de soutien mécanique. Une pastille reliée à un grand pourtour résiste bien mieux au décollage qu'une pastille isolée sur une seule trace.
Réalités de la fabrication : Perçage, plaquage et inspection
Perçage : La variable dominante
La précision de la position du foret est le principal facteur contribuant à la variation de l'anneau annulaire. Au-delà de la capacité de la machine, plusieurs facteurs réels ajoutent des erreurs :
- Usure du foret : L'usure du mandrin augmente l'erreur de position au-delà de la précision de l'axe.
- Mouvement du matériau pendant le perçage, surtout sur des panneaux fins ou grands, déplace les positions des trous par rapport aux motifs en cuivre.
- Hauteur du stack dans le perçage multi-panneaux : Cela introduit plus d'erreurs dans les panneaux inférieurs à cause de la déflexion du foret.
Les fabricants modernes comme JLCPCB utilisent des systèmes CNC à grande vitesse avec gestion automatisée des outils et surveillance SPC pour minimiser ces variables. Mais les concepteurs doivent comprendre que la précision de la position indiquée représente la capacité du processus, et non une garantie pour chaque trou.
Inspection et vérification
Les fabricants vérifient la conformité de l'anneau annulaire par des méthodes complémentaires : AOI sur les couches externes, rayons X pour l'alignement des couches internes, analyse micro-sectionnelle des coupons de test (la norme IPC-6012), et tests électriques pour la vérification fonctionnelle. JLCPCB combine des vérifications DFM automatisées lors de la soumission des commandes avec de l'AOI en cours de fabrication, des tests électriques et des analyses micro-sectionnelles basées sur des coupons pour garantir la conformité, de la validation de conception à l'inspection finale.
Intégration DFM : Détecter les problèmes avant la production
L'endroit le plus économique pour résoudre un problème d'anneau annulaire est dès la phase de conception. Lorsque le DFM signale des anneaux marginaux, vous avez quatre options classées par préférence :
1. Augmenter le diamètre de la pastille si l'espace de routage le permet. C'est la solution la plus simple et la plus fiable.
2. Réduire le diamètre du foret si les exigences du via permettent un trou final plus petit. Passer de 0,3 mm à 0,25 mm ajoute 0,025 mm de chaque côté.
3. Passer aux microvias pour les vias problématiques. Le perçage au laser permet une tolérance plus stricte, augmentant effectivement votre budget d'anneau sans changer la taille des pastilles.
4. Demander un enregistrement plus serré à votre fabricant, généralement à coût supplémentaire. Dernier recours car cela transfère la charge à la fabrication.
Le système DFM en ligne de JLCPCB évalue automatiquement la conformité des anneaux annulaires lorsque vous téléchargez vos fichiers de conception, signalant les vias marginaux avec les tolérances de processus standards. Cette vérification avant production vous permet d'ajuster vos fichiers avant de vous engager dans la fabrication.
L’approche de précision de JLCPCB pour la fabrication des anneaux annulaires
Technologies avancées de perçage et d'alignement
Les systèmes CNC de JLCPCB offrent la précision de position nécessaire pour des anneaux annulaires fiables dans toutes les classes de cartes. Les broches de haute précision, la gestion automatisée des outils et le contrôle en temps réel de la profondeur assurent des trous propres et placés avec précision, maximisant la qualité de l'anneau annulaire. Combinée à un contrôle strict de l'enregistrement des couches internes pendant le laminage, ces capacités soutiennent des connexions de vias robustes, même avec des tailles de pastilles agressives.
Contrôles de tolérance stricts pour des sorties de haute fiabilité
Pour les cartes nécessitant une conformité IPC Classe 2 ou Classe 3, JLCPCB applique des contrôles de tolérance stricts tout au long du processus de fabrication. L'enregistrement des couches est vérifié par rapport aux spécifications avant le perçage. La précision du foret est surveillée par contrôle statistique de processus. Et les cartes finies subissent une inspection complète pour vérifier que la qualité de l'anneau annulaire respecte les normes requises à chaque emplacement de via.
Support complet garantissant des structures de via impeccables
Le système DFM de JLCPCB évalue automatiquement la conformité des anneaux annulaires lorsque vous téléchargez vos fichiers de conception, signalant tout via susceptible d'avoir des anneaux marginaux avec les tolérances standard du fabricant. Cette alerte précoce vous donne la possibilité d'ajuster votre conception avant de vous engager dans la production, ce qui évite des problèmes de rendement et garantit des connexions de vias fiables sur chaque carte livrée.
Conclusion
La conception de l'anneau annulaire se situe à l'intersection de la fiabilité électrique, de l'intégrité mécanique et de la réalité de la fabrication. Le calcul nominal est trivial, mais concevoir des anneaux qui survivent à l'ensemble de l'empilement des tolérances à travers chaque via de chaque couche nécessite une analyse disciplinée et une expérience pratique.
Le point clé à retenir : votre objectif d'anneau annulaire devrait être dicté par la capacité réelle de tolérance de votre fabricant, et non seulement par les minima IPC. Ces minima définissent les critères d'acceptation des cartes finies, mais pas les objectifs de conception qui garantissent que vous y arriverez de manière fiable. Combinez une taille d'anneau adéquate avec des teardrops, une analyse DFM appropriée et une compréhension de l'emplacement de votre budget de tolérance, et vous éliminerez l'une des sources les plus courantes de défaillances de PCB en production.
Si vous êtes prêt à mettre ces principes en pratique, la combinaison de l'enregistrement précis du perçage, de l'analyse DFM automatisée et de l'inspection en plusieurs étapes de JLCPCB permet d'atteindre facilement des anneaux annulaires fiables dans toutes les classes de cartes. Téléchargez vos fichiers de conception pour obtenir un retour DFM instantané et commencez la production en toute confiance, en sachant que vos connexions de vias fonctionneront exactement comme prévu.

FAQ (Questions Fréquemment Posées)
Q. Qu'est-ce qu'un anneau annulaire dans la conception de PCB ?
Un anneau annulaire est la zone de cuivre entourant un trou percé dans un PCB. Sa largeur est calculée comme (diamètre de la pastille moins diamètre du trou) divisé par deux. Il fournit la connexion mécanique et électrique entre le baril du via plaqué et les traces de cuivre de chaque couche.
Q. Quelle est la largeur minimale de l'anneau annulaire pour laquelle je dois concevoir ?
Pour les produits commerciaux (Classe 2 IPC), concevez pour un anneau annulaire minimum de 0,15 mm (6 mils) sur les couches externes afin de fournir une marge de fabrication adéquate. Pour les applications à haute fiabilité (Classe 3 IPC), visez 0,20 mm (8 mils) ou plus.
Q. Qu'est-ce qui provoque l'éclatement de l'anneau annulaire ?
L'éclatement se produit lorsque le trou percé est décalé du centre de la pastille de manière à ce que le foret dépasse la limite de la pastille sur un ou plusieurs côtés. Les causes incluent l'erreur de position du foret, l'erreur d'enregistrement des couches internes pendant le laminage et le mouvement du matériau pendant le traitement.
Q. Les teardrops améliorent-elles vraiment la fiabilité ?
Oui. Les teardrops réduisent les contraintes mécaniques à l'interface trace-pastille et augmentent effectivement l'anneau annulaire dans la direction de la trace. Des études ont montré une amélioration mesurable de la fiabilité lors des cycles thermiques avec des teardrops.
Q. Comment JLCPCB vérifie-t-il la qualité de l'anneau annulaire ?
JLCPCB utilise des vérifications DFM automatisées lors du traitement des commandes, de l'AOI sur les panneaux fabriqués, des tests électriques pour la vérification de la connectivité et des analyses micro-sectionnelles des coupons d'échantillons. Cette approche de qualité multicouche garantit la conformité de l'anneau annulaire de la validation de la conception à l'inspection finale.
Continuez à apprendre
Le rôle crucial de la largeur des pistes PCB et comment la calculer
Naviguer dans le domaine complexe de la conception de circuits imprimés (PCB) nécessite une compréhension approfondie de nombreux facteurs critiques, la largeur des pistes occupant une place centrale. Cet aspect essentiel de la conception de PCB est la clé pour obtenir des performances supérieures des dispositifs électroniques, garantir leur fiabilité et optimiser leur fonctionnement. Dans ce guide complet, nous explorons l’univers des largeurs de pistes PCB et leur influence sur l’intégrité des signa......
Rôle d'un Simulateur de Circuits dans la Conception Électronique
La création de circuits électroniques et électriques peut être longue, technologiquement exigeante, sans parler de coûteuse. Après avoir créé un circuit électronique, les concepteurs doivent tester la fonctionnalité du circuit pour en confirmer le bon fonctionnement et effectuer les ajustements nécessaires. Et si, au lieu de créer le circuit avec un vrai tableau et des composants, nous pouvions obtenir une description mathématique du circuit ? C'est l'idée derrière la simulation de circuits. Dans cet ......
Comment simuler des circuits électroniques dans LTSpice
LTSpice est un simulateur puissant et gratuit basé sur SPICE, développé par Analog Devices. Il est largement utilisé par les ingénieurs, les passionnés et les étudiants pour simuler des circuits électroniques afin d'analyser leur comportement avant la mise en œuvre physique. Ce guide fournit une approche étape par étape pour simuler des circuits dans LTSpice. Pour en savoir plus sur les PCB et leur fabrication, consultez notre article détaillé récent. Ici, nous allons concevoir un circuit, un amplific......
De la conception à la production : Comment les directives et l'analyse DFM des PCB assurent une transition de fabrication fluide.
Lors de la conception d'un produit pour un large public, il est préférable de le tester minutieusement avant de le déployer sur le marché. En effet, la recherche et le développement du produit sont coûteux et prennent du temps. Concevoir un PCB qui fonctionne sur votre bureau est une chose. Une fois la conception finalisée, le PCB est fabriqué et assemblé de manière répétée sans encombre. C'est là que la conception PCB pour la fabrication (DFM) sauve discrètement des projets et des réputations d'ingén......
Connecteurs de Bord PCB : Principes de Conception Essentiels, Optimisation des Doigts Plaqués Or et Stratégies de Fabrication pour une Intégration Fiable
Les connecteurs de cartes PCB sont les héros méconnus de l'électronique modulaire. En fournissant une interface à doigts plaquée or le long du bord d'une carte de circuit imprimé (PCB), ils permettent des connexions plug-and-play entre les cartes mères, les cartes d'extension et les modules de mémoire. Contrairement aux joints soudés ou câblés, les contacts de cartes à bords permettent un remplacement et une mise à niveau faciles des composants. Imaginez un peu remplacer une carte graphique ou un SSD ......
Blocs à Bornes PCB : Le Guide de l'Ingénieur Concepteur pour des Connexions Fiables Fil-à-Carte
Les bornes à vis PCB sont des héros méconnus des connexions fil-à-carte. Elles peuvent être utilisées pour connecter ou remplacer des fils dans les systèmes de contrôle industriel, d'alimentation, automobile, etc., sans avoir besoin de retravailler la carte PCB. Les bornes à vis peuvent être serrées ou vissées, éliminant ainsi les approximations du soudage manuel. Cependant, les bornes à vis peuvent présenter des problèmes. Un câblage mal fixé peut vibrer, les éléments lourds peuvent être soumis à des......